Technical guide to precision metal casting processes materials tolerances and supplier selection for engineers and procurement.
Are you losing time and money over-machining rough, inaccurate cast parts? Standard casting methods often leave you dealing with excessive material waste, poor dimensional accuracy, and climbing secondary operation costs. If you need exact geometries straight out of the mold, you need precision metal casting.
What is Precision Metal Casting?
Au cœur de cela, cURL Too many subrequests. is an advanced manufacturing method used to create highly detailed, complex metal components with strict dimensional accuracy. As a leading manufacturer, we primarily rely on the cURL Too many subrequests. (widely known as lost wax casting) to achieve these results.
We inject wax into an aluminum die to create a perfect replica of your part. We then coat this wax pattern in high-grade ceramic to build a rigid shell. Once the wax is melted out, we pour molten metal into the cavity. The result is a highly accurate, repeatable metal component.
Precision vs. Standard Casting
General sand casting gets the job done for bulky, simple shapes, but it falls short when you need tight tolerances and smooth surfaces. Precision casting guarantees superior integrity and an exceptional surface finish Ra right out of the mold.
| Caractéristique | Standard Casting | Moulage métallique de précision |
|---|---|---|
| Primary Method | Basic Sand Casting | Lost Wax / Investment |
| Surface Finish Ra | 12.5–25μm (Rough) | 1.6–3.2μm (Smooth) |
| Tolérances | Loose (±0.030″ or more) | Tight (Strict ISO 8062 limits) |
| Machining Needed | Étendu | Minimal to None |
The Near Net Shape Manufacturing Advantage
The biggest financial advantage we deliver to our clients is near net shape manufacturing. By casting parts that match your final design geometry almost perfectly, we bypass the heavy milling and turning required by standard castings.
- Drastic Cost Reduction: Achieving a near-net-shape directly reduces your downstream CNC machining costs by 40-60%.
- Less Material Waste: You buy less raw material because we aren’t cutting away bulk metal just to find your part inside.
- Faster Lead Times: Parts bypass heavy secondary machining operations, moving from our foundry floor to your assembly line much faster.
Core Precision Casting Processes
Selecting the right manufacturing method is just as critical as choosing the alloy. We don’t believe in a “one size fits all” approach. To achieve true near net shape manufacturing, we utilize three distinct processes depending on the part’s complexity, volume, and material requirements.
cURL Too many subrequests.
This is the gold standard for intricate details and thin-walled components. The cURL Too many subrequests. excels where machining is difficult or impossible. We coat a wax pattern in a ceramic slurry to create a shell. This investment mold captures fine surface textures and complex internal geometries.
- cURL Too many subrequests. Complex shapes, alliages à haute température (superalloys), and parts requiring a superior Surface finish Ra.
- Advantage: cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests., cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- Advantage: cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- Advantage: cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
| Caractéristique | Coulée sous pression | cURL Too many subrequests. | cURL Too many subrequests. |
|---|---|---|---|
| Primary Material | cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| Tolérance typique | cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| Surface Finish (Ra) | cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| Épaisseur de paroi | cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| Volume Suitability | cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. steel casting manufacturer cURL Too many subrequests.
- High-Temperature Alloys: cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
- Custom Alloy Development: cURL Too many subrequests. custom metal casting services, cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests. cURL Too many subrequests., cURL Too many subrequests.
cURL Too many subrequests.
Achieving tight tolerances is the hallmark of the cURL Too many subrequests.. For most standard applications, we maintain linear tolerances around cURL Too many subrequests.. We align our inspections with casting tolerances ISO 8062 standards (specifically CT4-CT6 for precision investment casting). This level of accuracy means “near net shape” is a reality, not just a buzzword, reducing the amount of stock material that needs to be removed later.
Wall Thickness and Geometry
One of the biggest advantages we offer is the ability to cast intricate, lightweight components.
- cURL Too many subrequests. We can successfully cast walls as thin as 1.5mm (0.060 inch) depending on the alloy and part size. However, the specific shell system used—detailed in our guide to investment casting materials—plays a role in supporting these delicate structures during the pour.
- Angles de tirage : To ensure the wax pattern releases cleanly from the mold, we recommend a draft angle of about 0.5 to 1 degree.
- cURL Too many subrequests. Sharp corners are stress concentrators. We suggest incorporating generous fillets to improve metal flow and reduce the risk of tearing during cooling.
Integrated CNC Machining Castings
While casting gets us 95% of the way there, some mating surfaces and threaded holes require absolute perfection. That’s where our secondary operations come in. We offer integrated cURL Too many subrequests. to achieve tighter tolerances (down to ±0.0005 inch) and superior surface finish Ra where critical. By handling both the casting and the machining in-house, we eliminate vendor finger-pointing and ensure the final part fits your assembly perfectly right out of the box.
Industry Applications for Precision Metal Casting

When failure isn’t an option, high-stakes sectors rely on precision metal casting to deliver critical components. We provide tailored manufacturing solutions designed to meet the extreme demands and tight regulations of these advanced industries.
