
Découvrez le guide complet 2026 sur la conception du processus d'injection, les matériaux, les applications et les coûts pour les ingénieurs et les fabricants.
Qu'est-ce que le moulage par insertion ? Processus, avantages et applications concrètes en 2026
Le moulage par insertion est un procédé de fabrication polyvalent où des inserts préformés—généralement en métal ou des composants comme des bagues filetées, des aimants ou des terminaux—sont placés dans un moule, et le plastique est injecté autour d'eux. Cela crée une pièce unique et unifiée combinant différents matériaux avec des liaisons mécaniques et chimiques solides.
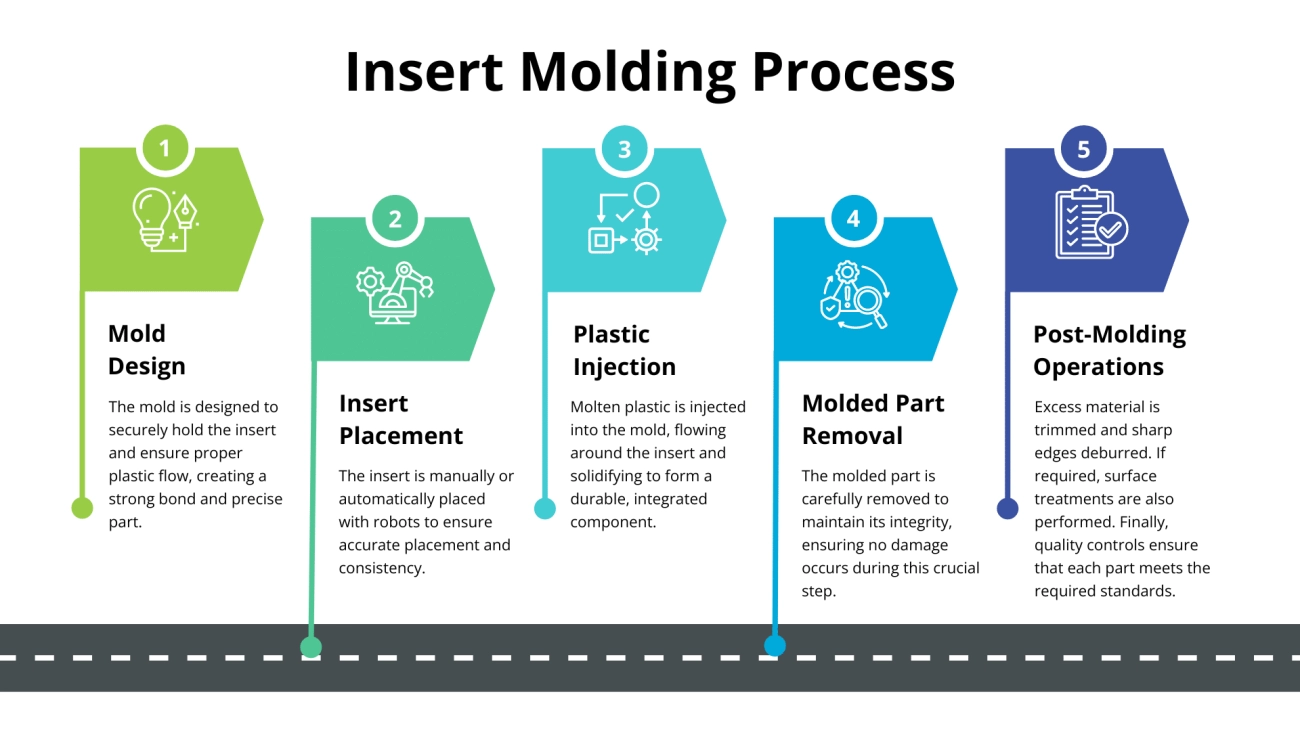
Processus de moulage par insertion simplifié :
| Étape | Description |
|---|---|
| Préparation de l'insertion | Nettoyage et positionnement des inserts en métal ou en plastique avant le moulage |
| Placement de l'insertion | Chargement manuel ou automatisé des inserts dans les cavités du moule |
| Moulage par injection | Injection de plastique fondu sous pression, encapsulant les inserts |
| Refroidissement et éjection | La pièce refroidit, se solidifie et est éjectée du moule |
| Opérations secondaires | Découpe, test ou assemblage si nécessaire |
Pourquoi choisir le moulage par insertion en 2026 ?
