
Komprenante la Kernajn Procezojn
Ĉe Haoyu Material, ni ĉiutage navigas la komplikaĵojn de peza fabrikado. Kiam klientoj kontaktas nin por grandskalaj komponantoj kiel rotorŝaftoj aŭ muelejloĝigo, la unua teknika decido ofte rondiras ĉirkaŭ la diferencon inter forĝado kaj ŝtampado. Dum ambaŭ metodoj transformas krudan metalon en uzeblajn partojn, ili atingas tion per fundamente malsamaj fizikaj mekanismoj, kiuj diktas la forton, integrecon kaj aplikon de la fina komponanto.
Kompreni gisado kontraŭ forĝado estas kritika ĉar la fabrikadmetodo rekte influas la vivdaŭron kaj fidindecon de partoj uzitaj en postulemaj sektoroj kiel minado, ŝtalproduktado kaj ventenergio. Ni ne nur fabrikas; ni realigas solvojn bazitajn sur ĉu parto bezonas la komplikan geometrion de gisado aŭ la superan strukturan integrecon de forĝado.
Kio estas Gisado?
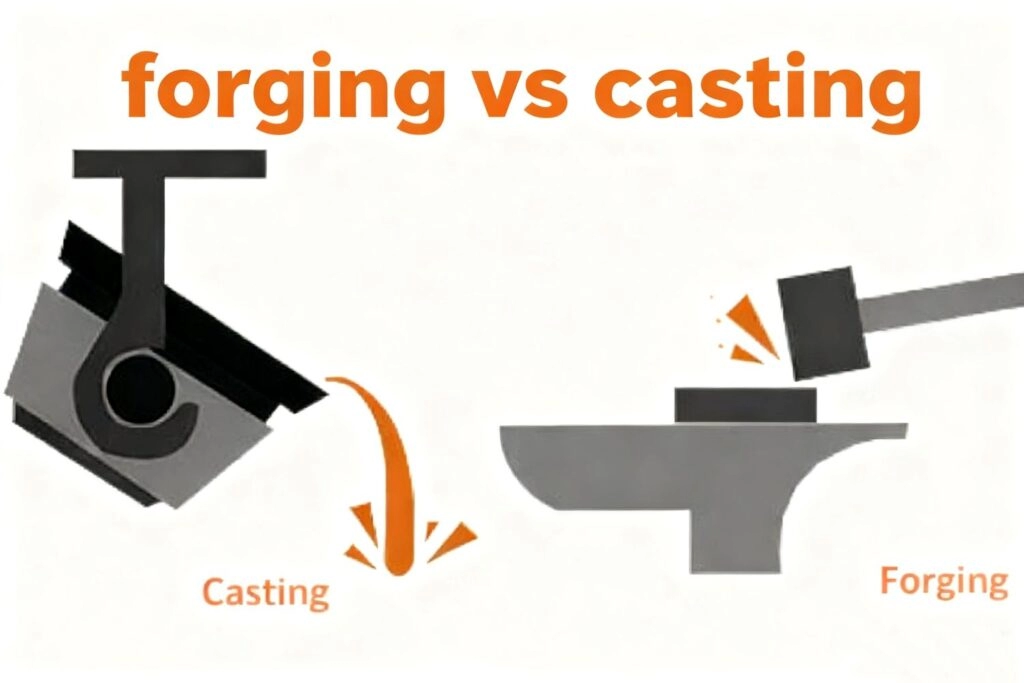
Ŝtampado estas procezo, kiu komenciĝas per likvideco. Ni varmigas materialon—tipe karbonŝtalon, alojŝtalon aŭ neoksideblan ŝtalon—ĝis ĝi fariĝas fandita metalo. Ĉi tiu likvaĵo tiam estas verŝita en preparitan moldon kiu enhavas negativan impreson de la dezirata formo. Post kiam la metalo malvarmiĝas kaj solidiĝas, ni forigas la moldon por montri la komponanton.
En nia instalaĵo, ni uzas pezan sablan formadon por produkti grandajn, kompleksajn partojn kiuj estus neeblaj aŭ tro kostaj por maŝini el solida bloko.
