
Si vous avez déjà essayé de choisir le bon qualité d'aluminium pour le moulage, vous savez que ce n’est pas aussi simple que “ il suffit d’utiliser de l’aluminium ”.”
Choisir le mauvais alliage, et vous affrontrez des problèmes tels que une mauvaise fluidité, des défauts de retrait, des fuites, ou des pièces qui se fissurent sous charge. Choisissez le bon, et vous obtenez des coulées propres et dimensionnellement précises avec la force, la résistance à la corrosion et l’équilibre coût/bon fonctionnement dont votre projet a réellement besoin.
Dans ce guide, vous apprendrez rapidement :
- Pourquoi les alliages d’aluminium moulés processus de casting A356, A380, ADC12) sont complètement différents des grades fabriqués comme 6061
- Laquelle alliages d’aluminium de fonderie qui conviennent le mieux à la coulée sous pression, la coulée en sable, et cire perdue
- Comment faire correspondre propriétés mécaniques, la coulabilité, et traitement thermique des options à votre application réelle
Si vous êtes sérieux à propos d’obtenir fiable, de haute qualité des pièces en aluminium moulé—sans gaspiller d’argent sur l’alliage incorrect—vous êtes au bon endroit.
Comprendre les classes d’aluminium pour la coulée
Lorsque les gens recherchent un qualité d'aluminium pour le moulage, ils posent généralement quelques questions centrales :
Est-ce que cet alliage va bien remplir mon moule ? La pièce sera-t-elle assez solide ? Et puis-je usiner ou finir cela sans m’arracher les cheveux ?
En coulée, “qualité d'aluminium pour le moulage” ne signifie pas “n’importe quel aluminium.” Cela signifie une chimie d’alliage spécifique conçue pour s’écouler dans un moule, se solidifier sans se fissurer, et fournir le bon équilibre entre la résistance, la ductilité et la machinabilité. C’est pourquoi les fonderies comptent sur des alliages d’aluminium de fonderie comme A380, A356, 319 et ADC12, plutôt que de fondre n’importe quel aluminium disponible.
Cast vs Forgé en aluminium en termes simples

Pensez l’aluminium en deux familles :
- Aluminium moulé
- Conçu pour être versé dans des moules
- Plus de silicium et d’autres éléments d’alliage pour la fluidité et le contrôle du retrait
- Utilisé pour des formes complexes, des boîtiers, des supports et des pièces structurelles coulées
- Aluminium forgé (comme 6061, 7075)
- Conçu pour être roulé, extrudé ou forgé
- Optimisé pour la résistance, le formage et l’usinage sous forme de barre, plaque ou tôle
- Pas optimisé pour remplir des sections fines dans un moule
Les deux sont en aluminium, mais la chimie et le comportement lors d’un procédé de moulage sont très différents.
Pourquoi vous ne pouvez pas simplement verser du 6061 dans un moule
Techniquement, vous peut faire fondre du 6061 et le verser, mais vous obtiendrez presque toujours Mauvaise qualité de moulage:
- Faible fluidité → ne se remplit pas bien les parois fines ou les détails complexes
- Risque élevé de fissuration à chaud → se fissure lorsque le métal se solidifie et rétrécit
- Propriétés imprévisibles → non conçu pour la coulée, les performances mécaniques sont incohérentes
- Plus de rebuts → plus de défauts, de fuites et de retouches
Les fonderies en France acceptent rarement de couler du 6061 pour la production parce que de véritables grades de coulée performent tout simplement mieux et de manière plus constante dans de vrais moules.
Comment la chimie de l’alliage change les performances de coulée
Les performances de coulée dépendent de la composition de l'alliage, pas seulement du nom “ aluminium ” :
- Silicium (Si) améliore la fluidité, abaisse la température de fusion et réduit le retrait. C'est pourquoi des alliages comme A380 et A356 fondent si bien.
- Magnésium (Mg) renforce la résistance et la réponse à la heat-treat (important dans A356, 319, etc.).
- Cuivre (Cu) peut augmenter résistance et dureté, mais peut réduire la résistance à la corrosion.
- Zinc (Zn) et d'autres éléments d'ajustement résistance, usure et étanchéité à la pression.
En ajustant ces éléments, nous obtenons notations en aluminium sous pression, alliages d'aluminium en coupe sable, et alliage d'aluminium en coulée gravité des options qui sont chacune optimisées pour un procédé et une application spécifiques. Choisir le bon qualité d'aluminium pour le moulage c'est vraiment faire correspondre cette chimie à votre moule, votre procédé et vos objectifs de performance.
Numérotation des alliages de coulée en aluminium
Lorsque vous choisissez une catégorie d’aluminium pour la coulée, le système de numérotation vous indique exactement ce avec quoi vous travaillez.
Comment fonctionnent les numéros d’alliage d’aluminium moulé (xxx.x)
Les alliages d’aluminium moulé utilisent un format à trois chiffres plus décimale format, comme A380.0, 356.0, ou 319.0:
- Le premier chiffre = famille principale d’alliage (quel élément est ajouté le plus après l’aluminium).
- Le prochains deux chiffres = alliage spécifique dans cette famille.
- Le “.0” à la fin = fonte alliage (vs “ .1 ” ou “ .2 ” pour les formes lingotières).
Donc, lorsque vous voyez A380.0, vous regardez un alliage de coulée en aluminium spécifique, et non une soudure brute comme 6061.
Ce que signifie la série de moulage 1xx–9xx
Pour les alliages de moulage en aluminium, le premier chiffre (1xx à 9xx) indique l’élément d’alliage principal :
- 1xx.x – aluminium presque pur (bonne conductivité, faible résistance)
- 2xx.x – aluminium–cuivre (haute résistance, résistance à la corrosion plus faible)
- 3xx.x – aluminium–silicon with copper and/or magnesium (A380, 319, 356 – almost tous les alliages de coulée les plus courants)
- 4xx.x – aluminium–silicon (excellente fluidité, bonne coulabilité)
- 5xx.x – aluminium–magnésium (535 – haute résistance à la corrosion, ductile)
- 6xx.x – aluminium–magnésium–silicium (rare sous forme coulée)
- 7xx.x – aluminium–zinc (haute résistance, plus spécialisé)
- 8xx.x – aluminium–étain (applications de palier et de glissement)
- 9xx.x – autres alliages spéciaux
La plupart notations en aluminium sous pression pour la fabrication en France qui vit à travers 3xx.x série car ils équilibrent résistance, coulabilité et coût.
Principaux éléments d’alliage dans les coulées d’aluminium
La chimie entraîne les performances. Pour les alliages d’aluminium pour coulée, les principaux acteurs sont :
- Silicium (Si) – boosts la fluidité, réduit ouverture, améliore la coulabilité. Les alliages à haute teneur en Si (comme A380, 390) remplissent des parois fines et des formes complexes.
- Magnésium (Mg) – permet traitement thermique, augmente résistance et dureté (par exemple, A356), aide à la résistance à la fatigue.
- Cuivre (Cu) – augmente résistance et dureté, mais nuit à résistance à la corrosion. Commun dans 319 et certains 3xx.x grades.
- Zinc (Zn) – ajoute résistance, mais généralement avec des compromis sur la corrosion ou la stabilité dimensionnelle ; utilisé de manière plus sélective dans les alliages d’injection en aluminium.