- Liaison plus solide : Produit des connexions plus durables que les inserts à pression ou ultrasoniques.
- Réduction du temps d'assemblage : Combine plusieurs étapes en une seule, réduisant les coûts de main-d'œuvre.
- Flexibilité de conception : Permet de combiner métaux et plastiques dans des formes complexes.
- Miniaturisation : Permet des pièces compactes et légères avec une fonctionnalité intégrée.
- Fiabilité améliorée : Améliore la durée de vie du produit, notamment dans des environnements difficiles.
Applications concrètes
L'injection de inserts est largement utilisée dans divers secteurs :
- Dispositifs médicaux : Instruments chirurgicaux avec embouts métalliques intégrés.
- Automobile : Boîtiers de capteurs durables et connecteurs filetés.
- Électronique : Ports de charge pour téléphones et broches pour technologies portables.
- Aérospatial & Défense : Composants légers et résistants à haute résistance.
- Outils industriels : Outils électriques avec composants métalliques intégrés.
D'ici 2026, les avancées dans l'automatisation et les matériaux continueront de faire de l'injection de inserts un procédé essentiel pour créer des pièces sophistiquées, multifonctionnelles, offrant d'excellentes performances et une efficacité en termes de coûts.
Comment fonctionne réellement le procédé d'injection de inserts
L'injection de inserts combine métal ou autres inserts avec du plastique en une étape fluide. Voici une explication de tout le processus, du début à la fin :
Préparation et manipulation des inserts avant moulage
- Nettoyage : Les inserts sont nettoyés pour éliminer les huiles ou la poussière — essentiel pour une bonne adhérence.
- Inspection : Vérifier la présence de défauts ou de déformations garantit une qualité constante.
- Stockage : Les inserts doivent être stockés dans des conditions sèches pour éviter la corrosion.
