What Is Ductile Iron Cast?
When people talk about ductile iron cast, cast ductile iron, or ductile iron casting, they mean a type of cast iron that combines high strength with real flexibility and toughness. Unlike traditional brittle cast irons, ductile iron can bend and absorb impact before it breaks, which is why engineers rely on it for demanding parts.
Simple Definition
Ductile iron (nodular cast iron / spheroidal graphite iron / SG iron) is a magnesium-treated cast iron where the carbon (graphite) forms as round nodules instead of sharp flakes. This small change in microstructure completely transforms its performance:
- Graphite nodules = smoother stress flow, higher strength, and real ductility
- Graphite flakes (in gray cast iron) = stress concentration and easy cracking
So in simple terms: ductile iron is cast iron that behaves more like steel under load thanks to its graphite being shaped like tiny spheres.
Where Ductile Iron Fits in the Cast Iron Family
Ductile iron is part of the cast iron family, which also includes:
- Gray cast iron – excellent damping and machinability, but brittle
- White iron / chilled iron – hard and wear resistant, but very brittle
- Compacted graphite iron (CGI) – in-between behavior
Within this family, spheroidal graphite cast iron stands out as the high-strength, impact-resistant cast iron that can replace steel in many applications while still being poured as a casting.
Why Manufacturers Choose Ductile Iron Today
US manufacturers and OEMs choose nodular iron casting because it gives them:
- High strength-to-weight ratio vs gray iron
- Impact and fatigue resistance closer to steel
- Excellent castability for complex geometries
- Lower cost than forged, welded, or fully machined steel parts
For buyers and engineers, that means stronger parts, less material, and better value from a single process: casting ductile iron into the final near-net shape.
How Ductile Iron Cast Is Made
Melting and Preparing the Base Iron
To make ductile iron cast parts, I start with a high-quality base iron. We melt scrap iron and steel in an induction furnace, then adjust carbon, silicon, and manganese to hit tight chemistry targets. Clean, consistent charge materials are critical here—this sets the foundation for strong, repeatable ductile iron casting performance.
Adding Magnesium to Create Graphite Nodules
Next comes magnesium treatment (sometimes with cerium). I add a controlled amount of magnesium alloy to the molten iron. This “nodulizing” step changes the graphite from flakes into spheroidal graphite nodules, turning regular cast iron into nodular cast iron (SG iron) with real ductility and impact resistance.
Inoculation for Microstructure Control
Right after nodulizing, I inoculate the iron with ferrosilicon-based alloys. This step:
- Promotes fine, even solidification
- Reduces shrinkage and carbides
- Improves nodule count and consistency
Good inoculation is what keeps cast ductile iron strong and predictable instead of brittle.
Pouring into Sand or Metal Molds
Once treated and inoculated, I pour the molten ductile iron into:
- Green sand molds for most structural and industrial parts
- Resin sand or metal molds when tighter tolerances and cleaner surfaces are needed
Good gating and riser design keep turbulence, porosity, and misruns under control.
Cooling, Solidification, and Shakeout
Cooling is tightly managed—too fast or too slow can ruin properties. After solidification:
- Molds are broken (shakeout)
- Runners, risers, and excess metal are removed
- Castings are sorted and moved to finishing
Section thickness has a real impact here on the final ductile iron properties.
Heat Treatment for Different Grades
Depending on the ductile iron grade (like 60-40-18, 65-45-12, 80-55-06 from ASTM A536), I can apply heat treatments such as:
- Annealing for high ductility, ferritic structures
- Normalizing for balanced strength and toughness
- Quench and temper for higher hardness and wear resistance
Heat treatment lets me tune the part for its real-world job.
Machining, Cleaning, and Finishing
After casting, I handle:
- Shot blasting or cleaning to remove sand and scale
- CNC machining for tight dimensions and precision features
- Optional coatings or paint for corrosion protection
Well-made casting ductile iron machines cleanly, which helps keep total part cost competitive versus fabricated steel. For projects comparing iron and steel, I often point buyers to resources like this cast iron vs steel comparison guide that breaks down performance and cost in more detail: cast iron vs steel comparison guide.
Modern Process Control to Reduce Defects
I rely heavily on process control to keep variation low:
- Real-time furnace chemistry checks
- Strict nodulizing and inoculation procedures
- Controlled sand systems and mold hardness
- Routine tensile and hardness testing
This is how I deliver high-strength, impact-resistant ductile iron castings that meet U.S. OEM expectations for quality, consistency, and traceability.
