
Qu'est-ce que le fer ductile moulé ?
Quand les gens parlent de fer en fonte ductile, fer ductile moulé, ou Moulage en fonte ductile, ils veulent dire un type de fonte qui combine une grande résistance avec une vraie flexibilité et une résistance à la traction. Contrairement aux fontes traditionnelles cassantes, le fer ductile peut se plier et absorber les chocs avant de se rompre, c'est pourquoi les ingénieurs s'en servent pour des pièces exigeantes.
Définition simple
fonte ductile (acier nodulaire / fonte à graphite sphéroïdal / SG iron) est un fonte traitée au magnésium où le carbone (graphite) se forme en nodules ronds au lieu de flocons nets. Ce petit changement de microstructure transforme totalement ses performances :
- nodules de graphite = flux de contrainte plus lisse, résistance plus élevée et véritable ductilité
- flocons de graphite (en fonte grise) = concentration de contraintes et fissuration facile
Donc en termes simples : l'acier gris ductile est de la fonte qui se comporte davantage comme l'acier sous charge grâce à son graphite façonné comme de minuscules sphères.
Où le fer ductile s’intègre dans la famille de la fonte
Le fer ductile fait partie de la famille de la fonte, qui comprend également:
- Fonte grise – excellente attenuation et machinabilité, mais fragile
- Fonte blanche / fonte refroidie – dur et résistant à l’usure, mais très fragile
- Fonte à grafite sphéroïdal (CGI) – comportement intermédiaire
Au sein de cette famille, fonte à grafite sphéroïdal se démarque comme le fonte d'acier haute résistance, résistante aux chocs en fonte qui peut remplacer l'acier dans de nombreuses applications tout en étant versée comme une pièce moulée.
Pourquoi les fabricants choisissent le fer ductile aujourd'hui
les fabricants et OEM de France choisissent forge à fer nodulaire parce que cela leur offre :
- Haute résistance par rapport au poids contre le fer gris
- Impact et résistance à la fatigue plus proches de l’acier
- Excellente coulabilité pour des géométries complexes
- coût inférieur que les pièces en acier forgées, soudées ou entièrement usinées
Pour les acheteurs et les ingénieurs, cela signifie des pièces plus solides, moins de matière et un meilleur rapport qualité-prix à partir d'un seul procédé : acier ductile dans la forme finale quasi nette.
Comment le fer ductile est fabriqué
Fusion et préparation du fer de base
Pour fabriquer fer en fonte ductile des pièces, je commence par un fer de base de haute qualité. Nous fondons des ferrailles et de l'acier dans un four à induction, puis ajustons carbone, silicium et manganèse pour atteindre des cibles chimiques serrées. Des matériaux de charge propres et constants sont cruciaux ici — cela établit la base pour une performance forte et répétable Moulage en fonte ductile performance.
Ajouter du magnésium pour créer des nodules de graphite
Ensuite vient le traitement au magnésium (parfois avec du cérium). J'ajoute une quantité contrôlée d'alliage de magnésium dans le fer fondu. Cette étape de “ nodulisation ” fait passer le graphite des flocons à des nodules de graphite sphéroïdés, transformant la fonte ordinaire en ferraillages nodulaires en fonte grinçante (ferreux SG) avec une vraie ductilité et résistance à l'impact.
Inoculation pour le contrôle de la microstructure
Juste après la nodularisation, j'inocule le fer avec des alliages à base de fer-silicium. Cette étape :
- Favorise une solidification fine et homogène
- Réduit le retrécissement et les carbures
- Améliore compte de nodules et la cohérence
Une bonne inoculation est ce qui maintient fer ductile moulé fort et prévisible au lieu d'être fragile.
Versement dans des moules en sable ou en métal
Une fois traitée et inoculée, je verse le fer ductile fondu dans :
- Moules en sable vert pour la plupart des pièces structurelles et industrielles
- Sable de résine ou moules en métal lorsque des tolérances plus strictes et des surfaces plus propres sont nécessaires
Une bonne gâte et une bonne conception de systèmes de coulée limitent les turbulences, la porosité et les défauts d'empâtage.
Refroidissement, solidification et extraction
Le refroidissement est étroitement contrôlé—trop rapide ou trop lent peut ruiner les propriétés. Après la solidification :
- Les moules sont cassés (shakeout)
- Les canaux, les pentes et l’excès de métal sont retirés
- Les pièces coulées sont triées et transférées vers l’affinage
L’épaisseur de section a un impact réel ici sur le produit final propriétés de l’acier ductile.
Traitement thermique pour les grades différents
Selon le grade d’acier ductile (comme 60-40-18, 65-45-12, 80-55-06 de l’ASTM A536), je peux appliquer des traitements thermiques tels que :
- Recuit pour une haute ductilité, structures ferritiques
- Normalisation pour une résistance et une ténacité équilibrées
- Trempe et revenu pour une dureté et une résistance à l’usure supérieures
Le traitement thermique me permet d’ajuster la pièce pour son travail réel.
usinage, nettoyage et finition
Après la coulée, je gère :
- Sablage ou nettoyage pour enlever le sable et l’échelle
- Usinage CNC pour des dimensions serrées et des caractéristiques de précision
- revêtements optionnels ou peinture pour la protection anticorrosion
Bien fait acier ductile machines propres, ce qui aide à maintenir le coût total des pièces compétitif par rapport à l'acier fabriqué. Pour les projets comparant le fer et l'acier, je conseille souvent aux acheteurs des ressources comme celle-ci guide de comparaison entre fonte et acier qui décompose les performances et les coûts plus en détail : guide de comparaison entre fonte et acier.
