
Malkovru la kompletan 2026-gvidilon pri injektada moldado-proceso, desegno, materialoj, aplikoj kaj kosto por inĝenieroj kaj fabrikantoj.
Kio estas Enmeto-Molado? Procezo, Avantaĝoj & Realaj Aplikoj en 2026
Enmeto-molado estas versatile fabrikada procezo kie antaŭformitaj enmetoj—kutime metalaj aŭ komponentoj kiel ŝraŭbaj kovriloj, magnetoj, aŭ terminaloj—estas metitaj en formo, kaj plasto estas injektita ĉirkaŭ ili. Tio kreas unikan, unuecan parton kombiĝantan malsamajn materialojn kun fortaj mekanikaj kaj kemiaj ligoj.
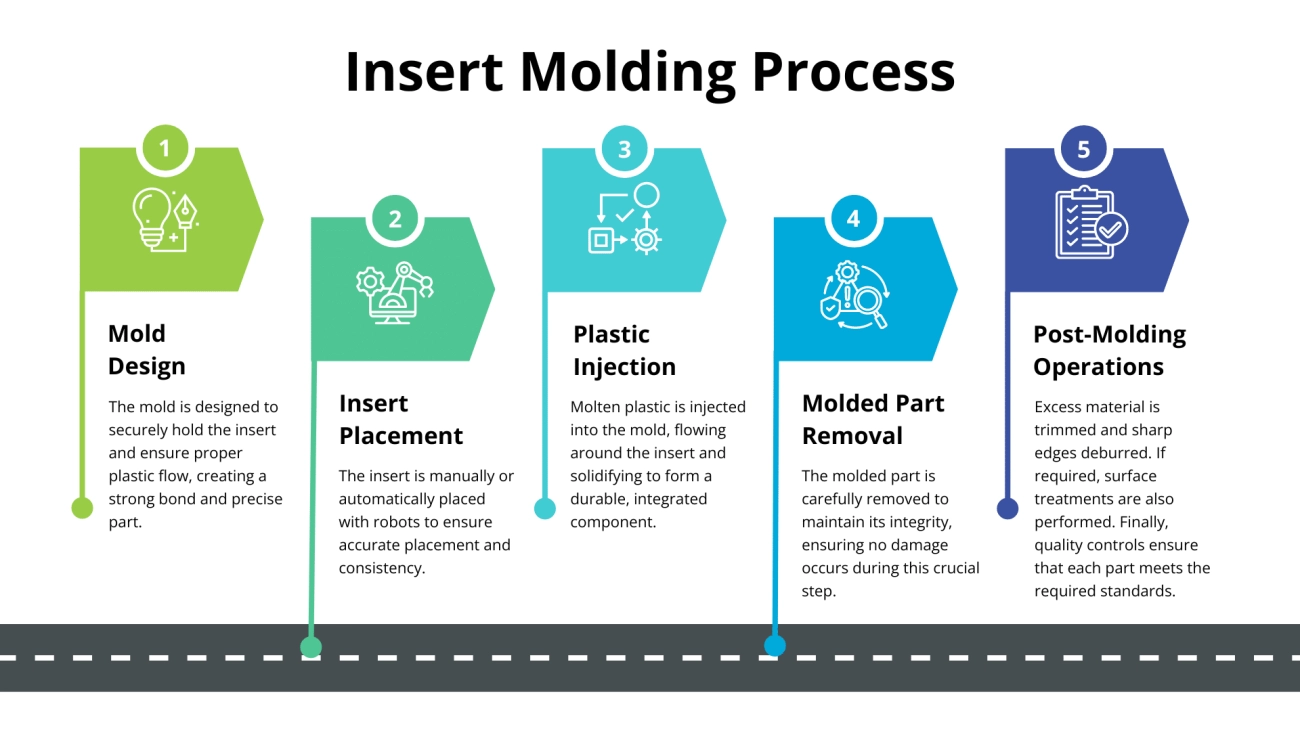
Procezo de Enmeto-Molado Simpligita:
| Paŝo | Priskribo |
|---|---|
| Preparo de Enmeto | Purigado kaj poziciigado de metalaj aŭ plastikaj enmetoj antaŭ molado |
| Loko de Enmeto | Manlibera aŭ aŭtomata ŝarĝo de enmetoj en formajn kavojn |
| Injektado de Moldado | Moltena plasto estas injektita sub premo, ĉirkaŭante la enmetojn |
| Malvarmigo & Elĵeto | Parto malvarmiĝas, solidiĝas, kaj estas elĵetita el la formo |
| Sekundaraj Operacioj | Trankviliĝo, testo, aŭ kunigo se bezonata |
Kial Elekti Enmeto-Moladon en 2026?
