
Aperçu
Casting en investissement A356
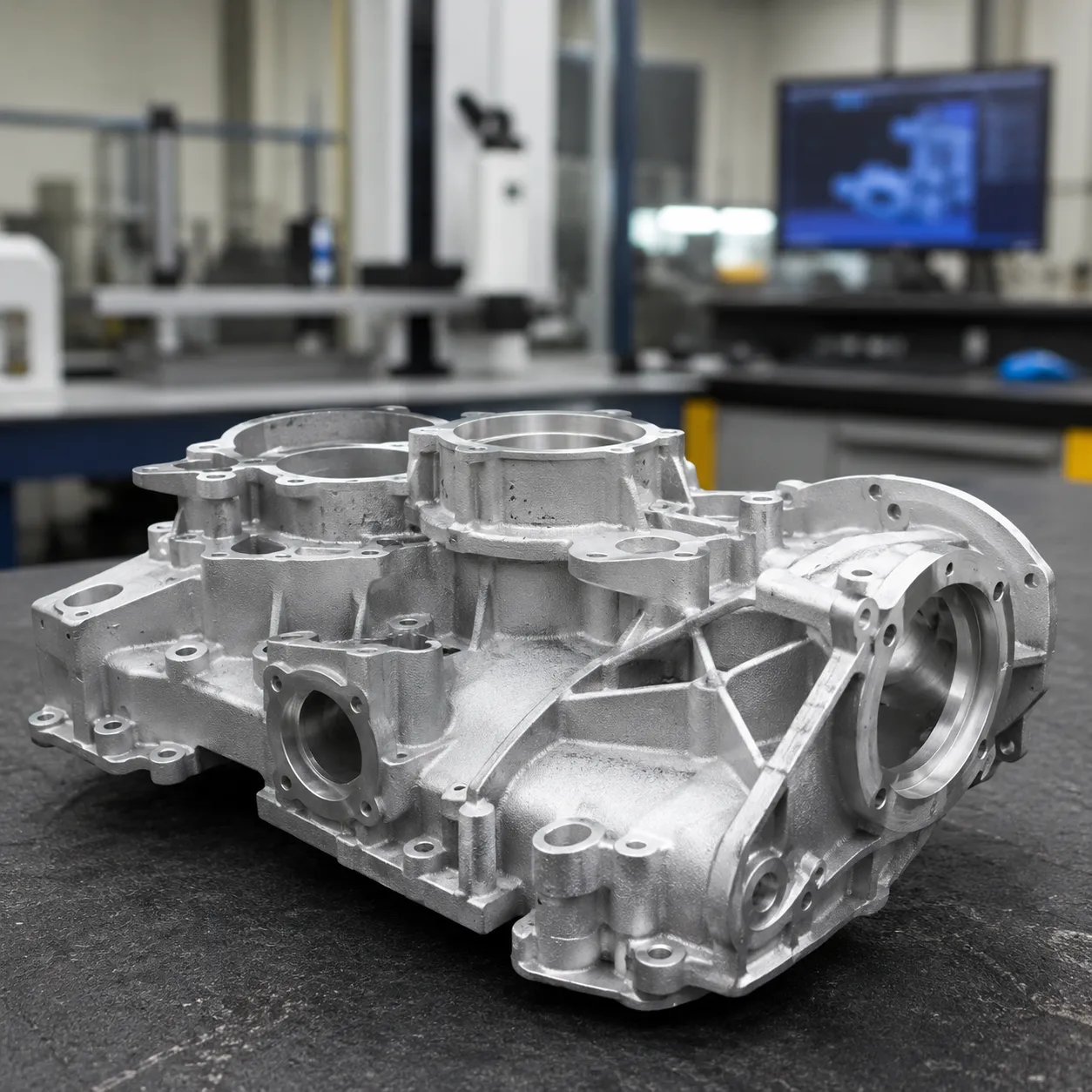
Le casting en investissement A356 est un procédé de fabrication de premier ordre utilisé pour produire des composants en aluminium à haute résistance et à géométrie complexe pour des industries critiques mondiales. En combinant la précision du moulage en investissement (méthode de cire perdue) avec les propriétés exceptionnelles du matériau A356, ce procédé permet d'obtenir des pièces presque à forme finale avec des géométries complexes impossibles à réaliser par fabrication traditionnelle. En tant que fournisseur de services de moulage de précision de premier plan, nous utilisons cette technique pour fournir des pièces haute performance répondant aux normes rigoureuses du marché international.