Ductile Iron Cast vs Gray Cast Iron
Microstructure: Nodular vs Flake Graphite
The biggest difference is inside the metal:
- Ductile iron cast (nodular / spheroidal graphite iron) has graphite nodules—small rounded particles that “blunt” cracks.
- Gray cast iron has graphite flakes—sharp, flat particles that make it easier to machine but easier to crack.
Those graphite shapes are why the two irons behave so differently in real-world use.
Strength, Ductility, and Toughness
- Ductile iron casting:
- Much higher tensile and yield strength
- Real elongation (it bends before it breaks)
- Better toughness, especially in cold weather
- Gray iron:
- Lower strength, almost no elongation
- Can be brittle under shock or bending
If you need a structural, load‑bearing casting, cast ductile iron wins.
Impact Resistance and Fatigue
- Ductile iron:
- Handles shock loads, cyclic loading, and vibration far better
- Ideal for suspension parts, crankshafts, gears, hydraulic parts
- Gray iron:
- Weaker under impact
- Lower fatigue strength, more suited to static or lightly loaded housings
For safety‑critical or rotating parts, we push customers toward fatigue‑resistant ductile iron.
Vibration Damping and Machinability
- Gray cast iron:
- Excellent vibration damping (machine bases, tool bodies, pump housings)
- Very easy to machine thanks to graphite flakes acting as a lubricant
- Ductile iron:
- Good, but less damping than gray iron
- Machinability is still good—especially ferritic ductile iron—but tool wear is higher
If your part is a structural casting that still needs precision, we balance castability and machinability up front when choosing the ductile grade. For an overview of other casting alloys and trade‑offs, see our casting alloy guide with types, properties, and applications.
Cost and Production
- Gray iron:
- Slightly cheaper per pound
- Simpler melt and no magnesium treatment
- Great for high‑volume, low‑stress parts
- Ductile iron:
- Higher melt/treatment cost, but can replace steel weldments and reduce machining, welding, and assembly
- Often lower total cost per functional part when strength is required
In the U.S. market, we often use ductile iron to drop part count, weight, and welding time versus fabricated steel.
When to Choose Ductile Iron Cast
Go with ductile iron castings when you need:
- High strength‑to‑weight and durability
- Impact, fatigue, or bending loads
- Safety‑critical automotive, off‑highway, or industrial parts
- A one‑piece casting to replace a forged or welded steel assembly
When Gray Cast Iron Is Better
Stay with gray cast iron when:
- The part sees mostly static loads and low stress
- You need maximum vibration damping (machine beds, compressor frames)
- Lowest material cost and fast, easy machining are the top priorities
If you’re unsure, we typically prototype both ductile vs gray iron in critical areas, then lock in the material that hits your strength, machining, and cost targets.
Ductile Iron Cast Composition and Microstructure

Typical ductile iron cast chemistry
When I design or source ductile iron castings, I’m usually targeting this base chemistry (by weight):
- Carbon (C): ~3.3–3.9% – builds the graphite structure and castability
- Silicon (Si): ~2.2–3.0% – promotes graphite formation and strengthens the matrix
- Manganese (Mn): ≤0.3–0.5% – helps strength but must be controlled to avoid brittleness
- Magnesium (Mg): ~0.03–0.06% (residual) – the key to nodular graphite
- Phosphorus (P) & Sulfur (S): kept very low – both are tightly controlled because they hurt ductility
- Small additions of Cu, Ni, Mo, Cr as needed for wear, strength, or heat resistance
This controlled chemistry is what lets us consistently produce high‑strength, impact‑resistant cast ductile iron at scale in a production foundry.
Role of magnesium in nodular graphite
Ductile iron only becomes “ductile” after magnesium treatment (sometimes with cerium):
- Mg modifies the way carbon comes out of the melt, so graphite forms as rounded nodules, not sharp flakes.
- Those graphite nodules break up stress and stop cracks from running, which is why ductile iron has real elongation and toughness.
- Without tight Mg control (both addition and fade), you get mixed or flake graphite, and the iron loses its ductility and consistency.
This nodulizing step is one of the most tightly controlled parts of any serious ductile iron casting process.
