
Optimize production with machining casting. Learn how combining precision CNC and casting cuts costs and ensures tight tolerances for complex […]
Vi eble jam scias ke krudaj ĵetoj malofte plenumas aerospace-nivelajn toleradojn rekte de la formo.
Sed maŝini kompleksajn partojn tute el tuta bloko? Tio detruas vian buĝeton kaj malŝparas materialon.
Estas pli saĝa maniero.
Per majstreco de ĵetado de maŝinado, vi akiras la plej bonan de ambaŭ mondoj: la kosto-efikecon de proksimaj formoj kaj la ekstreme precizan finadon de CNC.
En ĉi tiu afiŝo, vi lernos precize kiel krei ponton inter la fandado kaj la maŝinĉambron por liveri alta-efikeco komponentoj por malpli.
Ni enprofundiĝu.
Kial Malsupren Kaj Maŝini? La Teknika & Ekonomia Avantaĝoj
Ĉu vi laciĝas vidi 80% de via multekosta kruda materialo iĝi rubo sur la laborejo? Tio estas la multekosta realaĵo de maŝinado de kompleksaj partoj tute el tuta bloko. En Vastmaterial, ni uzas ĵetado de maŝinado strategiojn por povi ligi la diferencon inter alta volumena produktado kaj preciza inĝenierado.
Per kombino de la geometria libereco de fandado kun la alta precizeco de CNC-maŝinado, ni liveras komponentojn kiuj estas ambaŭ strukture superaj kaj kost-efikaj.
Proksime de La Nova Formo-Efikeco
La ĉefa avantaĝo de proksime al la proksimuma formo-fandado estas masiva materiala konservado. Anstataŭ skulpti kompleksan formon el tuta bloko, ni fandas la metalon ĝis mejlimoj de la fina geometrio.
- Materiala Ŝparo: Ni kutime reduktas la postulojn pri materiala forigo per 60–80%.
- Cikla Tempo: Malpli da materialo forigebla signifike mallongigas la maŝinajn ciklojn.
- Ilia Vivo: Redukita tranĉa ŝarĝo plilongigas la vivdaŭron de multekostaj CNC-iloj.
Kostoj-disigo: Ŝtampado kontraŭ Bloko-Maŝinado
Decidi inter ŝtampita tiam maŝinita laborfluoj kaj maŝinado de tute el volumo dependas kaj de komplekseco. Jen kiel ĝenerale disiĝas la kostoj:
| Kostfaktoro | Maŝinado de Solidaĵo (Biljeto) | Maŝinado de Ŝtofo (Hibrido) |
|---|---|---|
| Materiala Ŝarĝo | Alta (Alta Ŝparefiko) | Malalta (Reuzeblaj kuristoj/pordegoj) |
| Komenca Ilaro | Malalta (Norma labortenado) | Meza/Alta (Molda/Modelo kreado) |
| Laboro po Peceto | Alta (Pli longaj temponoj) | Malsupra (Rapida finiĝado de paŝoj) |
| Skalebleco | Linearaj kostoj (Multekostaj ĉe volumeno) | Ekonomioj de skalo (Ĉe malalta kosto ĉe volumeno) |
Atingi Precizecojn kaj Forton
Dum la formadon kreas la formon, formado maŝinado perfektigas la taŭgecon. Laŭmondaĵaĵaĵo sole ne povas teni la striktajn toleradojn postulatajn por kuglaj surfacoj aŭ sigelaj surfacoj. Tamen, ĝi ofertas metalurgajn avantaĝojn, kiuj ofte mankas al forĝita bloko.
- Mikrostrukturo: Kastaj strukturoj estas izotropaj, tio signifas, ke ili havas uniforman forton en ĉiuj direktoj, male al la direkcia graingrado de rulita bloko.
- Kombinaj Geometrioj: Ni povas kasti internajn subkadrojn kaj kompleksajn kernojn, kiuj estas fizike neeblaj maŝini el la ekstero.