Placement automatisé vs manuel des inserts
| Aspect | Placement automatisé des inserts | Placement manuel des inserts |
|---|---|---|
| Vitesse | Cycles plus rapides et cohérents | Cycles plus lents, plus laborieux |
| Précision | Très élevé, idéal pour la production de masse | Dépend de la compétence de l'opérateur |
| Coût | Configuration initiale plus élevée mais coûts faibles en continu | Coûts initiaux plus faibles, coûts en continu plus élevés |
| Idéal pour | Volumes importants, tolérances serrées | Prototypes, petites séries |
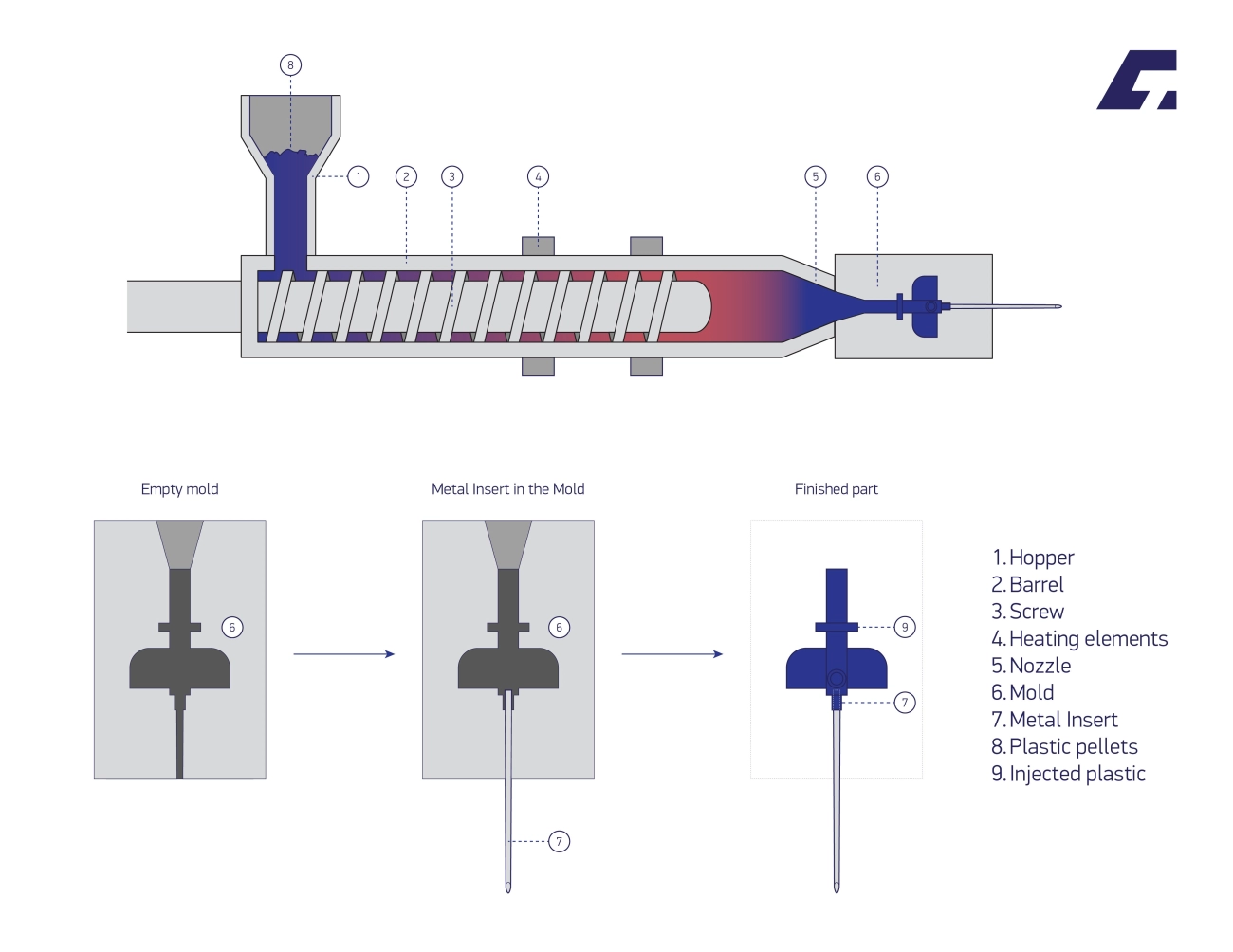
Phase d'injection et refroidissement
- Les inserts sont placés dans la cavité du moule (automatiquement ou à la main).
- Le plastique fondu est injecté autour et sur les inserts.
- Le refroidissement solidifie le plastique, garantissant que l'insert reste verrouillé en place.
Démoulage et opérations secondaires
- Les pièces terminées sont éjectées avec précaution pour éviter d'endommager les inserts.
- Les étapes secondaires peuvent inclure la découpe, l'inspection ou l'assemblage supplémentaire.
Machines d'injection d'inserts verticales vs horizontales
| Caractéristique | Machines verticales | Machines horizontales |
|---|---|---|
| Placement de l'insert | La gravité facilite, chargement manuel plus simple | Nécessite une manipulation robotisée ou manuelle |
| Espace au sol | Occupe moins d'espace | Empreinte plus grande |
| Utilisation idéale | Petits inserts, faibles à moyens volumes | Séries à haut volume, adaptées à l'automatisation |
| Coût | Généralement moins coûteux | Investissement initial plus élevé |
Comprendre ces étapes vous aide à optimiser le processus d'injection d'inserts pour une meilleure qualité, des cycles plus rapides et des coûts réduits adaptés aux besoins de production en France.