Choisir le bon qualité d'aluminium pour le moulage il s’agit vraiment de choisir le bon mélange de Si, Mg, Cu et Zn pour votre processus et votre utilisation finale.
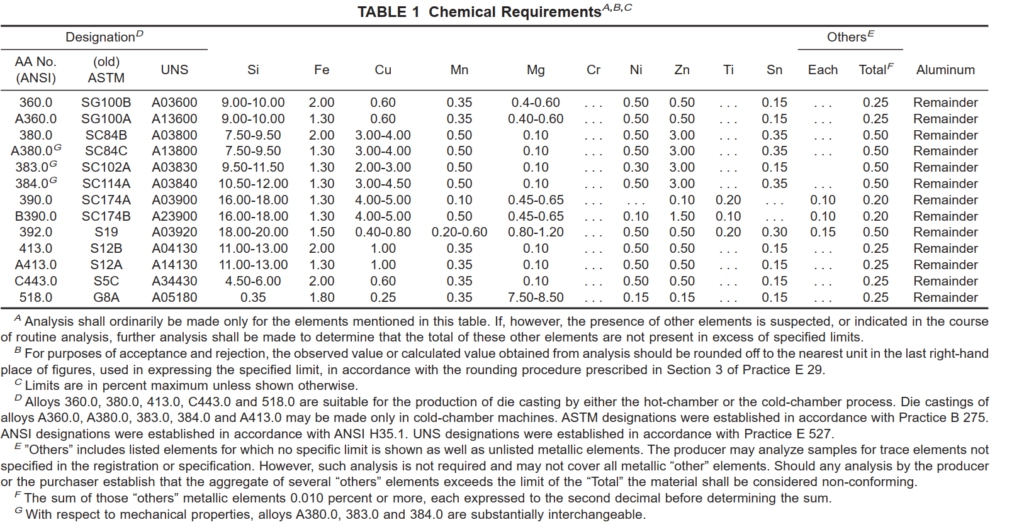
Normes courantes et équivalents mondiaux
Les fonderies et les équipementiers d’— référence en France pour les alliages d’aluminium :
- AA (Association de l’Aluminium) – designation de base comme A380.0, 356.0, 319.0
- les normes ASTM – spécifications matériaux et exigences d’essai (par ex., ASTM B26/B26M)
- EN – normes européennes (par exemple, EN AC-42100 s’alignent approximativement sur les alliages de type A380)
- JIS – normes japonaises (ADC12 est l’équivalent JIS des alliages de type A383)
Si vous vous approvisionnez à l’échelle mondiale, il est utile de travailler avec une fonderie qui comprend AA–EN–JIS croisements et peuvent correspondre à des équivalents. Par exemple, les nôtres alliages de moulage en aluminium pour pièces haute performance sont spécifiés avec AA, EN et des équivalents régionaux afin que les acheteurs en France puissent comparer des pommes avec des pommes.
Ce que les codes de trempe tels que F, T5, T6, T7 changent réellement
Après le alliage, le température est la prochaine pièce à définir :
- F – Prismatique brut, sans traitement thermique spécifique. Coût le plus bas, contrôle le plus faible.
- T5 – Refroidi à partir de la coulée et âgé artificiellement (sans traitement de solution). Bon pour les coulées sous presse qui nécessitent une augmentation de résistance.
- T6 – Traitement thermique de solution + revenu + âgé artificiellement. Grand saut de résistance et de dureté (courant pour A356-T6 roues et pièces structurelles).
- T7 – Surâgé / stabilisé. Légèrement moins résistant que le T6, mais meilleure résistance à la corrosion sous contrainte et stabilité dimensionnelle, souvent utilisé dans des environnements à haute température ou à fort stress.
Même alliage, trempe différente = performance et coût différents. Lorsque vous définissez un qualité d'aluminium pour le moulage, vous devriez toujours mentionner à la fois le alliage (par ex., A356.0) et le température (par ex., T6) sur votre impression et vos RFQ.
Processus de coulée en aluminium et grades correspondants
Lorsque vous choisissez une nuance d'aluminium pour la coulée, la première décision est quel procédé de coulée vous allez réellement courir. Le processus verrouille beaucoup de ce que vous pouvez et ne pouvez pas faire avec la sélection d’alliage.
Principales méthodes de coulée en aluminium (Vue rapide)
- Fonderie sous pression – Rapide, haut volume, idéal pour les murs fins et les formes complexes.
- Fonderie en sable – Flexible, coût d’outillage faible, idéal pour les pièces plus grandes et les séries plus courtes.
- Coulée gravité / moule permanent – Meilleure surface et propriétés que le sable, bonne répétabilité.
- Cire d'investissement – Détails les plus élevés, tolérances serrées, excellente finition de surface, mais coût plus élevé.
Chaque procédé a une “ préférence ” alliages d’aluminium de fonderie qui s’écoule bien, remplit le moule et atteint la résistance et la durabilité cibles.
Alliages de coulée sous pression en aluminium et quand les utiliser
Pour alliages de coulée sous pression, je recommande généralement :
- A380 / ADC12 – Des chevaux de bataille polyvalents pour l’automobile, l’électronique, les boîtiers grand public.
- A383 / 413 – Meilleure fluidité pour des parois fines et des pièces plus complexes et étanches.
- A360 – Lorsque vous avez besoin d’une meilleure résistance à la corrosion et d’un étanchéité renforcée.
Utiliser notations en aluminium sous pression lorsque vous avez besoin de :
- Volume élevé et coût par pièce faible
- Murs minces et tolérances serrées
- Bonne stabilité dimensionnelle et pièces quasi-nettes
Mousses sableuses en alliages d’aluminium et compromis
Pour la coulée en sable d'aluminium, vous souhaitez des alliages qui ne se fendent pas facilement et qui supportent un refroidissement plus lent :
- 356 / A356 – Meilleur équilibre entre résistance, ductilité et soudabilité, notamment après T6.
- 319 – Excellente pour les blocs et culasses de moteurs ; bonne machinabilité et performance thermique.
- 535 (Almag 35) – Haute ductilité et résistance à l'impact sans traitement thermique.
Inconvénients :
- Coût d’outillage inférieur mais coût de pièce plus élevé comparé à la coulée sous presse
- Finition de surface plus rugueuse et besoin de plus d’usinage
- Excellent pour les pièces plus grandes et les faibles volumes annuels
Alliages de coulée gravitée et de moule permanent
Gravité et moulage sous presse permanent en aluminium se situe entre le sable et la coulée sous pression :
- Grades courants : 356/A356, 319, 413, A360
- meilleures propriétés mécaniques et meilleure finition de surface que le sable
- qualité plus homogène que le sable, mais le coût d’outillage est plus élevé
Je les utilise lorsque :
- Le volume annuel est modeste
- Vous avez besoin de propriétés plus fortes et plus cohérentes que le sable
- Vous voulez une meilleure finition de surface et un contrôle dimensionnel
Fonderie d'alliage d'aluminium: Détail et Finition
Lorsque vous avez besoin tolérances serrées, détails fins et surfaces propres, fonte d'investissement en aluminium sont difficiles à battre. Des alliages comme A356 et 355 sont courants ici car ils réagissent bien au traitement thermique et offrent des pièces solides et légères avec une bonne résistance à la fatigue.