- Preciza Finado: Ni uzas CNC-maŝinitaj fandadoj protokoloj por atingi kritikajn toleradojn (ekz., ±0.005mm) pri specifaj trajtoj dum lasante ne-kritikajn surfacojn kiel en la kasto por ŝpari monon.
Kiam elekti Kaston + Maŝinon kontraŭ Solida CNC
Ne ĉiu parto postulas moldon. Ni rekomendas transiri al maŝinitaj kastedoj laboro kiam:
- Volumeno: Produktado superas 50–100 unuojn (kompensante ilajn ilarajn kostojn).
- Komplekseco: La parto postulas tro da materialforigo (profundaj poŝoj aŭ kompleksaj konturoj).
- Materialo: Vi uzas malfacile maŝineblajn alojojn (kiel Superalojoj aŭ Rusta Ŝtalo) kie malmola forigo de solido estas kost-efika.
- Pezo: Vi bezonas minimumigi la pezon de la parto per interna kernado.
Ĉu vi ŝatus ke mi kalkulu la ekvilibropunkton por konverti viajn nunajn maŝinitajn partojn en ŝtofojn?
La Paŝo-Por-Paŝo Procezo de La Kustoma Maŝinado-Kastado

Kreado de alta kvalito maŝinaĵa verŝado ne estas tiel simpla kiel verŝi metalon kaj ĵeti ĝin en CNC-muelejon. Ĝi postulas proksime integritan laborfluon kie la fandado kaj la maŝinĉeho funkcias kiel unu unuo. Ni alproksimiĝas al ĉiu projekto kun la fina geometrio en menso, certigante ke la transiro de kruda verŝo al finita parto estas senjunta kaj kost-efika.
Jen kiel ni efektivigas la ĵetado de maŝinado laborfluon:
1. Elekto de Verŝa Metodo
Ĉio komenciĝas per elekto de la ĝusta fandadprocezo bazita sur via volumeno kaj toleremo-bezonoj.
- Investverŝado: Plej bona por kompleksaj geometrioj kaj stainaj investaj foundaj procezoj kie ni bezonas striktajn toleradojn kaj minimuman materialforigon.
- Sanda Guto: Ideale por grandaj, pezaj komponantoj kie la surfaca finiĝo estas sekundara al struktura integreco.
- Verŝado per malpremo: La ĉefa elekto por alta volumeno, precipe kiam uzante aluminiaj muldaj servoj kiuj postulas rapidecon kaj konsekvencadon.
2. Ŝablona Preparado & DFM por Machinability
Ni ne nur desegnas por la pouro; ni desegnas por la tranĉo. Nia Dezajno por Fabrikadikebleco (DFM) recenzoj determinas precize kiom multe maŝinada permeso (kromaj stokoj) estas bezonataj. Tro da stokoj malŝparas ciklotempon; tro malmulte lasas nepurigitajn areojn. Ni optimumigas la muldon por certigi specifajn trajtojn, kiel boreoj kaj kunfandaj surfacoj, havi sufiĉan materialon por duala maŝinado de fandadoj.
3. Verŝado kaj Komenca Skuiĝo
Post kiam la ŝminko estas preta, ni verŝas la ŝtopitan aljon. Post solidiĝo, la parto pasas tra skuiĝo kaj forigo de ŝtopiloj. Je ĉi tiu stadio, ĝi estas “kruda” fandado. Ĝi havas ĝeneralan formon sed mankas la precizaj surfacoj bezonataj por kunigo.
4. Fiksado kaj Aŭtomata Estrategio
Tio ofte estas la plej kritika paŝo en CNC-maŝinitaj fandadoj. Male al tranĉado el kvadrata bloko, kruda fandado havas irregularajn surfacojn. Ni desegnas kutimajn fiksilojn kiuj lokalizas la parton bazite sur specifaj datumpunktoj establitaj dum la fandadplanado. Ĉi tio certigas precizan alineadon tiel ke kiam la CNC-ilo tuŝas la metalon, ĝi tranĉas ĝuste tie kie ĝi devus esti rilate al la interna strukturo.