Nodular graphite vs flake graphite under load
How graphite sits in the iron makes a huge difference:
- Nodular (spheroidal) graphite in ductile iron:
- Acts like small, rounded inclusions
- Minimizes stress concentration
- Allows the metal to stretch, bend, and absorb impact before failure
- Flake graphite in gray iron:
- Long, sharp flakes act like tiny cracks
- High stress concentration at the tips
- Great damping and machinability, but much lower tensile strength and ductility
That’s why ductile vs gray iron is often a trade-off between toughness and vibration damping.
Ferritic, pearlitic, and mixed matrices
Around those graphite nodules, we control the base “matrix” to tune ductile iron properties:
- Ferritic ductile iron
- Soft, very ductile, good impact toughness
- Lower strength and hardness
- Ideal where shock, low‑temperature performance, or machinability matter
- Pearlitic ductile iron
- Higher strength and hardness
- Better wear and fatigue resistance
- Less elongation and slightly tougher to machine
- Ferritic–pearlitic (mixed) ductile iron
- Balanced strength, ductility, and machinability
- Very common for general industrial and automotive castings
With the right alloy selection and heat treatment, I can dial in the exact mix that fits your part’s real-world loading.
How composition and cooling rate change properties
Two main levers shape ductile iron properties:
- Composition
- More Si, Ni, Cu, or Mo can push strength, hardenability, and wear resistance
- Tight control of C, Mn, P, and S keeps ductility and consistency
- Cooling rate / section size
- Thin sections cool fast → finer, stronger matrix, higher hardness
- Thick sections cool slow → risk of chunky graphite, carbides, or lower-than-expected strength if not properly inoculated and fed
Good foundries design the mold, gating, and chemistry together so you don’t get weak spots in heavy sections or over-hard thin walls. When we’re handling tougher shapes or demanding specs, we’ll often match them with our broader casting alloy options to get the right balance.
Microstructure inspection for ductile iron cast
To keep ductile iron properties in spec, we don’t just trust chemistry; we verify the microstructure:
- Polished and etched samples under a microscope
- Nodule count and nodularity (%) – how many nodules per mm² and how round they are
- Graphite distribution and size – even, fine nodules give the most reliable performance
- Matrix review – ferrite/pearlite ratio, carbides, and any defects
These checks, along with hardness and tensile tests, are standard quality steps in a professional ductile iron casting foundry, especially for safety‑critical or pressure-bearing components.
Mechanical Properties of Ductile Iron Cast
Tensile and Yield Strength
When I choose ductile iron cast for a project, I’m usually targeting strength first. Typical as-cast grades hit:
- Tensile strength: about 60–100 ksi (415–690 MPa)
- Yield strength: about 40–80 ksi (275–550 MPa), depending on grade
For example, a common grade like 60-40-18 means:
- 60 ksi tensile
- 40 ksi yield
- 18% elongation (good ductility)
That puts cast ductile iron right in the range where many U.S. shops might otherwise default to steel bar or weldments.
Elongation and Ductility
Ductile iron casting is designed to bend before it breaks:
- Ferritic ductile iron: high elongation (up to 18–20%), very forgiving in overload
- Pearlitic or pearlitic-ferritic ductile iron: lower elongation, higher strength and hardness
In plain terms: ferritic grades are “safe and flexible,” pearlitic grades are “strong and harder.”
Fatigue and Impact Performance
For rotating or cyclic-load parts (crankshafts, gears, pump housings), fatigue resistance is where nodular cast iron shines:
- Graphite nodules blunt crack growth instead of letting cracks run like in gray iron
- You get reliable impact toughness at room and low temperatures, which is key for off-road equipment, trucks, and construction gear
For even higher fatigue performance, designers sometimes compare ductile iron with alloys like A356-T6 aluminum in weight-sensitive parts, balancing mass and durability in a similar way to how we look at 4140-grade alloy steels.
Wear Resistance and Hardness
You can tune cast ductile iron for wear:
- Ferritic grades: lower hardness, easier machining, moderate wear resistance
- Pearlitic / alloyed grades: higher hardness, better wear resistance for gears, bushings, and heavy-duty housings
- Typical hardness range: 150–300 HB, depending on grade and heat treatment
The trick is balancing machinability vs. wear life based on how the part is used.
