
Fornisco lega di fusione di alluminio nelle qualità e nei formati che le fonderie italiane gestiscono quotidianamente—ottimizzate per pressofusione, fusione a sabbia, fusione per gravità e stampi permanenti.
Famiglie di leghe di fusione di alluminio di base
Mi concentro su quattro principali famiglie di leghe di alluminio per fusione, ognuna ottimizzata per processi e requisiti specifici:
- leghe di fusione Al-Si
- Eccellente fluidità e colabilità
- Ideale per parti di alluminio con pareti sottili e complesse
- Ampiamente utilizzate in pressofusione ad alta pressione e stampi permanenti
- leghe di pressofusione Al-Si-Cu
- Resistenza equilibrata, colabilità e tenuta alla pressione
- Qualità di base: A380, A383, ADC12
- Leghe di lavoro per alluminio pressofuso nelle applicazioni automotive ed elettroniche
- Materiale di fusione Al-Si-Mg
- Lega di alluminio fusa trattabile termicamente (T4, T5, T6)
- Maggiore resistenza e duttilità per componenti strutturali
- Leghe chiave: 356, A356 per fusione a sabbia e a gravità di alluminio
- Leghe di fusione Al-Cu e Al-Mg
- Maggiore resistenza e prestazioni a temperature elevate
- Utilizzato dove la performance meccanica è prioritaria rispetto alla massima resistenza alla corrosione
Compatibile con i principali processi di fusione
Adatto il materiale di fusione in alluminio al vostro processo per ridurre gli scarti e semplificare la produzione:
- Leghe di alluminio per pressofusione ad alta pressione
- A380, A383, ADC12 e gradi simili di Al-Si-Cu per parti sottili, ad alto volume
- Leghe di alluminio per fusione a sabbia
- 356, A356, Al-Si-Mg e gradi selezionati di Al-Cu per fusioni complesse, a basso volume o di grandi dimensioni
- Leghe di alluminio per fusione a gravità e stampi permanenti
- A356, 356 e leghe di Al-Si con buona fluidità e riduzione controllata del restringimento
- Alluminio per pressofusione a bassa pressione
- Leghe pulite con basso contenuto di gas per ruote, componenti strutturali e fusioni a tenuta di pressione
Settori che utilizzano leghe di alluminio per fusione
Il mio portafoglio di leghe di fusione in alluminio serve a:
- Automotive – blocchi motore, scatole del cambio, involucri per veicoli elettrici, ruote, staffe
- Aerospaziale – fusioni strutturali, involucri, raccordi in A356 e gradi ad alta resistenza
- Macchinari industriali – pompe, valvole, corpi di compressori, involucri di ingranaggi
- Elettronica e energia – dissipatori di calore, involucri, carter del motore, involucri di elettronica di potenza
Fornitura Commerciale: Ingot, Billette, Metallo fuso
Fornisco leghe di alluminio per fusione in forme pronte per la produzione per fonderie e OEM:
- Ingot di fusione di alluminio primario e secondario
- Billette e sows per rifusione e legatura
- Leghe di alluminio in fusione fornitura (regionale, su accordo)
- Imballaggio standard su fasci, pallet o in bulk per adattarsi alla vostra fonderia
- Chimica personalizzata per ASTM, EN, JIS specifiche o le vostre pratiche di fusione
Ricevi una fornitura stabile e ripetibile di leghe di alluminio in fusione—pronte per pressofusione, fusione a sabbia, fusione a gravità o linee di stampo permanente.
Proprietà chiave della lega di fusione di alluminio
La lega di fusione di alluminio raggiunge un punto ottimale di basso peso, resistenza solida e facile lavorazione, motivo per cui molti OEM italiani si affidano ad essa per parti ad alto volume.
Leggero rispetto a acciaio e zinco
- La densità è intorno a 2,7 g/cm³, circa un terzo del peso dell'acciaio e molto più leggero delle leghe a base di zinco.
- Questo significa importanti risparmi di peso nei settori automobilistico, EV, aerospaziale e dei macchinari senza rinunciare a rigidità o affidabilità.
Colabilità, Fluidità e Controllo dei Difetti
- Le leghe di fusione Al-Si offrono eccellente fluidità, quindi riempiono pareti sottili e geometrie complesse in modo affidabile in pressofusione, sabbia e fusione in gravità.