Si vous vous souciez des caractéristiques de précision et de faible tolérance (pour l’aérospatiale ou les pièces industrielles haut de gamme), cela vaut la peine d’envisager une approche spécialisée service de moulage en investissement d'aluminium au début de votre conception.
Processus rapide vs Tableau de sélection des alliages
| Processus | Alliages typiques | Meilleur pour |
|---|---|---|
| Fonderie sous pression | A380, A383, ADC12, 413 | Grand volume, parois minces, boîtiers, supports |
| Fonderie en sable | 356, A356, 319, 535 | Pièces de grande taille, faible à moyen volume, structurel |
| Grappe gravité / moule permanent | 356/A356, 319, 413 | Meilleur fini de surface & propriétés, volume moyen |
| Cire d'investissement | A356, 355 | Pièces de précision, géométrie complexe, grande valeur |
Si vous comparez des procédés et des alliages pour une nouvelle pièce, il est également utile de passer en revue un ensemble plus large guide des alliages de moulage qui couvre les propriétés et les impacts de coût selon les méthodes, comme cette vue d’ensemble de types d’alliages de moulage et d’applications.
Des alliages d’aluminium pour la fonderie sous pression qui fonctionnent réellement
La fonderie sous pression est l’endroit où les nuances des grades d’aluminium se révèlent. Tous les alliages d’aluminium n’aiment pas être projetés dans un moule en acier à grande vitesse et haute pression, il faut donc choisir le bon qualité d'aluminium pour le moulage est la différence entre des pièces propres et des rebuts constants.
Ce qui rend un alliage bon pour la coulée sous pression
Un alliage de coulée sous pression solide nécessite :
- Haute fluidité – pour remplir les parois fines, nervures et angles serrés avant qu'il ne se fige
- Bonne étanchéité à la pression – pour éviter les fuites dans les boîtiers et les pièces hydrauliques
- Faible fissuration à chaud et retrait – afin que les pièces n’effritent pas ou ne se déforment pas en refroidissant
- Résistance raisonnable à la soudure par frappe – moins d’aluminium qui adhère à l’emporte-pièce en acier
- Bonne usinabilité – car la plupart des pièces nécessitent encore un perçage, taraudage ou fraisage
C’est pourquoi les alliages de coulée riches en silicium dominent la coulée sous pression plutôt que les grades forgés courants.
Principaux grades d’aluminium utilisés en coulée sous pression
Aux États-Unis et dans la plupart des productions à haut volume, ces notations en aluminium sous pression sont les chevaux de bataille :
- A380 – Le choix par défaut. Excellent équilibre entre résistance, fluidité et coût.
- A383 (également similaire à EN AC-46000) – Meilleure fluidité pour les parois fines, résistance légèrement moindre.
- ADC12 – La référence en Asie, très proche de A383, robuste et facile à couler.
- 413/A413 – Excellente étanchéité à la pression et coulabilité, utilisée dans des pièces sensibles aux fuites.
Nous fabriquons ces alliages régulièrement dans nos propres lignes de coulée d'aluminium, et ils couvrent 90%+ des projets industriels, automobiles et grand public typiques en France. Si vous comparez des alliages ou cherchez une production de pièces, vous pouvez consulter nos gamme de produits en alliage d'aluminium ou à grande échelle services de fabrication par coulée.
A380 vs A383 vs ADC12 – lequel choisir ?
Utilisez ceci comme règle rapide:
- Choisissez A380 si :
- Vous recherchez un alliage polyvalent, éprouvé
- Les pièces ont une épaisseur de paroi normale et des besoins de résistance modérés
- Le coût et la disponibilité comptent le plus en Amérique du Nord
- Choisissez A383 ou ADC12 si :
- Vous avez des parois très fines ou des passages de flux complexes
- Vous combattez des défauts à froid, des fils cassés ou un remplissage incomplet
- Vous vous synchronisez avec les chaînes d'approvisionnement asiatiques ou les outillages conçus autour de l'ADC12
- Choisir 413/A413 si :
- Vous avez besoin haute étanchéité (pompes, vannes, composants d'énergie fluide)
- Les essais de pression et les joints sont critiques et les rebuts coûtent cher
Défauts de coulée sous presse liés au mauvais choix d’alliage
Choisissez le mauvais alliage de moulage en aluminium pour la coulée sous presse, et vous le verrez dans votre bac à rebuts :
- Mauvaise coulée / retassages à froid – alliage pas assez fluide → souvent résolu en passant de A380 à A383/ADC12
- Porosité et fuites – mauvaise étanchéité ou enracinement de gaz → 413 ou A380 optimisé peuvent aider
- Rétrécissement chaud – alliage se rétracte fortement ou a une faible résistance à chaud → mauvaise chimie pour la géométrie de la pièce
- Soudage/moulage du noyau – l’alliage réagit trop avec le noyau → vous coûte la durée de vie du noyau et la qualité de surface
Conserver dans le bon acier d'aluminium moulé sous pression grade tôt, et vous réduisez les défauts, les temps de cycle et les changements de conception tardifs.
Alliages d'aluminium pour moulage par sable et gravité

Lorsque vous choisissez une teinte d'aluminium pour le moulage dans le sable ou le moule permanent gravité, vous ne pouvez pas simplement réutiliser les alliages courants de moulage sous pression comme A380 et espérer le meilleur. Ces procédés se remplissent plus lentement, chauffent davantage et se refroidissent de manière inégale, vous avez donc besoin d'alliages conçus pour bien s'écouler, résister à la fissuration à chaud et offrir des propriétés mécaniques solides.
Pourquoi le moulage dans le sable nécessite des grades d'aluminium différents
Les moules en sable sont plus rugueux, plus poreux et se refroidissent plus lentement que les noyaux en acier. Cela signifie :
- Vous avez besoin un meilleur engraissement et un risque moindre de fissuration à chaud
- Vous voulez des alliages qui tolèrent prise en charge et retrait
- Vous acceptez un peu moins de finition de surface pour des sections plus solides et plus robustes
C'est pourquoi la plupart des fonderies s'appuient sur 356, A356, 319 et 535 pour le moulage sable et la gravité de l'aluminium plutôt que les grades de coulée sous vide habituels.
Meilleures classes d'aluminium pour le moulage sable et la gravité
Pour les clients en France, ce sont les alliages principaux et passe-partout :
- 356 / A356 aluminium – Excellent combinaison d'ouvrabilité et de résistance. Dans T6 c’est un choix de référence pour les roues, les pièces de suspension et les pièces structurelles de gamme supérieure. Si vous regardez des roues A356 T6 ou des pièces structurelles, découvrez les détails résistance et les applications de l'alliage d'aluminium A356-T6.
- 319 aluminium – Très usinable, bonne conductivité thermique, résistance solide avec traitement thermique. Courant dans les blocs moteur et les culasses.
- 535 (Almag 35) – Alliage magnésium-aluminium avec haute ductilité et résistance à l’impact sans traitement thermique. Excellent pour les matériels marins et les composants soumis à des chocs.
Ces grades sont le point idéal lorsque vous souhaitez des performances mécaniques fiables à partir de la fonte d’aluminium par moulage sable ou gravité sans coûts de contrôle de processus exorbitants.