- Ĉefa Trajto: Bonega por krei kompleksajn internajn kavernojn kaj komplikajn dezajnojn.
- Proceza Fluo: Fandado $Ŝanĝo→$ Verŝado $Ŝanĝo→$ Solidiĝo $Ŝanĝo→$ Purigado.
- Rezulto: A preskaŭ-neta formo komponento kiu minimumigas komencan materialaĵaĵon.
Kio estas Forĝi?
Fandado ĉio temas pri kompresia forto kaj plastan deformadon. Male al verŝado, ni neniam fandiĝas la metalon en likvan staton dum la formiĝa fazo. Anstataŭe, ni varmigas solidan blokon aŭ ingoton al fleksebla temperaturo kaj aplikiĝas enorman premon uzante hidraŭlikajn presilojn aŭ martelojn por formi ĝin.
Ĉi tiu procezo estas la dorso de nia produktado por alt-stresaj komponantoj kiel paŝaj ŝaftoj, ekcentraj ŝaftoj, kaj trompaj blankoj. Per fizike devigado de la metalon en formon, ni ŝanĝas ĝiajn internajn ecojn por la pli bona.
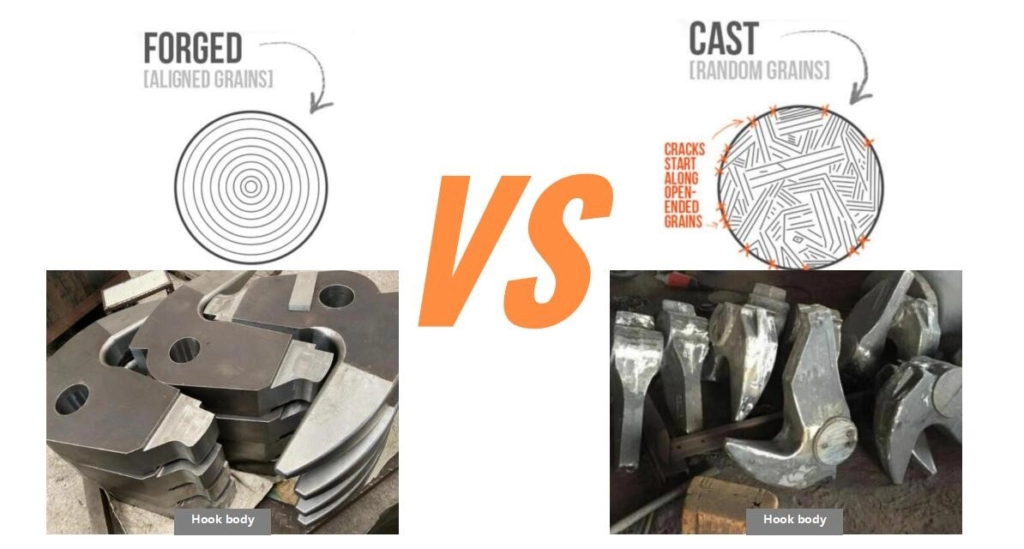
- Ĉefa Trajto: Atigas superan grajnan strukturon alineadon, sekvante la konturon de la parto.
- Proceza Fluo: Varmegaĵo $rightarrow$ Formado (Premo/Palado) $rightarrow$ Varma traktado $rightarrow$ Machinado.
- Rezulto: Parto kun escepta efikeco de impeto kaj mekanika forto, sen la poroj ofte trovitaj en fandadoj.
La 5 ĉefaj diferencoj inter forĝado kaj fandado
En Haoyu Material, ni uzas ambaŭ fabrikajn metodojn depende de la specifaj mekanikaj postuloj de la projekto. diferencon inter forĝado kaj ŝtampado.
Dika Strukturo kaj Integreco
La plej grava diferenco kuŝas en la interna strukturo. Kiam ni forĝas komponenton, ni aplikiĝas al granda kompresia forto al solida metalo. Ĉi tiu procezo rafinas la grajnan strukturon kaj kreas kontinuan fluon kiu sekvas la formon de la parto. tensila forto, efikeco de impeto, Ĉi tiu alineo signife plibonigas kaj la.
fatiklimon fandita metalo Contraste, fandado implikas verŝadon.