Composition chimique de l'alliage d'aluminium A356
La superiorité de la moulabilité et des performances mécaniques de l'aluminium A356 découle directement de son profil chimique optimisé. Le silicium améliore significativement la fluidité lors du moulage, tandis que le magnésium constitue la base pour le renforcement par traitement thermique.
| Élément | Pourcentage en masse (%) | Fonction principale |
|---|---|---|
| Silicium (Si) | 6.5 – 7.5 | Augmente la fluidité et réduit le retrait |
| Magnésium (Mg) | 0.25 – 0.45 | Permet la durcissement par vieillissement et augmente la résistance |
| Fer (Fe) | 0,20 max | Contrôlé pour éviter la fragilité structurelle |
| Titane (Ti) | 0,20 max | Agit comme un raffineur de grains pour une structure uniforme |
| Aluminium (Al) | Équilibre | Matrice métallique de base |
Le procédé de moulage en investissement pour l'aluminium
Notre fonderie utilise un procédé de moulage en investissement hautement contrôlé et en plusieurs étapes pour transformer l'aluminium A356 en composants parfaits :
- Création du modèle en cire : Injection de cire dimensionnelle dans un moule de précision pour former une réplique exacte de la pièce.
- Construction de la coquille en céramique : Revêtement de l'assemblage de cire à plusieurs reprises dans une pâte céramique réfractaire pour créer une coque rigide.
- Désaxage : Fusion de la cire intérieure pour laisser une cavité creuse très détaillée et propre.
- Fusion et Coulée de Alliage : Fusion de l'alliage d'aluminium A356 sous un contrôle strict de la température et versage dans le moule en céramique préchauffé.
- Démoulage et Finition : Retrait du moule en céramique après refroidissement, découpe du système de canaux, et préparation de la pièce brute pour le post-traitement.
Normes et Spécifications Industrielles pour les pièces moulées en A356
Pour garantir la conformité mondiale et la fiabilité dans des secteurs à haute contrainte comme l'aérospatiale, la défense et l'ingénierie automobile, nos pièces moulées en investissement A356 respectent strictement les normes internationales reconnues :
ASTM B618 : Spécification standard pour les pièces moulées en alliage d'aluminium.
AMS 4218 / AMS 4260 : Spécifications de matériaux aérospatiaux régissant les pièces moulées en aluminium de haute intégrité et de qualité supérieure.
MIL-A-21180 : Spécifications militaires suivant les pièces moulées en alliage d'aluminium à haute résistance pour les systèmes de défense.
Principales propriétés matérielles de l'aluminium A356
Lorsque nous fabriquons des composants de précision, le choix du bon alliage est essentiel. L'alliage d'aluminium A356 se distingue car il offre un équilibre parfait entre résistance mécanique, légèreté et flexibilité de fabrication. C'est le choix privilégié pour les applications exigeantes où l'échec n'est pas une option.
Rapport résistance/poids élevé
L'aluminium A356 offre une intégrité structurelle impressionnante sans ajouter de volume inutile à vos conceptions.
- Efficacité en légèreté : Il pèse environ un tiers de l'acier, ce qui le rend idéal pour les composants nécessitant une efficacité énergétique ou une grande mobilité.
- Résistance à la traction impressionnante : Lorsqu'il est soumis à un traitement thermique approprié, sa résistance à la traction et sa limite d'élasticité augmentent considérablement, supportant des charges structurelles intenses.
- Performance Optimisée : Cet équilibre entre faible densité et limites mécaniques élevées nous permet de couler des murs plus fins qui supportent toujours des contraintes importantes, un facteur critique pour les industries mondiales haute performance.
Excellente coulabilité et fluidité
Le secret derrière la réussite de la coulée d'investissement a356 réside dans la façon dont le métal en fusion s'écoule dans les moules.
- Contenu élevé en silicium : Avec environ 7% de silicium, cet alliage présente un point de fusion bas et une fluidité exceptionnelle.
- Géométries complexes : Le métal liquide remplit sans effort les détails complexes du moule et les sections fines avant de se solidifier, évitant ainsi les défauts tels que la fissuration à chaud ou les fissures de retrait.
- Moins de rebuts : Une excellente dynamique des fluides garantit des productions fiables et reproductibles pour des commandes de volume élevé.
Résistance à la corrosion et durabilité
Les pièces moulées en a356 sont conçues pour résister à des conditions environnementales difficiles. Le matériau forme naturellement une couche d'oxyde protectrice qui résiste à l'attaque atmosphérique et chimique.
- Protection environnementale : Il montre une résistance incroyable à la brise saline, à l'humidité et aux polluants industriels.
- Durabilité à long terme : Les composants subissent une dégradation minimale sur de longues durées de vie opérationnelle, réduisant ainsi les coûts de maintenance pour les utilisateurs finaux.
- Améliorations de surface : Bien qu'intrinsèquement stable, sa surface répond parfaitement à l'anodisation protectrice et aux traitements de conversion chimique.