Comment le type de moule influence le choix d’alliage
Le type de moule modifie la vitesse de refroidissement et le risque de défauts, il influence donc directement lequel qualité d'aluminium pour le moulage fait sens :
- Sable vert – refroidissement plus lent, risque de gaz plus élevé → utiliser A356, 319, 535 qui gèrent mieux la porosité et le retrait.
- Sable résine / sans cuisson – Meilleur contrôle dimensionnel → utile pour A356 T6 là où vous avez besoin d'une résistance plus élevée.
- Grappe gravité / moule permanent – Refroidissement plus rapide que le sable → des alliages comme 356/A356 donnent une structure de grain plus serrée et des propriétés mécaniques plus élevées.
Toujours assortir l’alliage à votre moule : les moules à refroidissement plus rapide permettent des tempérages plus forts et des sections plus fines, les moules à refroidissement plus lent nécessitent des alliages qui restent tolérants.
Problèmes courants dans l’aluminium moulé en sable (et comment l’alloyage les corrige)
Avec les pièces moulées en sable et par gravité, la plupart des maux de tête proviennent de :
- Porosité et fuites – Des alliages comme A356 et 319 se nourrissent mieux et réduisent la porosité de retrait lorsqu’ils sont correctement ramenés.
- Rétrécissement chaud – Les alliages coulés à haute teneur en silicium soulagent les contraintes lors de la solidification et réduisent le risque de fissuration.
- Bords ou coins faibles – A356 T6 en moule permanent peut augmenter la résistance au bord et l’allongement par rapport aux qualités d’usinage basiques.
- Corrosion en milieu marin ou en usage extérieur – 535 et A356 offrent une meilleure résistance à la corrosion que certaines alliages riches en cuivre.
Si vous n’êtes pas sûr de lequel alliage de moulage en aluminium choisir pour votre coulée au sable ou sous pression, commencez par définir : résistance requise, épaisseur de section, besoins d’usinage et environnement (chaleur, sel, vibration). Puis sélectionnez parmi 356/A356, 319, ou 535 en fonction des compromis qui comptent le plus pour votre pièce.
Côtes populaires d’aluminium pour la coulée et leurs usages
Lorsque vous en choisissez une qualité d'aluminium pour le moulage, quelques alliages couvrent la plupart des travaux du monde réel. Voici comment j’envisage les alliages de coulée les plus courants dans la fabrication en France et où chacun a réellement du sens.
Alliage d’aluminium A380
Principales propriétés de l’A380 (résistance, fluidité, usinabilité)
L’A380 est le mètre-ouvrage de notations en aluminium sous pression. Il équilibre :
- Bonne résistance et la rigidité pour les boîtiers et les supports
- Haute fluidité pour le remplissage de matrices complexes
- Bonne usinabilité pour les opérations secondaires
Applications A380 dans l’automobile, l’électronique et la quincaillerie
Vous verrez l’A380 partout dans :
- Automobile: carterage de transmission, supports, boîtiers
- Électronique: dissipateurs de chaleur, boîtiers de moteurs, corps de connecteurs
- Quincaillerie: boûts d’outillage électriques, quincaillerie de porte, cadres d’appareils
Limites de l’A380 et quand ne pas l’utiliser
Ne pas choisir l’A380 lorsque vous avez besoin de :
- Ductilité élevée ou résistance importante aux chocs
- Résistance à la corrosion de premier ordre (particulièrement pour une utilisation marine exigeante)
- Pièces structurelles qui doivent être soudées ou fortement formées plus tard
Aluminium A383 et ADC12
Pourquoi l’A383/ADC12 est utilisé au lieu de l’A380
A383 (et son équivalent asiatique alliage d'aluminium ADC12) sont utilisés lorsque vous avez besoin :
- d'une meilleure fluidité que l'A380
- d'un meilleur remplissage sur des pièces fines et complexes
- d'un contrôle plus strict de la porosité dans des caractéristiques étroites
Fluidité et coulée à paroi fine avec ADC12
ADC12 est l’alliage de référence dans de nombreux ateliers de fonderie par injection en Asie pour :
- Boîtiers à paroi fine
- cadres de téléphone, d’ordinateur et d’électronique
- Composants compacts à haut débit avec un contrôle dimensionnel serré
Nomenclature régionale : A380 vs ADC12 vs équivalents EN
- Europe et France: A380 / A383
- Asie: ADC12 (très proche de la chimie A383)
- Europe (UE): souvent EN AC-Al Si9Cu3(Fe) ou des équivalents similaires
Si vous vous approvisionnez à l'échelle mondiale, faites toujours correspondre fiches techniques chimiques entre ces noms, pas seulement l'étiquette d'alliage abrégée.
A356 et grades de coulée 356
Brut vs A356 traité thermiquement (T4, T6)
A356 peut être :
- Also-cast / F: bonne coulabilité, résistance moyenne
- T4: solution traitée + vieillissement naturel, meilleure ductilité
- T6: solution traitée + vieillissement artificiel, haute résistance et rigidité
Résistance, ductilité et soudabilité de l'A356
L'A356 T6 offre :
- Haute résistance à la traction et à la limite d'élasticité
- Bonne ductilité pour les pièces critiques en sécurité
- Excellente soudabilité par rapport à la plupart des alliages moulés sous pression
Où A356 brille : roues, pièces structurelles, pièces moulées aéronautiques
J'utilise A356 pour :
- Roues automobiles et composants de suspension
- boîniers structurels et supports lorsque l'échec n'est pas une option
- Fonderies aérospatiales (avec un contrôle de processus strict et une certification)
alliage aluminium A360
Résistance à la corrosion et étanchéité sous pression de l'A360
A360 offre :
- Une meilleure résistance à la corrosion plus que l'A380 dans de nombreux environnements
- Amélioration de l'étanchéité à la pression, idéale pour les pièces fluides ou étanches
- Bonne capacité de coulée avec des détails fins
Conviendra le mieux à A360 (marine, boîtiers scellés, formes complexes)
Choix solides pour :
- Composants marins nécessitant une meilleure résistance au sel
- Boîtiers scellés pour les fluides, le gaz ou l'électronique
- Des formes en alu-coulée complexes où les fuites ne sont pas acceptables
A360 vs A380 : quand passer à l'upgrade
Préférez A360 à A380 lorsque :
- Les fuites, la porosité ou la corrosion présentent des risques majeurs
- Vous payez le scellement, l'imprégnation ou de lourds revêtements pour corriger les faiblesses d'A380
Alliage aluminium 319
Conductivité thermique et machinabilité du 319
319 est un favori sable et moulage permanent car il offre :
- Bonne conductivité thermique (idéal pour les moteurs)
- Confortable usinabilité pour des alésages et filetages précis
- Bonne coulabilité avec une résistance raisonnable
Pourquoi 319 est courant dans les blocs-moteur et les culasses
Vous verrez 319 dans :
- Blocs-moteur
- Soupapes
- Autres pièces de la chaîne cinématique à haute température où la chaleur doit s’évacuer rapidement
Options de traitement thermique pour les coulées 319
319 peut être :
- Utilisé brut de fonderie pour des exigences modérées
- T5 / T6 traité thermiquement pour une résistance accrue à la traction et à la fatigue
286 et A413 Grades de coulée
Capacité de coulée et résistance à la fuite de 413/A413
