
Discover the complete 2026 guide to insert molding process design materials applications and cost for engineers and manufacturers.
What Is Insert Molding? Process, Benefits & Real-World Applications in 2026
Insert molding is a versatile manufacturing process where pre-formed inserts—typically metal or components like threaded bushings, magnets, or terminals—are placed into a mould, and plastic is injected around them. This creates a single, unified part combining different materials with strong mechanical and chemical bonds.
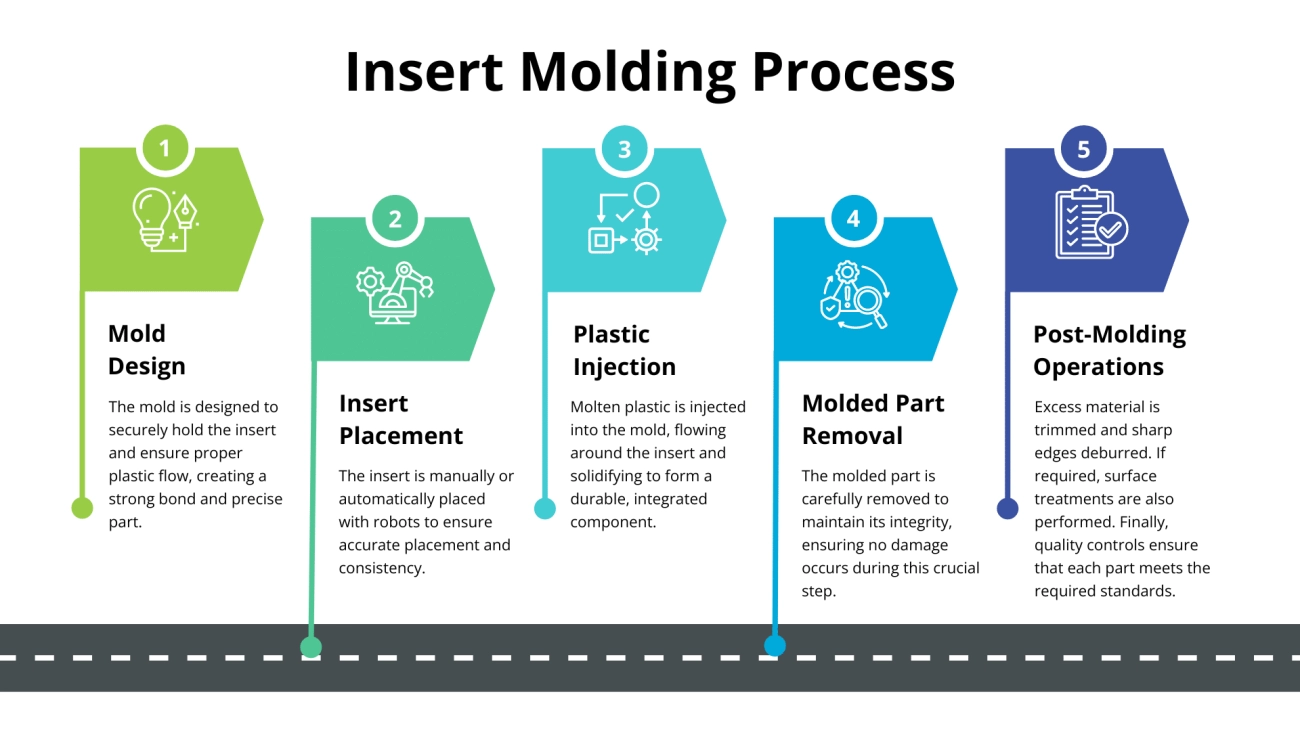
Insert Molding Process Simplified:
| Step | Description |
|---|---|
| Insert Preparation | Cleaning and positioning metal or plastic inserts before molding |
| Insert Placement | Manual or automated loading of inserts into mould cavities |
| Injection Moulding | Molten plastic injected under pressure, encapsulating the inserts |
| Cooling & Ejection | Part cools, solidifies, and is ejected from the mould |
| Secondary Operations | Trimming, testing, or assembly if required |
Why Choose Insert Molding in 2026?