5. Krudigo ĝis Preciza Finado
Ni disigas la ĵetado de maŝinado operaciojn en tri fazojn:
- Rifino: Rapida forigo de la ŝimo “haŭto” kaj peza stokado. Tio malpezigas internajn streĉojn.
- Duonfinado: proksimigi trajtojn al grandeco kaj starigi veran geometrion.
- Preciza Finado: La fina paŝo kiu atingas la postulatajn dimensiajn toleradojn kaj surfacan roughness (Ra).
6. Rigoraj Inspektaj Protokoloj
Ni validumas la finajn komponantojn uzante progresintan metrologion. Ĉi tio inkluzivas Koordinata Mezuraj Maŝinoj (CMM) por konfirmi kompleksajn 3D-geometriojn kontraŭ la CAD-modelo kaj surfacprofilometrio por kontroli glatecon. Por kritikaj aplikoj, ni ankaŭ uzas Neniun-Dama Testadon (NDT) por certigi ke neniu subsurfa poro estis ekspoziciita dum la maŝinada procezo.
de Procezaj Paŝoj
| Paŝo | Ago | Ĉefa fokuso |
|---|---|---|
| Elektado | Elekti ŝanĝan tipon | Kosto kontraŭ toleremo ekvilibro |
| DFM | Dezajno de muldejo kaj permesoj | Optimumigi por minimuma materiala forigo |
| Agordo | Kustoma fiksado | Sekura tenado de neregulaj formoj |
| Maŝinado | Rugigado & Finado | Atingi finajn kastejo tolerancojn |
| QC | CMM & NDT | Konfirmi specifojn kaj integrecon |
Ĉu vi ŝatus ke mi detaligu la specifajn tolerancajn diferencojn inter krudaj kastejoj kaj la fina maŝinitaĵoj?
Ĉefaj operacioj en maŝinado kaj fandado

Transformi krudan blankon en precizan komponanton postulas strategian aliron. Ni ne simple tranĉas metalon; ni inĝenierumas la procezon por konservi la strukturan integrecon de la fandita materialo dum atingas striktajn geometriajn toleradojn. Ĉu temas pri simpla brako aŭ kompleksa kuŝejo, duala maŝinado de fandadoj estas kie la parto vere fariĝas funkcia.
Jen kiel ni efektivigas la kritikajn paŝojn en la ĵetado de maŝinado laborfluon:
- 5-Axa Milling por Kompleksaj Geometrijoj: Multaj fanditaj formoj prezentas organikajn formojn, subkrucojn, kaj kombinitajn angulojn, kiujn normaj 3-aksaj maŝinoj ne povas tuŝi sen pluraj refiktaĵaj paŝoj. Ni uzas 5-aksan milon por maŝini kompleksajn konturojn en unu agordo, certigante superan pozician precizecon inter trajtoj.
- Preciza Turnado: Por cilindraj komponantoj kiel pumpaj kuŝejoj aŭ valvokorpoj, ni uzas CNC-turniĝajn centrojn. Tio certigas perfektan kongruon kaj perpendicularon de flanĝoj rilate al la ĉefa trueto, korektante ajnajn malgrandajn misaligilojn de la fandada procezo.
- Prilaborado, Boring, kaj Tapado: Malfermaj truoj ofte estas nur “lokatoroj” aŭ estas verŝitaj solida por eviti porozajn problemojn.
- Surfaca Finado por Sealoj: Krudaj verŝaĵoj kutime havas krudan teksturon (Ra 6.3 $mu$m aŭ pli alta). Ni maŝinas kritikajn kunfandajn surfacojn por atingi glatajn finadojn (Ra 0.8–1.6 $mu$m). surfaca traktado Dum maŝinado proksimiĝas, iuj aplikoj postulas, ke ni integri specifajn.
protokolojn por maksimumigi koroda reziston kaj sigeladon. Per strikta kontrolo de tiuj operacioj, ni certigas, ke ĉiu CNC-maŝinita verŝaĵo preciza ŝtofa kiu ni liveras kongruas kun la precizaj specifoj de viaj inĝenieraj desegnoj. Komencante kun solida.