413 / A413 sont grades d'aluminium à coulée sous vide à haute teneur en silicium connu pour :
- Excellente fluidité et capacité de coulée
- Forte résistance aux fuites et la performance sous pression
Composants à parois fines et hydrauliques avec 413
J’aime le 413/A413 pour :
- Composants à parois fines qui nécessitent encore l’intégrité sous pression
- Pièces hydrauliques, boîtons de pompe et valves
- Des coulées sous pression élevées où la porosité est une préoccupation majeure
Équilibrer le risque de fragilité vs performance sous pression
Inconvénient : une teneur en silicium plus élevée peut augmenter la fragilité. Utiliser le 413/A413 lorsque :
- Étanchéité sous pression > ductilité
- Les pièces ne sont pas censées subir de gros impacts ou des charges de flexion
535 (Almag 35) Magnésium Aluminium
haute résistance sans traitement thermique dans 535
535 (souvent appelé Almag 35) est une aluminium-magnesium sous forme d’alliage qui offre :
- Haute résistance et ténacité directement de l'empreinte
- Aucun traitement thermique obligatoire, ce qui réduit les délais et les coûts
Des avantages de ductilité et de résistance à l’impact
Il se distingue par :
- Excellente ductilité
- Solide à l'impact
- Bonne résistance à la corrosion, en particulier avec une finition appropriée
Pièces marines et chargées d'impact avec 535
Bon ajustement pour :
- Quincaillerie marine et les supports
- Pièces chargées d'impact comme les bras de direction, les supports et les protections
- Pièces liées à la sécurité où la fissuration n'est pas acceptable
Alliages à haute silice 390 et B390
Rétention d'usure et performance à haute température de 390/B390
390 et B390 sont des alliages d'aluminium à haute teneur en silicium pour fonderie conçus pour :
- Une résistance exceptionnelle à l'usure
- Une performance robuste à températures élevées
- Des dimensions stables sur de longs cycles de service chauds
Pourquoi les pistons et les surfaces de glissement utilisent B390
Vous verrez ces alliages dans :
- Pistons
- Chemises de cylindre, composants coulissants ou à mouvement rectiligne
- Pièces de moteur automobile à haut kilométrage
Compromis d’usinabilité avec des alliages à très haut silicium
Le compromis :
- Très faible usinabilité – les outils s’usent rapidement
- Vous avez besoin d’outillage, de revêtements et de stratégies de coupe appropriés
- Mieux utilisé lorsque la pièce est principalement près de la forme nette en coulée, pas fortement usiné
Comparaison des principales Grades de铝铸 (aluminium)
Instantané des propriétés rapides
Ci-dessous est un comparaison simplifiée (gammes typiques, non conformités de conception):
| Alliage | Processus | Résistance (rel.) | ductilité (rel.) | Corrosion | castabilité | Usinabilité |
|---|---|---|---|---|---|---|
| A380 | Fonderie sous pression | Moyen | Faible | Moyen | Élevé | Moyen |
| A383 / ADC12 | Fonderie sous pression | Moyen | Faible | Moyen | Très élevé | Moyen |
| A356 T6 | Sable/moule permanent | Élevé | Moyen | Bon | Bon | Bon |
| A360 | Fonderie sous pression | Moyen | Faible–Moyen | Bon | Élevé | Moyen |
| 319 | Sable/moule permanent | Moyen | Moyen | Moyen | Bon | Bon |
| 413 | Fonderie sous pression | Moyen | Faible | Moyen | Très élevé | Correct |
| 535 | Sable/moule permanent | Moyen–Élevé | Élevé | Bon | Moyen | Bon |
| 390/B390 | Dés/moule (spéc.) | Élevé | Très faible | Moyen | Moyen | Mauvais |
Castabilité, retrait et fissuration à chaud
- Meilleure castabilité: A380, A383/ADC12, 413
- Risque de retrait plus faible: Alliages à haute teneur en silicium (A380, 413, 390)
- Risque de fissuration à chaud plus élevé: Certains alliages riches en Mg ou en Cu si le coulage/emballage est médiocre
Notes rapides sur la résistance à la corrosion et la machinabilité
- Meilleures options de corrosion: A360, 535, A356 (avec une bonne finition)
- Le plus usinable dans l’ensemble: 319, A356, A380
- Le plus difficile à usiner: 390/B390 en raison d’un contenu extrême en silicium
Si vous avez besoin de performances thermiques ou d’usure encore plus élevées que ce que les moulages en aluminium peuvent supporter, c’est là que je passe à alliages à haute température comme des matériaux à base de nickel ou des ressorts spécialisés similaires au ressorts et composants en alliage de nickel haute température que nous proposons pour des environnements encore plus extrêmes : Service d'usinage de ressorts en alliage de nickel à haute température.
Comment choisir la bonne nuance d'aluminium pour la coulée
Choisir la bonne nuance d'aluminium pour la coulée consiste à équilibrer performance, coût et la manière dont vous fabriquez réellement la pièce. Voici comment je le vois lorsque je spécifie des pièces pour la production sur le marché France.
1. Adapter résistance et ductilité au travail
Commencez par ce que la pièce doit supporter, pas par le nom de l’alliage.
Posez-vous les questions suivantes :
- La pièce est-elle structurelle ou surtout esthétique ?
- Charge statique ou impact/choc ?
- Critique pour la sécurité ou non critique ?
Guide rapide :
| Besoin | Meilleures alliages d'aluminium pour fondre |
|---|---|
| Haute résistance + ductilité | A356-T6, 319-T6, 535 (sans traitement thermique) |
| Résistance moyenne, usage général | A380, A383, ADC12 |
| Usure + haute température | 390, B390 |
Si vous avez besoin de valeurs spécifiques ( traction, lim à la rupture, allongement ), faites correspondre vos valeurs requises avec un tableau de comparaison d'alliage d'aluminium tableau de comparaison des alliages d'aluminium ou fiche technique mécanique avant de verrouiller une nuances. Pour des informations plus approfondies sur les niveaux de résistance, vous pouvez également consulter des ressources générales sur limite élastique dans l'aluminium.
2. Associer l’alliage au procédé de coulée
Toutes les nuances d’aluminium pour coulée ne fonctionnent pas avec chaque procédé.
| Processus | Nuances couramment adaptées | Remarques |
|---|---|---|
| Fonderie sous pression | A380, A383, ADC12, 413, A413 | Parois minces, volumes élevés, certaines porosités |
| Fonderie en sable | 356, A356, 319, 535, 390 | Coût d’outillage inférieur, sections plus épaisses |
| Gravité/permanent | 356, A356, 319, A360 | Meilleure surface + propriétés que le sable |
| Cire d'investissement | 356, A356, 319 | Détails élevés, pièces plus petites, coût plus élevé |
Si vous savez déjà que vous êtes bloqué dans Fonderie sous pression haute‑pression, ce qui exclut immédiatement beaucoup d’alliages uniquement moulés au sable.
3. Fluidité, alimentation et retrait
Les alliages d'aluminium pour casting de bonne qualité doivent remplir le moule et se solidifier sans défauts majeurs.
- Épais / parois fines + caractéristiques complexes : A380, A383, ADC12, 413.
- Sections plus épaisses + risque de défauts réduit : A356, 319, 535.
- Risque élevé de retrait : Évitez les grades très peu ductiles à haute teneur en Si à moins que la fonderie ait un contrôle de procédé solide.