Moulage par insertion vs surmoulage vs moulage deux composants – Quand choisir lequel

Le choix entre le moulage par insertion, le surmoulage et le moulage deux composants dépend de vos besoins en produit, de votre budget et de la complexité du design. Voici un aperçu rapide pour vous aider à décider :
| Processus | Ce que c'est | Meilleur pour | Avantages | Inconvénients |
|---|---|---|---|---|
| Moulage par insertion | Plastique moulé autour d'une insertion solide (métal/plastique) | Pièces nécessitant une liaison mécanique forte, inserts filetés ou inserts qui ne bougent pas | Liaison forte, moins d'étapes d'assemblage, économique pour des volumes moyens | La préparation de l'insertion peut ajouter de la complexité |
| Surmoulage | Couche de plastique moulée sur une pièce en plastique existante | Amélioration de la prise en main, ajout de surfaces soft-touch, combinaison de matériaux rigides et souples | Ergonomie améliorée, pièces multi-matériaux | Généralement des outils plus complexes |
| Moulage deux composants | Deux plastiques injectés l'un après l'autre dans la même machine | Designs complexes avec deux plastiques ou couleurs différentes | Très précis, moins de post-traitement | Coût d'outillage plus élevé, cycle plus long |
Quand choisir le moulage par insertion :
- Vous souhaitez intégrer directement des pièces métalliques comme des inserts filetés, des bagues ou des aimants.
- Réduire les étapes d'assemblage est une priorité.
- Les pièces nécessitent une forte résistance mécanique entre l'insert et le plastique.
Quand le surmoulage vous convient :
- Votre pièce a besoin d'une couche secondaire douce ou caoutchouteuse.
- L'accent est mis sur la sensation tactile ou l'esthétique.
- Un processus légèrement plus complexe ne vous dérange pas.
Quand opter pour le moulage à deux composants :
- Votre conception nécessite deux types de plastique en une seule injection — comme combiner harmonieusement des plastiques durs et souples.
- Vous souhaitez un contrôle précis des couleurs ou une géométrie complexe de la pièce.
- Le volume est suffisamment élevé pour justifier un investissement dans l'outillage.
Comprendre ces différences vous aide à choisir le bon procédé adapté à vos objectifs produits et aux normes de fabrication en France.
Avantages clés du moulage par insertion (Pourquoi les ingénieurs de conception l'apprécient)
Le moulage par insertion offre des avantages clairs qui en font un procédé préféré parmi les ingénieurs de conception, notamment ici en France où la fiabilité et la rentabilité sont importantes.
- Une liaison mécanique plus solide : Comparé aux inserts à pression ou à ultrasons, le moulage par insertion crée une liaison beaucoup plus robuste entre les pièces métalliques et en plastique. Cela signifie moins de défaillances et un produit plus durable.
- Réduction des étapes d'assemblage et des coûts de main-d'œuvre : En moulant directement l'insert dans le plastique, vous éliminez plusieurs processus d'assemblage manuel. Cela accélère la production et réduit les coûts de main-d'œuvre.
- Miniaturisation et réduction du poids : L'insertion de moulage permet des conceptions compactes et légères sans compromettre la résistance. Cela est essentiel dans des secteurs comme l'électronique grand public et l'automobile où l'espace et le poids sont primordiaux.
- Fiabilité améliorée et durée de vie des pièces : Le lien sécurisé limite le mouvement entre les composants, réduisant l'usure. Vos produits restent fiables plus longtemps, ce qui est indispensable dans les dispositifs médicaux et les outils industriels.
- Liberté de combinaison des matériaux : Vous pouvez combiner divers métaux et plastiques adaptés à la performance, au coût ou à la durabilité. Cette flexibilité vous permet d'optimiser les pièces pour différentes applications ou environnements.
En résumé, l'insertion de moulage rationalise la fabrication tout en améliorant la qualité du produit — une situation gagnant-gagnant pour les entreprises françaises visant l'efficacité et l'excellence.
Applications courantes & exemples industriels
L'insertion de moulage est une technique polyvalente largement utilisée dans plusieurs industries ici en France et au-delà. Elle brille lorsque le collage fort et fiable de pièces métalliques et plastiques est essentiel.