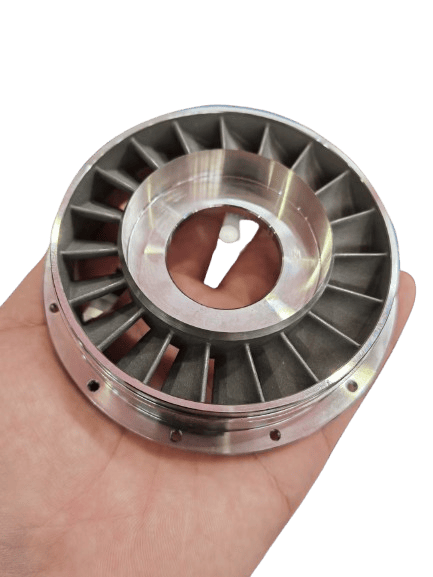
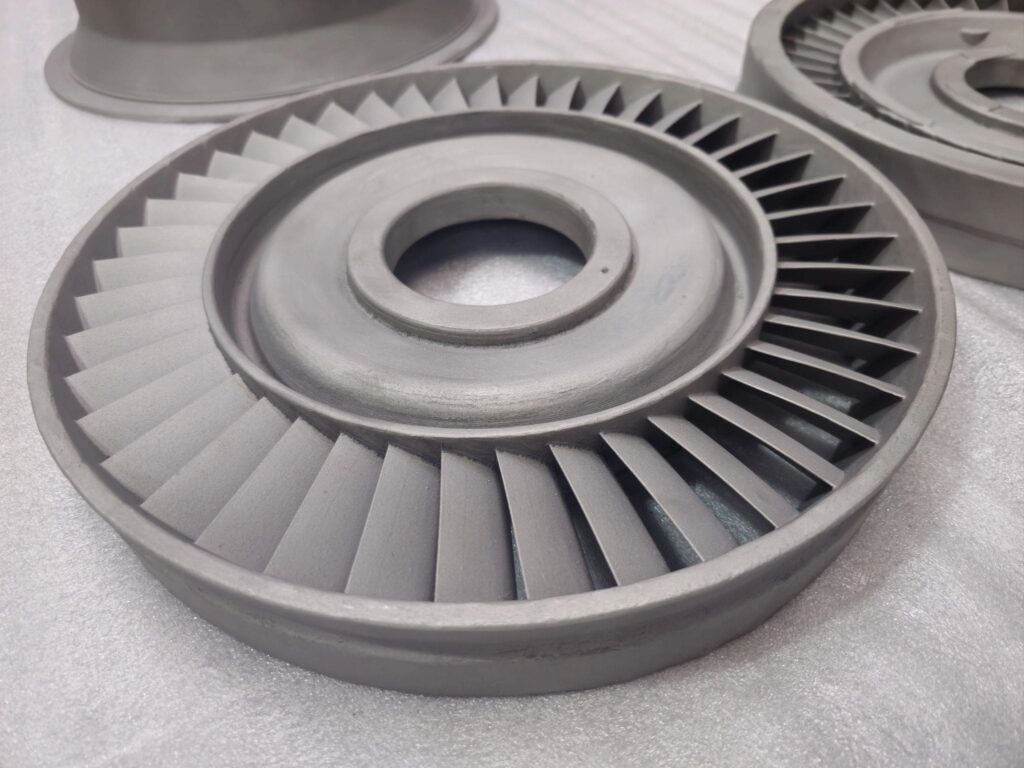
- Aerospace & Aviation: Safety and performance are non-negotiable. Our aerospace metal casting capabilities produce lightweight, high-strength turbine blades and structural components that comply with strict AS9100 standards.
- Marine & Offshore: Harsh saltwater environments demand superior durability. We manufacture corrosion-resistant impellers, pump housings, and valves crucial for maritime operations and heavy-duty pétrole et gaz applications.
- Energy & Nuclear: Power generation requires absolute reliability. We supply high-integrity parts backed by rigorous contrôle non destructif (CND) to guarantee flawless performance under extreme pressure and high temperatures.
- Medical: From complex surgical instruments to implantable-grade materials, our casting processes deliver biocompatible components with exact dimensions and perfectly smooth surface finishes.
Why Quality Control Defines “Precision Metal Casting”

In the manufacturing world, calling something “precision” means nothing without the data to back it up. For precision metal casting, quality control is what separates a reliable part from a failed component. We use rigorous testing protocols and complete traceability to ensure every casting meets exact specifications.
Méthodes de test avancées
To catch microscopic metal casting defects before a part ever leaves our facility, we rely on a strict, multi-layered testing approach.
- Spectrometric Analysis: We verify the exact chemical makeup of the molten alloy before a single pour happens.
- Contrôle non destructif (CND) : We use X-ray, dye penetrant, and magnetic particle inspections to scan for internal voids and surface-level cracks without damaging the part. This is absolutely critical when producing high-stress aerospace alloy components.
- Coordinate Measuring Machine (CMM) Inspection: We physically measure the final dimensions down to the micron to guarantee the finished part perfectly matches your CAD model.
Full Lot Traceability
Accountability matters for our US manufacturing partners. We utilize advanced ERP systems to track your parts through every stage of the production cycle. This provides complete lot traceability from the raw material ingot all the way to the finished product on your dock. If you ever need to audit a part, we can trace it back to the exact material batch, pour date, and operator.
Choosing the Right Precision Metal Casting Partner
cURL Too many subrequests.
cURL Too many subrequests.
To get the most out of cURL Too many subrequests., cURL Too many subrequests. custom metal casting services cURL Too many subrequests.
cURL Too many subrequests. casting foundry cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests., cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
cURL Too many subrequests.