Dezajno Komplekseco kaj Tolerancoj
Se viaj dezajnoj estas kompleksaj internaj kavernoj, maldikaj muroj, aŭ kompleksaj neregulaj geometrioj, fandado ofte estas la sola ebla opcio. Ĝi ebligas al ni atingi preskaŭ-neta formo rezultojn, minimumigante la kvanton de materialo forigita poste.
Fandado estas limigita al pli simplaj geometrioj kiel blokoj, ringoj, kaj ŝaftoj. Ĉar la metalo estas solida dum formiĝo, ni ne povas devigi ĝin en tre kompleksajn malplenojn. Sekve, forĝitaj partoj kutime postulas pli grandan maŝinada permeso por atingi la finajn specifojn.
Materialaj Opcioj Haveblaj
Ni traktas larĝan gamon de materialoj, inkluzive de karbonŝtalo, aloja ŝtalo, kaj rustorezista ŝtalo.
- Fandado: Proponas pli grandan flekseblecon en alojaj komponantoj. Ni povas aldoni specifajn elementojn al la fandiĝo por atingi unikajn trajtojn (kiel varmoresistado aŭ eluziĝorezisto) kiuj eble igos la metalon tro krakanta por forĝi.
- Forĝado: Postulas materialojn kiuj posedas sufiĉe da ductileco por pasi plastan deformadon sen krakado.
Kostaj Implicoj: Ilado kontraŭ Unuopa Prezo
La kostefikeco de forgiĝo kontraŭ fandado dependas tre de produktadvolumo kaj grandeco.
- Fandado: Ĝenerale impliki pli altajn komencajn ilarkostojn por moldoj kaj ŝablonoj. Tamen, por alta volumaj kursoj aŭ kompleksaj formoj, la unuopa prezo signife malpliiĝas.
- Forĝado: Malferm-dira ferado (kiun ni uzas por grandaj partoj) havas pli malaltajn ilarajn kostojn sed pli altajn prilaborajn kostojn po unuopaĵo pro la energio kaj laboro postulataj.
Surfaca Finado kaj Eblaj Difektoj
Feritaj partoj kutime montras pli puran surfaca finiĝo kaj superan strukturon. La ĉefa avantaĝo de ferado estas la forigo de internaj vacuoj.
Ŝtofoj, laŭ la naturo de la solidiĝa procezo, estas submetitaj al metallurgia porozo (malgrandaj aeraj bolsokoj) aŭ ŝrumpaj kavernoj. Por certigi fidindecon, nia profesia fandado uzas rigorajn ne-desturigajn testojn, kiel Ultrasona Testado (UT), por garantii ke ĉiu fandita komponanto plenumas pezajn industrio-normojn.
Kongrua Komparo-Tabelo
Kiam decidi inter forgiĝo kontraŭ fandado por pezaj industriaj komponantoj, vidado de teknikaj specifoj flanke al flanke helpas klarigi la plej bonan vojon por via projekto. En Haoyu Material, ni uzas ambaŭ metodojn depende ĉu la prioritato estas maksimuma struktura integreco aŭ geometria komplekseco.
La tabelo sube priskribas la gravajn diferencojn en grainstrukturon, integreco, kaj produktadlimitoj.