Contrôle moderne du processus pour réduire les défauts
Je m'appuie fortement sur le contrôle du processus pour maintenir la variabilité basse :
- Vérifications en temps réel de la chimie du four
- Procédures strictes de nodulisation et d'inoculation
- Systèmes de sable contrôlés et dureté du moule
- Testage routinier de traction et de dureté
Voici comment je livre des fonte ductile à haute résistance et à résistance aux chocs qui répondent aux attentes des équipementiers initiaux (OEM) en matière de qualité, cohérence et traçabilité.
Fonte ductile vs Fonte grise
Microstructure: Graphite nodulaire vs graphite flake
La plus grande différence se trouve à l'intérieur du métal :
- Fonte ductile (acier nodulaire / graphite sphéroïdal) possède nodos de graphite—petites particules arrondies qui “ gèlent ” les fissures.
- Fonte grise a copeaux de graphite—particules tranchantes et plates qui facilitent l’usinage mais qui rendent les fissures plus probables.
Ces formes de graphite expliquent pourquoi les deux fontes se comportent si différemment en conditions réelles.
Résistance, ductilité et ténacité
- Fonderie en fonte ductile:
- Beaucoup de résistance à la traction et à la limite élastique plus élevées
- Réaliste élasticité (il se déforme avant de se rompre)
- Meilleure résistance, surtout par temps froid
- Fonte grise:
- Résistance inférieure, pratiquement aucune élasticité
- Peut être fragile sous choc ou flexion
Si vous avez besoin d'une coulée structurelle et porteuse, fer ductile moulé gagne.
Résistance à l'Impact et Fatigue
- Fonte ductile:
- Poignées charges d'impact, chargements cycliques et vibration bien mieux
- Idéal pour pièces de suspension, arbres moteurs, engrenages, pièces hydrauliques
- Fonte grise:
- plus faible à l'impact
- résistance à la fatigue inférieure, mieux adaptée à des boîtiers statiques ou faiblement chargés
Pour les pièces critiques pour la sécurité ou en rotation, nous orientons les clients vers acier ductile résistant à la fatigue.
Absorption des vibrations et machinabilité
- Fonte grise:
- Excellente amortissement des vibrations (bases de machine, corps d'outils, carters de pompe)
- Très facile à usiner grâce aux flocons de graphite agissant comme lubrifiant
- Fonte ductile:
- Bien, mais moins d'amortissement que la fonte grise
- La machinabilité est toujours bonne—surtout acier nodulaire ferritique—mais l’usure des outils est plus élevée
Si votre pièce est une coulée structurelle qui nécessite encore de la précision, nous équilibrons la fusabilité et la machinabilité à l’avance lors du choix de la nuance ductile. Pour un aperçu des autres alliages de coulée et des compromis, voir notre guide des alliages de moulage avec types, propriétés et applications.
Coût et Production
- Fonte grise:
- Légèrement moins cher à la livre
- Fusion plus simple et aucun traitement au magnésium
- Idéal pour pièces à haut volume et à faible stress
- Fonte ductile:
- coût de fusion/traitement plus élevé, mais peut remplacer les assemblages soudés en acier et réduire l’usinage, le soudage et l’assemblage
- Souvent coût total par pièce fonctionnelle plus bas lorsque la résistance est nécessaire
Sur le marché américain, nous utilisons souvent de la fonte ductile pour réduire le nombre de pièces, le poids et le temps de soudage par rapport à l'acier fabriqué.
Quand choisir la fonte ductile gravée
Opter pour fonte en fer ductile lorsque vous avez besoin de :
- Élevé résistance‑poids et durabilité
- Impact, fatigue ou flexion charges
- Pièces automobiles, hors route ou industrielles critiques pour la sécurité
- Une pièce moulée en une seule pièce pour remplacer un assemblage en acier forgé ou weldé
Quand la fonte grise est meilleure
Restez avec la fonte grise lorsque :
- La pièce voit principalement charges statiques et faible contrainte
- Vous avez besoin amortissement maximal des vibrations (machines de lit, cadres de compresseur)
- Coût matériel le plus bas et usinage rapide et facile sont les principales priorités
Si vous n'êtes pas sûr, nous protons généralement les deux ductile vs fonte blanche dans les zones critiques, puis verrouillez le matériau qui atteint vos cibles de résistance, d'usinabilité et de coût.
Composition et microstructure de la fonte ductile

Chimie typique des fonderies en acier ductile
Lorsque je conçois ou que je me procure des pièces en acier ductile, je vise généralement cette chimie de base (en poids) :
- Carbone (C) : ~3,3–3,9% – construit la structure de graphite et la coulabilité
- Silicium (Si) : ~2,2–3,0% – favorise la formation de graphite et renforce la matrice
- Manganèse (Mn) : ≤0,3–0,5% – aide la résistance mais doit être contrôlé pour éviter la fragilité
- Magnésium (Mg) : ~0,03–0,06% (résiduel) – la clé du graphite nodulaire
- Phosphore (P) & Soufre (S) : maintenus très bas – les deux sont étroitement contrôlés car ils nuisent à la ductilité
- Petites additions de Cu, Ni, Mo, Cr au besoin pour l’usure, la résistance ou la résistance à la chaleur
Cette chimie contrôlée est ce qui nous permet de produire de manière cohérente de l’acier nodulaire ductile à haute résistance et résistant aux chocs à l’échelle dans une fonderie de production.
