
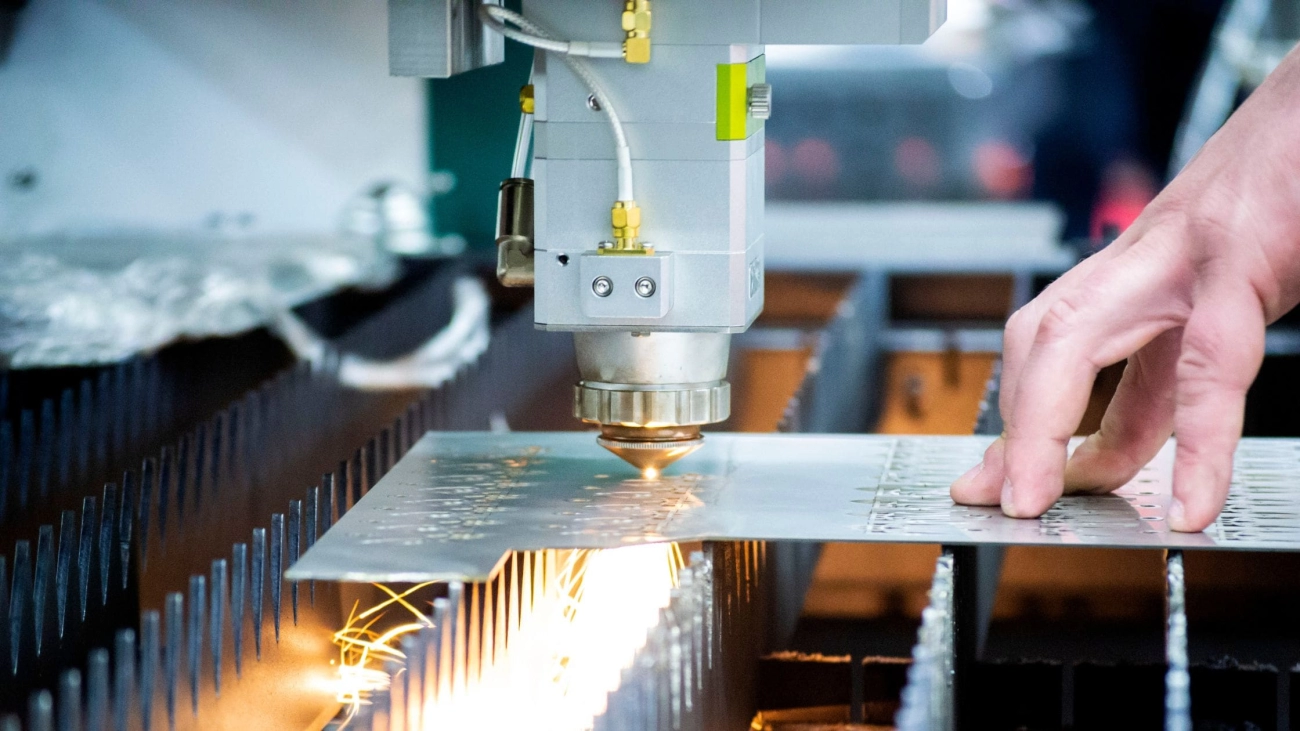
Industriaj lasertrancitaj ŝtalfolioj kun 30kW potenco 12m lito mallarĝaj toleroj kaj plenaj fabrikadkapabloj.
Trovi fabrikadpartneron por lazero tranĉita ŝtala folio estas ofte interŝanĝo inter rapideco, kapacito, kaj rando-kvalito.
Vi bezonas partojn kiuj taŭgas al viaj toleroj perfekte, sed ankaŭ bezonas provizanton kiu povas pritrakti grandformatajn metalajn tranĉaĵojn sen la ĝeno de kunsalo aŭ ligo.
Tio estas ĝuste kie modernaj fibra lazeraj tranĉaj servoj evoluiĝis.
En ĉi tiu gvidilo, ni tranĉas tra la merkatika ŝardo por rigardi la realajn inĝenierajn datumojn: CNC lazer-tranĉaj tolerecoj, materialaj dikecaj kapabloj, kaj la grandaj efikecaj plibonigoj de alta-povaj 30kW lazer teknologio.
Ĉu vi projektas por pez-uzado karbonŝtala plato tranĉado aŭ postulas kirurgian precizecon por rustorezista ŝtala lasero tranĉado, la reguloj de produktado ŝanĝiĝis.