- Pli Forta Ligo: Produktas pli daŭrestajn konektojn ol prem-fiton aŭ ultrasonajn enmetojn.
- Redukita Asamblado Tempo: Kombinas plurajn paŝojn en unu, reduktante laborkostojn.
- Projektado-Fleksibleco: Permesas kombini metalojn kaj plastojn en kompleksaj formoj.
- Miniaturigo: Ebligas kompaktajn, pezajn partojn kun integrita funkcio.
- Plibonigita Fidindeco: Plibonigas la vivdaŭron de produktoj, precipe en malfacilaj medioj.
Reala Mondo-Aplikoj
Enmetado de muldado estas tre uzata en diversaj sektoroj:
- Medicaj Aparatoj: Kirurgiaj iloj kun enkonstruitaj metalaj pinto.
- Aŭtomobiloj: Daŭraj sensorpordoj kaj ŝtopitaj konektiloj.
- Elektroniko: Ŝargaj portoj por telefonoj kaj poŝtelefonaj teknologioj.
- Aeroespaco & Defendo: Luma, alta forto komponentoj.
- Industriaj Iloj: Potenciloj kun integritaj metalaj komponantoj.
Ĝis 2026, progresoj en aŭtomatigo kaj materialoj daŭre faras enmetadon de muldado esenca procezo por krei sofistikajn, multfunkciajn partojn kun bonega rendimento kaj kostoefikeco.
Kiel La Enmetado de Muldado Fakte Funkcias
Enmetado de muldado kombinas metalon aŭ aliajn enmetojn kun plasto en unu senjunta paŝo. Jen detala klarigo pri kiel ĉio okazas, de komenco ĝis fino:
Antaŭ-Moldefikso Enmeto Preparado kaj Handlingo
- Purigado: Enmetoj estas purigitaj por forigi oleojn aŭ duston—ŝlosilo por bona ligo.
- Inspekto: Kontroli por difektoj aŭ warpiĝo certigas konstantan kvaliton.
- Stokado: Enmetoj devas esti stokitaj en seka kondiĉo por eviti korodon.
Aŭtomata vs Manlibra Enmeto de Enmetoj