Rôle du magnésium dans le graphite nodulaire
Le fer ductile ne devient “ ductile ” qu’après le traitement au magnésium (parfois avec du cérium):
- Mg modifie la façon dont le carbone sort de la fusion, de sorte que le graphite se forme sous forme de nœuds arrondis, et non de flocons aiguës.
- Ceux qui nodos de graphite soulèvent les contraintes et empêchent les fissures de se propager, ce qui explique pourquoi le fer ductile a une vraie elongation et une ténacité.
- Sans contrôle étroit du Mg (à la fois l'ajout et l'amincissement), vous obtenez du graphite mixte ou en flocons, et le fer perd sa ductilité et sa consistance.
Cette étape de nodularisation est l'une des parties les plus strictement contrôlées de tout processus sérieux de coulée en fonte ductile.
Graphite nodulaire vs graphite floculaire sous charge
La manière dont le graphite se situe dans le fer fait une différence énorme :
- Graphite nodulaire (sphéroïdal) dans la fonte ductile :
- Agit comme de petites inclusions arrondies
- Minimise la concentration de contraintes
- Permet au métal de s’étirer, se plier et absorber les chocs avant la rupture
- Graphite flake dans l’acier gris :
- D’épaisses et longues flocons durs comme de minuscules fissures
- Concentration élevée de contraintes aux pointes
- Bonne attenuation et machinabilité, mais bien menor résistance à la traction et ductilité
C’est pourquoi ductile vs fonte blanche il y a souvent un compromis entre la ténacité et l’amortissement des vibrations.
Ferritiques, perlitiques et matrices mixtes
Autour de ces nodules de graphite, nous contrôlons la base “ matrice ” pour ajuster les propriétés de l’acier ductile :
- Acier ductile ferritique
- Doux, très ductile, bonne ténacité à l’impact
- Plus faible résistance et dureté
- Idéal lorsque l'impact, les performances à basse température ou la machinabilité comptent
- acier ductile perlitique
- Plus haute résistance et dureté
- Meilleure résistance à l'usure et à la fatigue
- Moins d'allongement et légèrement plus difficile à usiner
- acier ductile ferritique–Pearlitique (mixte)
- Équilibrage de la résistance, de la ductilité et de la machinabilité
- Très courant pour les usinages généraux industriels et automobiles
Avec le bon choix d’alliage et traitement thermique, je peux régler exactement le mélange qui convient à la charge réelle de votre pièce.
Comment la composition et le taux de refroidissement modifient les propriétés
Deux leviers principaux façonnent les propriétés de l’artérian ductile :
- Composition
- Plus de Si, Ni, Cu ou Mo peut augmenter la résistance, l’endurcissement et la résistance à l’usure
- Un contrôle strict du C, Mn, P et S conserve la ductilité et la constance
- Taux de refroidissement / taille de la section
- Les sections fines se refroidissent vite → matrice plus fine et plus résistante, dureté plus élevée
- Les sections épaisses se refroidissent lentement → risque de graphite grossier, de carbures, ou de résistance inférieure à celle attendue si elles ne sont pas correctement inoculées et alimentées
De bonnes fonderies conçoivent le moule, la porte d’écoulement et la chimie ensemble afin que vous n’obteniez pas de points faibles dans les sections lourdes ou des parois fines sur-gomme. Lorsque nous traitons des formes plus difficiles ou des spécifications exigeantes, nous les associons souvent à nos options d’alliages de moulage pour obtenir le bon équilibre.
Inspection de microstructure pour la fonte ductile
Pour maintenir les propriétés de la fonte ductile conformes, nous ne faisons pas confiance uniquement à la chimie; nous vérifions la microstructure:
- Échantillons polis et réticulés sous un microscope
- Comptage de nodule et nodularité (%) – combien de nodules par mm² et à quel point ils sont ronds
- Distribution et taille du graphite – même des nodules réguliers donnent les performances les plus fiables
- Revue Matrix – ratio ferrite/perlite, carbures et tout défaut
Ces contrôles, avec les essais de dureté et de traction, constituent les étapes de qualité standard dans une profession fonderie de fonte ductile, en particulier pour les composants critiques de sécurité ou soumis à pression.
Propriétés mécaniques de la fonte ductile
Résistance à la traction et à la limite d'élasticité
Lorsque je choisis une coulée en fonte ductile pour un projet, je vise généralement la résistance en premier. Les grades typiques tels quels après coulée atteignent :
- Résistance à la traction: à propos 60–100 ksi (415–690 MPa)
- Résistance à la traction: à propos 40–80 ksi (275–550 MPa), selon le grade
Par exemple, un grade courant comme 60-40-18 signifie :
- 60 ksi tensile
- 40 ksi yield
- 19 18% allongement (bonne ductilité)
Cela place le fer d’acier ductile moulé dans la plage où de nombreuses ateliers en France pourraient autrement privilégier la barre d’acier ou les soudures.