Komparante Maŝinajn Operaciojn
| Operacio | Trajto Fokuso | Tipa Celo |
|---|---|---|
| 5-Axa Milling | Konturoj & Subŝtopoj | Reducita agordotempo & alta geometria precizeco |
| CNC-turnado | Cilindraj trajtoj | Konkordeco & ruliĝa kontrolo |
| Fosado | Internaj diametroj | H7/H8 truojoleraj toleroj |
| Vizaĝa muelado | Seĝaj surfacoj | Flatness & Ra 0.8–1.6 $mu$m finiĝo |
Ĉu vi ŝatus ke mi detaligu la specifajn materialajn elekto-kriteriojn por optimumigi maŝinajn rapidojn kaj feedojn en la sekva sekcio?
Materiala Elekto: Kiuj aljoj maŝinas plej bone post fandado?
Elekti ĝustan materialon por a ĵetado de maŝinado projekto estas ekvilibrado. Ni bezonas aljon kiu fluas glate en la moldo por krei kompleksajn geometriojn, sed ankaŭ konservas sufiĉe da maŝinebleco por fini precize sen detruado de niaj CNC-iloj.
Rostaj Ŝtalegoj: Traktado de Labor-Ŝarĝiĝo
Rostŝtalo, precipe la 300-serio (kiel 304 kaj 316), estas la industrio-norma por koroda rezisto. Tamen, por maŝinitaj kastedoj, ĉi tiuj gradoj prezentas specifan defion: labor-ŝarĝiĝon. Se la tranĉilo restas tro longe en unu loko aŭ faras malprofundan tranĉon, la materialo tuj malmoliĝas, farante la sekvajn paŝojn malfacilaj.
- 304/304L: Bonega ĝenerala koroda rezisto sed postulas rigidajn fiksilojn kaj agresemajn feed-ratojn por eviti malmoliĝon.
- 316/316L: Aldonas molibdenon por supera pitting-rezisto. Ni uzas specialajn iloj-ŝtofojn por administri la varm-generadon ĉi tie.
Aljon-Ŝtalegoj por Alta-Fortaj Komponentoj
Kiam vi bezonas superajn mekanikajn ecojn kiel malmolecon kaj eluziĝoreziston, malalt-aljonaj ŝtalegoj estas la plej bona elekto. Gradoj kiel 4140 kaj 4340 estas mirindaj por pezaĵa uzo fanditaj ŝtalaj komponantoj. Ĉi tiuj materialoj bone respondas al varmotraktado post fandado kaj ĝenerale maŝinas pli antaŭvideble ol rustorezista ŝtalo.
Ni ofte rekomendas specifajn investaj gisŝtalaj alojoj eblojn kiuj estas formulitaj por redukti porozecon, certigante ke kiam ni maŝinas en la parton, ni ne malkovras subsuperajn difektojn.
Alumino (A356): La Pezaĵa Ĉampiono
Por aerospaca kaj aŭtomobila uzo, alumina fandadoj CNC-maŝinado estas nia plej ofta operacio. La A356 aloj estas la ora normo ĉi tie. Ĝi ofertas altan forton kaj ductilecon (post T6 varmotraktado) kaj maŝinojn kiel butero kompare al ŝtalo. Ĉi tio ebligas tre altajn ŝpindelspeeds kaj rapidajn materialajn forigajn tarifojn, signife malpliigante la kostojn po parto.
Maŝinado Superalloys (Inconel, Hastelloy)
Por ekstremaj medioj—pensu pri jetmotoro aŭ kemiaj reaktoroj—ni turnas al superalloys. Maŝinado Inconel 625 aŭ 718 estas alia ludo. Ĉi tiuj materialoj konservas altan forton ĉe altaj temperaturoj, kio signifas ke ili rezistas tranĉajn fortojn agresive.
- Ilia Vivo: Ni atendas pli rapidan iltarnadon kaj konsideru tion en la kosto.
- Strategio: Ni uzas progresintajn keramikajn enmetojn kaj malrapide, intence tranĉajn vojojn por konservi precizecon.