Usinabilité et soudabilité
Le traitement post-coulée avec l'aluminium a356 est fluide et efficace, permettant d'économiser du temps et des coûts d'outillage lors de l'assemblage final.
| Type de traitement | Niveau de performance | Avantage clé |
|---|---|---|
| Usinabilité | Bon à excellent | Permet d'obtenir des tolérances serrées et une finition lisse après traitement thermique ; minimise l'usure des outils. |
| Soudabilité | Supérieur | Peut être facilement soudé à l'aide de méthodes standard telles que TIG ou MIG pour réparer de petits défauts ou intégrer dans des assemblages plus grands. |
Comprendre ces fondamentaux alliages de moulage en aluminium pour pièces haute performance aide les ingénieurs à libérer le plein potentiel de leurs conceptions. En exploitant ces traits chimiques et physiques précis, nous garantissons que chaque composant fini offre une durabilité fiable et éprouvée sur le terrain.
Avantages de la coulée sous investissement A356 pour les composants de précision
Choisir la coulée sous investissement A356 offre des avantages de production distincts pour la fabrication de pièces complexes et haute performance. Cette méthode spécifique combine les qualités matérielles d'élite de l'alliage d'aluminium A356 avec la précision extrême de la cire perdue. Le résultat est une série de production très efficace qui minimise le gaspillage de matériau et garantit l'intégrité structurelle pour des applications critiques.
Haute précision dimensionnelle et géométries complexes
La coulée sous investissement excelle là où la coulée en sable standard ou la coulée en moule permanent sont insuffisantes. En utilisant des modèles en cire de précision et des coquilles en céramique, nous atteignons des tolérances exceptionnellement strictes.
- Caractéristiques internes complexes : Forme facilement des parois fines, des canaux de refroidissement internes et des réseaux complexes.
- Liberté de conception : Les ingénieurs peuvent combiner plusieurs pièces séparées en une seule coulée complexe en A356, réduisant ainsi les coûts d'assemblage.
- Répétabilité : Fournit des composants de précision identiques et à tolérance élevée sur de grandes séries de production.
Excellente qualité de finition de surface
La pâte céramique utilisée dans le processus de moulage crée une surface de moule remarquablement lisse. Lorsque l'alliage d'aluminium en fusion se solidifie, il reflète cette texture lisse, offrant une finition de surface de forme nette ou presque nette dès la sortie du moule. Cette finition brute de haute qualité simplifie considérablement les revêtements post-traitement, l'anodisation et les contrôles de qualité non destructifs.
Réduction du besoin de usinage secondaire
Parce que les composants sortent du moule avec des dimensions presque parfaites et une excellente qualité de surface, le besoin en usinage CNC secondaire intensif diminue considérablement.
- Économies de matériaux : Minimise les déchets de aluminium brut générés par les opérations de coupe et de fraisage intensives.
- Délais de livraison plus courts : Moins d'étapes d'usinage signifient que les pièces passent de la fonderie à l'assemblage final beaucoup plus rapidement.
- Efficacité des coûts : Économise l'usure des outils de précision CNC en concentrant le travail mécanique uniquement sur les surfaces d'accouplement critiques ou les trous filetés.
Pour les projets nécessitant des méthodes de production alternatives comme les séries automobiles à haut volume, l'utilisation de professionnels services de moulage en aluminium reste une excellente voie pour optimiser la rapidité et le coût sur des géométries moins complexes. Cependant, pour une complexité de conception pure et des propriétés mécaniques haut de gamme, la coulée sous investissement A356 est inégalée.
Procédés de traitement thermique pour les pièces moulées en A356

Les propriétés brutes d'une pièce moulée en aluminium sous investissement ne sont souvent que le point de départ. Pour libérer pleinement les capacités mécaniques de l'alliage, un traitement thermique est nécessaire. Pour la coulée sous investissement A356, un traitement thermique précis modifie la microstructure interne, transformant un composant fragile tel qu'il est moulé en une pièce industrielle robuste et à haute résistance. En gérant soigneusement les cycles de chauffage, nous contrôlons précisément la façon dont les éléments silicium et magnésium interagissent au sein de la matrice d'aluminium pour répondre à vos spécifications d'ingénierie exactes.
Traitement thermique T5 pour une dureté améliorée
Le processus de trempe T5 est un traitement thermique simplifié axé sur la stabilité dimensionnelle et la dureté. Dans ce processus, nous refroidissons rapidement la pièce moulée à partir de la température élevée de moulage, puis la soumettons à un vieillissement artificiel à une température modérée.
- Le mécanisme : Ce processus précipite les composés de siliciure de magnésium hors de la solution, en les fixant aux limites de grains.
- Le résultat : Il augmente la dureté de surface et améliore la résistance à la traction sans les risques de déformation dimensionnelle qui peuvent parfois survenir lors d’un refroidissement brutal à l’eau. C’est une voie efficace pour les pièces nécessitant une géométrie stable et une résistance à l’usure de base.