Travaillez avec une fonderie qui comprend l'alimentation et la coulée; le même alliage peut se comporter très différemment entre un atelier moyen et un excellent.
4. Corrosion, température et environnement
L’environnement peut détruire un choix d’alliage “ bon sur le papier ”.
Vérification de la corrosion / de l’environnement :
| État | Alliages de casting recommandés |
|---|---|
| Marin / épaisseur saline | A360, 535 (Almag 35), A356 |
| Exposition extérieure modérée | A356, 319, A380 (avec revêtement) |
| Température de service élevée | 319, 390/B390 (moteur, groupe motopropulseur) |
Si vous concevez des vannes, des pompes ou des pièces de traitement des fluides, pensez également à la compatibilité du média et à l’étanchéité. Pour certains projets, nous combinons des pièces moulées en aluminium avec d’autres métaux comme fonte en fer ductile dans les systèmes hybrides lorsque les cibles de corrosion et de résistance sont mélangées ; vous pouvez voir des exemples de cette approche dans des industrielles aluminium moulé et boîtiers de vannes OEM.
5. Usinage, soudage, finition
Ne choisissez pas un alliage qui vous résiste à l’atelier d’usinage.
- Usinage plus facile : A380, A383, ADC12, 319.
- Plus difficile (abrasif Si) : 390/B390 – prévoir un bon outillage.
- Meilleure soudabilité : A356/A356-T6, 535.
- Finition de surface : La plupart des alliages anodisent, mais l’aspect et le déphasage des couleurs varient ; 356/A356 semble généralement meilleur que les grades de fonte à Si élevé.
Si votre conception nécessite un usinage postérieur important ou des réparations par soudure, évitez les alliages de moulage sous pression à très forte teneur en silicium lorsque cela est possible.
6. Coût vs performance
Vous n'avez pas toujours besoin de l“” alloy » fantaisie.
Leviers de coût :
- A380 / ADC12 : Coût le plus bas pour des pièces en fonderie sous pression en grande série ; bon “ défaut ” pour les boîtiers et les supports.
- A356 / 319 : Plus de coût de fusion + traitement thermique, mais de meilleures propriétés mécaniques.
- 390/B390, 535 : Performance spécialisée → coût plus élevé pour l'alloyage + le traitement.
Règle empirique :
- Boîniers, couvercles et supports non critiques → commencer par A380/ADC12.
- Éléments structurels, roues, suspension, pièces de sécurité → commencer par A356 ou 319 et justifier une réduction si nécessaire.
7. Erreurs courantes lors du choix des grades d'aluminium casting
Je remarque ces problèmes encore et encore :
- Préconiser un alliage forgé comme 6061 ou 7075 pour une pièce moulée (faible coulabilité, fissuration, porosité).
- Ignorer le processus de moulage et choisir un alliage que la fonderie ne peut pas exploiter efficacement.
- Sur‑spécifier la résistance et augmenter le coût, lorsque le cas de charge réel est faible.
- Ignorer les contrôles d'environnement, puis gérer la corrosion ou les fuites plus tard.
- Oublier l’usinage ou le soudage jusqu’à ce que l’alliage soit verrouillé.
- Supposer que toutes les fonderies peuvent atteindre les mêmes propriétés avec le même alliage – le contrôle du procédé compte tout autant que le nom de la qualité.
Si vous hésitez entre deux alliages de fonderie d’aluminium, impliquez votre fonderie tôt, partagez vos cas de charge et votre environnement, et faites-leur chiffrer les deux options avec des objectifs de propriétés réalistes.
Traitement thermique des alliages d’aluminium pour fonderie

Lorsque vous choisissez une norme d’aluminium pour la fusion, le traitement thermique est un levier important pour ajuster la résistance, la ductilité et la stabilité. Mais cela ne porte ses fruits que si l’alliage est conçu pour y répondre.
Ce que signifient vraiment T4, T5, T6 et T7
Pour les alliages d’aluminium destinés à la fonderie, ces codes de trempe sont des abréviations de la manière dont le métal a été traité après la coulée :
- T4 – Traitement thermique de solution et vieillissement naturel
- Plus bonne ductilité et résistance modérée
- Courant lorsque vous avez besoin de mise en forme ou d’un bon impact
- T5 – Refroidi en coulée et artificiellement vieillie
- Utilisé principalement dans les alliages de coulée sous pression
- Cycle rapide, résistance modérée, bonne stabilité dimensionnelle
- T6 – Tempérée à l’âme et vieillie artificiellement
- Le plus courant pour les pièces structurelles coulées
- Grande hausse de la résistance à la traction et de la limite d’élasticité
- Typique pour A356 et 319 lorsque vous souhaitez une grande résistance et une rigidité élevée
- T7 – Tempérée à l’âme et surexposée/stabilisée
- Légèrement moins résistant que le T6
- Meilleur stabilité dimensionnelle, résistance au fluage, et corrosion sous contrainte performance
- Utilisé dans les pièces à haute température ou à longue durée de vie (comme certaines alliages de fonderie d'aluminium à haut silicium et à moteur)
Quels alliages de fonderie d'aluminium en bénéficient le plus
Certaines fontes d'aluminium réagissent extrêmement bien à le traitement thermique, tandis que d'autres bougent à peine :
- A356 / 356
- Réponse exceptionnelle au T6
- A356-T6 est un incontournable pour les roues, la suspension et les pièces moulées aérospatiales
- Robuste, relativement ductile et soudable
- 319
- Largement utilisé dans blocs moteur et culasses
- T6/T7 améliorent la résistance et les performances de résistance à la fatigue thermique
- Bon équilibre entre résistance, machinabilité et conductivité thermique
- 390 / B390 (alliages à haute teneur en silice)
- Peut être traitée thermiquement, mais les gains sont plus ciblés
- L’accent est mis sur la résistance à l'usure et stabilité thermique, pas seulement la résistance
- Utilisé lorsque des conditions de température élevée et de contact glissant dominent (les pistons, chemises)
Si vous prévoyez un fraisage à tolérances serrées ou supplémentaire traitement de surface sur l’aluminium casting, choisir un alliage d’aluminium forgeable comme A356 ou 319 rend l’ensemble du processus plus prévisible.
Ce qui s’améliore réellement après le T6
Lorsque vous prenez une nuance d’aluminium adaptée à la coulée et la portez au T6, vous observez généralement :
- Résistance à la traction et à la limite d'élasticité plus élevées – souvent 30–60% augmenter par rapport à l’état d’origine
- Meilleure résistance à la fatigue – critique pour les pièces moulées automobiles et structurelles
- Des propriétés mécaniques plus homogènes – répétabilité d’une pièce à l’autre
- Dureté accrue – meilleure résistance à l’usure et aux bosses
Cependant, Allongement (ductilité) décroît généralement par rapport au T4 ou à l'état brut, vous échangez donc la ténacité contre la résistance. C’est pourquoi, pour les pièces à fort impact, T4 ou T5 pourrait être une option plus judicieuse.