Allongement et ductilité
La coulée en fer ductile est conçue pour se plier avant de se briser:
- Acier ductile ferritique: grande élasticité (jusqu’à 18–20%), très tolérant en surcharge
- Fonte ductile ferritique ou ferritique-pearlitique: allongement plus faible, résistance et dureté plus élevées
En termes simples : les grades ferritiques sont “sécurisés et flexibles”, les grades perlitiques sont “forts et plus durs.”
Performance en Fatigue et à l’Impact
Pour les pièces tournantes ou soumises à des charges cycliques (Cames, engrenages, boîtiers de pompe), la résistance à la fatigue c’est là que la fonte nodulaire brille :
- Graphite nodules croissance des fissures arrondie au lieu de laisser les fissures se propager comme dans le fer gris
- Vous obtenez une fiabilité résistance à l'impact à température ambiante et à basses températures, ce qui est essentiel pour les équipements tout-terrain, les camions et le matériel de construction
Pour des performances de fatigue encore plus élevées, les concepteurs comparent parfois la fonte ductile à des alliages comme Nous moulons une large gamme d'alliages, y compris l'acier inoxydable, le magnésium, le zinc, et dans les pièces sensibles au poids, en équilibrant la masse et la durabilité de la même manière que nous examinons aciers d’alliage de grade 4140.
Résistance à l’usure et dureté
Vous pouvez régler le secteur en fonte ductile pour l’usure :
- grades ferritiques: dureté plus faible, usinage plus facile, résistance à l’usure modérée
- Grades pearlitique / alliés: dureté plus élevée, meilleure résistance à l’usure pour les engrenages, bagues et boîtiers lourds
- Plage de dureté typique : 150–300 HB, selon le grade et le traitement thermique
Le truc, c'est l'équilibre la machinabilité vs. la durée d'usure en fonction de la façon dont la pièce est utilisée.
Effets d'épaisseur de section
Sur les vraies coulées, l'épaisseur des parois change tout :
- Sections épaisses se refroidissent lentement → matrice plus douce, résistance moindre, plus de ferrite
- Sections fines refroidir plus rapidement → plus de résistance, plus de perlite, dureté plus élevée
Les bonnes fonderies feront :
- Ajuster la chimie pour différentes tailles de section
- Tester les propriétés mécaniques sur des barres d’essai qui correspondent réellement aux sections de votre pièce
Ferritique vs. Pérlitique - compromis
Lorsque je dois choisir entre laiton ductile ferritique et pérlitique, je reste simple :
- Acier ductile ferritique
- Basse résistance, plus grande elongation
- Idéal pour l’impact, les conditions d’exploitation difficiles et une usinabilité maximale
- acier ductile perlitique
- Plus haute résistance et dureté
- Meilleur comportement à l’usure et résistance à la fatigue, mais moins ductile
La plupart des OEM français se retrouvent avec un mélange ferritique–pearlitique pour atteindre un juste milieu : suffisamment robuste, assez résistant et encore usinable sans dégrader la durée de vie des outils.
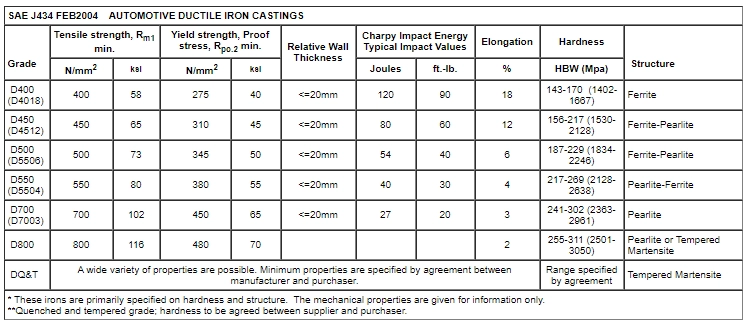
Grades et normes des pièces en fonte ductile
Quand nous parlons de coulée en fonte ductile en France, la plupart des acheteurs et des ingénieurs travaillent sur ASTM A536 et ISO 1083. Si vous connaissez ces normes, vous pouvez comparer rapidement les fournisseurs et éviter les surprises en matière de performance.
Grades en fonte ductile ASTM A536 (60-40-18, 65-45-12, 80-55-06)
Les grades ASTM A536 sont nommés par Résistance à la traction – Résistance à la limite élastique – Allongement (toutes valeurs minimales):
- 60-40-18
- traction de 60 ksi
- limite élastique de 40 ksi
- 19 18% allongement
- Très ductile, excellente résistance à l'impact, idéal pour les pièces de sécurité critiques et soumises à des chocs.
- 65-45-12
- 65 ksi tensile
- 45 ksi yield
- 12% elongation
- Grade équilibré ; bonne résistance avec une ductilité solide. Un choix incontournable pour de nombreuses pièces en fonte ductile OEM.
- 80-55-06
- 80 ksi tensile
- 72,4 MPa de traction à 0,2 % d'élasticité
- elongation 6%
- Haute résistance, faible ductilité. Bon pour l’usure, la charge et les conceptions compactes à haute résistance.