Materiala maŝinebleco-Komparo
Por helpi vin decidi, jen rapida analizo pri kiel komunaj fandaj alojoj funkcias sur la maŝina planko:
| Materiala Familio | Komunaj Gradoj | Fandeblo | Maŝinebleco-Rango | Ĉefa defio |
|---|---|---|---|---|
| Alumino | A356, 356 | Bonega | Alta | Ĝipo evakuado |
| Alia Ŝtalo | 4140, 8620 | Bona | Meza | Postuloj pri surfaca finiĝo |
| Rostala Ŝtalo | 304, 316, 17-4PH | Bona | Malalta-Meza | Labor-antaŭfortiĝo |
| Superalojoj | Inconel, Hastelloy | Justeco | Malalta | Rapida ilarouzado |
Ĉu vi serĉas norman rustenŝtalon aŭ aloian ŝtalon komponentojn, elekti ĝustan gradon frue en la dezajnoprocezo certigas ke ni povas teni striktajn toleradojn sen superi la buĝeton.
Ĉu vi ŝatus ke mi kreu la sekvan sekcion pri “Toleradoj, Surfaca Finado & Kvalitaj Normoj” por detali kiel ni atingi precizecon?
Maŝinado, Ŝlosilaj Toleradoj & Kvalitaj Normoj

Kiam konekti la interspacon inter kruda fandadparto kaj finita komponanto, kompreni la diferencon inter kastejo tolerancojn kaj finaj specifoj estas kritika. Dum modernaj fandadmetodoj fariĝas pli precizaj, ili malofte plenumas la striktajn geometriajn postulojn de alt-efikecaj kunmetoj sen sekundaraj operacioj.
Kompare As-Fandita vs. CNC Precizeco
En nia ĵetado de maŝinado laborfluoj, ni vidas la fanditan surfacon kiel komencpunkton. Normaj investaj fandadoj eble tenas tolerojn ĉirkaŭ ±0.005 coloj por coloj, sed sablafandadoj povas varii signife pli. Por atingi la funkciajn postulojn de kunfandiĝa surfaco aŭ kugloborejo, ni dependas de CNC-maŝinita precizeco.
Jen rapida analizo de la toleranca ŝanĝo, kiun ni kutime administras:
| Eco Tipo | Tipa As-Fandita Toleranco | CNC-Maŝinita Toleranco |
|---|---|---|
| Linearaj Dimensioj | ±0.010″ – ±0.030″ | ±0.0005″ – ±0.002″ |
| Platfaco | 0.005″ – 0.020″ | < 0.0005″ |
| Truo-Diametro | ±0.005″ | ±0.0002″ (Reamed/Bored) |
| Surfaca Finado (Ra) | 63 – 125 µin | 16 – 32 µin |
Administrado de maŝinaj permesoj
Kritika aspekto de Dezajno por Produktado (DFM) estas determini la ĝustan maŝinaj permesoj. Tio estas la ekstra “materialo” aldonita al la formo de la ŝtono por certigi ke la CNC ilo havas sufiĉe da materialo por tranĉi por pura surfaco, sen forigi tiom kiom ĝi malŝparas ciklan tempon aŭ malkaŝas porozon en la interno de la muro.
- Tro malmulte da materialo: La ilo eble “skips” super malaltaj punktoj en la ŝtono, lasante ne-maŝinitajn pecetojn (ne-purigi).
- Tro multe stoko: Plialigas ilaron de ilaroj kaj ciklotempo, plialtigante kostojn senbezone.
GD&T kaj Spurebleco
Por kritikaj trajtoj, simplaj linearaj toleroj ne sufiĉas. Ni utiligas Geometria Dimensiigo & Tolerado (GD&T) por kontroli la veran pozicion, koncentricidad, kaj paralelismo de la maŝinaĵa verŝado. Tio certigas ke partoj ne nur mezuras ĝuste individue, sed ankaŭ kunigas perfekte ĉiufoje.
