In high-performance engineering, the “channel” is more than just a shape—it is either the backbone of a structure or the critical artery of a fluid system. At Vastmaterial, ni specialiĝas pri fabrikado de alta-integritecaj metala fandadkanaloj kiuj eliminas komunajn fandaddefektojn kiel aerentrapiĝo kaj solidaĵiĝa kontraktiĝo antaŭ la unua verŝo.
Ĉu vi bezonas pezan U-kanalan metalan profilon por konstruado aŭ kompleksan investfandadkanalon por aviadilindustriaj aplikoj, niaj inĝenieraj solvoj protektas la strukturajn integrecojn de via projekto.
1. Kategorii Fandadkanalojn: Struktura vs. Interna Sistemo
Kompreni la diferencon inter eksteraj profiloj kaj internaj feed-sistemoj estas esence por elekti la ĝustan fandadmetodon.
A. Struktura Fandadkanaloj (Eksteraj)
Kreitaj por ŝarĝa subteno kaj medio-rezisto, ĉi tiuj profiloj anstataŭigas velditajn kunmetaĵojn por oferti superan fortikecon.
-
C-Kanalo & U-Kanalo Fandado: Ideale por industriaj ŝarĝostacioj, pezaj maŝinaroj, kaj arkitekturaj subtenoj.
-
Propraj Stangaj Kanaloj: Inĝenierie por sekura muntado kaj brako en korodantaj maraj aŭ kemiaj medioj.
-
Materialoj: Ĉefe verkitaj en 316 Rusta Ŝtalo or Karbonŝtalo por maksimuma daŭrebleco.
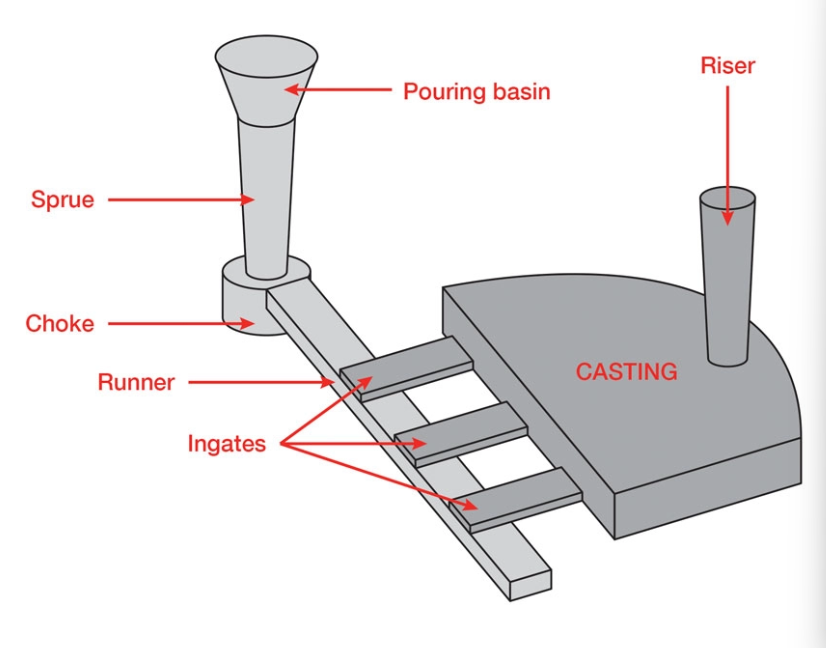
B. Internaj Verkitaj Kanaloj (Gating & Runners)
Tio estas la kaŝita reto ene de la muldilo, kiu difinas la kvaliton de la fina komponento.
-
Precizaj Gating-Sistemoj: Ni desegnas kompleksajn keramikan ŝelkanalojn kiuj certigas laminaran fluon de la verŝita alojo.
-
Verŝitaj Metalaj Ruloj: Strategie inĝenieritaj vojoj kiuj malhelpas turbulon kaj certigas ke la muldilo pleniĝas egale, grava por maldikaj muroverkoj.
2. Superado de Teknikaj Defioj: Fluo & Shrinka Kontrolo
La sukceso de verŝita metala kanalo dependas de kiel la fandado administras fluidan dinamikon kaj termikan kontrakton.