En général :
- Des numéros plus élevés = une résistance plus élevée
- Une faible allongement = moins d'élasticité, plus de risque de comportement fragile si mal appliqué
Jauge ISO 1083 de maille graphite sphéroïdal
Si vous vous approvisionnez mondialement, vous verrez ISO 1083 des désignations au lieu d'ASTM. ISO définit également les grades par la résistance et l'allongement, mais le code paraît différent (par ex., EN-GJS-400-15, EN-GJS-500-7, etc.).
Idée générale :
- EN-GJS-400-15 ≈ ASTM 60-40-18 (plus ductile, matrice ferritique)
- EN-GJS-500-7 ≈ ASTM 65-45-12
- EN-GJS-600-3 ≈ ASTM 80-55-06
Lors de la comparaison :
- Correspondance résistance à la traction (MPa vs ksi)
- Correspondance allongement (%)
- Confirme fourchette de dureté si l’usure ou l’usinage est critique
Comment lire et comparer les spécifications du fer ductile
Lorsque vous regardez un certificat de matériau ou un dessin, concentrez-vous sur :
- Norme: ASTM A536 ou ISO 1083 indiqué ?
- Classe: par exemple, 65-45-12 ou EN-GJS-500-7
- Structure matricielle: ferritique, pearlitique, ou mixte (impacte la ductilité, la machinabilité et l'usure)
- Emplacement du test mécanique: barre d’essai coulée séparément vs échantillon coulé peut changer les chiffres
- Exigences supplémentaires:
- Plage de dureté
- Comptage de nodule et nodularité (%)
- Valeurs d'impact (Charpy) pour un service à basse température
Si vous associez des pièces moulées ductiles avec acier allié composants (comme brides ou boîtiers), alignez les propriétés mécaniques et les attentes de traitement thermique sur les deux, de façon similaire à la manière dont nous faisons correspondre les pièces en fonte ductile à nos propres pièces produits en acier allié.
Choisir la bonne nuance de fonte ductile
Conduite habituelle envers les clients américains:
- Pour une ductilité et un impact maximum
- Sélectionnez 60-40-18 (ou ISO 400-15)
- Idéal pour les charges d'impact, les désalignements et le matériel critique en termes de sécurité.
- Pour une résistance et une machinabilité équilibrées
- Sélectionnez 65-45-12 (ou ISO 500-7)
- Meilleur choix par défaut pour la plupart des pièces en fonte ductile industrielles.
- Pour haute résistance et usure
- Sélectionnez 80-55-06 (ou ISO 600-3)
- Idéal lorsque vous souhaitez réduire les sections ou remplacer l’acier soudé plus lourd.
Toujours faire correspondre la norme à :
- Niveau de charge (statique vs dynamique)
- Durée de vie requise (fatigue)
- Température de fonctionnement et environnement
- Besoins d’usinage et de finition de surface
Comment le traitement thermique modifie les performances de grade
Le traitement thermique peut déplacer une coulée d'une plage de performances à une autre sans changer la chimie de base :
- Recuit
- Atténue la coulée
- Améliore la ductilité et la machinabilité
- Conduit la structure vers le ferritique (plus proche du comportement 60-40-18)
- Normalisation
- Affine la structure des grains
- Augmente la résistance et la dureté
- Pratique lorsque vous souhaitez des performances similaires à 65-45-12 ou 80-55-06 avec un contrôle plus serré des propriétés
- Trempe et revenu / Austémorisation (ADI)
- Convient pour obtenir une très haute résistance et une grande résistance à l’usure
- Utilisé lorsque la fonte ductile est en concurrence directe avec l’acier forgé ou thermiquement traité
La clé est de verrouiller :
- Le la norme et la catégorie ciblées
- Que ce soit tel que coulé or thermité
- Le valeurs d’essai vous attendez sur vos certificats
Si vous n’êtes pas sûr de la qualité de fonte ductile ou du traitement thermique qui convient à votre pièce, je recommande toujours de commencer par votre cas d’utilisation réel (charge, environnement, volume annuel) et revenir ensuite à la spécification la plus rentable et fiable.
Avantages des pièces en fonte ductile
Les pièces en fonte ductile trouvent un juste milieu entre performance et coût, c’est pourquoi de nombreux OEMs et ateliers d’usinage basés aux États-Unis s’y appuient pour des pièces réelles à haute charge.
Rapport résistance/poids élevé par rapport à la fonte grise et à l’acier
La fonte ductile moulée délivre une résistance à la traction et à la limite élastique élevées avec une section plus légère que la fonte grise, et remplace souvent les ouvrages soudés en acier sans ajouter de poids. Vous obtenez un dur, rigide, fonte à haute résistance pièce sans recourir à des matériaux plus coûteux.
Vrais économies par rapport à l’acier forgé ou soudé
Lorsque nous remplaçons des fabrications à plusieurs pièces ou des forgages par une pièce unique Moulage en fonte ductile, les clients constatent généralement :
- Coût des matériaux et du traitement inférieur
- Moins de soudure, de main-d’œuvre et d’inspection
- Production répétée plus rapide et contrôle des stocks facilité
Pour les fixations et pièces associées, associer la fonte ductile gravitaire avec des boulons en acier à faible teneur en carbone et des prestations d’usinage peut maintenir l’ensemble du coût économique.