Section Thickness Effects
On real-world castings, wall thickness changes everything:
- Thick sections cool slower → softer matrix, lower strength, more ferrite
- Thin sections cool faster → higher strength, more pearlite, higher hardness
Good foundries will:
- Adjust chemistry for different section sizes
- Test mechanical properties from test bars that realistically match your casting’s cross-sections
Ferritic vs. Pearlitic Trade-Offs
When I’m choosing between ferritic and pearlitic ductile iron, I keep it simple:
- Ferritic ductile iron
- Lower strength, higher elongation
- Best for impact, tough operating conditions, and maximum machinability
- Pearlitic ductile iron
- Higher strength and hardness
- Better wear and fatigue resistance, but less ductile
Most U.S. OEMs end up with a ferritic–pearlitic mix to hit a sweet spot: strong enough, tough enough, and still machinable without killing tool life.
Ductile Iron Cast Grades and Standards
When we talk about ductile iron casting in the U.S., most buyers and engineers are working off ASTM A536 and ISO 1083. If you know these standards, you can compare suppliers quickly and avoid surprises in performance.
ASTM A536 Ductile Iron Grades (60-40-18, 65-45-12, 80-55-06)
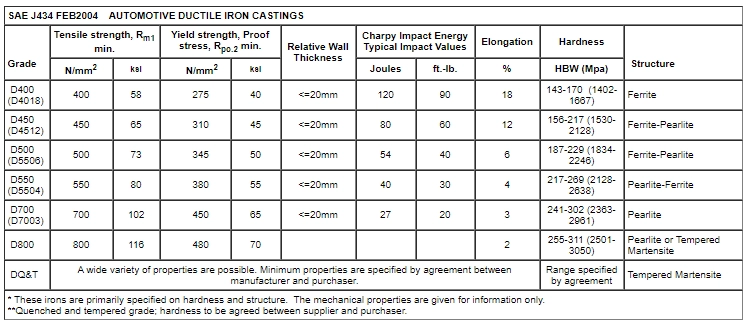
ASTM A536 grades are named by Tensile Strength – Yield Strength – Elongation (all minimum values):
- 60-40-18
- 60 ksi tensile
- 40 ksi yield
- 18% elongation
- Very ductile, great impact resistance, ideal for safety‑critical and shock‑loaded parts.
- 65-45-12
- 65 ksi tensile
- 45 ksi yield
- 12% elongation
- Balanced grade; good strength with solid ductility. A go‑to choice for many OEM ductile iron castings.
- 80-55-06
- 80 ksi tensile
- 55 ksi yield
- 6% elongation
- High strength, lower ductility. Good for wear, load‑bearing, and compact, high‑strength designs.
In general:
- Higher numbers = higher strength
- Lower elongation = less stretch, more risk of brittle behavior if misapplied
ISO 1083 Spheroidal Graphite Cast Iron
If you source globally, you’ll see ISO 1083 designations instead of ASTM. ISO also defines grades by strength and elongation, but the code looks different (e.g., EN-GJS-400-15, EN-GJS-500-7, etc.).
Rough idea:
- EN-GJS-400-15 ≈ ASTM 60-40-18 (more ductile, ferritic matrix)
- EN-GJS-500-7 ≈ ASTM 65-45-12
- EN-GJS-600-3 ≈ ASTM 80-55-06
When comparing:
- Match tensile strength (MPa vs ksi)
- Match elongation (%)
- Confirm hardness range if wear or machining is critical
How to Read and Compare Ductile Iron Specifications
When you look at a material cert or drawing, focus on:
- Standard: ASTM A536 or ISO 1083 called out?
- Grade: e.g., 65-45-12 or EN-GJS-500-7
- Matrix structure: ferritic, pearlitic, or mixed (impacts ductility, machinability, and wear)
- Mechanical test location: separately cast test bar vs cast-on sample can change numbers
- Additional requirements:
- Hardness range
- Nodule count and nodularity (%)
- Impact values (Charpy) for low‑temperature service
If you’re pairing ductile castings with alloy steel components (like flanges or housings), align the mechanical properties and heat treatment expectations across both, similar to how we match ductile iron parts to our own alloy steel products.
Choosing the Right Ductile Iron Grade
How I usually guide U.S. customers:
- For max ductility and impact
- Pick 60-40-18 (or ISO 400-15)
- Good for shock loads, misalignment, and safety‑critical hardware.
- For balanced strength and machinability
- Pick 65-45-12 (or ISO 500-7)
- Best “default” choice for most industrial ductile iron castings.