| Aspekto | Aŭtomata Enmeto de Enmetoj | Manlibra Enmeto de Enmetoj |
|---|---|---|
| Rapido | Pli rapida, konsekvenca ciklotempo | Pli malrapida, pli laborintensa |
| Precizeco | Tre alta, ideala por amasproduktado | Dependas de la lertaĵo de la operatoro |
| Kosto | Pli alta komenca agordo sed malalta daŭranta | Pli malalta komence, pli alta daŭranta |
| Plej taŭga por | Grandaj volumoj, mallongaj tolerancoj | Prototipoj, malgrandaj serioj |
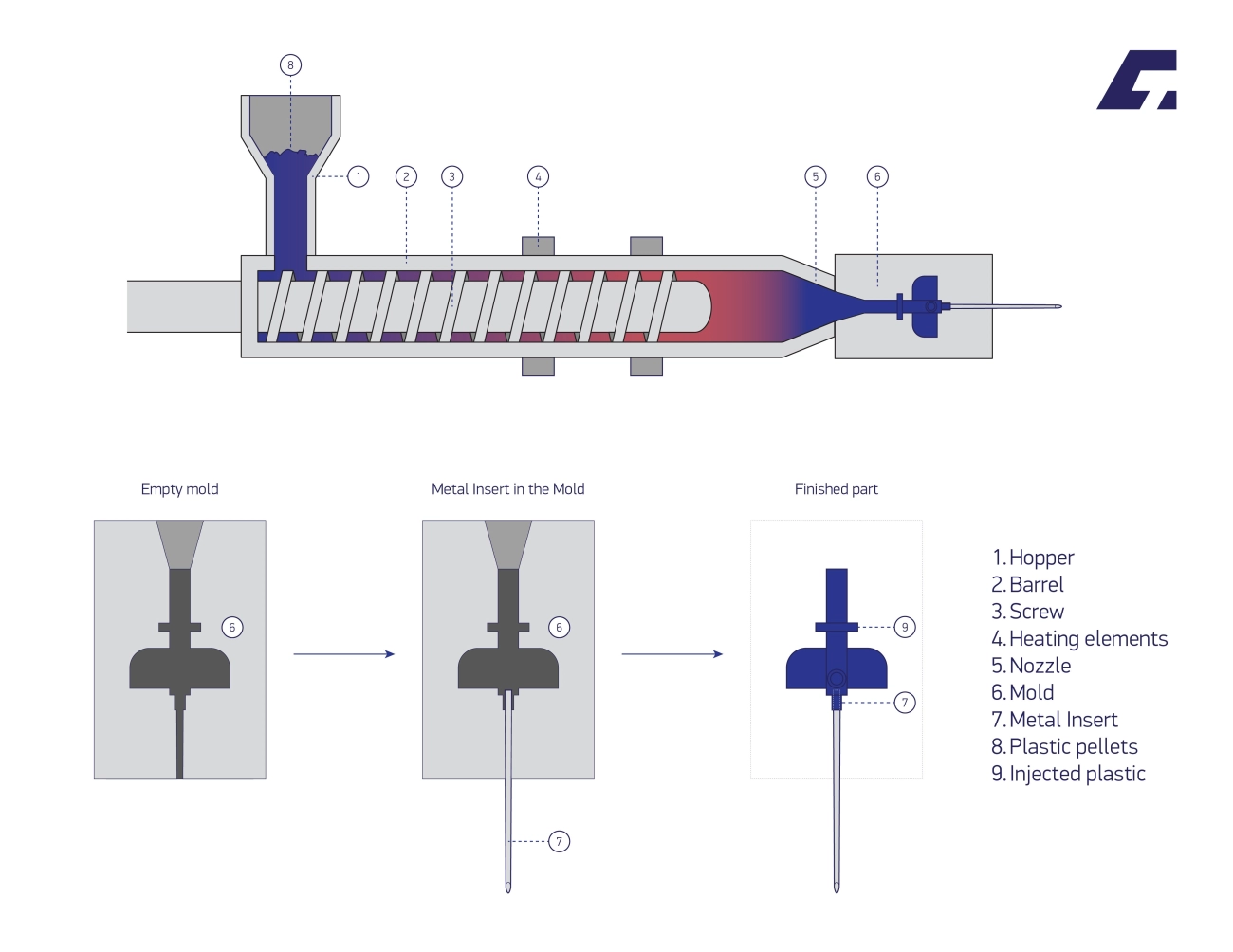
Injekta Fazo kaj Malvarmigo
- Enmetoj estas metitaj en la maldovazon (aŭtomate aŭ per mano).
- Moltena plasto estas injektita ĉirkaŭ kaj super la enmetoj.
- Malvarmigo solidigas la plaston, certigante ke la enmeto restu en loko.
Elĵeto kaj Sekundaraj Operacioj
- Kompletaj partoj estas zorge elĵetitaj por eviti damaĝon al la enmetoj.
- Sekundaraj paŝoj povus inkluzivi tranĉadon, inspektadon aŭ plian kunigon.
Vertikalaj kontraŭ Horizontalaj Enmetaj Maldovaj Maŝinoj
| Trajto | Vertikalaj Maŝinoj | Horizontalaj Maŝinoj |
|---|---|---|
| Loko de enmeto | Gravitacio helpas, pli facila mana ŝarĝo | Postulas robota aŭ mana manipulado |
| Plankospaco | Okupas malpli da spaco | Pli granda bazaro |
| Ideala uzo | Malgrandaj enmetoj, malaltaj ĝis mezaj volumoj | Altvolumaj serioj, amika al aŭtomatigo |
| Kosto | Kutime malpli multekosta | Alto investado komence |
Kompreni ĉi tiujn paŝojn helpos vin optimumigi la enmetan muldadon por pli bona kvalito, pli rapidaj ciklotempoj, kaj malpli kostoj adaptitaj al bezonoj de produktado en None.