- Stronger Bonding: Produces more durable connections than press-fit or ultrasonic inserts.
- Reduced Assembly Time: Combines multiple steps into one, cutting labour costs.
- Design Flexibility: Allows combining metals and plastics in complex shapes.
- Miniaturisation: Enables compact, lightweight parts with integrated functionality.
- Enhanced Reliability: Improves product lifespan, especially in harsh environments.
Real-World Applications
Insert molding is heavily used across sectors:
- Medical Devices: Surgical instruments with embedded metal tips.
- Automotive: Durable sensor housings and threaded connectors.
- Electronics: Phone charging ports and wearable tech pins.
- Aerospace & Defence: Lightweight, high-strength components.
- Industrial Tools: Power tools with integrated metal components.
By 2026, advancements in automation and materials continue to make insert molding an essential process for creating sophisticated, multifunctional parts with excellent performance and cost efficiency.
How the Insert Molding Process Actually Works
Insert molding blends metal or other inserts with plastic in one seamless step. Here’s a breakdown of how it all happens, from start to finish:
Pre-Moulding Insert Preparation and Handling
- Cleaning: Inserts are cleaned to remove oils or dust—key for good bonding.
- Inspection: Checking for defects or warping ensures consistent quality.
- Storage: Inserts must be stored in dry conditions to prevent corrosion.
Automated vs Manual Insert Placement
| Aspect | Automated Insert Placement | Manual Insert Placement |
|---|---|---|
| Speed | Faster, consistent cycle times | Slower, more labour-intensive |
| Precision | Very high, ideal for mass production | Depends on operator skill |
| Cost | Higher initial setup but low ongoing | Lower upfront, higher ongoing |
| Best for | Large volumes, tight tolerances | Prototypes, small runs |
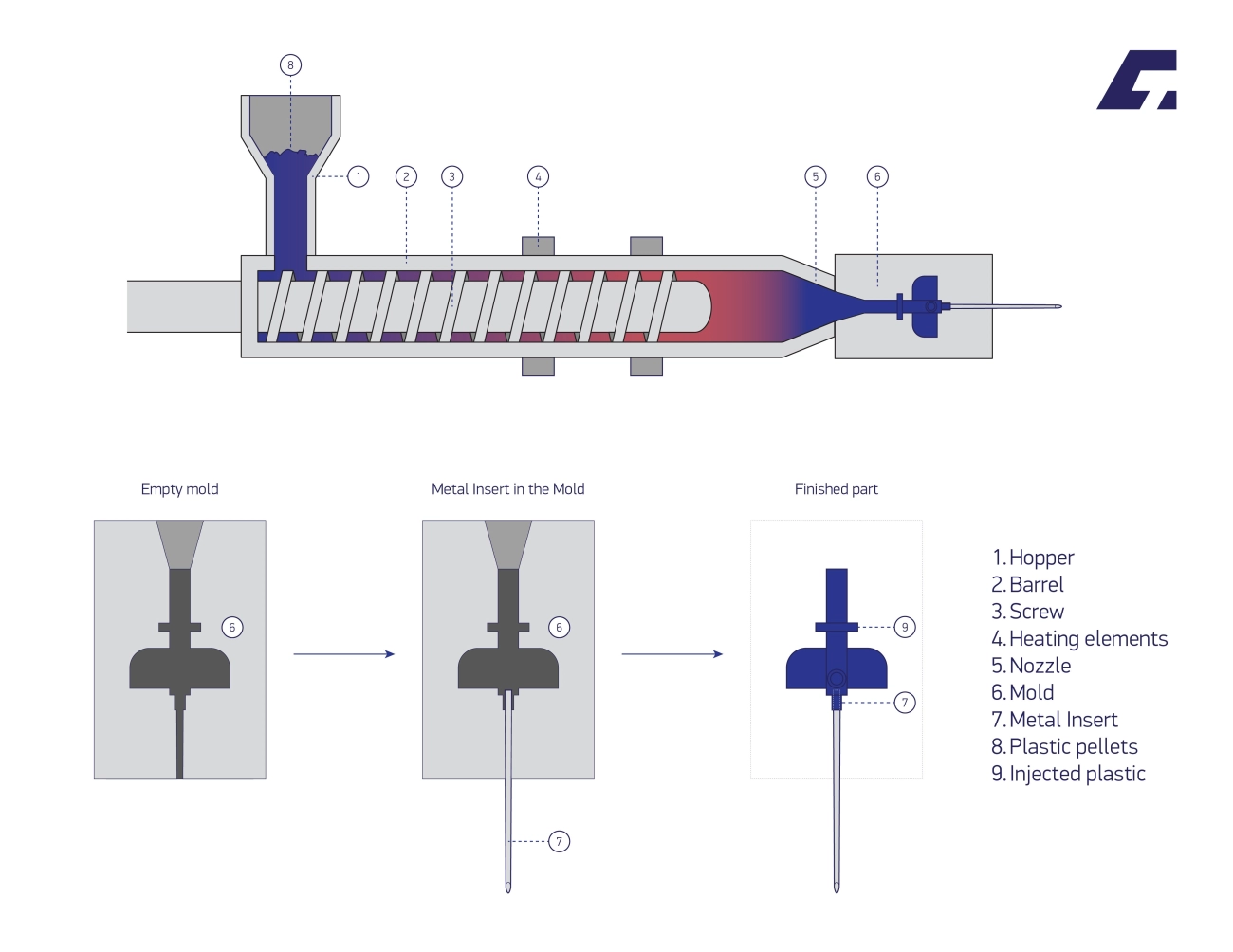
Injection Phase and Cooling
- Inserts are placed in the mould cavity (automatically or by hand).
- Molten plastic is injected around and over the inserts.
- Cooling solidifies the plastic, ensuring the insert stays locked in place.
Ejection and Secondary Operations
- Completed parts are ejected carefully to avoid damaging inserts.
- Secondary steps might include trimming, inspection, or additional assembly.