Jen kiel utiligi vastmaterial’s 12-metran pretiga kapacito por optimumigi vian venontan industrian projekton.
Ni aliru al la specifaĵoj.
Materialaj kapabloj: Kion ni povas tranĉi?
Kiam provizi lazero tranĉita ŝtala folio, materiala diverseco estas same krita kiel precizeco. Ni ne nur tranĉas normaajn gagecojn; nia instalaĵo estas ekipita por pritrakti pezajn strukturaĵojn kaj delikatajn arkitektajn elementojn kun egala precizeco. Ĉu vi bezonas fortikan strukturŝtalon aŭ higienajn ŝtalajn partojn, nia agordo estas kalibrita por diversa metalurgiaĵaj propraĵoj.
Karbona Ŝtala Plaka tranĉado
Por strukturaj aplikoj, karbonŝtala plato tranĉado estas nia kerno kompetenteco. Ni prilaboras normajn malfermaj ŝtalo-graded kiel A36 kaj 1018, certigante alta tensia forto por konstruado kaj pezaj maŝinpartoj.
- Duktasita Tenkeco: Uzante nian alta-povaj 30kW lazer, ni tranĉas tra dikaj karbona ŝtalo-platoj kiujn ordinaraj 4kW aŭ 6kW maŝinoj malfaciligas.
- Rapido & Kvalito: La 30kW povo-denseco ebligas pli purajn vertikajn randojn kaj signife pli rapidan fluon je pezaj pecoj, reduktante la varmigitan zonon (HAZ).
Raffinaĵo de Nerivita Fandilo
Ni specializiĝas en rustorezista ŝtala lasero tranĉado por industrioj postulas higienon kaj reziston al korodo, kiel manĝa prilaborado kaj medicina aparato farado.
- Klasoj: Ni tenas vastan inventaron de 304 kaj 316 rustaj ŝtaloj.
- Oxide-free Edgaj Randoj: Ni uzas alt-purecon Nitrogena tranĉado. Tiu ĉi tekniko preventas rando-oksidacion, disponigante puran, arĝentan finon kiu estas preta por welding tuj sen la bezono de dua ŝlimo aŭ nigrado.
Specialaj alloj & Neferaj fleksebluloj
Krom fero-ŝtaloj, nia progresinta fibra-lasera teknologio spektas pri prilaborado de tre reflektaj materialoj kiuj pli malnovaj CO2-laseroj ne povis trakti sekure.
- Aluminio: Klaraj malpezaj kaj duraj ebloj por aviadilo- kaj aŭtoindustrioj.
- Kupro & Bronz: Preciza tranĉado por alta kondukteco elektra komponentoj.
La Large Format Avantago: Rompante la 4×8-limigon

Normalaj 4×8 folioj estas taŭgaj por malgrandaj projektoj, sed industriaj aplikoj ofte postulas pli. Ni transiris la normajn limigojn por oferti grandformatajn metalajn tranĉaĵojn tio akceptas masajn skalajn projektojn. Uzante altnivelajn maŝinojn, ni forigas la limigojn de normaj foliaj grandecoj, permesante senŝerpajn, unupecajn komponantojn kiuj plibonigas ambaŭ strukturan integrecon kaj oran.
La 12-Metra Solvo
Nia instalaĵo estas ekipita per masiva 12,000mm (aprox. 40 futoj) tranĉa tablo. Ĉi tiu kapablo fundamentale ŝanĝas kiel ni aliras lazero tranĉita ŝtala folio fabrikadon. Anstataŭ kunmeti pli malgrandajn sekciojn, ni prilaboras plen-longajn foli- kaj plato-pecojn en unu raŭndo.
Ĉefaj avantaĝoj de nia 12-Metra Kapablo:
- Nulaj Ligiloj: Ni tranĉas longajn, kontinuajn strukturajn partojn sen bezono de bardado aŭ kunigado de pluraj pezpoj. Tio rezultigas pli fortajn, purajn komponantojn.
- Optimizita Nestado: Pli grandaj platoj permesas al ni nesti partojn pli proksime. Kiam ni prilaboras multekostajn materialojn kiel rustaŭto de ŝtalo, ĉi tio signife reduktas forĵetaĵon kaj malaltigas materialkostojn.