Majstri Metalverka Shrinka
Kiam verŝita metalo malvarmiĝas, ĝi nature kontraktiĝas. Sen taŭga inĝenierado, tio kondukas al internaj malplenoj aŭ deformiĝoj. Ni malhelpas metalverka shrinka per:
-
Pli Progresinta Simulado: Uzulado ProCAST aŭ Magmasoft por visualizi la solidiĝan procezon.
-
Strategia Risero-Designo: Metante “reservuojn” de molaj metalo, kiuj nutras la ŝtonadon dum ĝi kontraktiĝas, certigante 100% solidan transversection.
Eliminado de Aero-Trapado
Turbula fluo povas kapti aeron, kaŭzante sub-surfacan porozon. Nia fluida fluo ŝtonad-analizo permesas al ni optimumigi la rapidecon de la verŝo, certigante ke internaj kuristoj kaj investaj ŝtonad-muldoj estas plenigitaj glate.
3. Materiala Elekto por Alta-Presta Kanaloj
| Materiala Kategorio | Ĉefaj Alojoj | Ĉefa Avantaĝo |
| Rostala Ŝtalo | 304, 316, 17-4 PH | Pli supera koroda rezisto por U-kanalaj profiloj. |
| Superalojoj | Inconel 718, Hastelloy | Konservas forton en aerospaca turbin-ventolokoj. |
| Mal-Feraj | Aluminiumo, Bronzon | Luma, elstara varmoparalelo por aŭtomobilaj manifoldoj. |
4. Industria Aplikaĵoj: De Infrastrukturo ĝis Aerospaco
Aeroespaco & Defendo
Ni fabrikas kompleksajn internajn malvarmigaĵajn vojojn por gas-turbinaj klingoj. Tiuj investaj ĉasadvojoj permesas al motoroj funkcii ĉe temperaturoj pli altaj ol la fandiĝa punkto de la metalo mem.
Oleo & Gas Infrastrukturo
Nia fandado produktas pezajn valvkorpojn kaj struktura rig-kanalojn. Per uzado de rostelaj ŝaŭk-fandado, ni liveras grand-skalan komponentojn kiuj eltenas altpremajn, “sulfajn gasojn” (H2S) mediojn.
Aŭtomobilaj & Industria
De ŝaftoj de ŝoseo to motora likvaĵotransfereblokoj, niaj fandaj solvoj fokusiĝas pri “peza malpeza” sen kompromiso pri la rigideco postulata por alt-stresaj mekanikaj kunmetoj.
5. Kvalita Kontrolo: Konfirmo de Interna Integreco
La rendimento de kanalo estas nur tiel bona kiel ĝia kaŝita interno. Nia Kvalita Administrada Sistemo (QMS) inkluzivas:
-
Nedamaĝa Testado (NDT): Röntgen- kaj ultrasona testado por certigi neniujn internajn difektojn en la regada sistemo aŭ strukturaj murojn.
-
CMM Dimensa Inspekto: Aŭtomata konfirmo de muro-dikaĵo kaj geometriaj toleroj laŭ ISO 8062.
-
Hidrostata Premo-Testado: Deviga por ĉiu internaj likvaĵaj kuristoj por garantii ne-ŝirantan rendimenton sub operaciaj ŝarĝoj.
6. Oftaj Demandoj (FAQ)
Q: Kio estas la minimuma muro-dikaĵo por fandita U-kanalo?
A: Ĝi dependas de la procezo. Investada fandado povas atingi murojn tiel maldikajn kiel 2mm (0.08″), dum sanda fandado por peza struktura ŝtalo kutime postulas 4.5mm – 6mm por certigi ĝustan metalfluon.
Q: Kiel vi traktas kompleksajn kurbajn internajn kurentojn?
A: Por tordado, multdirektionalaj internaj vojoj, ni uzas perdita-vaksa fandado kun solubilaj kernoj. Tio ebligas al ni krei geometriojn, kiuj estas neeblaj produkti per CNC-maŝinado.
Q: Ĉu vi povas provizi finajn partojn?
A: Jes. Dum ni liveras preskaŭ-neta-formajn fandadojn, ni ofertas precizan CNC-maŝinadon por fini kritikajn kunfandajn surfacojn, ŝraŭbojn, kaj alt-purecajn fluajn vojojn.

Recenzoj
Ankoraŭ ne estas recenzo.