- For high strength and wear
- Pick 80-55-06 (or ISO 600-3)
- Ideal when you want to shrink section sizes or replace heavier welded steel.
Always match the grade to:
- Load level (static vs dynamic)
- Required life (fatigue)
- Operating temperature and environment
- Machining and surface finish needs
How Heat Treatment Changes Grade Performance
Heat treatment can move a casting from one performance window to another without changing the base chemistry:
- Annealing
- Softens the casting
- Improves ductility and machinability
- Moves the structure toward ferritic (more like 60-40-18 behavior)
- Normalizing
- Refines grain structure
- Increases strength and hardness
- Useful when you want performance similar to 65-45-12 or 80-55-06 with tighter property control
- Quench and Temper / Austempering (ADI)
- Creates very high strength and wear resistance
- Used when ductile iron competes directly with forged or heat‑treated steel
The key is to lock in:
- The target standard and grade
- Whether as-cast or heat-treated
- The test values you expect on your certs
If you’re unsure which ductile iron grade or heat treatment fits your part, I always recommend we start with your real-world use case (load, environment, annual volume) and work backward to the most cost-effective, reliable spec.
Advantages of Ductile Iron Castings
Ductile iron castings hit a sweet spot between performance and cost, which is why so many U.S. OEMs and job shops lean on them for real-world, high-load parts.
High strength-to-weight vs gray iron and steel
Cast ductile iron delivers high tensile and yield strength with a lighter section than gray iron, and often replaces steel weldments without adding weight. You get a strong, rigid, high strength cast iron part without jumping up to more expensive materials.
Real cost savings vs forged or welded steel
When we replace multi-piece fabrications or forgings with a single ductile iron casting, customers usually see:
- Lower material and processing cost
- Less welding, labor, and inspection
- Faster repeat production and easier inventory control
For fasteners and companion parts, pairing cast ductile iron with low carbon steel bolts and machining services can keep the entire assembly cost-effective.
Excellent castability for complex shapes
Ductile iron flows well and fills thin walls and complex cores, so we can cast:
- Internal passages
- Mounting features
- Weight-reduction pockets
You get precision ductile iron parts that would be expensive or impossible to machine from bar or plate.
Good machinability and dimensional stability
Compared with many steels, machinability of ductile iron is very good. Parts hold size well during machining and in service, which matters for:
- Tight-tolerance housings
- Pump and valve components
- Precision flanges and brackets
Impact and shock absorption
Ductile iron is impact resistant cast iron. The graphite nodules help absorb shock and vibration better than many steels and gray irons, making it ideal for:
- Heavy machinery castings
- Automotive suspension and drivetrain parts
- Construction and agricultural components
Corrosion resistance and surface options
As-cast ductile iron provides solid corrosion resistance for many environments, and we can push it further with:
- Paints and powder coats
- Plating and specialty coatings
- Surface hardening in wear zones
Recyclable and energy-efficient
Ductile iron casting is highly recyclable and works well with recycled scrap, which helps cut both cost and environmental footprint. Melting and casting ductile iron is generally more energy efficient than producing many equivalent steel parts, especially large, complex shapes.
Common Applications of Ductile Iron Cast

Automotive ductile iron casting parts
I rely on cast ductile iron for automotive parts that see constant load and shock, like:
- Crankshafts and differential carriers – high strength and fatigue resistance at a lower cost than steel forgings.
- Gears, brackets, knuckles, and steering components – precise, repeatable ductile iron castings that machine cleanly and hold tight tolerances.
For customers who need finished assemblies, we often combine ductile iron castings with precision CNC machining similar to our work on other metals for custom industrial parts, as shown in our precision CNC machining services.
Ductile iron pipe, fittings, and valves
For US water, wastewater, and fire protection systems, ductile iron pipe and fittings are a go‑to because they offer:
- High internal pressure capacity
- Excellent impact resistance during handling and installation
- Long service life underground with coatings and linings
Valves, flanges, and hydrant bodies made from spheroidal graphite cast iron handle pressure cycles and corrosion better than gray iron in many municipal setups.
Manhole covers and municipal castings
Cities lean on nodular cast iron for:
- Manhole covers, frames, grates, and curb inlets
- Utility access covers and drainage components
Ductile iron delivers high impact strength and resists cracking under traffic loads, while still being cost‑effective and easy to cast in standard and custom patterns.