Enmeto Muldado kontraŭ Overmuldado kontraŭ Du-ŝota Muldado – Kiam Elekti Kiu

Elekti inter enmeto muldado, overmuldado, kaj du-ŝota muldado dependas de viaj produkto-bezonoj, buĝeto, kaj desegna komplekseco. Jen rapida superrigardo por helpi vin decidi:
| Procezo | Kio Ĝi Estas | Plej Bona Por | Avantaĝoj | Malavantaĝoj |
|---|---|---|---|---|
| Enmeto Muldado | Plasto muldita ĉirkaŭ solida enmeto (metal/plasto) | Partoj bezonantaj fortan mekanikan lian, threaded enmetoj, aŭ enmetoj kiuj ne moviĝos | Forta ligo, pli malmultaj kunmetadaj paŝoj, kost-efika por mezaj volumoj | Enmeto-preparo povas aldoni kompleksecon |
| Overmuldado | Plasta tavolo muldita super ekzistanta plasto-parto | Plifortigi gripo, aldoni molan-tocan surfacon, kombini rigidajn kaj molajn materialojn | Plibonigita ergonomio, multi-materialaj partoj | Kutime pli kompleksa ilaro |
| Du-ŝota Muldado | Du plastoj injektitaj unu post la alia en sama maŝino | Kompleksaj desegnoj kun du malsamaj plastoj aŭ koloroj | Tre preciza, malpli post-produktaĵo | Pli alta ilarilo-kosto, pli longa ciklo |
Kiam elekti enmetan muldadon:
- Vi volas enmeti metalajn partojn kiel ŝraŭbajn enmetojn, bushings, aŭ magnetojn rekte.
- Malpliigi asamblajn paŝojn estas prioritato.
- Partoj bezonas fortan mekanikan forton inter enmeto kaj plasto.
Kiam overmoulding taŭgas por vi:
- Via parto bezonas sekundaran molan aŭ gumman tavolon.
- Fokuso estas sur tuŝa sento aŭ estetiko.
- Vi ne maltrankviliĝas pri iomete pli komplika procezo.
Kiam elekti du-ŝotan muldadon:
- Via desegno postulas du specojn de plasto en unu ŝuto — kiel kombini malmolan kaj molan plastojn senjunte.
- Vi volas striktan kolorkontrolo aŭ komplikajn partajn geometriojn.
- Volumeno estas sufiĉe granda por justigi ilaril-investaĵon.
Kompreni ĉi tiujn diferencojn helpos vin elekti la ĝustan procezon kiu kongruas kun viaj produkto-celoj kaj UK fabrikadnormoj.
Ĉefaj Avantaĝoj de Enmetita Muldado (Kial Dezajnaj Inĝenieroj Ŝatas Ĝi)
Enmetita muldado ofertas klarajn avantaĝojn kiuj faras ĝin ŝatata inter dezajnaj inĝenieroj, precipe ĉi tie en None kie fidindeco kaj kosto-efikeco gravas.
- Pli forta mekanika ligo: Kompare kun prem-fito aŭ ultrasonaj enmetoj, enmetita muldado kreas multe pli fortikan ligon inter la metala kaj plastaj partoj. Tio signifas malpli da fiaskoj kaj pli longdaŭran produkton.
- Malpliigitaj asamblaj paŝoj kaj laborkostoj: Per formi la enmeton rekte en la plaston, vi eliminas plurajn manajn kunmetadajn procezojn. Tio rapidigas produktadon kaj reduktas laborkostojn.
- Miniaturigo kaj peza redukto: Enmetformado ebligas koncizajn, pez-ŝarĝajn desegnaĵojn sen kompromiti fortikecon. Tio estas esence en sektoroj kiel konsumaj elektronikoj kaj aŭtomobiloj, kie spaco kaj pezo estas prioritatoj.
- Plibonigita fidindeco kaj parto-vivo: La sekura ligo limigas movadon inter komponantoj, reduktante uzadon kaj difekton. Viaj produktoj restas fidindaj pli longe, kio estas necesa en medicinaj aparatoj kaj industriaj iloj.
- Libereco en materiala kombino: Vi povas kombini diversajn metalojn kaj plastojn laŭbezone por rendimento, kosto aŭ daŭreco. Ĉi tiu fleksebleco ebligas vin optimumigi partojn por malsamaj aplikoj aŭ medioj.
Mallonge, enmetformado simpligas produktadon dum plibonigas kvaliton de produkto — avantaĝo por UK-komercistoj celantaj efikecon kaj perfektecon.
Komunaj Aplikoj & Industriaj Ekzemploj
Enmetformado estas fleksebla tekniko vaste uzata en pluraj industrioj ĉi tie en UK kaj preter. Ĝi brilas kie forta, fidinda ligo de metalaj kaj plastaj partoj estas esenca.
Medicaj aparatoj
- Kateteroj kun metalaj pinto: Enmetformado helpas krei daŭrajn, biokompatindajn pintojn kiuj eltenas steriligon.
- Kirurgiaj iloj: Metalaj enmetoj en plastaj manoj provizas fortikecon kaj precizan kapablon teni.