| Trajto | Fandado (Haoyu Procezo) | Ŝovado (Haoyu-Proceso) |
|---|---|---|
| Grainstrukturo | Aliĝinta grajneca fluo sekvas la partformon; supera direkta forto. | Uniforma, granula strukturo; isotropaĵoj sed sen grajneca fluo aliĝo. |
| Interna Integreco | Alta denseco; premo forigas internajn truojn kaj porojn. | Ebleco por metallurgia porozo aŭ malpligrandi kavernojn se ne kontrolite. |
| Dezajnokomplekseco | Plej bona por pli simplaj, simetriaj formoj kiel ŝaftoj kaj ringoj. | Ideala por kompleksaj dezajnoj, internaj kavernoj, kaj kompleksaj geometrioj kiel duktileca ferkasto komponentojn. |
| Mezaj Ecoj | Pli alta tensila forto, efikeco de impeto, kaj kaj la. | Bona premopezo, kvankam ĝenerale pli malalta duktileco ol forĝitaj partoj. |
| Maŝina permeso | Kutime postulas pli maŝinadon por atingi finajn dimensiojn. | Povas esti produktita pli proksime al preskaŭ-neta formo, reduktante materialan malŝparadon. |
| Varma Traktado | Reagas konsekvence al traktado pro rafinita grajno. | Grava por homogenigi strukturon kaj malpezigi internajn streĉojn. |
Tiu ĉi komparo emfazas kial fandado estas la plej bona por alt-stresaj partoj kiel rotorshveltoj, dum ŝtoftojn restas esenca por kompleksaj kovriloj kaj bazoj. Kompreni ĉi tiujn komercajn interŝanĝojn certigas ke vi elektu la procezon kiu ekvilibras rendimenton kun kosto-efikeco.
Kiam Elekti Kian Procezon?

Decidi inter forgiĝo kontraŭ fandado fine dependas de la specifaj postuloj de via aplikaĵo. En Haoyu Material, ni analizas la mekanikan ŝarĝon, desegnaĵon, kaj volumajn postulojn por rekomendi la ĝustan vojon. Dum kosto ĉiam estas faktoro, la rendimento de la fina komponento en pezaj medioj—kiel ŝtalfabrikoj aŭ minadoperacioj—estas la prioritato.
Scenaro por Elekti Ŝtoŭadon
Ŝtoŭado ĝenerale estas la preferata metodo kiam geometrio diktas la fabrikadan aliron. Se via dezajno enhavas kompleksajn detalojn, internajn kavernojn, aŭ kompleksajn transversecojn kiuj estus maleblaj aŭ tro multekostaj por maŝini el solida bloko, ŝtoŭado estas la respondo. Ĝi ebligas al ni atingi a preskaŭ-neta formo, signife reduktante la maŝinada permeso postulatan poste.
Vi devus elekti ŝtoŭadon kiam:
- Kompleksaj Dezajnoj: La parto postulas internajn ĉambrojn, maldikajn murojn, aŭ ne-simetriajn formojn.
- Granda Skalo: Vi bezonas tre grandajn komponantojn, kiel pezaj maŝinaroj aŭ molaj bazoj, kiuj superas la kapaciton de normaj forĝaj presoj.
- Specifaj Aliaj Postuloj: Vi uzas materialojn kun malbona plastikeco kaj malfacile formeblaj.
- Kost-efikeco: Por malpliigita produktado de grandaj, kompleksaj partoj, fandado minimumigas ilarkostojn kompare kun kreado de pluraj forĝaj malglumoj.
Kiam taksas produktadmetodojn, kompreni la nuancojn de sandfandado kontraŭ malglumfandado estas kerna por ekvilibrigi precizecon kun produktadkvanto.
Scenaro por Elekti Forĝi
Fandado estas la normo por sekurec-kritaj komponantoj kie fiasko ne estas opcio. La procezo uzas kompresia forto por rafini la grajnan strukturon alineadon de la metalo, sekvante la formon de la parto. Tio rezultas en superaj mekanikaj ecoj, farante fanditajn partojn idealaj por alt-stresaj aplikoj.
Vi devus elekti fandadon kiam:
- Altaj Forteco Postuloj: La komponanto devas elteni ekstremajn tensila forto ŝarĝojn kaj efikeco de impeto.
- Cikla Ŝarĝo: La parto implikas rotacion aŭ ripetan streĉon (kiel niaj paŝaj ŝaftoj, rotorŝaftoj, kaj ekcentra ŝaftoj), postulas altan kaj la.
- Struktura Integreco: Vi bezonas densan materialstrukturon sen metallurgia porozo aŭ truoj.
- Unueco: La apliko postulas konsekvencajn mekanikajn ecojn tra la tuta transektio de la parto.