Dispositifs Médicaux
- Cathéters avec embouts métalliques: L'insertion de moulage aide à créer des embouts durables et biocompatibles qui résistent à la stérilisation.
- Instruments chirurgicaux: Les inserts métalliques dans les poignées en plastique offrent résistance et prise de précision.
Automobile
- Boîtiers de capteurs: Protégez les composants électroniques sensibles avec des boîtiers robustes insérés par moulage.
- Connecteurs et bossages filetés: Les inserts métalliques assurent des fixations sécurisées et fiables dans les compartiments moteurs et les intérieurs.
Électronique grand public
- Ports de charge pour téléphone: Les inserts métalliques offrent une résistance à l'usure là où les câbles se branchent quotidiennement.
- Broches portables et composants d'appareils intelligents: Les pièces miniaturisées sont possibles grâce à la liaison mécanique forte de l'insertion moulée.
Aérospatial & Défense
- Les composants nécessitant une haute résistance et des économies de poids utilisent l'injection par insert pour combiner métaux et plastiques avancés avec précision.
Outillage industriel & Outils électriques
- Les bagues en métal, roulements et inserts filetés dans des corps en plastique augmentent la durabilité et prolongent la durée de vie des outils.
Exemples concrets
Nous avons travaillé sur plus de 12 projets comportant des pièces moulées par insertion, y compris des boîtiers de capteurs et des composants de dispositifs médicaux, chacun présenté avec des photos détaillées mettant en évidence des caractéristiques clés telles que le placement des inserts et les combinaisons de matériaux.
Cette utilisation étendue dans divers secteurs prouve pourquoi l'injection par insert est la solution privilégiée pour les concepteurs recherchant des solutions d'assemblage fiables et économiques sur le marché français.
Matériaux utilisés dans l'injection par insert
Lorsqu'il s'agit d'injection par insert, choisir les bons matériaux est essentiel pour obtenir un produit solide et durable. Du côté du plastique, les options courantes incluent :
- PA66 (Nylon 66) – Résistant, résistant à l'usure, idéal pour les pièces mécaniques.
- PBT (Polybutylène Téréphtalate) – Bonne résistance chimique et stabilité dimensionnelle.
- PPS (Polyphénylène Sulfure) – Haute résistance à la chaleur et à la traction.
- PC (Polycarbonate) – Transparent, résistant aux impacts, polyvalent.
- ABS (Acrylonitrile Butadiene Styrene) – Facile à mouler avec une bonne finition de surface.
- LCP (Polymère à Cristaux Liquides) – Excellente résistance mécanique et thermique.
- POM (Polyoxyméthylène ou Acétal) – Faible friction et bonne rigidité.
- PEEK (Polyétheréthercétone) – Haute performance avec une excellente résistance chimique et thermique.
Pour les inserts métalliques, les choix typiques sont :
- Inserts filetés en laiton – Couramment utilisés pour des filetages solides et résistants à l'usure.
- Douilles en acier – Support durable pour les pièces mobiles.
- Bornes estampées – Utilisées dans les connexions électriques.
- Aimants – Encastrés pour les composants fonctionnels.
- Roulements – Insérés pour une rotation fluide ou un support.
Matrice de compatibilité des matériaux
Tous les plastiques ne se lient pas aussi bien avec tous les inserts métalliques — cela peut affecter la résistance et la durabilité. Par exemple :
- PA66 et PBT fonctionnent souvent mieux avec des inserts en laiton et en acier.
- PC et ABS ont une bonne adhérence avec les inserts filetés en laiton.
- PPS et PEEK supportent des températures élevées, il est donc généralement préférable d'utiliser des inserts en acier.
- LCP, étant plus spécialisé, nécessite un appariement soigneux — généralement des inserts en acier ou plaqués.
Choisir la bonne combinaison de plastique et de métal garantit que votre pièce moulée avec insert fonctionne parfaitement, durera plus longtemps avec moins de défaillances. Si vous avez besoin d’aide pour associer les matériaux pour votre projet, il est conseillé de consulter un partenaire expérimenté en moulage par insertion basé en France.