Traitement thermique T6 pour une résistance maximale à la traction
Lorsqu’une application exige des performances mécaniques optimales, le traitement thermique T6 est la norme de l’industrie. Il s’agit d’un processus en plusieurs étapes qui reconfigure complètement les caractéristiques structurales de l’alliage.
- Traitement thermique de la solution: Les pièces moulées sont maintenues à une température élevée (généralement autour de 540°C) pendant plusieurs heures pour dissoudre le cuivre et le magnésium dans une solution solide.
- Trempe : Les pièces sont rapidement refroidies dans un bain d’eau ou de glycol contrôlé pour figer cette solution solide uniforme à température ambiante.
- Vieillissement artificiel : Les composants sont chauffés à nouveau à une température plus basse pour permettre la précipitation uniforme de particules fines, ce qui crée une résistance maximale au mouvement de dislocation.
Ce cycle thermique précis optimise le matériau, poussant les valeurs de résistance à la traction ultime et d’allongement à leurs limites absolues. Pour mieux comprendre comment ces étapes thermiques spécifiques modifient la structure de l’aluminium dans son ensemble, vous pouvez explorer notre analyse de Processus de traitement thermique de l'aluminium, tempérages et performances.
L’impact du traitement thermique sur la performance des composants
Le choix du cycle thermique approprié détermine directement le comportement de vos composants de précision face aux contraintes du monde réel. L’aluminium non traité peut échouer prématurément sous charge cyclique, mais un traitement thermique approprié modifie significativement ces indicateurs de performance :