Vertical vs Horizontal Insert Moulding Machines
| Feature | Vertical Machines | Horizontal Machines |
|---|---|---|
| Insert placement | Gravity helps, easier manual loading | Requires robotic or manual handling |
| Floor space | Takes up less space | Larger footprint |
| Ideal use | Small inserts, low to mid volumes | High-volume runs, automation friendly |
| Cost | Typically less expensive | Higher initial investment |
Understanding these steps helps you to optimise the insert moulding process for better quality, faster cycle times, and lower costs tailored for UK-based production needs.
Insert Molding vs Overmolding vs Two-Shot Molding – When to Choose Which

Choosing between insert molding, overmolding, and two-shot molding depends on your product needs, budget, and design complexity. Here’s a quick rundown to help you decide:
| Process | What It Is | Best For | Pros | Cons |
|---|---|---|---|---|
| Insert Molding | Plastic moulded around a solid insert (metal/plastic) | Parts needing strong mechanical bonding, threaded inserts, or inserts that won’t move | Strong bond, fewer assembly steps, cost-effective for medium volumes | Insert prep can add complexity |
| Overmolding | Plastic layer moulded over an existing plastic part | Enhancing grip, adding soft-touch surfaces, combining rigid & soft materials | Improved ergonomics, multi-material parts | Usually more complex tooling |
| Two-Shot Molding | Two plastics injected one after the other in the same machine | Complex designs with two different plastics or colours | Highly accurate, less post-production | Higher tooling cost, longer cycle |
When to pick insert molding:
- You want to embed metal parts like threaded inserts, bushings, or magnets directly.
- Reducing assembly steps is a priority.
- Parts need strong mechanical strength between insert and plastic.
When overmoulding suits you:
- Your part needs a secondary soft or rubbery layer.
- Focus is on tactile feel or aesthetics.
- You don’t mind a slightly more involved process.
When to choose two-shot molding:
- Your design calls for two types of plastic in one shot — like combining hard and soft plastics seamlessly.
- You want tight colour control or intricate part geometry.
- Volume is high enough to justify tooling investment.