Ĉi tiu nivelo de precizeco estas nepretraktebla en industrioj postulas altan rendimenton de komponentoj. Ekzemple, atingi la postulatan ruliĝon kaj surfacan ekvilibron por aluminiuma alojo randoj maŝinadaj servoj postulas striktan sekvon al GD&T-protokoloj por certigi sekurecon kaj rendimento je rapido.
kiel, ni subtenas niajn procezojn per AS9100 spurebleco kaj ISO 9001 atestiloj. Tio signifas ke ĉiu varmnumero, materiala partio, kaj dimensia inspektoreportaĵo estas dokumentitaj. Ĉu ĝi estas medicina aparato aŭ kosmara brako, vi ricevas plenan videblecon en la kvalita ĉeno.
Ĉu vi ŝatus ke mi analizu viajn aktualajn fanditajn desegnaĵojn por rekomendi optimalajn maŝinajn permesojn por kostredukto?
Reala Mondo Aplikoj & Sukcesaj Rakontoj
Kiam ni kombinas la liberecon de desegno de fandado kun la precizeco de CNC-maŝinado, ni malŝlosas kapablojn kiujn ordinaraj fabrikadoj simple ne povas konkuri. Ni vidas ĵetado de maŝinado preni ĉefrolon en industrioj kie fiasko ne estas opcio kaj geometria komplekseco estas alta.
Aeroespacaj Komponentoj
En aerospaco, pezo-redukto kaj varmrestaĵo estas ĉio. Ni ofte traktas CNC-maŝinitaj fandadoj por strukturaj brakoj kaj turbinaj klingoj. Ĉi tiuj partoj ofte uzas superaliojn detaligitajn en nia Gvidilo pri Inconel-alojoj, kie la kruda formo estas verŝita por minimumigi malŝparon, kaj kritikaj kunfandaj surfacoj estas maŝinitaj al mikronaj toleroj.
Aŭtomobil-Innovado
De motoro-blokoj ĝis transmisiaj korpoj kaj suspenzaj brakoj, la aŭtomobila sektoro dependas de maŝinitaj kastedoj por amasproduktado.
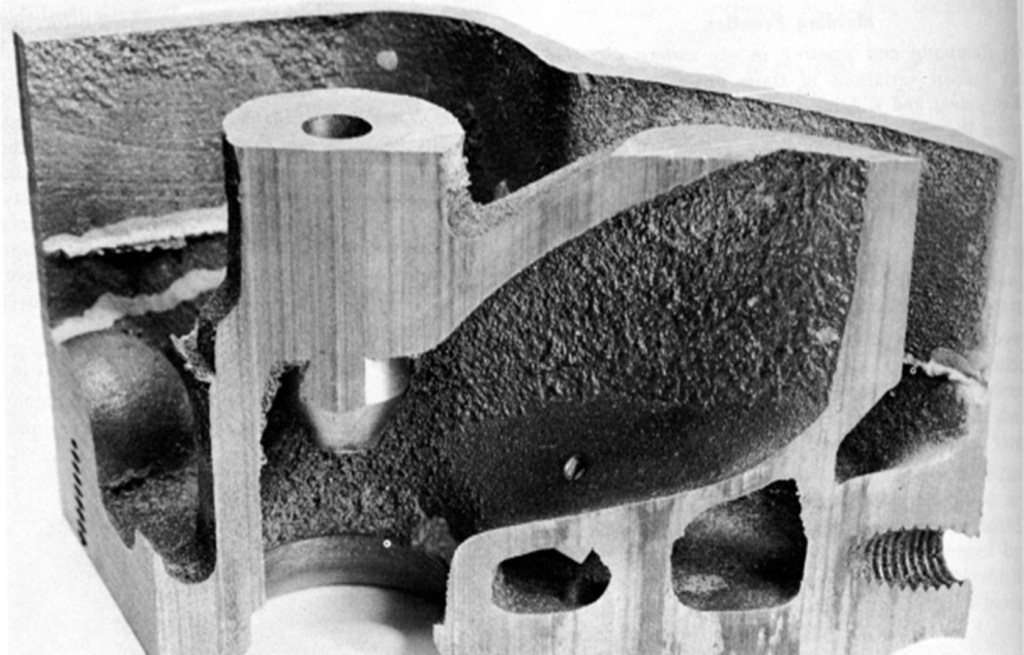
- Motoro-Blokoj: Verŝado kreas kompleksajn internajn malvarmigan kanalojn kiuj maŝinado de solida bloko ne povas atingi.