| Mesure de performance | Brut (F) | Trempe T5 | Trempe T6 |
|---|---|---|---|
| Résistance à la traction | Référence | Augmentation Modérée | Augmentation Maximale |
| Ductilité (Allongement) | Plus élevé | Modéré | Optimisé pour les Contraintes Élevées |
| Stabilité dimensionnelle | Faible | Excellente | Haut après soulagement du stress |
| Durée de fatigue | Norme | Amélioré | Exceptionnel |
En adaptant les temps de trempage et les taux de refroidissement dans notre fonderie, nous faisons correspondre l'intégrité structurelle de la coulée d'investissement A356 aux facteurs de sécurité exacts requis par l'aérospatiale, la défense et les systèmes automobiles à haute pression.
Applications industrielles des pièces en coulée d'investissement A356
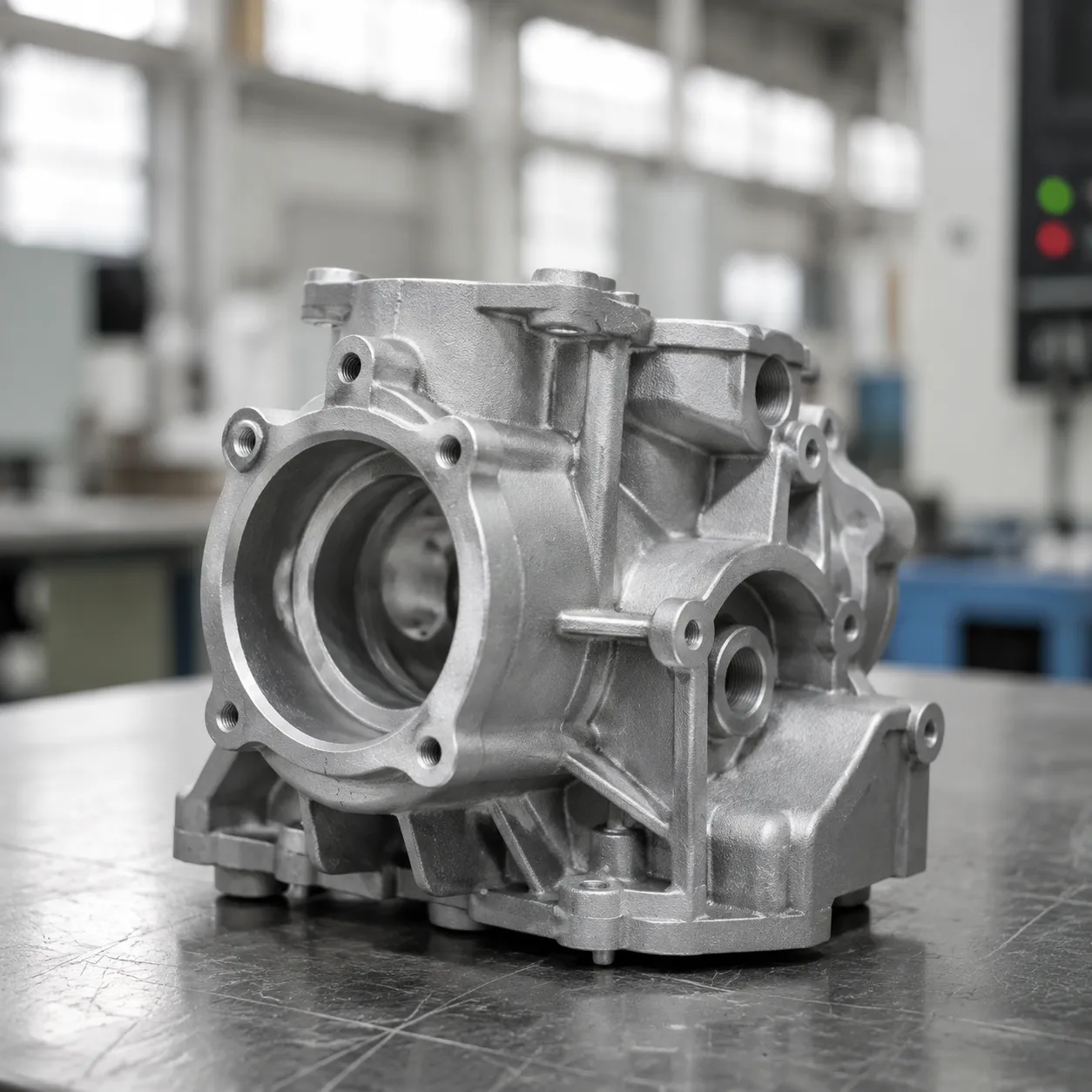
La coulée d'investissement A356 est un processus de fabrication fondamental dans les secteurs exigeant une grande intégrité structurelle et des performances légères. En combinant une excellente coulabilité avec des propriétés mécaniques supérieures, cet alliage d'aluminium nous permet de fournir des composants complexes en forme nette qui fonctionnent de manière fiable dans des conditions d'exploitation sévères.
Composants aéronautiques et de défense
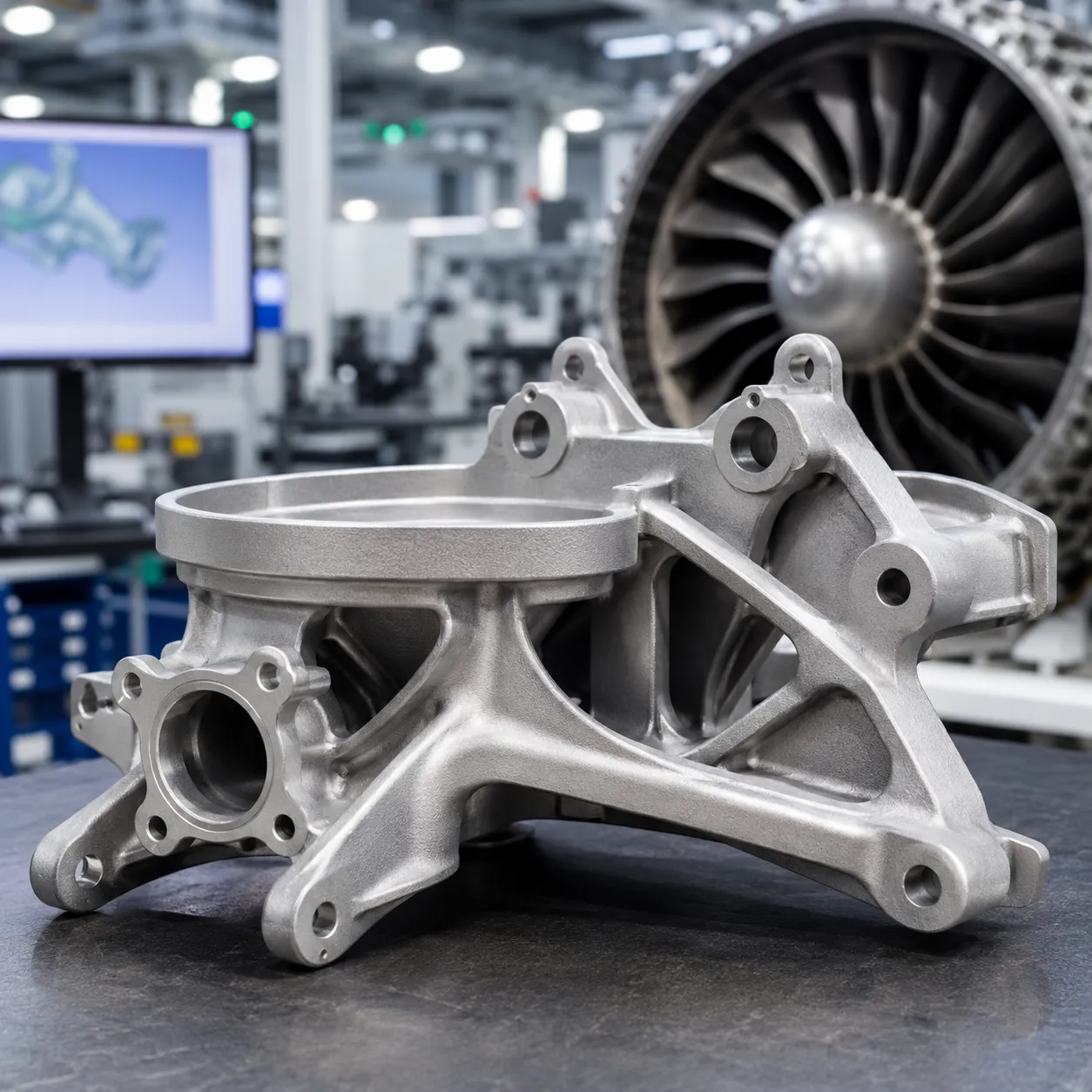
Dans les industries aéronautique et de la défense, minimiser le poids tout en maximisant la résistance structurelle est une exigence non négociable. Nous utilisons l'alliage d'aluminium A356 pour produire des composants critiques qui résistent à de fortes contraintes et à d'importantes fluctuations de température.