La rolo de materialkvalito en fabrikado
La debato pri la diferencon inter forĝado kaj ŝtampado ofte superregas kritikan faktoron: la kvaliton de la kruda materialo mem. Perfekta fabrikadprocezo ne povas ripari difektitan metalon. Ĉu ni verŝas fandita metalo por fandado aŭ apliki masivan kompresia forto por forĝi, la alojaj komponantoj diktas la bazan rendimenton de la fina komponanto.
En Haoyu Material, ni emfazas ke atingi altan tensila forto kaj daŭrecon komenciĝas antaŭ ol la formadproceso komenciĝas. Kompreni la specifajn propraĵojn de via baza metalo, kiel la komercaj kompromisoj trovitaj en nia aloja ŝtalo kontraŭ rusta ŝtalo komparo, estas esenca por antaŭdiri longvivecon en pezaj aplikaĵoj kiel minado aŭ ventomuelejoj.
Kritikaj Kvalitaj Faktoro
Por certigi ke niaj grandaj ŝaftoj kaj ringoj plenumas rigorajn industrio-normojn, ni fokusas je tri ĉefaj pilieroj de materiala kvalito:
- Pureco de la Fandiĝo: Regado de la kemia konsisto dum la fandiĝa fazo malhelpas nevolajn malpuraĵojn kiuj kondukas al struktura malforto.
- Ŝaŭta Traktado: Post la formiĝo de la metalo, preciza varmtraktado (malvarmigo kaj temperado) estas bezonata por malfermi la plenan mekanikan potencialon, plibonigante la kaj la kaj malmolecon.
- Nedamaĝa Testado (NDT): Ni uzas en-entreprenajn Ultrasonajn Testadojn (UT) kaj Magnetajn Partiklo-Testadojn (MT) por konfirmi ke la interna strukturo estas sana, sendepende de ĉu la parto estis forĝita aŭ verŝita.
Kelkfoje Demandedaj Demandoj Pri Metalaj Fabrikadoj
Ĉu forĝita ŝtalo estas pli forta ol verŝita ŝtalo?
En plej multaj pezaj aplikoj, jes. La diferenco kuŝas en la grajnan strukturon alineadon. Kiam ni apliki amasajn kompresia forto dum la ferma procezo, la interna grajno de la metalo fluas kun la formo de la parto. Ĉi tio plastan deformadon rezultigas en supera tensila forto, pli alta efikeco de impeto, kaj multe pli bona kaj la kompare kun verkoj. Verkitaj partoj, kvankam fortaj, povas foje suferi de metallurgia porozo (malgrandaj aerpocketoj) formitaj kiam la fandita metalo solidigas, kio povas kompromiti strukturajn integrecon sub ekstrema streĉo.
Ĉu fandado estas pli malmultekosta ol forĝi?
Ĝi ofte dependas de la komplekseco de la dezajno kaj produktadkvanto. Fandado ĝenerale estas pli kostefika por komplikaj partoj ĉar ĝi atingas la preskaŭ-neta formo rekte el la formo. Tio signife reduktas la maŝinada permeso—vi ne devas forigi tiom da superflua materialo. Dum la inicialaj ilarkostojn por formoj povas esti pli altaj, la kosto por unuopaĵo malpliiĝas por pli grandaj serioj. Se vi serĉas fidindan ŝtala fandadkompanio por trakti kompleksajn geometriojn, fandado kutime ofertas la plej bonan ekvilibron de prezo kaj rendimento por ne-kritikaj strukturaĵoj.
Ĉu vi povas forĝi kompleksajn formojn?
Forĝado estas iom limigita kiam temas pri geometria komplekseco. Ĝi estas ideala por simetriaj komponantoj kiel ŝaftoj, ringoj, kaj blokoj. Ĉar la procezo implikas frapadon aŭ premadon de solida metalo, ĝi ne povas facile krei internajn kavernojn, maldikajn murojn, aŭ subkutojn. Por tre detalaj dezajnoj postulas striktajn toleradojn kaj komplikajn trajtojn, ni rekomendas nian precizaj investaj fandaj servoj por kompleksaj metalaj partoj. Ĉi tiu metodo ebligas al ni krei specifajn formojn kiuj estus neeblaj aŭ tro multekostaj por maŝini de solida forĝita bloko.