Lignes directrices critiques de conception pour un moulage par insertion réussi (DFM)
Réussir la conception est essentiel pour un moulage par insertion réussi. Voici les points principaux sur lesquels se concentrer :
Emplacement de l’insert et support pendant le moulage
- Placez les inserts là où ils peuvent être solidement maintenus pendant l’injection pour éviter tout mouvement.
- Utilisez des supports, des rainures ou des nervures dans l’outil pour maintenir fermement les inserts en place.
Épaisseur de paroi autour des inserts
- Maintenez une épaisseur de paroi uniforme autour de l’insert pour éviter les contraintes et la déformation.
- En général, les parois doivent mesurer entre 1,5 mm et 3 mm, mais adaptez cela à votre résine et à la taille de l’insert.
Design de rainures et d’entailles pour la résistance à l’arrachement
- Ajoutez des rainures, des nervures ou des entailles sur les inserts pour une meilleure prise mécanique.
- Cela empêche les inserts de se tirer lors de l’utilisation ou de l’assemblage.
Angles d’inclinaison, emplacement de la porte d’entrée et ventilation
- Appliquer un angle d’éjection d’au moins 1 à 2° sur les parois autour des inserts pour faciliter l’éjection.
- Positionner les portes pour favoriser un écoulement uniforme du plastique autour des inserts sans provoquer de lignes de soudure ou de vides.
- Inclure une ventilation adéquate pour permettre à l’air de s’échapper et éviter les marques de brûlure.
Considérations de tolérance
- Concevoir pour des tolérances serrées entre les inserts et le plastique moulé — généralement ±0,1 mm ou mieux si nécessaire.
- Prendre en compte le retrait du matériau et l’expansion thermique.
Échecs courants et comment les éviter
- Mouvement de l’insert : Utiliser des supports mécaniques et un montage sécurisé pour arrêter cela.
- Extraction de l’insert : Améliorer la conception du profil ou choisir des matériaux de résine plus résistants.
- Fissuration autour de l’insert : Éviter les transitions épaisses-à-minces et assurer une épaisseur de paroi uniforme.
- Formation de vides : Optimiser la porte d’entrée et la ventilation pour prévenir les poches d’air emprisonnées.
Respecter ces lignes directrices renforcera la résistance, la fiabilité et la qualité globale des projets de moulage par insertion.
Répartition des coûts du moulage par insertion et comment l’optimiser
Lors de l’évaluation du coût du moulage par insertion, il est important de comprendre les principaux facteurs influençant votre budget. Voici une répartition simple :
- Coûts des outils : La conception et la fabrication du moule représentent souvent la dépense initiale la plus importante. Des inserts complexes ou des tolérances serrées peuvent augmenter les coûts.
- Coûts d'insertion : Les inserts en métal ou spéciaux augmentent le prix de la pièce. Cependant, l'utilisation d'inserts peut réduire les coûts d'assemblage en les moulant directement.
- Temps de cycle : Des temps de cycle plus rapides améliorent la productivité et réduisent le coût par pièce. La vitesse de refroidissement et d'injection joue un rôle clé ici.
7 stratégies éprouvées de réduction des coûts
- Conception pour la fabrication : Simplifiez la forme des inserts et évitez les exigences de tolérance serrées pour réduire la complexité des outils.
- Choisissez des matériaux compatibles : Associez la résine et les inserts qui adhèrent facilement pour éviter les défauts et le gaspillage.
- Automatisez la pose des inserts : L'utilisation de robots de chargement peut réduire les coûts de main-d'œuvre et améliorer la cohérence.
- Approvisionnement en inserts en lot : Acheter des inserts en gros réduit le coût unitaire.
- Optimisez le temps de cycle : Ajustez les paramètres de refroidissement et d'injection du moule pour le cycle le plus court et stable.
- Utilisez des moules multi-cavités : Produisez plusieurs pièces par cycle pour répartir les coûts de fabrication des outils.