- Logistika Efikeco: Administri malmultajn, pli grandajn platojn reduktas enfermurtumojn inter tranĉoj, plialtigante la tutan produktadan ciklon por laser-tranĉado de ŝtala plato mendoj.
Povo-efikeco: 20kW-30kW kompare al Norma
Potenco diktas rapidecon kaj randon-qualiton. Dum multaj butikoj fidas al norma 4kW aŭ 6kW maŝinoj, ni uzas Alta-poviga 30kW laser teknologio. Tiu diferenco ne temas nur pri energiaj encontradoj; temas pri la kapablo tranĉi pli dikan laser-tranĉado de ŝtala plato pli rapida kaj kun pli supera rando-fideleco.
Prestaĵo-Komparado:
| Trajto | Norma Lasero (4kW – 6kW) | Alta-Potenca Lasero (20kW – 30kW) |
|---|---|---|
| Tranĉa Rapido | Mezuma sur maldikaj folioj; Malrapida sur dika plato | Ekstreme rapida tra ĉiuj mezuroj |
| Maks. dikeco | Limigita (ofte luktas >25mm) | Kapabla tranĉi pezplenon plato pezan |
| Rando-Kvalito | Postulatas sekundaran malferman por mal dikaj tranĉoj | Purigita, sen drosa (eĉ sur dika plato) |
| Varma Zono | Pli granda varme influita zono (HAZ) | Minimaligo HAZ pro rapida tranĉa rapido |
Uzante alt-povajn fibrajn laserojn, ni certigas ke viajn industrial metalaj manifakturado projektoj estas plenumitaj kun pli striktaj tolerioj kaj pli rapida liverado,sendepende de la dikeco de la materialo.
Dezajno por Produktado (DFM) por Lasertranĉado
Optimizante viajn CAD-dosierojn por lazero tranĉita ŝtala folio ne estas nur pri ĝustigi la formon; temas pri certigi ke la parto povas esti produktita efike kaj malmultekoste. En Haoyu Material, ni ĉiutage kunlaboras kun inĝenieroj por plibonigi projektojn por niaj fibraj laseraj sistemoj. Sekvante kelkajn ĉefajn principojn de Dezajno por Produktado (DFM), vi certigatas ke vi atingas la CNC lazer-tranĉaj tolerecoj vi atendas sen senbezaj prokrastoj.
Tolerancej kaj Kerfo Larĝeco
Ĉiu lazerogona havas fizikajn larĝeco, konatan kiel la “kerfo.” Dum fibrelazeroj estas tre precizaj, la lazero forbrulis malgrandan kvanton da materialo—kutime inter 0.004” kaj 0.010” depende de diko kaj nozzalaj agordoj.
- Normaj Toleradoj: Ni ĝenerale tenas tolerancojn de +/- 0.1mm por plej karbonŝtala plato tranĉado kaj rustaj aplikoj.
- CAD-ajĝoj: Vi kutime ne bezonas offseti vian geometrion por la kerfo; nia entrapida enmetila programaro prizorgas la beamkompenson aŭtomate. Nur desegnu viajn partojn al la ĝustaj nomaj dimensioj.
La Ora Vero: Truo Daŭro de Trufo kontraste je Dikeco
Unu el la plej oftaj aferoj; Ouras aŭtmaj fabrikado de metala folio dosieroj estas tro malgrandaj truoj. La intensaj varmo de la lazero povas krei “blasojn” se la trafo estas tro malgranda rilate al la materiala dikeco.
- La Provizo: Konservu truajn diametrojn egala aŭ pli granda ol la materiala dikeco. Ekzemple, se vi tranĉas 1/2” ŝtipson, la plej malgranda truoj estu almenaŭ 1/2” en diametro.
- Alternativo: Se vi bezonas ŝtofonajn truojn aŭ diametrojn pli malgrandajn ol la lamina dikaĵo, ni rekomendas boĝi aŭ uzi niajn malkarbonaj ŝtalegaj maŝinaĵaj servoj kiel dua procezo por certigi precizecon.
Dosierformatoj kaj Preparado
Por akiri senkontaĵan citaĵon kaj rapidan produktadaĵon, la dosierformato gravas. Ni preferas purajn, vekt-bazitajn dosierojn sen duplikataj linioj aŭ malfermitaĵoj.
- DXF/DWG: La industria normo por 2D tranĉado. Certigu ke ĉiuj teksto kaj titoloj estas forigitaj, lasante nur la partan geometrian.