- Composants clés : Carters de pompe à carburant d'avion, valves de systèmes de contrôle environnemental (ECS), boîtiers électroniques et supports de guidage de missiles.
- Indicateurs de performance : Un rapport résistance/poids élevé garantit l'efficacité énergétique, tandis que des tolérances dimensionnelles strictes réduisent les contraintes d'optimisation du poids lors de la phase de conception.
- Normes de qualité : Les pièces en coulée subissent des tests non destructifs rigoureux pour satisfaire aux réglementations strictes de sécurité aéronautique.
Pièces automobiles et de transport
Le secteur automobile s'appuie fortement sur la coulée d'investissement A356 pour atteindre ses objectifs de réduction de poids des véhicules sans compromettre la sécurité des passagers ou la durabilité des composants. Ce procédé remplace les fabrications lourdes en acier ou en fer par des structures en aluminium unifiées et complexes.
- Moteur & Transmission : Culasses, bacs à huile et collecteurs d'admission qui bénéficient de l'excellente conductivité thermique de l'alliage.
- Châssis & Suspension : Nœuds de direction, étriers de frein et bras de contrôle nécessitant une haute résistance à la fatigue et une résistance aux chocs.
- Procédés alternatifs : Alors que processus industriels de coulée sous presse offrent une production à volume élevé pour des géométries simples, la coulée d'investissement reste le choix privilégié pour des passages internes complexes et des composants automobiles à parois fines de qualité supérieure.
Applications en ingénierie structurelle à haute contrainte
Au-delà du transport, les environnements d'ingénierie à haute tension exigent des matériaux capables de résister à des charges mécaniques continues et à une exposition environnementale rigoureuse sans échouer.
- Pompage et gestion des fluides : Corps de vannes à haute pression et turbines qui nécessitent une excellente résistance à la corrosion et une étanchéité à la pression.
- Robotique et automatisation : Bras robotiques légers et cadres structurels qui minimisent la résistance inertielle, permettant des cycles plus rapides et une consommation d'énergie réduite.
- Matériel Marin : Supports robustes et montages structurels exposés aux atmosphères marines, tirant parti de la couche d'oxyde protectrice naturelle de l'alliage A356.
Comparaisons de matériaux : A356 vs. autres alliages d'aluminium
Choisir le bon alliage d'aluminium est crucial pour la performance et la durabilité de vos composants de précision. Bien que la coulée sous pression A356 soit notre solution privilégiée pour des applications complexes et à haute tension, la comparer à d'autres grades d'aluminium populaires permet de mettre en évidence ses avantages spécifiques.
A356 vs. aluminium 356 : principales différences
La principale différence entre A356 et l'aluminium 356 standard réside dans la pureté élémentaire. A356 est une version premium du 356, contenant des niveaux strictement contrôlés de fer plus faibles.
- Contenu en fer : Le 356 standard permet jusqu'à 0,6% de fer, tandis que A356 limite le fer à 0,2%.
- Ductilité : Un fer plus faible empêche la formation de structures en aiguilles cassantes, augmentant significativement l'élongation et la ténacité.
- Force : Lorsqu'il est soumis au même traitement thermique T6, A356 offre une résistance à la traction et une résistance aux chocs nettement supérieures, en faisant le choix préféré pour des pièces critiques dans l'aérospatiale et la défense.