Excellente capacité de coulée pour des formes complexes
La fonte ductile s’écoule bien et remplit les parois fines et les noyaux complexes, donc nous pouvons couler :
- Passages internes
- Éléments de montage
- Poches de réduction de poids
Vous obtenez pièces en fonte ductile de précision qui seraient coûteuses ou impossibles à usiner à partir de barre ou de plaque.
Bonne usinabilité et stabilité dimensionnelle
Comparé à de nombreuses aciers, usinabilité de la fonte ductile est très bonne. Les pièces conservent leurs dimensions pendant l’usinage et en service, ce qui importe pour :
- Boîtiers à tolérance serrée
- Composants de pompes et de vannes
- Faces et supports de précision
Impact et absorption des chocs
La fonte ductile est acier résistant aux chocs. Les nodules de graphite aident à absorber les chocs et les vibrations mieux que de nombreux aciers et fontes grises, ce qui en fait l'idéal pour :
- Moulages pour machines lourdes
- Pièces de suspension et de transmission automobile
- Composants de construction et agricoles
Résistance à la corrosion et options de surface
La fonte ductile en coulée offre une base solide résistance à la corrosion pour de nombreux environnements, et nous pouvons aller encore plus loin avec :
- Peintures et thermodurcissements
- Placage et revêtements spéciaux
- Durcissement de surface dans les zones d’usure
Biodégradable et économe en énergie
la coulée d’acier forgé est hautement recyclable et fonctionne bien avec les ferrailles recyclées, ce qui aide à réduire à la fois le coût et l’empreinte environnementale. La fusion et la coulée de l’acier forgé sont généralement plus énergétiquement efficaces plutôt que de fabriquer de nombreuses pièces en acier équivalentes, en particulier des formes grandes et complexes.
Applications courantes du fer ductile moulé

Pièces moulées en fonte ductile pour l'automobile
Je compte sur fer ductile moulé pour les pièces automobiles qui subissent une charge et des chocs constants, comme :
- Culasses et porte-différentiels – haute résistance et résistance à la fatigue à un coût inférieur à celui des forgées en acier.
- Engrenages, supports, rotules et composants de direction – des fontes ductiles précises et répétables qui se fraisent proprement et conservent des tolérances serrées.
Pour les clients qui ont besoin d’ensembles finis, nous combinons souvent des pièces en fonte ductile avec une usinage CNC de précision similaire à notre travail sur d’autres métaux pour pièces industrielles personnalisées, comme indiqué dans notre des services d'usinage CNC de précision.
tubes, raccords et vannes en fonte ductile
Pour les systèmes d’eau, d’eaux usées et de protection contre l’incendie en France, tubes et raccords en fonte ductile sont incontournables car ils offrent :
- Haute capacité de pression interne
- Excellent résistant à l'impact lors de la manutention et de l'installation
- Longue durée de vie en underground avec revêtements et linings
Soupapes, brides et corps d'hydrants fabriqués à partir de fonte à grafite sphéroïdal supporte mieux les cycles de pression et la corrosion que le fer gris dans de nombreuses configurations municipales.
Bouches d'égout et fontes municipales
Les villes comptent sur fonte d'irons nodulaires pour :
- Bouches d'égout, cadres, grilles et entrées de trottoir
- Accès utilitaire, bouchons et composants d’évacuation
Le fer ductile assure des performances grande résistance aux chocs et résiste à la fissuration sous les charges de trafic, tout en restant rentable et facile à couler dans des matrices standard et personnalisées.
Fabrication d’équipements et de machines lourdes
In fabrication d'équipements, j’aime carters en fonte ductile lorsque nous avons besoin à la fois de rigidité et de robustesse:
- Boîtes de transmission, carters de transmission et capots de roulements
- Poulies, galets, contrepoids et corps de composants hydrauliques
Ceux-ci Moulages pour machines lourdes offrent une structure solide et stable avec un bon amortissement des vibrations, ce qui les rend idéales pour les OEM dans les marchés industriels, miniers et de manutention de matériaux, similaires aux secteurs que nous soutenons dans notre solutions de fabrication d'équipements.
Équipements agricoles et de construction
Pour l'agriculture et la construction, Alliages nodulaires en fonte SG équilibre résistance à l'abus avec le coût :
- Coussins, composants d'essieu, supports et pièces de suspension
- Boîniers pour transmissions, pompes et systèmes hydrauliques
Ils supportent chocs, saleté et exposition extérieure mieux que bon nombre de fabrications soudées, avec moins de risques de défaillance sur le terrain.
Énergie et production d'électricité
Dans le secteur de l'énergie, fer à graphite sphéroïdal est standard pour :
- Boîts de pompes, corps de compresseurs et composants de vannes dans les installations pétrolières, gazières et de traitement
- Paliers d’éolienne, enceintes de lacet et de tangage, et composants de frein nécessitant une haute résistance à la fatigue
Ici, rapport résistance-poids élevé et performance à la fatigue des pièces en fonte ductile moulées qui prolongent la durée de vie sous charges tournantes et cycliques.
Pièces moulées en fonte ductile conçues sur mesure pour les OEM
Pour les OEM en France, je me concentre sur solutions personnalisées de moulage en fonte ductile qui :
- Remplacer les assemblages multipièces par une seule pièce moulée optimisée
- Réduire l’usinage, le poids et les étapes d’assemblage
- Répondre à des spécifications mécaniques et dimensionnelles strictes les normes ASTM or ISO spécifications mécaniques et dimensionnelles
Que vous ayez besoin d’un prototype unique ou d’une production complète, la fonte ductile nous permet d’ajuster la qualité, la microstructure et le traitement thermique pour correspondre exactement à vos performances et objectifs de coût.