Aŭtomobila
- Sensilaj kaĝoj: Protektu sentemajn elektronikojn per fortikaj, enmetitaj kaĝoj.
- Konnektantoj kaj ŝraŭbaj kapoj: Metalaj enmetoj certigas sekurajn, fidindajn fiksadojn en motoraĉambroj kaj interne.
Konsumaj Elektronikoj
- Poŝtelefonaj ŝargportoj: Metalaj enmetoj donas eluzi reziston kie kabloj enŝtopiĝas ĉiutage.
- Porteblaj pinioj kaj inteligentaj aparatoj komponentoj: Miniaturigitaj partoj estas eblaj danke al forta mekanika ligo de enmetado formado.
Aeroespaco & Defendo
- Komponentoj bezonantaj altan forton kaj pezaĵon ŝparanta uzas enmetan formadon por kombini metalojn kaj progresintajn plastojn precize.
Industriaj iloj & Poviloj
- Meta buŝoj, kugloj, kaj ŝraŭbaj enmetoj en plastaj korpoj pligrandigas daŭrecon kaj etendas ilaron vivon.
Reala Mondaj Ekzemploj
Ni laboras pri pli ol 12 projektoj kun enmetitaj partoj, inkluzive de sensilaj kovriloj kaj medicinaj aparatoj, ĉiu montrita kun detalaj fotoj montrantaj ŝlosilajn trajtojn kiel enmeto-loko kaj materiala kombino.
Ĉi tiu vasta uzo tra sektoroj pruvas kial enmeto-formado estas la elekto por desegnistoj serĉantaj fidindajn, koste-efikajn kunmetajn solvojn en la merkato de None.
Materialoj Uzataj en Enmeto-Formado
Kiam temas pri enmeto-formado, elekti la ĝustajn materialojn estas ŝlosilo por forta, daŭrema produkto. Sur la plasta flanko, oftaj opcioj inkluzivas:
- PA66 (Nylon 66) – Forta, eluzi rezistema, kaj bone por mekanikaj partoj.
- PBT (Polybutylene Terephthalate) – Bona kemia rezisto kaj dimensia stabileco.
- PPS (Polyphenylene Sulfide) – Alta varmorezisto kaj forto.
- PC (Polykarbonato) – Klara, impact-rezistema, kaj versatile.
- ABS (Akrilonitrilo Butadieno Styrene) – Facile formi kun bona surfaca finiĝo.
- LCP (Likva Kristala Polimero) – Ŝajna forto kaj termika rezisto.
- POM (Polioksimetileno aŭ Acetalo) – Malalta frikcio kaj bona stiffeco.
- PEEK (Polieter-Etero-Ketono) – Alta rendimento kun elstara kemia kaj varmoresistado.
Por metalaj enmetoj, la tipaj elektoj estas:
- Brasa ŝraŭbaj enmetoj – Komune por fortaj, eluzrezistaj ŝraŭboj.
- Ŝtala ŝraŭbaj enmetoj – Daŭra subteno por moviĝantaj partoj.
- Stampitaj terminaloj – Uzataj en elektraj konektoj.
- Magnets – Enmetitaj por funkciaj komponantoj.
- Ruliĝiloj – Enmetitaj por glata rotacio aŭ subteno.
Materiala kongrua matrico
Ne ĉiu plasto ligiĝas egale bone kun ĉiu metala enmeto—tio povas influi forton kaj daŭrecon. Ekzemple:
- PA66 kaj PBT ofte plej bone funkcias kun kupra kaj ŝtala enmetoj.
- PC kaj ABS havas bonan akcepton kun kupraj threaded enmetoj.
- PPS kaj PEEK prenas altnivelajn temperaturojn, do ŝtala enmetoj kutime estas preferataj.
- LCP, estante pli specializita, bezonas zorgeman taŭgadon—kutime ŝtalo aŭ platumitaj enmetoj.
Elekti ĝustan plastan kaj metalan kombinaĵon certigas ke via enmetita parto farita per muldado funkcias perfekte, daŭras pli longe kun malpli da fiaskoj. Se vi bezonas helpon pri materialaj taŭgigoj por via projekto, estas valora konsulti spertan enmetan muldadan partneron en None.
Kritikaj Dezajnaj Gvidlinioj por Sukcesa Enmeto-Muldado (DFM)
Havi ĝustan dezajnon estas ŝlosilo al sukcese enmeto-muldado. Jen la ĉefaj punktoj por fokusi:
Loko kaj Subteno de Enmetoj Dum Muldado
- Loko enmetojn kie ili povas esti sekure tenataj dum injekto por eviti movadon.