- Precizeco: Sekunda maŝinado certigas ke cilindro-traboj kaj muntaj punktoj estas perfekte kongruaj.
Petrolo kaj Gaso kaj Medicina Sekcioj
- Petrol- kaj Gasindustrio: Altprema valvkorpo kaj pumpimpeliloj postulas la strukturan integrecon de kontinua formo de greno por eviti likvojn sub ekstreme alta premo.
- Medicina: Ni produktas kirurgia instrumenta kaŝejojn kaj implant-gradajn komponantojn. Materialoj kiel tiuj uzataj en kobalta aloja fandado estas esencaj ĉi tie pro ilia biokompatibleco kaj malmoleca rezisto, postulas specializitan ilaron por maŝini efike.
Kazo-Studo: Varmado kontraŭ Unuforma Kasto
Unu el niaj plej influaj sukcesrakontoj implikis konverti klientan 12-partan velditan kunigon en unu investaĵa kasto-maŝinado projekto. Per ŝanĝo al monolita kasto:
- Forto: Ni forigis potencialajn fialkondiĝojn ĉe la ligoj de la veldado.
- Precizeco: Deformado pro varmado de veldado estis forigita.
- Kosto: Tuta produktokosto malpliiĝis je 30% pro redukto de laboro.
Ĉu vi ŝatus ke mi analizu viajn aktualajn velditajn kunmetaĵojn por vidi ĉu unu maŝinita ŝtono povus ŝpari al vi monon?
Superado de komunaj defioj en maŝinado de ŝtonoj
Kiam ni alfrontas ĵetado de maŝinado projektojn, ni ne nur tranĉas metalon; ni administras la inherentajn nesekurecojn de solidaĵaj alojoj. Male ol norma stango, maŝinaĵa verŝado venas kun unika aro de variabloj kiuj postulas spertan procezkontrolon. Se ĉi tiuj ne estas ĝuste administrataj, vi finiĝas per forigitaj partoj kaj rompintaj iloj.
Prilaborado de Difektoj: Poroj kaj Malfortaj Punktoj
La plej granda obstaklo en duala maŝinado de fandadoj estas malkovri sub-surfacajn difektojn. Poroj (aeraj bolsokoj) aŭ inkluzivoj (stranga materialo) ofte aperas nur post ni tranĉas tra la ekstera haŭto.
- Poroso: Ni uzas NDT (Nedifektan Testadon) antaŭ maŝinado por identigi voidojn tiel ni ne malŝparas maŝina tempon sur malbonaj partoj.
- Malfortaj Punktoj: Rapida malvarmigo povas krei tre malmolecajn sekciojn en la metalo. Ĉi tio estas precipe ofta en fanditaj ŝtalaj komponantoj, kie neatenditaj malfortaj punktoj povas tuj disrompi karbidajn tranĉilojn. Ni malhelpas tion per preciza varmtraktado (normaligo aŭ annealing) antaŭ maŝinado por certigi unifaman mikrostrukturon.
Optimumigado de Maŝinadkapablo kaj Surfaca Finado
Havi konsekvencan surfina finiĝo post maŝinado postulas ekvilibrigi alimentajn rapidecojn kun la stato de la materialo. Iuj alojoj estas “gluiĝemaj,” dum aliaj estas abrazivaj. Ni optimumigas maŝineblecajn taksojn per ĝustigado de niaj malvarmiga strategioj kaj ilaj kovraĵoj. Tio certigas ke ĉiu partio aspektas identa, plenumas striktajn Ra-postulojn sendepende de malgrandaj variadoj en la kruda fandado.
Reguligo de deformado kaj permesoj
Forigado de la ekstera tavolo de fandado liberigas internajn restajn streĉojn. Se ni forigas materialon tro agresive, la parto deformiĝos aŭ tordiĝos el tolero.