Contrôle du procédé et qualité de la coulée en fonte ductile
Si vous voulez des pièces en fonte ductile homogènes et performantes, le contrôle du processus n’est pas optionnel—c’est tout. Voici comment nous verrouillons la qualité depuis la fusion jusqu’à l’inspection finale.
Chimie de fusion et contrôle du magnésium
Nous commençons par ajuster la chimie de base de chaque lot :
- Contrôle strict de C, Si, Mn, S et P avec des contrôles en ligne par spectromètre
- Précis le traitement au magnésium (noduleisation) pour former des nodules de graphite stables
- Surveillance en temps réel de l’amincissement du Mg donc la fonte ductile reste dans les tolérances du premier au dernier moule
Nous traitons chaque ladle comme s'il était critique, car pour nos clients, c'est généralement le cas.
inoculation et qualité de moulage
Pour maintenir une coulée de fonte ductile saine et fiable, nous nous concentrons fortement sur la solidification :
- Contrôlé pratique d'inoculation pour réduire le shrinkage, les carbures et le refroidissement
- Système de sable optimisé : humidité du sable, résistance, perméabilité et compacité contrôlé constamment
- Conditions de moulage stables afin que l’épaisseur de paroi, les congés et les noyaux correspondent au modèle 3D et restent reproductibles
Un processus solide côté moulage signifie moins de surprises et moins de retouches.
Tests mécaniques et de microstructure
Nous testons chaque lot pour que vous n’ayez pas à deviner :
- Tests de traction et tests de dureté sur chaque lot pour confirmer le grade (par ex. ASTM A536 60‑40‑18, 65‑45‑12, 80‑55‑06)
- Évaluation de la microstructure sous le microscope :
- Comptage des nodules et forme du nodule (nodularité %)
- Structure de la matrice : ferritique, perliténique ou mixte
- Vérifier les carbures, la porosité et autres défauts
Pour plus de détails sur la manière dont nous effectuons et documentons ces contrôles, voir notre pratiques d'essais de coulée et de contrôle qualité.
Essais Non Destructifs et Conformité aux normes
Pour les pièces en fonte SG critiques, en particulier sur les marchés automobile, énergie et infrastructures en France, nous passons à l’NDT avancé :
- UT (Contrôle ultrasonique) pour l’intégrité interne
- RT (Contrôle radiographique) pour les retraits et gaz cachés
- MT (Contrôle par particules magnétiques) pour les fissures en surface et sous-surface
- PT (Contrôle par pénétrant) sur des surfaces usinées ou non magnétiques
Toutes les pièces en fonte ductile sont produites pour répondre ou dépasser ASTM A536, ISO 1083, et vos propres exigences de dessin et de spécification, avec des certificats de matériau complets et traçabilité. Notre processus est bâti sur une fabrication stable et répétable, comme indiqué dans notre cadre plus large processus de fabrication et de contrôle.
Conseils de conception pour les pièces en fonte ductile
Règles de conception de base pour la géométrie en fonte ductile
Lorsque je conçois une pièce en fonte ductile, je rends la géométrie aussi “ adaptée à la coulée ” que possible :
- Évitez les arêtes intérieures aiguës – utilisez des arrondis généreux (généralement 1/8–1/4 po au minimum).
- Maintenez les sections uniformes aussi souvent que possible ; de grandes variations d’épaisseur provoquent contraintes et porosité.
- Utiliser des nervures et des longerons au lieu de blocs massifs de métal pour atteindre les cibles de résistance et de rigidité.
Cette approche nous permet de maintenir des tolérances strictes sans retouches coûteuses, très similaire à ce que nous visons sur nos pièces métalliques de précision comme nos services d'usinage d'alliages d'aluminium.
Épaisseur de paroi et transitions de section
Le fer ductile aime les changements lisses et contrôlés d’épaisseur :
- Épaisseur minimale: souvent 0,25–0,35 po pour le fer ductile standard moulé au sable (vérifiez auprès de votre fonderie pour la taille de votre pièce).
- Règles de transition: étapes de changement de pas plus de 2:1 Épaisseur, mélangée avec des chanfreins ou des rayons.
- Mettre sections plus lourdes près des alimentateurs/risers, pas sur des bras fins.
Considérations de riser, de garnissage et d'alimentation
Vous n'avez pas besoin de concevoir l'ensemble du système de gate, mais vous devez concevoir en pensant à l'alimentation :
- Lieu les sections les plus lourdes où les tasseaux peuvent s’asseoir sans bloquer les zones usinées critiques.
- Laisser des pads plats ou des bossages pour les risers et les séparateurs qui seront retirés plus tard.
- Éviter les poches lourdes aveugles difficiles à alimenter; utiliser des trous noyés ou les alléger avec des nervures.
Conception pour la machinabilité et la stabilité
Pour réduire les coûts d’usinage sur les pieces en fonte ductile :
- Ajouter zones d’usinage et bossages là où les trous, les faces et les alésages seront terminés.