- Uzu subtenojn, grovojn, aŭ kornicojn en la ilaro por teni enmetojn firme en loko.
Ŝtofo-Dikeco Ĉirkaŭ Enmetoj
- Konservu uniforman ŝtofdikecon ĉirkaŭ la enmeto por eviti streĉon kaj deformadon.
- Kutime, ŝtofoj devus esti inter 1.5mm kaj 3mm, sed taŭgigu tion al via rezino kaj enmeto-grandeco.
Kornico kaj Subaŭgaj Dezajnoj por Tiri-Povo
- Aldonu kornicojn, grovojn, aŭ subaŭgajn dezajnojn sur enmetoj por pli bona mekanika gripo.
- Tio haltigas enmetojn de eltirado dum uzo aŭ kunigo.
Draft Anguloj, Pordlokoj, kaj Ventolado
- Apliki draft-angulon de almenaŭ 1–2° sur muroj ĉirkaŭ enmetoj por faciligi elĵetadon.
- Poziciigu pordlokojn por antaŭenigi egalan fluon de plasto ĉirkaŭ enmetoj sen kaŭzi ligo-liniojn aŭ voidojn.
- Inkluzivu taŭgan ventoladon por permesi al aero eskapi kaj eviti brulkraŭnoj.
Toleranco-Konsideroj
- Designu por mallertaj tolerancoj inter enmetoj kaj muldita plasto—kutime ±0.1mm aŭ pli bone kie bezonatas.
- Pripensu materialan ŝrumpadon kaj termikan vastiĝon.
Komunaj Malsukcesoj kaj Kiel Eviti Ili
- Movado de Enmetoj: Uzu mekanikajn subtenojn kaj sekurajn fiksaĵojn por haltigi tion.
- Eltirado de Enmetoj: Plibonigu knurl-disejnon aŭ elektu pli fortajn resinajn materialojn.
- Crakado ĉirkaŭ Enmeto: Evitu tranĉojn de dikaj al maldikaj kaj certigu uniforman muro-dikecon.
- Void-Formado: Optimumigu pordlokadon kaj ventoladon por eviti kaptitajn aerajn sakojn.
Sekvante ĉi tiujn gvidliniojn, vi plifortigos la forton, fidindecon, kaj ĝeneralan kvaliton en enmetaj muldaj projektoj.
Kostoj de Enmeto-Muldado-Karakterizado & Kiel Optimumigi
Kiam vi konsideras la koston de enmeto-muldado, gravas kompreni la ĉefajn faktorojn influantajn vian buĝeton. Jen simpla analizo:
- Ilaj kostoj: La desegno kaj fabrikado de muldiloj ofte estas la plej granda antaŭkosto. Kompleksaj enmetoj aŭ mallertaj tolerancoj povas pliigi kostojn.
- Kostoj de enmetoj: Metalaj aŭ specialaj enmetoj aldoniĝas al la prezo de la parto. Tamen, uzi enmetojn povas redukti asamblajn kostojn per rektaj muldiloj.
- Cikla tempo: Pli rapida cikla tempo plibonigas produktivecon kaj malpliigas la kostojn por ĉiu parto. Malvarmigo kaj injektadrapideco ludas ŝlosilajn rolojn ĉi tie.
7 Pruvitaj Strategioj por Kostreduko
- Dizajno por fabrikado: Simpligu la formojn de enmetoj kaj evitu mallertajn tolerancajn postulojn por redukti la komplekson de ilaroj.
- Elektu kongruajn materialojn: Parigu resinon kaj enmetojn kiuj facile ligiĝas por eviti difektojn kaj rubaĵon.
- Aŭtomatigu la lokadon de enmetoj: Uzi robota ŝarĝo povas redukti laborkostojn kaj plibonigi konsekvencon.
- Kvanta aĉeto de enmetoj: Aĉetado de enmetoj en volumoj malaltigas unuokostojn.
- Optimumigu la ciklan tempon: Adapti la malvarmigan kaj injektajn parametrojn por la plej mallonga stabila ciklo.
- Uzu mult-kavitate muldilojn: Produktado de pluraj partoj per ciklo por disigi ilarajn kostojn.
- Regula prizorgado: Konservu formojn kaj maŝinojn en bona stato por eviti malfunkciadon kaj riparadon.