Coulée A356 vs. aluminium 6061
A356 et 6061 sont deux des alliages d'aluminium les plus utilisés, mais ils conviennent à des méthodes de fabrication totalement différentes. 6061 est un alliage travaillé conçu pour l'extrusion, le laminage ou l'usinage CNC, tandis qu'A356 est optimisé spécifiquement pour la coulée.
| Caractéristique | Casting en investissement A356 | Aluminium travaillé 6061-T6 |
|---|---|---|
| Processus de Fabrication | Fonderie sous pression, moulage en moule permanent | Extrusion, laminage, usinage |
| Complexité géométrique | Extrêmement élevé ; gère des parois minces complexes | Limitée ; nécessite un usinage approfondi |
| Contenu en silicium | High (6.5% - 7.5%) for excellent fluidity | Low (0.4% - 0.8%) |
| Déchets de matériaux | Minimale ; production en forme proche de la pièce finale | Élevé lors de l'usinage de formes complexes |
Bien que le 6061-T6 offre une résistance à la traction brute légèrement supérieure, nous utilisons l'A356 pour produire des géométries complexes en forme proche de la pièce finale qui seraient financièrement ou physiquement impossibles à usiner à partir d'un bloc massif de 6061. Pour consulter les données mécaniques détaillées de ces structures moulées, vous pouvez consulter notre analyse de Propriétés et spécifications du moulage en alliage d'aluminium A356 T6 pour voir comment il correspond à votre charge de conception.
Alliages alternatifs pour la fonderie sous pression
Lorsque l'A356 ne correspond pas parfaitement aux exigences de votre projet, nous proposons plusieurs alliages d'aluminium moulés alternatifs adaptés à des environnements spécifiques :
- A380 / A360 : Excellent pour la fonderie sous pression en grande série, bien qu'ils offrent une ductilité et une ténacité à la fracture inférieures par rapport à l'A356 moulé en investissement.
- A206 : Offre une résistance à la traction supérieure à haute température, mais est beaucoup plus susceptible de se fissurer à chaud et plus difficile à mouler.
- 535 (Almag 35): Un alliage de magnésium et d'aluminium qui offre une excellente résistance à la corrosion et une grande ductilité sans nécessiter de traitement thermique, bien qu'il ne possède pas la fluidité de coulée de l'A356.
Post-traitement et finition pour les pièces moulées en A356

Alors que la coulée en investissement A356 fournit des composants avec une forme proche de la pièce finale, le post-traitement est la phase critique où nous ajustons les pièces à leurs spécifications d'ingénierie finales. Nous utilisons une gamme de techniques de finition pour garantir que chaque pièce moulée répond à des exigences strictes en termes de structure et d'esthétique.
Finitions de surface et options de revêtement
L'aluminium A356 réagit exceptionnellement bien à divers traitements de surface. Selon votre application, nous appliquons des revêtements spécifiques pour améliorer la résistance à la corrosion, les propriétés à l'usure ou l'aspect esthétique.
| Type de finition | Avantage principal | Applications courantes |
|---|---|---|
| Anodisation (Type II & III) | Augmente la résistance à la corrosion et la dureté de la surface | Composants aéronautiques et marins |
| Peinture en poudre | Fournit une couche décorative durable et résistante aux chocs | Automobile et biens de consommation |
| Conversion chimique (Film chimique) | Améliore la protection contre la corrosion et la conductivité électrique | Châssis électroniques et équipements militaires |
| Sablage / Microbillage | Élimine les imperfections mineures et crée une finition mate uniforme | Pièces industrielles générales |
Usinage CNC de précision
Même avec la haute précision dimensionnelle de la coulée sur modèle, les caractéristiques à tolérances serrées comme les trous filetés, les alésages précis et les surfaces d'accouplement nécessitent un usinage secondaire. Nous intégrons des technologies avancées service CNC en ligne pour pièces de précision et devis instantanés pour finir les dimensions critiques sans compromettre l'intégrité structurelle de l'alliage d'aluminium. En associant notre expertise en moulage à la précision du fraisage et du tournage CNC, nous livrons des composants prêts à être assemblés qui correspondent exactement à vos plans numériques.
Contrôle Qualité et Essais Non Destructifs (END)
Pour garantir la fiabilité dans des applications à haute contrainte comme l'automobile et l'aéronautique, notre protocole de contrôle qualité inclut des Essais Non Destructifs (END) stricts. Nous vérifions l'intégrité interne et externe sans altérer les pièces moulées.
- Inspection par rayons X (Radiographie) : Détecte les défauts internes, la porosité gazeuse ou les fissures de retrait dans la structure en aluminium.
- Test de pénétration de dye (DPI) : Identifie les microfissures ou défauts de surface invisibles à l'œil nu.
- Inspection par Machine de Mesure de Coordonnées (MMC) : Vérifie la précision dimensionnelle de la pièce moulée par rapport au modèle 3D CAO.
- Essais des propriétés mécaniques : Confirme que la résistance à la traction et la limite d'élasticité répondent aux normes industrielles cibles après le traitement thermique.
Choisir la bonne fonderie de moulage à la cire perdue A356
Trouver un partenaire de fabrication fiable détermine le succès ultime de votre projet. En tant que prestataires de services de moulage de précision professionnels, nous livrons des composants en alliage d'aluminium de qualité supérieure conformes aux normes mondiales strictes. Choisir la bonne fonderie nécessite une analyse attentive de l'expertise technique, des capacités d'ingénierie et de la logistique de la chaîne d'approvisionnement.