Understanding these differences helps you pick the right process that fits your product goals and UK manufacturing standards.
Key Advantages of Insert Moulding (Why Design Engineers Love It)
Insert moulding offers clear benefits that make it a favourite among design engineers, especially here in the UK where reliability and cost-efficiency matter.
- Stronger mechanical bonding: Compared to press-fit or ultrasonic inserts, insert moulding creates a much more robust bond between the metal and plastic parts. This means fewer failures and a longer-lasting product.
- Reduced assembly steps and labour costs: By moulding the insert directly into the plastic, you eliminate several manual assembly processes. This speeds up production and cuts down on labour expenses.
- Miniaturisation and weight reduction: Insert moulding allows for compact, lightweight designs without compromising strength. This is vital in sectors like consumer electronics and automotive where space and weight are at a premium.
- Improved reliability and part lifetime: The secure bond limits movement between components, reducing wear and tear. Your products stay dependable for longer, which is a must in medical devices and industrial tools.
- Material combination freedom: You can combine various metals and plastics tailored for performance, cost, or durability. This flexibility lets you optimise parts for different applications or environments.
In short, insert moulding streamlines manufacturing while enhancing product quality — a win-win for UK businesses aiming for efficiency and excellence.
Common Applications & Industry Examples
Insert molding is a versatile technique widely used across several industries here in the UK and beyond. It shines where strong, reliable bonding of metal and plastic parts is essential.
Medical Devices
- Catheters with metal tips: Insert molding helps create durable, biocompatible tips that withstand sterilisation.
- Surgical instruments: Metal inserts in plastic handles provide strength and precision grip.
Automotive
- Sensor housings: Protect sensitive electronics with sturdy, insert-moulded enclosures.
- Connectors and threaded bosses: Metal inserts ensure secure, reliable fastenings in engine compartments and interiors.
Consumer Electronics
- Phone charging ports: Metal inserts give wear resistance where cables plug in daily.
- Wearable pins and smart device components: Miniaturised parts are possible thanks to insert moulding’s strong mechanical bonding.
Aerospace & Defence
- Components needing high strength and weight savings use insert molding to combine metals and advanced plastics precisely.
Industrial Tools & Power Tools
- Metal bushings, bearings, and threaded inserts in plastic bodies increase durability and extend tool life.
Real-World Examples
We’ve worked on over 12 projects featuring insert moulded parts, including sensor housings and medical device components, each showcased with detailed photos highlighting key features like insert placement and material combinations.
This broad use across sectors proves why insert moulding is a go-to for designers seeking reliable, cost-effective assembly solutions in the UK market.
Materials Used in Insert Molding
When it comes to insert molding, choosing the right materials is key for a strong, durable product. On the plastic side, common options include:
- PA66 (Nylon 66) – Tough, wear-resistant, and great for mechanical parts.
- PBT (Polybutylene Terephthalate) – Good chemical resistance and dimensional stability.
- PPS (Polyphenylene Sulphide) – High heat resistance and strength.
- PC (Polycarbonate) – Clear, impact-resistant, and versatile.
- ABS (Acrylonitrile Butadiene Styrene) – Easy to mould with good surface finish.
- LCP (Liquid Crystal Polymer) – Superb strength and thermal resistance.
- POM (Polyoxymethylene or Acetal) – Low friction and good stiffness.
- PEEK (Polyether Ether Ketone) – High-performance with excellent chemical and heat resistance.
For metal inserts, the typical choices are:
- Brass threaded inserts – Common for strong, wear-resistant threads.
- Steel bushings – Durable support for moving parts.
- Stamped terminals – Used in electrical connections.
- Magnets – Embedded for functional components.
- Bearings – Inserted for smooth rotation or support.
Material Compatibility Matrix
Not every plastic bonds equally well with every metal insert—this can affect strength and longevity. For example:
- PA66 and PBT often work best with brass and steel inserts.
- PC and ABS have good adhesion with brass threaded inserts.
- PPS and PEEK handle high temperatures, so steel inserts are usually preferred.
- LCP, being more specialised, needs careful matching—usually steel or plated inserts.