Per ekvilibrigado de ilaroj, enmetoj, kaj ciklotaj kostoj—kaj aplikante ĉi tiujn strategiojn—vi povas signife optimumigi vian buĝeton por enmetado de enmetoj sen kompromiti kvaliton.
Aŭtomatigo kaj Modernaj Enmetaj Teknologioj en 2026
La enmetadproceso fariĝis tre progresinta danke al aŭtomatigo kaj inteligentaj teknologioj, precipe ĉi tie en None kie efikeco kaj precizeco estas ĉefaj prioritatoj.
Robota Enmetoŝarĝo
Robotoj nuntempe prenas prizorgon pri la poziciigo de metalaj aŭ plastaj enmetoj kun mirinda precizeco. Tio reduktas homan eraron, plirapidigas produktadon, kaj tenas kostojn malaltaj. Aŭtomata ŝarĝo estas speciale utila por alta volumaj serioj aŭ malgrandaj partoj kie manlibra manipulado povus esti malfacila.
Vizio-Sistemoj kaj Poka-Yoke
Modernaj maŝinoj uzas viziosistemojn por kontroli la poziciigon de enmetoj en reala tempo. Ĉi tiuj kamera-aktivigitaj aranĝoj kaptas erarojn frue, haltante difektojn antaŭ ol ili okazas. Kune kun poka-yoke (eraro-antaŭzorgaj) metodoj, tio certigas ke partoj eliras sen difektoj ĉiufoje, plibonigante fidindecon kaj malaltigante rubaĵon.
Enmolda Asembleo
Enmolda asembleo akiras popularecon, permesante al fabrikantoj kombini plurajn partojn en unu paŝo de moldado. Tio reduktas asembleotempon, laborkostojn, kaj plibonigas lian ligan forton inter komponentoj. Estas granda pluso por produktoj kiuj bezonas striktan integriĝon, kiel medicinaj aparatoj aŭ elektroniko.
Industrio 4.0 Integrado
Inteligentaj fabrikoj en None adoptas Industrio 4.0-teknologiojn por konekti enmetajn maŝinojn kun datum-analitiko kaj nubaj platformoj. Tio signifas pli bonan monitoradon de ciklotempoj, antaŭdira prizorgado, kaj optimumigita produktiveco. Fabrikantoj povas rapide adaptiĝi al ŝanĝoj en postulo kaj senprobleme konservi kvalitonormojn.
Kune, ĉi tiuj progresoj faras enmetadon pli precizan, kost-efikan, kaj flekseblan ol iam ajn por kompanioj en None serĉantaj resti konkurencivaj en 2026.
Kiel Elekti La Ĝustan Enmetan Partneron
Elekti la ĝustan enmetan partneron estas kerna por liveri kvalitan partojn ĝustatempe kaj ene de buĝeto. Jen simpla kontrollisto por helpi vin elekti provizanton kiu taŭgas por viaj bezonoj:
| Kriterioj | Kion Serĉi |
|---|---|
| Resina kaj Enmeto-Sperto | Pruvita sperto kun via specifa materiala kombino |
| Kvalito-Atestiloj | ISO 13485 por medicinaj, IATF 16949 por aŭtomobiloj |
| Prototipado Kapablo | Malalt-volumaj produktadoj por testado kaj desegna validigo |
| Maŝinaj Kapabloj | Vertikalaj kaj horizontalaj maŝinoj kongruantaj kun viaj grandec-bezonoj |
| Tutmonda Lokadoj | Proksimeco por pli facila logistiko kaj pli rapida livero |
| Aŭtomatiga Subteno | Uzo de robota enmeto-poziciigado kaj vidaj sistemoj |
Certiĝu ke via partnero komprenas ambaŭ la rezinon kaj metalajn enmetojn, kiujn vi volas kombini. Serĉu klaran komunikadon kaj teknikajn konsilojn—tio evitas multekostajn erarojn poste.
Ankaŭ, kontrolu iliajn kvalito-kontrolojn kaj atestilojn rilatajn al via industrio. Ekzemple, medicinaj aparatoj postulas ISO 13485, dum aŭtomobilaj partoj provizantoj kutime bezonas IATF 16949.
Se vi testas novajn desegno, malalt-volumaj prototipadoj estas esencaj. Ĝi permesas al vi plibonigi partojn antaŭ investado en plenan produktadon.
Fine, konsideru kie ili estas situantaj. Lokala aŭ regiona partnero en Noneio aŭ Eŭropo signifas pli rapidan liveradon kaj malpli ĝeno kun ŝarĝado aŭ doganaj prokrastoj.