- Entretien régulier : Maintenez les moules et les machines en bon état pour éviter les temps d'arrêt et la reprise.
En équilibrant les coûts liés aux outils, aux inserts et au temps de cycle — et en appliquant ces stratégies — vous pouvez optimiser considérablement votre budget de moulage par injection d'inserts sans compromettre la qualité.
Automatisation et technologies modernes d'injection en 2026
Le processus d'injection de inserts a beaucoup évolué grâce à l'automatisation et aux technologies intelligentes, en particulier ici en France où l'efficacité et la précision sont des priorités absolues.
Chargement robotisé d'inserts
Les robots gèrent désormais la pose des inserts en métal ou en plastique avec une précision incroyable. Cela réduit les erreurs humaines, accélère la production et maintient les coûts à un niveau bas. Le chargement automatisé est particulièrement utile pour les séries en grande quantité ou les petites pièces où la manipulation manuelle peut être délicate.
Systèmes de vision et Poka-Yoke
Les machines modernes utilisent des systèmes de vision pour vérifier la position des inserts en temps réel. Ces configurations équipées de caméras détectent les erreurs précocement, empêchant la production de défauts. Associés aux méthodes Poka-Yoke (anti-erreur), cela garantit que les pièces sortent sans défaut à chaque fois, augmentant la fiabilité et réduisant le gaspillage.
Assemblage en moule
L'assemblage en moule gagne du terrain, permettant aux fabricants de combiner plusieurs pièces en une seule étape de moulage. Cela réduit le temps d'assemblage, les coûts de main-d'œuvre et améliore la résistance à la liaison entre les composants. C'est un avantage considérable pour les produits nécessitant une intégration étroite, comme les dispositifs médicaux ou l'électronique.
Intégration Industry 4.0
Les usines intelligentes en France adoptent les technologies de l'Industrie 4.0 pour connecter les machines d'injection d'inserts avec l'analyse de données et les plateformes cloud. Cela permet une meilleure surveillance des cycles, une maintenance prédictive et une productivité optimisée. Les fabricants peuvent s'adapter rapidement aux changements de demande et maintenir facilement des standards de qualité.
Ensemble, ces avancées rendent l'injection d'inserts plus précise, rentable et flexible que jamais pour les entreprises françaises souhaitant rester compétitives en 2026.
Comment choisir le bon partenaire en injection d'inserts
Choisir le bon partenaire en injection d'inserts est crucial pour fournir des pièces de qualité dans les délais et le budget impartis. Voici une liste de contrôle simple pour vous aider à sélectionner un fournisseur adapté à vos besoins :
| Critères | Ce qu'il faut rechercher |
|---|---|
| Expérience en résine et inserts | Un historique prouvé avec votre combinaison de matériaux spécifique |
| Certifications de qualité | ISO 13485 pour le médical, IATF 16949 pour l'automobile |
| Capacité de prototypage | Tests à faible volume pour la validation de conception et de test |
| Capacités des machines | Machines verticales et horizontales adaptées à vos besoins de taille |
| Emplacements mondiaux | Proximité pour une logistique plus facile et une livraison plus rapide |
| Support à l'automatisation | Utilisation de systèmes robotiques d'insertion et de vision |
Assurez-vous que votre partenaire comprend à la fois la résine et les inserts métalliques que vous souhaitez combiner. Recherchez une communication claire et des conseils techniques — cela évite des erreurs coûteuses par la suite.
Vérifiez également leurs contrôles de qualité et certifications pertinentes pour votre secteur. Par exemple, les dispositifs médicaux exigent la norme ISO 13485, tandis que les fournisseurs de pièces automobiles ont généralement besoin de l'IATF 16949.
Si vous testez de nouveaux designs, le prototypage à faible volume est indispensable. Il vous permet d’affiner les pièces avant d’investir dans une production complète.
Enfin, considérez leur localisation. Un partenaire local ou régional en France ou en Europe signifie des délais plus courts et moins de tracas avec l’expédition ou les retards douaniers.