Picking the right plastic and metal combo ensures your insert moulded part performs perfectly, lasting longer with fewer failures. If you need help matching materials for your project, it’s worth consulting an experienced UK-based insert molding partner.
Critical Design Guidelines for Successful Insert Molding (DFM)
Getting the design right is key to successful insert molding. Here are the main points to focus on:
Insert Location and Support During Moulding
- Place inserts where they can be securely held during injection to avoid movement.
- Use supports, grooves, or ribs in the tool to keep inserts firmly in place.
Wall Thickness Around Inserts
- Maintain uniform wall thickness around the insert to prevent stress and warping.
- Typically, walls should be between 1.5mm and 3mm, but match this to your resin and insert size.
Knurl and Undercut Design for Pull-Out Strength
- Add knurls, ribs, or undercuts on inserts for better mechanical grip.
- This stops inserts from pulling out during use or assembly.
Draft Angles, Gate Location, and Venting
- Apply a draft angle of at least 1–2° on walls around inserts to make ejection easier.
- Position gates to promote even flow of plastic around inserts without causing weld lines or voids.
- Include proper venting to allow air to escape and avoid burn marks.
Tolerance Considerations
- Design for tight tolerances between inserts and moulded plastic—typically ±0.1mm or better where needed.
- Account for material shrinkage and thermal expansion.
Common Failures and How to Avoid Them
- Insert Movement: Use mechanical supports and secure fixturing to stop this.
- Insert Pull-Out: Improve knurl design or select stronger resin materials.
- Cracking Around Insert: Avoid thick-to-thin transitions and ensure uniform wall thickness.
- Void Formation: Optimise gating and venting to prevent trapped air pockets.
Keeping these guidelines in check will boost part strength, reliability, and overall quality in insert moulding projects.
Insert Molding Cost Breakdown & How to Optimise
When considering insert molding cost, it’s important to understand the main factors affecting your budget. Here’s a simple breakdown:
- Tooling costs: The mould design and manufacturing are often the biggest upfront expense. Complex inserts or tight tolerances can push costs higher.
- Insert costs: Metal or special inserts add to the part price. However, using inserts can reduce assembly costs by moulding them in directly.
- Cycle time: Faster cycle times improve productivity and lower per-part cost. Cooling and injection speed play key roles here.
7 Proven Cost-Reduction Strategies
- Design for manufacturing: Simplify insert shapes and avoid tight tolerance demands to reduce tooling complexity.
- Choose compatible materials: Pair resin and inserts that bond easily to avoid defects and waste.
- Automate insert placement: Using robotic loading can cut labour costs and improve consistency.
- Batch insert procurement: Buying inserts in bulk lowers unit costs.
- Optimise cycle time: Adjust mould cooling and injection parameters for the shortest stable cycle.
- Use multi-cavity moulds: Produce several parts per cycle to spread tooling costs.
- Regular maintenance: Keep moulds and machines in good condition to avoid downtime and rework.
By balancing tooling, insert, and cycle time costs—and applying these strategies—you can significantly optimise your insert molding budget without compromising quality.
Automation and Modern Insert Molding Technologies in 2026
The insert molding process has come a long way thanks to automation and smart technologies, especially here in the UK where efficiency and precision are top priorities.
Robotic Insert Loading
Robots now handle the placement of metal or plastic inserts with incredible accuracy. This reduces human error, speeds up production, and keeps costs down. Automated loading is especially useful for high-volume runs or tiny parts where manual handling might be tricky.
Vision Systems and Poka-Yoke
Modern machines use vision systems to check insert placement in real time. These camera-enabled setups catch mistakes early, stopping faults before they happen. Coupled with poka-yoke (error-proofing) methods, this ensures parts come out defect-free every time, boosting reliability and lowering waste.
In-Mould Assembly
In-mould assembly is gaining traction, letting manufacturers combine multiple parts into a single moulding step. This reduces assembly time, labour costs, and improves bonding strength between components. It’s a big plus for products needing tight integration, like medical devices or electronics.