Lorsque le traitement thermique est optionnel ou pas rentable
Certaines alliages d’aluminium fondus ne justifient tout simplement pas le coût et la complexité du traitement thermique :
- 535 (Almag 35)
- Force et ductilité naturellement élevées sans traitement thermique
- Excellent pour pièces marines, composants soumis à des chocs et supports
- Vous obtenez une excellente résistance aux chocs et à la corrosion tel quel
- Beaucoup notations de fonte sous pression haute pression (comme A380/ADC12)
- Amélioration limitée par traitement thermique complet de solution
- Risque de blistering et de distorsion due à un gaz piégé
- La plupart des ateliers restent sur l'état tel quel après coulée ou sur une artificial age de type T5 au mieux
Vous devriez éviter ou minimiser le traitement thermique lorsque :
- Les pièces sont non structurel ou légèrement chargé
- Vous poursuivez le coût réduit et un volume élevé plus que la performance
- Le l’alliage ne réagit pas bien (par ex., certaines nuances d’aluminium pour coulée sous pression)
- Le risque de distorsion ruinerait vos tolérances d’usinage
Les risques de traitement thermique que vous devez gérer
Le traitement thermique des alliages d’aluminium moulés n’est pas “ configurer et oublier ”. S’il n’est pas maîtrisé, vous pouvez facilement perdre plus que vous n’en gagnez :
- Distorsion et gauchissement
- Des parois fines et de longues sections peuvent bouger lors du traitement thermique de solution ou du trempe
- Cela nuit à la précision dimensionnelle et augmente les rebuts d’usinage
- Suroxydation (notamment en T7 ou en contrôle T6 insuffisant)
- Si l’âge est trop élevé ou trop long, la résistance chute et la dureté faiblit
- Vous vous retrouvez avec une pièce plus tendre que ce que vous avez payé
- Craquelures et contrainte résiduelle
- Un trempe rapide ou un posage défectueux peut introduire des contraintes internes élevées
- Fissures visibles ou microfissures qui apparaissent plus tard sous charge
Pour les clients en France qui mènent la production, je recommande toujours :
- Obtenez une spécification de traitement thermique claire de votre fonderie (température, durée et température)
- À confirmer avec des essais mécaniques sur les premiers échantillons, pas seulement la chimie
- Concevez votre plan d’usinage autour de la condition après ressourceissage, pas avant
Si vous choisissez la bonne nuance d’aluminium pour la coulée et l’associez au bon traitement thermique, vous pouvez atteindre des niveaux de performance équivalents à l’automobile et à l’aérospatiale sans sur-dimensionner ni dépenser inutilement.
Utilisations réelles des nuances d’aluminium pour la coulée
Éléments coulés en aluminium pour l’automobile (A380, 319, 390, A383)
Sur le marché automobile américain, les alliages de coulée en aluminium consistent à trouver l’équilibre entre coût, fiabilité et poids.
- Blocs, culasses et boîtiers de moteur
- A380 est la nuance d’aluminium privilégiée pour la coulée des carters de transmission, des boîtiers de pompe, des brides et des boîtiers généraux parce qu’elle est bon marché, très coulable et possède une résistance solide.
- 319 est courant pour blocs moteur et culasses où vous avez besoin d'une meilleure stabilité thermique et d'une meilleure machinabilité.
- 390/B390 apparaît dans zones à fort usinage et à haute température comme les pistons et certaines pièces de moteur performantes grâce à sa très haute résistance au silicium et à l’usure.
- Pièces de transmission et de transmission à train
- A380 reste le cheval de bataille pour les boîtes de vitesses automatiques, les carters de convertisseurs de couple et les carters d'engrenages.
- A383 (et ADC12) sont utilisées lorsque vous en avez besoin meilleure fluidité et remplissage à parois fines, comme les carrosseries de boîtes de vitesses automatiques complexes et les boîtiers de transmission détaillés et serrés.
Aéronautique & Aluminium moulé haute performance (A356 T6)
Pour l'aérospatiale et les pièces haute performance aux États-Unis, la conversation se déplace généralement vers A356 en trempe T6.
- Composants structurels et de suspension
- A356 T6 est largement utilisé pour roues, bras de suspension, bras de contrôle, supports et boîtiers structurels là où vous avez besoin à la fois de résistance et de ductilité.
- Économie de poids vs sécurité
- Les équipes aérospatiales et de course choisissent A356 T6 lorsqu'elles veulent fonte d'aluminium soudable, à haute résistance avec un comportement de fatigue prévisible.
- Les conceptions sont généralement optimisées pour réduire le poids tout en conservant un bon facteur de sécurité pour les charges réelles sur route et en vol.
Si vous comparez des matériaux au-delà de l’aluminium—comme examiner comment l’aluminium casting se compare à la fonte ou à l’acier—vous verrez un équilibre de poids et de résistance très différent de celui des options telles que fonte combinée vs acier pour des composants durables.
Pièces moulées en aluminium marines, électriques et grand public (A360, 535, A380, ADC12)
Pour les produits marins, électriques et grand public en France, la corrosion et l’apparence comptent autant que la résistance.
- Équipement marin et environnements hostiles
- A360 est préféré pour boîtiers scellés, quincaillerie marine et boîtiers extérieurs où la résistance à la corrosion et l’étanchéité à la pression sont essentielles.
- 535 (Almag 35) est idéal pour liaisons marines à choc, composants de direction et supports structurels car elle offre une grande ductilité sans nécessiter de traitement thermique.
- boîtiers électroniques et dissipateurs thermiques
- A380 et ADC12 sont standard pour boîtiers électroniques, dissipateurs LED, chargeurs, onduleurs et boîtes de dérivation en raison de leurs excellente coulabilité, conductivité thermique et bonne finition de surface.
- Des produits grand public légers
- Des éléments courants tels que corps d'outils électriques, ferrures de meuble, pièces d'équipements de fitness et cadres d'appareils sont souvent à chaud sous pression à partir de A380 ou ADC12 pour une finition propre et un coût unitaire faible.
Tendances dans la coulée d'aluminium : véhicules électriques, recyclage et développement durable
Sur le marché américain, deux grandes tendances influencent le choix des alliages pour la coulée d’aluminium :
- Alliages de coulée recyclés
- Contenu élevé recyclé alliages d’aluminium de fonderie deviennent la norme pour les pièces automobiles, grand public et industrielles afin de réduire l’empreinte carbone sans sacrifier la performance.
- Des classes de coulée sous pression comme A380/ADC12 sont particulièrement amicaux envers les matières recyclées car ilsTolèrent des gammes chimiques plus large.
- Allègement pour les VE et les véhicules à haute efficacité
- Les plateformes EV poussent d'immenses pièces structurelles moulées, boîtiers de batterie et carters de moteur fabriqués avec A356, A380, A383 et des nuances propriétaires avancées.
- L'objectif est simple : réduire le poids, maintenir les performances de collision et maîtriser le coût des pièces moulées, en utilisant la bonne catégorie d’aluminium adaptée à chaque pièce.
Travailler avec les fonderies et les fournisseurs d’aluminium
Lorsque vous choisissez une catégorie d’aluminium pour la coulée, la fonderie avec laquelle vous travaillez est aussi importante que la spécification d’alloy sur le papier. Sur le marché américain en particulier, la cohérence, la traçabilité et l’expérience de coulée réelle sont ce qui maintiennent les pièces à temps et dans les tolérances.
Pourquoi l’expérience de la fonderie compte
Deux fonderies peuvent couler le même alliage d’aluminium et vous donner des résultats totalement différents. Je recherche toujours :
- Expérience de procédé avec votre alliage et votre procédé (A380 coulée sous pression, A356 coulée en sable, etc.)