Évaluer l'expérience et les capacités de la fonderie
Lors de l'évaluation d'un partenaire potentiel pour de la coulée d'investissement a356, l'expertise en ingénierie et les capacités des installations sont essentielles. Une fonderie doit démontrer une expérience avérée dans la gestion de températures de coulée précises, de conceptions de moules complexes et de contrôles qualité rigoureux.
| Critères d'Évaluation | Ce qu'il faut rechercher | Nos capacités |
|---|---|---|
| Expertise technique | Expérience avec des compositions complexes d'alliages d'aluminium et un dégazage précis. | Décennies d'expérience spécialisée en moulage à la cire perdue d'aluminium. |
| Équipements & Technologie | Injection de cire avancée, coquilles automatisées et fusion en atmosphère contrôlée. | Fonderies à la pointe de la technologie utilisant une technologie de coulée avancée pour améliorer le rendement de la fonderie. |
| Certifications de qualité | ISO 9001, AS9100 ou IATF 16949 pour les secteurs automobile et aéronautique. | Installations entièrement certifiées avec traçabilité complète et tests NDT. |
Exigences en outillage personnalisé et prototypage
Faire passer un composant complexe du concept à la production de masse nécessite une ingénierie initiale robuste. Nous réduisons votre délai de mise sur le marché en intégrant le prototypage rapide au développement d'outillage personnalisé durable.
- Modèles en cire imprimée en 3D : Idéal pour le prototypage rapide, permettant la vérification du design avant d'investir dans un outillage dur.
- Outils de précision CNC : Moules en aluminium ou en acier de haute qualité conçus pour des productions en grande série avec un minimum d'usure.
- Simulation de solidification : Un logiciel avancé détecte les porosités ou défauts potentiels avant le premier coulage du métal.
Chaîne d'approvisionnement mondiale et discussion de projet
Gérer la logistique internationale nécessite une communication fluide et une infrastructure robuste de chaîne d'approvisionnement. Nous gérons tout, de la consultation initiale sur la conception à l'expédition internationale finale, au service de secteurs clés dans le monde entier, notamment l'aérospatiale, la défense, et automobile secteurs.
Notre équipe optimise l'approvisionnement mondial en proposant des jalons de projet transparents, la gestion de la conformité locale et des options de livraison flexibles. Contactez notre équipe d'ingénierie dès aujourd'hui pour discuter des spécifications de votre projet, de vos besoins en matériaux et de vos délais de production.
Questions fréquemment posées sur la coulée sous investissement A356
Qu'est-ce que la coulée sous investissement en aluminium A356-T6 ?
La coulée sous investissement en aluminium A356-T6 représente le summum de la résistance et de la précision pour les composants en alliage d'aluminium moulé. Le procédé combine une coulée sous investissement de haute précision avec un cycle de traitement thermique T6 rigoureux. Ce traitement implique une solution de traitement thermique, un trempage et une vieillissement artificiel pour maximiser les propriétés mécaniques de la alliage d'aluminium. En choisissant notre des coulées en aluminium pour pièces personnalisées de précision, vous obtenez le meilleur équilibre entre haute résistance à la traction, une résistance accrue résistance à la traction, et une fiabilité structurelle nécessaire pour des applications critiques.
L'aluminium A356 est-il soudable après la coulée ?
Oui, l'aluminium A356 présente une excellente soudabilité après le processus de coulée sous investissement. Grâce à sa haute contenance en silicium , l'alliage résiste aux fissures lors du refroidissement, ce qui le rend idéal pour les assemblages fabriqués.
- Meilleures pratiques : La soudure doit idéalement être effectuée avant la finition finale traitement thermique T6 pour restaurer toutes les propriétés mécaniques.
- Métaux d'apport : Couramment soudés avec des alliages d'apport 4043 ou 5356.
- Traitement thermique après soudure : Recommandé pour éliminer les points faibles localisés dans la zone affectée par la chaleur.
Quelles sont les limitations de la coulée sous investissement A356 ?
Bien que la coulée sous investissement A356 offre une géométrie et une finition exceptionnelles, elle présente des limites spécifiques par rapport à des méthodes telles que la coulée sous pression, le moulage en moule permanent, ou la coulée en sable:
- Coûts initiaux d'outillage plus élevés : Le développement des moules d'injection de cire de précision nécessite un investissement initial, ce qui la rend moins économique pour des pièces en très faible volume, non critiques.
- Vitesse de production : Le processus de construction de coquilles en plusieurs étapes et de déliquefaction prend plus de temps que la coulée sous pression à grande vitesse.
- Limites d'épaisseur de section : Des variations extrêmes d'épaisseur de paroi peuvent entraîner des défauts de retrait si le système de gating n'est pas parfaitement conçu par des fondeurs expérimentés.