- Stres-relajso: Ni ofte plenumas stres-relivajn ciklojn antaŭ fina finiĝo.
- Permesoj: Ni zorge kalkulas maŝinaj permesoj—lasante sufiĉan materialon por purigi la surfacon, sed ne tiel multe ke ni kaŭzu pezan distordadon dum forigo.
Anticipante tiujn problemojn, ni certigas ke la fina formado maŝinado procezo produktas komponanton kiu estas dimensie stabila kaj strukture forta.
Ĉu vi ŝatus ke mi skizus nian specifan kvalitan kontrolan liston por kontroli maŝinitajn ŝarĝtolerancojn?
Kial Elekti Vastmaterial por Via Maŝinado de Ŝarĝoj
En Vastmaterial, ni komprenas ke administri du apartajn vendistojn—fandistaron por la krudaj partoj kaj maŝinejon por fini—estas recepto por prokrastoj kaj akuzoj. Ni solvis tion integrante ĉion sub unu tegmento. Kiam vi elektas nin por viaj ĵetado de maŝinado projektoj, vi ricevas senjuntan transiron de likva metalo al la fina preciza komponanto.
Integritaj En-Haŭs Kapabloj
Ni kontrolas la tutan procezon. Nia instalaĵo enhavas ambaŭ progresintajn fandadliniojn (investo, sablo, kaj matritso) kaj ŝtatan-antaŭan CNC-salon. Ĉi tio inkluzivas alt-precizecajn CNC-turnaj servoj kaj 5-aksajn mildejo-centrojn kapablajn trakti kompleksajn geometriojn, kiujn normaj 3-aksaj maŝinoj ne povas tuŝi. Per konservi la maŝinitaj kastedoj procezon internan, ni certigas respondecon kaj pli striktan kvalitan kontrolon ĉe ĉiu etapo.
Kliento-Centra DFM kaj Rapida Prototipado
Ni ne nur presas partojn; ni optimumigas ilin. Nia inĝenieria teamo faras detalan Revizion por Fabrikadkapablo (DFM) antaŭ ol ni verŝas unun cian metalon. Ni analizas viajn CAD-dosierojn por identigi trajtojn, kiuj povus kaŭzi porozecon aŭ neprezojn en maŝinado senbezene. Se vi bezonas unue konfirmi desegnon, niaj rapidaj prototipaj servoj ebligas vin testi taŭgecon kaj formon rapide.
La Avantaĝo de Vastmaterialo:
- Neniu MOQ-Limigoj: Ĉu vi bezonas unun prototipon aŭ produktan serion de 10,000 unuoj, ni prizorgas ĝin. Ni subtenas usonajn startajn kompaniojn kaj establitajn entreprenojn egale.
- Tutmonda Logistikado: Ni prizorgas la ŝarĝlogistikon por liveri partojn al via haveno ĝustatempe, navigante tra dogano kaj ŝarĝo por ke vi ne devu.
- Tuta Kosto-Redukto: Per optimumigo de la laborfluoj “verki kaj maŝini”, ni reduktas malŝparadon kaj maŝina tempon, rekte malaltigante vian prezon por parto.
Komparo inter Vastmaterial kaj Tradicia Fontado
| Trajto | Vastmaterial (Unu-Stop Butiko) | Tradicia Fontado (Disigita Vendistoj) |
|---|---|---|
| Responsabilidad | Unu punkto de respondeco | Kulpado inter verki kaj maŝini |
| Gvidotempo | Simpligita (konkurenca inĝenierado) | Malrapida (pakaĵo inter vendistoj) |
| Rendimento de rubaĵo | Reaga cirkvito de tujaj reagoj korektas difektojn | Alta rubaĵo malkovrita malfrue en maŝinado |
| Kosto | Optimumigita ĵetado de maŝinado laborfluon | Prezoj ŝtopitaj sur prezoj |
Ni estas engaĝitaj liveri altkvalitan CNC-maŝinitaj fandadoj kiu plenumas viajn precizajn specifojn sen la kapturno de administrado de fragmenta provizoĉeno.