- Évitez les bras longs et minces qui peuvent vibrer ou se déformer pendant l’usinage.
- Utiliser agencements symétriques lorsque cela est possible afin que la coulée refroidisse uniformément et reste stable dimensionnellement.
jalons pour le retrait, l'usinage et les tolérances
L'acier ductile coulé rétrécira au fur et à mesure qu'il se solidifie et se refroidit :
- Typique retrait du motif: à propos 0,010–0,012 po/pouce (à confirmer avec votre fonderie).
- Ajouter marge d'usinage sur les faces et alésages critiques (souvent 0,06–0,12 po selon la taille).
- Ensemble tolérances réalistes: des tolérances plus strictes s’appliquent sur les surfaces usinées, et non sur les surfaces moulées brutes.
Conversion de pièces soudées en acier en pièces moulées en fonte ductile
Lorsque je convertis un montage soudé en acier en une pièce moulée en fonte ductile, je me concentre sur :
- Remplacer plusieurs assemblages par une pièce moulée intégrée qui ajoute des nervures et des congés pour la rigidité.
- Ajuster l'épaisseur des parois pour correspondre résistance-poids de l'acier nodulaire au lieu de copier simplement les tailles des plaques.
- Construction en caractéristiques cast-in (bossages, platines de montage, poches) pour réduire les opérations secondaires et le temps d'assemblage.
Bien exécutée, une pièce en fonte ductile sera plus légère, moins chère par pièce en volume et plus homogène que la structure soudée d'origine.
Comment choisir un fournisseur de fonte ductile
Choisir le bon fournisseur de pièces en fonte ductile peut faire ou défaire votre projet. Voici comment je le vois.
Ce qu’il faut rechercher dans une fonderie de fonte ductile
Non négociables :
- Concentration sur la fonte ductile : Expérience avérée avec la fonte ductile moulée, pas seulement la fonte grise.
- Contrôle des procédés : Contrôle documentaire de la fusion, nodulisation et inoculation.
- Système qualité : Discipline de processus au style ISO, expérience PPAP/APQP pour le travail automobile ou OEM.
- Gamme de matériaux : Capacité à couler plusieurs nuances (ASTM A536 60-40-18, 65-45-12, 80-55-06, etc.).
Expérience avec des pièces en fonte ductile complexes
Recherchez :
- Expérience par parois fines et sections lourdes sur la même pièce
- Historique avec critique en fatigue pièces (-engrenages, boîtiers, supports, corps de pompe)
- Études de cas ou photos de programmes de moulage en fonte complexe et nodulaire Alliages nodulaires en fonte SG et programmes de fabrication en fonte nodulaire
- Capacité à prendre en charge d'autres alliages lorsque nécessaire, par exemple via des partenaires qui gèrent la précision des composants en alliage de cuivre
Certification des matériaux, essais et traçabilité
Vous souhaitez une traçabilité complète de la fusion à l’expédition :
- Certificats : Certificats de fonderie pour chaque coulée montrant la chimie et les propriétés mécaniques
- Tests : Contrôles routiniers de traction, de dureté et de microstructure
- Traçabilité : Numéros de chaleur associés à chaque pièce en fonte ductile
- Options NDT : UT/RT/MT/PT pour les pièces critiques en fonte nodulaire sphéroïdale
Support d’ingénierie et optimisation du design
Un bon fournisseur ne fait pas que verser le fer — il vous aide à concevoir plus intelligemment :
- retours DFM sur l’épaisseur des parois, les congés et les transitions
- Recommandations de gabarits/chasses pour éviter la rétractation et la porosité
- Suggestions lors de la conversion d’un acier soudé ou d’une barre usinée en fonte ductile
- Soutenir le choix entre fonte ductile ferritique ou pearlitique pour votre cycle d’utilisation
Capacité, Délais et Transparence des coûts
Pousser vers des chiffres concrets, pas des suppositions.
| Sujet | Ce que vous voulez entendre |
|---|---|
| Capacité | Tonnes mensuelles claires et comptes de moules |
| Délai de livraison | Modèles standard vs nouveau calage des outillages |
| Tarification | Outillage + prix unitaire, et ce qui fait varier les coûts |
| Flexibilité | Capacité à augmenter ou diminuer sans chaos |
Questions clés à poser avant de commander
Utilisez cette liste rapide lorsque vous parlez à une fonderie d'acier à bille en fonte ductile :
- Laquelle ASTM A536 or ISO 1083 grades déversées régulièrement ?
- Comment contrôlez-vous le traitement au magnésium et nodules de graphite dans la fonte
- Quels essais mécaniques sont effectués par lot, et à quelle fréquence ?
- Pouvez-vous partager des certificats d'échantillons et des rapports de microstructure issus de projets récents de fonte ductile
- Quel est votre taux typique de rebut/retravail sur des pièces en fonte nodulaire ?
- Comment gérez-vous les modifications de conception, PPAP et les problèmes de qualité en cours ?
- Quel est le délai réaliste pour les prototypes et pour une production stable ?
Si un fournisseur est fort sur le contrôle de procédé, les essais et le support technique, vous obtiendrez des fonte d'acier ductile plus fiables et moins de surprises sur le terrain.
Ping : Fabricant de moulage agricole pour pièces OEM de tracteurs et de moissonneuses-batteuses - vast-cast.com