- Capacité éprouvée dans la taille et la complexité de votre pièce (murs minces, boîtiers étanches à pression, surfaces cosmétiques)
- Taux de rebut et de défauts documentés pour des coulages similaires en aluminium
Si une fonderie peut démontrer des résultats reproductibles avec votre grade d'aluminium cible pour le moulage, vous avez déjà une longueur d'avance.
Comment parler des fiches techniques avec votre fondeur en aluminium
Gardez la conversation simple mais précise :
- Partage 2–3 propriétés critiques: force, étanchéité, résistance à la corrosion, ou aptitude à l’usinage
- Mentionnez le processus de coulée que vous attendez : coulée sous pression, coulée en sable, gravité, ou investie
- Référence spécifications standard: AA ou chiffres ASTM pour les alliages d’aluminium à coulée, plus tout traitement thermique (T5, T6, T7)
Puis demandez au fondeur : “ Quelle nuance d’aluminium et quel procédé choisiriez-vous pour cette pièce ? ” Leur réponse vous en dira long.
Ce qu'il faut demander au sujet des certificats et des tests
Avant de verrouiller une alliance et un fournisseur, je demande toujours :
- Certificats de matériau (certificats d’atelier) présentant la composition pour chaque lot d’aloyau d’aluminium
- Données de tests mécaniques (traction, limite élastique, allongement, dureté) des séries de production récentes
- Certifications de procédé: ISO, IATF (pour l’automobile) ou approbations aérospatiales si pertinentes
Si vos pièces seront usinées, coupées ou traitées secondairement plus tard, cela vaut la peine d’examiner leur connaissance plus globale du métal et comment ils gèrent les travaux de précision, similaires à ce qui est requis dans le domaine de haute précision opérations de coupe de métal.
Quand impliquer votre fournisseur dans le choix d’alliages
Faites appel à votre fonderie tôt, surtout si vous n’êtes pas sûr de la référence d’aluminium à utiliser pour le moulage. De bonnes fonderies vont :
- Suggère alternatives d’alliages de moulage en aluminium qui atteignent vos objectifs à moindre coût
- Drapeau risques avec des parois fines, des noyaux ou des sections lourdes basé sur le comportement des alliages
- Aider à choisir état de traitement thermique (en coulée, T5, T6, T7) qui convient à votre application et à votre budget
Ne présentez pas une spécification entièrement verrouillée si vous n’êtes pas sûr à 100%; laissez-les aider à optimiser.
Obtenir des devis pour différentes légures et procédés
Lorsque je demande des devis, j’aime voir les options côte à côte :
- Même pièce, plusieurs alliages: par ex., A380 vs A383 vs A360 pour la traitement de coulée sous presse
- Même pièce, procédés différents: coulée sous presse en grande série vs coulée sablée ou gravité en aluminium faible volume
- Répartition coût des outillages, prix unitaire et traitement thermique séparément
Cela permet de voir facilement où un petit changement dans l’alliage de fonderie en aluminium ou le procédé peut faire économiser beaucoup sans sacrifier les performances.
FAQ sur les grades d’aluminium pour la coulée
Le grade d’aluminium le plus courant pour la coulée sous pression
Pour la coulée sous pression à haut volume, A380 aluminium est le choix privilégié en France car il équilibre :
- Bonne résistance
- Excellente fluidité pour les parois fines
- Bonne machinabilité
- Coût raisonnable
Si vous n’êtes pas sûr par où commencer avec les nuances d’aluminium pour coulée sous pression, A380 est généralement le premier choix.
Puis-je verser des alliages forgés comme 6061 ou 7075 ?
Réponse courte : vous ne devriez pas pour les travaux ordinaires de fonderie.
- 6061, 7075, 2026 sont des alliages forgés (pour extrusion/ plaque), non conçus pour la coulée.
- Ils ne coulent pas bien, se fissurent facilement et donnent des coulées pauvres et incohérentes.
- Utiliser alliages de fonderie comme A356, 356, 319, ou A380 qui sont conçues pour les moules, le retrait et l’alimentation.
Si vous avez absolument besoin de propriétés “ proches de 6061 ”, parlez à votre fonderie à propos de A356-T6 ou d’un autre aluminium coulé à haute résistance équivalent.
Meilleur grade d’aluminium pour la résistance à la corrosion dans les pièces moulées
Pour l'aluminium sous pression qui doit durer dans des environnements difficiles (sel, eau, extérieur), je regarde généralement:
| Alliage | Type | Notes de corrosion |
|---|---|---|
| A360 | Fonderie sous pression | Très bonne corrosion & étanchéité à la pression |
| 535 (Almag 35) | Sable/gravité | Excellente corrosion + ductilité, sans traitement thermique |
| A356-T6 | Sable/moulage à queue | Bonne corrosion lorsqu'il est correctement traité et peint |
Pour marine ou côtière utiliser, A360 ou 535 sont difficiles à battre.
Quelle classe d’aluminium est la plus facile à usiner ?
Si le coût d’usinage compte, choisissez des alliages conçus pour des copeaux propres et une coupe stable:
| Alliage | Processus | usinabilité (relative) |
|---|---|---|
| A380 | Fonderie sous pression | Très bon |
| ADC12 | Fonderie sous pression | Très bon |
| 319 | Sable/gravité | Très bon |
| A356-T6 | Sable/gravité/moule permanent | Bon (légèrement plus “gélifiée” que le 319/A380) |
Pour des travaux de CNC complexes, je tends souvent vers A380 ou 319 pour un usinage plus fluide et une meilleure durée d’outil, similaire à notre approche usinage CNC de précision des alliages non ferriques.
Différences entre A356 et A380 en termes simples
Pensez-y ainsi :
| Caractéristique | A356 (A356-T6) | A380 |
|---|---|---|
| Processus principal | Sable / moule permanent | Fonderie sous pression |
| Résistance | Plus élevé (traitement T6) | Modéré |
| Ductilité | Mieux (moins fragile) | Plus bas |
| Soudabilité | Bon | Mauvais |
| Corrosion | Bon | Bon avec une finition appropriée |
| Complexité/volume | Volume plus faible, sections plus épaisses | Grand volume, parois fines, complexe |
Si vous avez besoin résistance structurelle, soudabilité ou résistance à la fatigue, vas-y A356.
Si vous avez besoin boîtiers détaillés à haute production, avec paroi fine, vas-y A380.
Ai-je vraiment besoin d’un traitement thermique pour ma coulée ?
Cela dépend de ce que fait la pièce :
Généralement oui (ou au moins à envisager) pour :
- Pièces structurelles (suspension, roues, supports)
- Pièces à haute tension ou à fatigue
- Alliages comme A356, 356, 319, 390 qui répondent bien à T6/T7
Généralement non ou optionnel pour :
- Boîtiers non structurels, couvercles, supports in A380, ADC12, A360
- 535 (Almag 35) qui est fort et ductile brut de fonderie
- Pièces où le coût du traitement thermique > bénéfice en service
Si votre pièce est principalement une carter ou une coque avec des charges modestes, vous pouvez souvent ignorer le traitement thermique et réduire les coûts. Si c’est porter une charge ou critique en matière de sécurité, je recommande fortement de revoir un durcissement T6 ou T7 avec votre fonderie.