Heavy machinery and equipment manufacturing
In equipment manufacturing, I like ductile iron cast housings when we need rigidity plus toughness:
- Gearboxes, transmission housings, and bearing caps
- Pulleys, sheaves, counterweights, and hydraulic component bodies
These heavy machinery castings offer a strong, stable structure with good vibration damping, making them ideal for OEMs in industrial, mining, and material-handling markets, similar to the sectors we support in our equipment manufacturing solutions.
Agricultural and construction equipment
For ag and construction, SG iron castings balance abuse resistance with cost:
- Hubs, axle components, brackets, and suspension parts
- Housings for transmissions, pumps, and hydraulic systems
They handle shock loads, dirt, and outdoor exposure better than many welded fabrications, with less field failure risk.
Energy and power generation
In the energy sector, spheroidal graphite iron is standard for:
- Pump housings, compressor bodies, and valve components in oil, gas, and process plants
- Wind turbine hubs, yaw and pitch housings, and brake components needing high fatigue resistance
Here, high strength-to-weight ratio and fatigue performance of ductile iron castings help extend service life under rotating and cyclic loads.
Custom engineered ductile iron castings for OEMs
For US OEMs, I focus on custom ductile iron casting solutions that:
- Replace multi-piece weldments with a single, optimized casting
- Reduce machining, weight, and assembly steps
- Meet tight ASTM or ISO mechanical and dimensional specs
Whether you need a one-off prototype or full production, cast ductile iron lets us tune grade, microstructure, and heat treatment to match your exact performance and cost targets.
Ductile Iron Casting Process Control and Quality
If you want consistent, high‑performance ductile iron castings, process control isn’t optional—it’s everything. Here’s how we lock in quality from melt to final inspection.
Melt Chemistry and Magnesium Control
We start by dialing in the base melt chemistry for every heat:
- Tight control of C, Si, Mn, S, and P with on‑line spectrometer checks
- Precise magnesium treatment (nodulizing) to form stable graphite nodules
- Real‑time monitoring of Mg fade so cast ductile iron stays within spec from first to last mold
We treat every ladle like it’s critical, because for our customers, it usually is.
Inoculation and Molding Quality
To keep ductile iron casting sound and reliable, we focus hard on solidification:
- Controlled inoculation practice to reduce shrinkage, carbides, and chill
- Optimized sand system: sand moisture, strength, permeability, and compactability checked constantly
- Stable molding conditions so wall thickness, fillets, and cores match the 3D model and stay repeatable
Strong process on the molding side means fewer surprises and less rework.
Mechanical and Microstructure Testing
We test every heat so you don’t have to guess:
- Tensile testing and hardness testing on each heat to confirm grade (e.g., ASTM A536 60‑40‑18, 65‑45‑12, 80‑55‑06)
- Microstructure evaluation under the microscope:
- Nodule count and nodule shape (nodularity %)
- Matrix structure: ferritic, pearlitic, or mixed
- Check for carbides, porosity, and other defects
For more detail on how we run and document these checks, see our casting testing and quality control practices.
Non‑Destructive Testing and Standards Compliance
For critical SG iron castings, especially in the US automotive, energy, and infrastructure markets, we step up to advanced NDT:
- UT (Ultrasonic Testing) for internal soundness
- RT (Radiographic Testing) for hidden shrinkage and gas defects
- MT (Magnetic Particle Testing) for surface and near‑surface cracks
- PT (Penetrant Testing) on machined or non‑magnetic surfaces
All ductile iron castings are produced to meet or exceed ASTM A536, ISO 1083, and your own drawing and spec requirements, with full material certs and traceability. Our process is built around stable, repeatable manufacturing, as outlined in our broader manufacturing process controls.
Design Tips for Ductile Iron Cast Parts
Basic design rules for cast ductile iron geometry
When I design a ductile iron casting, I keep the geometry as “cast-friendly” as possible:
- Avoid sharp inside corners – use generous fillets (typically 1/8–1/4 in minimum).
- Keep sections uniform whenever you can; big jumps in thickness cause stress and porosity.
- Use ribs and gussets instead of massive blocks of metal to hit strength and stiffness targets.
This approach lets us hold tight tolerances without expensive rework, very similar to what we target on our precision metal parts like our aluminum alloy machining services.
Wall thickness and section transitions
Ductile iron likes smooth, controlled changes in thickness:
- Minimum wall: often 0.25–0.35 in for standard sand-cast ductile iron (check with your foundry for your part size).