Industry 4.0 Integration
Smart factories in the UK are adopting Industry 4.0 technologies to connect insert molding machines with data analytics and cloud platforms. This means better monitoring of cycle times, predictive maintenance, and optimised productivity. Manufacturers can quickly adapt to demand changes and maintain quality standards effortlessly.
Together, these advancements make insert molding more precise, cost-effective, and flexible than ever for UK businesses looking to stay competitive in 2026.
How to Select the Right Insert Molding Partner
Choosing the right insert molding partner is crucial for delivering quality parts on time and within budget. Here’s a simple checklist to help you pick a supplier that fits your needs:
| Criteria | What to Look For |
|---|---|
| Resin & Insert Experience | Proven track record with your specific materials combo |
| Quality Certifications | ISO 13485 for medical, IATF 16949 for automotive |
| Prototyping Ability | Low-volume runs for testing and design validation |
| Machine Capabilities | Vertical & horizontal machines matching your size needs |
| Global Locations | Proximity for easier logistics and faster delivery |
| Automation Support | Use of robotic insert placement and vision systems |
Make sure your partner understands both the resin and metal inserts you want to combine. Look for clear communication and technical advice—this prevents costly mistakes later.
Also, check their quality controls and certification relevant to your industry. For example, medical devices demand ISO 13485, while car parts suppliers usually need IATF 16949.
If you’re testing new designs, low-volume prototyping is a must. It lets you refine parts before investing in full production.
Finally, consider where they are located. A local or regional partner in the UK or Europe means quicker turnaround and less hassle with shipping or customs delays.
By ticking off these boxes, you’ll find a reliable insert molding partner who helps you get the best out of the process.
Vast Insert Molding Capabilities – Why Leading Brands Trust Us
We pride ourselves on a broad range of insert molding capabilities tailored for the UK market. With over 50 vertical and horizontal machines ranging from 35 to 550 tons, we can handle projects of all sizes and complexities. Our in-house insert fabrication means we control quality and lead times from start to finish, while fully automated production lines ensure consistency and efficiency.
We’ve helped numerous brands cut costs and improve product quality – our case studies clearly show the difference, with three detailed examples highlighting before-and-after savings and performance boosts. Plus, we offer a free Design for Manufacturing (DFM) review and a no-obligation quotation within 24 hours, making it easier for businesses here to get started quickly and confidently.
Frequently Asked Questions About Insert Molding
Q: What is insert molding used for?
Insert molding is used to combine metal or other inserts with plastic parts in one seamless process. It’s common in industries like medical devices, automotive, electronics, and aerospace for making strong, reliable parts with complex features.
Q: How does insert molding differ from overmoulding?
Insert molding involves placing a pre-made insert into the mould before injecting plastic, creating a single integrated part. Overmoulding layers plastic over an existing part or substrate, often for grip, protection, or aesthetics.
Q: What materials work best for insert molding?
Common plastics include PA66, PBT, PC, and ABS, while metal inserts often involve brass, steel, or stainless steel. Compatibility depends on the end-use and bonding needs—our material compatibility matrix helps pick the right combo.
Q: Can insert moulding reduce production costs?
Yes, by eliminating extra assembly steps and improving part reliability, insert molding reduces labour and rework costs. Automation further cuts cycle times and lowers expenses.
Q: What are typical insert moulding design considerations?
Key points include proper insert placement, wall thickness, knurls or undercuts for grip, draft angles, and managing tolerances. These help avoid common issues like insert movement or plastic cracking.
Q: Is automated insert molding common in the UK?
Absolutely. Many UK manufacturers use robotic insert placement combined with vision systems for precision and consistency, supporting high-quality, scalable production.
Q: How long does insert molding take from design to production?
Lead times vary but prototyping can be done quickly for small runs. Full production depends on tooling complexity and order size but generally ranges from weeks to a few months.
Q: Where can I find a UK insert molding supplier with global reach?
Look for suppliers with ISO certifications, experience across industries, and both vertical and horizontal machines. Many offer free design reviews and quick quotes right here in the UK.
If you have other questions about insert molding or need advice tailored to your project, get in touch—we’re here to help you find the best solution.