Per markado de tiuj punktoj, vi trovos fidindan enmetan muldadan partneron kiu helpos vin elstari la plej bonan el la procezo.
Vastaj Enmetaj Muldaj Kapabloj – Kial Ĉefaj Markoj Fidas Ni
Ni fieras pri vasta gamo de enmetaj muldaj kapabloj adaptitaj por la merkato de Noneio. Kun pli ol 50 vertikalaj kaj horizontalaj maŝinoj de 35 ĝis 550 tunoj, ni povas pritrakti projektojn de ĉiuj grandecoj kaj kompleksecoj. Nia enhouse-fabrikaĵo de enmetoj signifas ke ni kontrolas kvaliton kaj livertempon de komenco ĝis fino, dum plene aŭtomataj produktadlinioj certigas konsekvencon kaj efikecon.
Ni helpis multajn markojn redukti kostojn kaj plibonigi produktaĵon – niaj kazstudoj klare montras la diferencon, kun tri detale priskribitaj ekzemploj montrantaj antaŭ- kaj post-kostajn ŝparadojn kaj plibonigojn en rendimento. Krome, ni ofertas senpagan Disvolviĝon por Produktado (DFM) revizion kaj senkosta citaĵo ene de 24 horoj, faciligante al entreprenoj ĉi tie komenci rapide kaj kun konfido.
Kelkfoje Demandoj Pri Enmetaj Muldadoj
Q: Por kio estas uzata enmetado?
Enmetado estas uzata por kombini metalajn aŭ aliajn enmetojn kun plastaj partoj en unu senjunta procezo. Ĝi estas ofta en industrioj kiel medicinaj aparatoj, aŭtomobiloj, elektroniko, kaj aviado por fari fortajn, fidindajn partojn kun kompleksaj trajtoj.
Q: Kiel diferencas enmetado formado de superformado?
Enmetado formado implikas meti antaŭfaritan enmeton en la muldilon antaŭ ol enigi plastikon, krei unikan integritan parton. Superformado metas plastikon super ekzistanta parto aŭ substrato, ofte por teno, protekto aŭ estetiko.
Q: Kiaj materialoj plej bone funkcias por enmetado formado?
Komunaj plastoj inkluzivas PA66, PBT, PC, kaj ABS, dum metalaj enmetoj ofte implikas kupro, ŝtalo aŭ rustorezista ŝtalo. Kompatibleco dependas de la fina uzo kaj ligo-bezono — nia matrico pri materiala kompatibleco helpas elekti la ĝustan kombinaĵon.
Q: Ĉu enmetado formado povas redukti produktokostojn?
Jes, per elimino de kromaj kunmetadaj paŝoj kaj plibonigo de parta fidindeco, enmetado formado reduktas laboro- kaj riparajn kostojn. Aŭtomatigo plue mallongigas ciklotempojn kaj malaltigas elspezojn.
Q: Kiaj estas tipaj konsideroj pri enmetado formado de desegno?
Ĉefaj punktoj inkluzivas ĝustan poziciigon de enmeto, muro-dikecon, knurlojn aŭ subkurojn por teno, skrapangilojn, kaj tolerancajn administradon. Tiuj helpas eviti oftajn problemojn kiel moviĝon de enmeto aŭ plastikan krakadon.
Q: Ĉu aŭtomata enmetado formado estas ofta en None?
Komplete. Multaj fabrikantoj en None uzas robotaĵan enmetan poziciigon kombinitan kun vida sistemo por precizeco kaj konstanteco, subtenante altkvalitan, skaleblan produktadon.
Q: Kiom longe daŭras enmetado formado de desegno al produktado?
Daŭro varias sed prototipado povas esti rapide farita por malgrandaj serioj. Plena produktado dependas de iloj-komplekseco kaj mendo-grandeco, sed ĝenerale intervalas de semajnoj ĝis kelkaj monatoj.
Q: Kie mi povas trovi enmetadon formadon de Nonea provizanto kun tutmonda atingeblo?
Serĉu provizantojn kun ISO-atestiloj, sperto en diversaj industrioj, kaj ambaŭ vertikalajn kaj horizontajn maŝinojn. Multaj ofertas senpagan desegnadon kaj rapidajn citaĵojn rekte ĉi tie en None.
Se vi havas aliajn demandojn pri enmetado formado aŭ bezonas konsilojn adaptitajn al via projekto, kontakti nin — ni estas ĉi tie por helpi vin trovi la plej bonan solvon.