- STEP/IGES: Esenca se via parto postproceza kliniĝo estas bezonata. 3D-modelo permesas nin kalkuli klinin-dekdojn ĝuste.
Shared Lines (Common Line Cutting)
Por grandaj eldonoj ni povas uzi komunajn tranĉliniojn. Ĉi tiu tekniko estas principata per aranĝado de partoj tiel ili dividas unu tranĉlinion. Tio reduktas la totalan tranĉ-distancon kaj tranĉaĵbukojn, signife malaltigante la koston de laser tranĉita ŝtala plato produktado dum minimumigante la disponeblan materialon. Tio estas ideala por rekta aŭ kvadrataĵoj kiujn limigoj pri rando faras eblan tiun metodon.
Transdono de Tranĉe: Integrita fabrikadaj Servoj

Ni scias ke por multaj projektoj, akirado de plata lazero tranĉita ŝtala folio parto estas nur la komenco. Por turni 2D-profilon en funkcianta produkto, ni ofertas ampleksan aron de sekundaraj prilaboraj servoj. Tiu aliropermesas nin kontroli kvaliton de la komenca tranĉo ĝis la fino de la kunigo, certigante ke ĉiu dimenso kongruas kun viaj specifikoj.
CNC Bregado kaj Formado
Transformi platkeston en 3D-komponanton postulas precizecon. Niaj fendado kaj rulizado de bloto de metalo kapabloj uzas altnivelajn CNC-presaĵajn bretojn kiuj aŭtomate ĝustigas por materiala rekordo. Ĉu vi laboras kun malpezaj skatoloj aŭ pezaj strukturaj kunmetiloj, ni certigas precizajn angulojn kaj konsonantan ripetanivelon tra grandaj produktaj enregoj. Tiu nivelo de kontrolo estas esenca kiam ni konservas precizan CNC-finitajn toleradojn traŭt la assembliga procezo.
Svadado kaj Kunigo
Ni provizas ambaŭ robotaĵan kaj manan svadadon depende de la produktovolumo kaj la malfacileco de latasko. Robota svado estas ideala por alta kvanto laser-tranĉado de ŝtala plato projektoj kie konsekvenco estas ŝlosilo, dum niaj sertikigitaj manaj volframaj furnizistoj traktas kompleksan ŝtalan skeletan laboron. Ni certigas fortajn, purajn join-ojn kiuj plenumas industrial metalaj manifakturado normojn.
Metal Surface Finishing
Rauxa ŝtalo ofte postulas protekton kontraŭ la elementoj aŭ specifan estetikan aspekton. Ni oferas ampleksajn metal surface finishing opciojn por plibonigi daŭrecon kaj aspekton:
- Forigado de randoj: Meza forigo de ajna tranĉa rando aŭ drosso restinta post la laser-tranĉado de ŝtala plato procezo.
- Pulvorpentrado: Durega, maksa rezistema finiĝaĵo havebla en diversaj koloroj por konsumanto-frontaj partoj.
- Galvanizado: Varma-nigreto daga tegado kiu provizas maksimuman korodecan reziston por ekstaj aplikoj.
La Unu-ĉefa-Peko Butiko avantaĝo
Administrado de pluraj vendistoj por tranĉado, bendado kaj pentro estas logistikaj kaptiloj kaj prokrastoj. Per prizorgado aŭtmaj fabrikado de metala folio sub unu tegmento, ni signife reduktas la daŭrojn kaj transportajn kostojn. Vi akiras finitaĵon por la muntado, plenumante vian provizordon kaj simpligante projektdrejnadon.
Faktortoj influantaj la koston de Lasera tranĉita ŝtalo
Komprenante kiel ni kalkulas citaĵojn por lazero tranĉita ŝtala folio ebligas vin optimigi viajn desegnojn por pli bona prezo sen kompromiti kvaliton. La fina kosto ne estas nur pri la pezo de la malŝtona materialo; ĝi estas kalkulo de maŝina tempo, energia elspezo, kaj materiala uzado.