En cochant ces cases, vous trouverez un partenaire fiable en moulage par insertion qui vous aide à tirer le meilleur parti du processus.
Capacités étendues en moulage par insertion – Pourquoi les grandes marques nous font confiance
Nous sommes fiers d’offrir une large gamme de capacités en moulage par insertion adaptées au marché français. Avec plus de 50 machines verticales et horizontales allant de 35 à 550 tonnes, nous pouvons gérer des projets de toutes tailles et complexités. Notre fabrication interne d’inserts nous permet de contrôler la qualité et les délais du début à la fin, tandis que nos lignes de production entièrement automatisées garantissent cohérence et efficacité.
Nous avons aidé de nombreuses marques à réduire leurs coûts et à améliorer la qualité de leurs produits – nos études de cas montrent clairement la différence, avec trois exemples détaillés illustrant les économies et les améliorations de performance avant et après. De plus, nous proposons une revue gratuite de Conception pour la Fabrication (DFM) et un devis sans engagement en 24 heures, facilitant ainsi la mise en route rapide et confiante pour les entreprises ici.
Questions fréquemment posées sur le moulage par insertion
Q : À quoi sert le moulage par insertion ?
Le moulage par insertion est utilisé pour combiner des inserts métalliques ou autres avec des pièces en plastique en un seul processus fluide. Il est courant dans des secteurs comme les dispositifs médicaux, l’automobile, l’électronique et l’aérospatiale pour fabriquer des pièces solides et fiables avec des caractéristiques complexes.
Q : En quoi le moulage par insertion diffère-t-il du surmoulage ?
Le moulage par insertion consiste à placer un insert préfabriqué dans le moule avant d’injecter le plastique, créant ainsi une pièce intégrée unique. Le surmoulage consiste à couler du plastique sur une pièce ou un substrat existant, souvent pour améliorer la prise en main, la protection ou l’esthétique.
Q : Quels matériaux fonctionnent le mieux pour le moulage par insertion ?
Les plastiques courants incluent le PA66, le PBT, le PC et l'ABS, tandis que les inserts métalliques impliquent souvent du laiton, de l'acier ou de l'acier inoxydable. La compatibilité dépend de l'utilisation finale et des besoins en adhérence — notre matrice de compatibilité des matériaux aide à choisir la bonne combinaison.
Q : Le moulage par insertion peut-il réduire les coûts de production ?
Oui, en éliminant les étapes d'assemblage supplémentaires et en améliorant la fiabilité des pièces, le moulage par insertion réduit les coûts de main-d'œuvre et de retouche. L'automatisation réduit également les temps de cycle et diminue les dépenses.
Q : Quelles sont les considérations typiques de conception pour le moulage par insertion ?
Les points clés incluent le placement correct de l'insertion, l'épaisseur des parois, les rainures ou sous-dépouilles pour la prise en main, les angles d'attaque et la gestion des tolérances. Ceux-ci aident à éviter des problèmes courants comme le mouvement de l'insertion ou la fissuration du plastique.
Q : Le moulage par insertion automatisé est-il courant en France ?
Absolument. De nombreux fabricants en France utilisent la pose robotisée d'inserts combinée à des systèmes de vision pour la précision et la cohérence, soutenant une production de haute qualité et évolutive.
Q : Combien de temps faut-il pour passer du design à la production par moulage par insertion ?
Les délais varient, mais le prototypage peut être réalisé rapidement pour de petites séries. La production complète dépend de la complexité des outils et de la taille de la commande, mais se situe généralement entre quelques semaines et quelques mois.
Q : Où puis-je trouver un fournisseur de moulage par insertion en France avec une portée mondiale ?
Cherchez des fournisseurs certifiés ISO, ayant de l'expérience dans divers secteurs, avec des machines verticales et horizontales. Beaucoup proposent des revues de conception gratuites et des devis rapides, directement ici en France.
Si vous avez d'autres questions sur le moulage par insertion ou si vous avez besoin de conseils adaptés à votre projet, contactez-nous — nous sommes là pour vous aider à trouver la meilleure solution.