- Transition rules: step changes of no more than 2:1 thickness, blended with chamfers or radii.
- Put heavier sections near feeders/risers, not out on thin arms.
Riser, gating, and feeding considerations
You don’t need to design the entire gating system, but you should design with feeding in mind:
- Place heaviest sections where risers can sit without blocking critical machined areas.
- Leave flat pads or bosses for risers and gates that will be removed later.
- Avoid blind heavy pockets that are hard to feed; use cored holes or lighten them with ribs.
Design for machinability and stability
To keep machining costs down on ductile iron castings:
- Add machining pads and bosses where holes, faces, and bores will be finished.
- Avoid long, thin arms that can vibrate or distort during machining.
- Use symmetrical layouts when possible so the casting cools evenly and stays dimensionally stable.
Allowances for shrinkage, machining, and tolerances
Cast ductile iron will shrink as it solidifies and cools:
- Typical pattern shrinkage: about 0.010–0.012 in/in (confirm with your foundry).
- Add machining allowance on critical faces and bores (often 0.06–0.12 in depending on size).
- Set realistic tolerances: tighter tolerances go on machined surfaces, not raw cast surfaces.
Converting steel weldments to ductile iron castings
When I convert a fabricated steel weldment into a ductile iron cast part, I focus on:
- Replacing multiple weldments with one integrated casting that adds ribs and fillets for stiffness.
- Adjusting wall thickness to match ductile iron strength-to-weight instead of just copying plate sizes.
- Building in cast-in features (bosses, mounting pads, pockets) to cut down on secondary operations and assembly time.
Done right, a ductile iron casting will be lighter, cheaper per piece at volume, and more consistent than the original welded structure.
How to Choose a Ductile Iron Cast Supplier
Picking the right ductile iron casting supplier in the U.S. can make or break your project. Here’s how I look at it.
What to Look For in a Ductile Iron Foundry
Non‑negotiables:
- Ductile iron focus: Proven work with cast ductile iron, not just gray iron.
- Process control: Documented melt control, nodulizing, and inoculation procedures.
- Quality system: ISO-style process discipline, PPAP/APQP experience for auto or OEM work.
- Material range: Ability to pour multiple grades (ASTM A536 60-40-18, 65-45-12, 80-55-06, etc.).
Experience with Complex Ductile Iron Castings
Look for:
- Thin‑wall and heavy‑section experience on the same part
- History with fatigue‑critical parts (gears, housings, brackets, pump bodies)
- Case studies or photos of complex SG iron castings and nodular iron casting programs
- Ability to also support other alloys when needed, for example through partners who handle precision copper alloy components
Material Certification, Testing, and Traceability
You want full traceability from melt to shipment:
- Certs: Heat certs for each pour showing chemistry and mechanicals
- Testing: Routine tensile, hardness, and microstructure checks
- Traceability: Heat numbers tied to every ductile iron casting
- NDT options: UT/RT/MT/PT for critical spheroidal graphite cast iron parts
Engineering Support and Design Optimization
A good supplier doesn’t just pour iron—they help you design smarter:
- DFM feedback on wall thickness, fillets, and transitions
- Gating/riser recommendations to avoid shrink and porosity
- Suggestions when converting welded steel or machined bar to cast ductile iron
- Support choosing ferritic vs pearlitic ductile iron for your duty cycle
Capacity, Lead Time, and Cost Transparency
Push for hard numbers, not guesses.
| Topic | What You Want to Hear |
|---|---|
| Capacity | Clear monthly tonnage and mold counts |
| Lead Time | Standard patterns vs new tooling timing |
| Pricing | Tooling + piece price, and what drives changes |
| Flexibility | Ability to ramp up or down without chaos |
Key Questions to Ask Before You Order
Use this quick list when you talk to a potential ductile iron casting foundry:
- Which ASTM A536 or ISO 1083 grades do you pour regularly?
- How do you control magnesium treatment and graphite nodules in cast iron?
- What mechanical tests are run per heat, and how often?
- Can you share sample certs and microstructure reports from recent ductile iron cast jobs?
- What’s your typical scrap/rework rate on nodular cast iron parts?
- How do you handle design changes, PPAP, and ongoing quality issues?
- What’s the realistic lead time for prototypes and for steady production?
If a supplier is strong on process control, testing, and engineering support, you’ll get more reliable ductile iron castings and fewer surprises in the field.