Jen la ĉefaj variaĵoj kiuj antaŭenigas la prezon de laser-tranĉado de ŝtala plato:
- Materiala grando & Dikeco: Ĉi tiu estas la plej granda faktoro. Pli dikaĵoj de platoj postulas ke niaj alt-povaj laseroj moviĝu malpli rapide por konservi puran bordon, pligrandigante totalan maŝintempon. Plue, premiumaj alloj bezonataj por specialaj aplikoj, kiel tiuj en la aerospaca industrio, havas pli larĝan krudan materialan koston kaj ofte postulas nitrogenan tranĉon, kiu estas pli multekosta ol oksigentrajta tranĉado uzata por norma karbonŝtala plato tranĉado.
- Trajektor-Trajto de tranĉado: La laserbuso devas fizike vojaĝi laŭ la perimeter de ĉiu trajektorio. Parto kun centoj da malgrandaj truoj aŭ kompleksaj, arta geometrio postulas multe pli da tranĉa tempo ol simpla kvadrato aŭ rekto. Pli da “enironoj” (kie la laseron komencas tranĉon) egalas pli da tempo.
- Nestiga Efikeco: Ni uzas altnivelajn CAM-programoj por aranĝi partojn sur ŝelo por minimumigi froton. Se desegno havas neregulan formon kiu malhelpas kunan pakigon, la kosto de la forĵetita “skelfa” materialo estas enklaĝita en la prezo. Dezajnado de partoj kiuj bone nestas povas konduki al signifa malaltiĝo.
- Kvanto: Industrial metalproduktado baziĝas sur ekonomioj de grandeco. Estas fiksa antaŭ-programada tempo por programi la maŝinon kaj ŝarĝi la_materialojn. Disvastigante tiun antaŭ-timigon tra produkta kuro de 1,000 unudoj rezultas en multe malpli alta prezo po parto ol ununura prototipa kuro.
Oftaj demandoj pri laser-tranĉita plata ŝtalo
Kio estas la maksimuma dikeco por laser-tranĉita karbŝtalo?
La maksimuma dikeco tre dependas de la potenco de la maŝino. Kun niajn antaŭfremdaj alta-povaj 30kW lazer teknologioj, ni povas prilabori karbonŝtala plato tranĉado tre pli dikan ol normaj fibrelaseroj. Dum tradiciaj 4kW-maŝinoj ofte atingas ĉirkaŭ 1 colo (25 mm) por produktada kvalito, niaj alt-potencaj agordoj signife puŝas tiujn limojn, permesante purajn, perpendicularajn randojn sur pezaj strukturoj uzataj en konstruado kaj maŝinaro.
Kiel 30kW-laser-potenco influas tranĉa rapideco kaj kosto?
Potenco egalas rapideco kaj kvalito. A alta-povaj 30kW lazer tranĉas tra peza lazero tranĉita ŝtala folio rapidemente pli rapide ol malalt-potenca kunuloj. Ĉi tiu rapido reduktas la totalan maŝinan tempon postulatan por via mendo, kio rekte malaltigas la koston po parto. Plie, la alta energio-denseco vaporiigas metalon tuj, rezultigante puran randon kun minimuma druso, ofte forigante la bezonon de dua muelado aŭ rufado.
Ĉu vi povas tranĉi partojn pli longajn ol la norma 4×8 paĝoj?
Kiel absolute. Ni komprenas ke industriaj aplikoj ofte postulas komponantojn kiuj superas la normajn dimensiojn 4×8 aŭ 5×10 futoj. Niaj grandformatajn metalajn tranĉaĵojn kapablecoj permesas nin prilabori platojn ĝis 12 metroj longaj (ĉ. 40 futoj). Tio estas ŝanĝigisto por strukturaj traboj kaj ŝaŭdostoj, ĉar ĝi permesas vin desegni unuan, senprekan parton anstataŭ fandi plurajn pli malgrandajn bestojn kun laseroj.
Kiaj dosierformatoj estas plej taŭgaj por kalkuloj pri laser-ĝustigo?
Por akiri plej rapidan kaj plej precizan citaĵon por laser-tranĉado de ŝtala plato, ni rekomendas submeti 2D vektorajn dosierojn. La industria norma estas la DXF-dosiero por laser-ĝustigo, ĉar ĝi enhavas precizan geometrion kiun nia nestado programservo povas tuj legi. Ni ankaŭ akceptas DWG- kaj STEP-dosierojn. Certigu ke viaj dosieroj estas skaleitaj 1:1 kaj enhavas nur la tranĉajn liniojn (forigu titolblokojn kaj dimensiojn) por pli rapide ĝustigi la taksonproceduron.