- Con la giusta pratica di fusione e colata, manteniamo porosità, cricche a caldo e ritiro sotto controllo, anche su parti a tolleranza stretta e a tenuta di pressione.
- La nostra alta pressione lega di alluminio per pressofusione le opzioni sono ottimizzate per riempimento rapido e bassi scarti, specialmente negli stampi multicavità.
Gamma delle proprietà meccaniche
Gamma tipiche (a seconda della lega e del trattamento termico):
- Resistenza alla trazione (UTS): ~150–320 MPa
- Resistenza allo snervamento: ~80–250 MPa
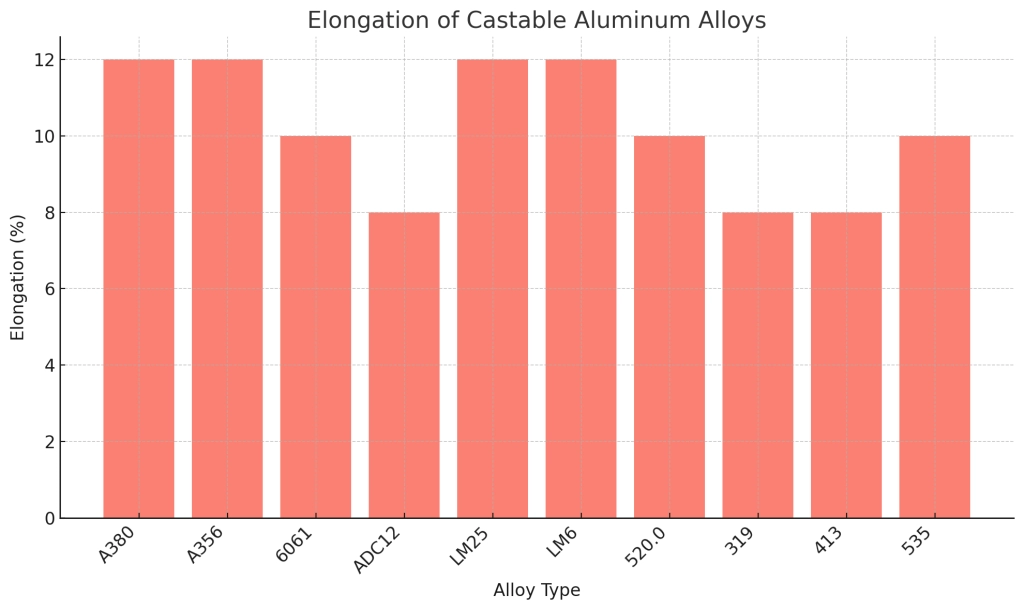
- Allungamento: ~1–12%
- Durezza: ~60–100 HB
Puoi regolare l'equilibrio di resistenza vs. duttilità con la scelta della lega e il trattamento termico (come cast, T5, T6, ecc.).
Resistenza alla corrosione
- L'alluminio in lega fusa offre buona a eccellente resistenza alla corrosione in ambienti di sottofondo automobilistico, spruzzi marini e molte atmosfere chimiche.
- La corretta selezione della lega e la finitura (rivestimenti, anodizzazione, rivestimenti di conversione) garantiscono a lungo termine prestazioni di alluminio fuso resistente alla corrosione per condizioni di sale stradale e uso costiero.
Conducibilità termica ed elettrica
- Alto conduttività termica rende il materiale di fusione di alluminio ideale per dissipatori di calore, involucri di elettronica di potenza, controllori di motore e apparecchi LED.
- Moderato conduttività elettrica supporta messa a terra, schermatura e alcuni componenti di alimentazione dove peso e costo superano il rame.
Lavorabilità, Finitura e Saldabilità
- La maggior parte leghe di alluminio in pressofusione pulizia precisa con durata prevedibile degli utensili, specialmente nelle tempers T5/T6.
- Compatibile con verniciatura a polvere, verniciatura, anodizzazione, placcatura e finitura CNC per parti visibili e cosmetiche.
- Molte leghe sono saldabili o almeno riparabili con saldatura, con gradi Al-Si-Mg come A356 che rispondono particolarmente bene quando le procedure sono controllate.
Riciclabilità ed Efficienza dei Costi
- la pressofusione di leghe di alluminio è altamente riciclabile—possiamo usare una percentuale elevata di lega di alluminio secondaria in pressofusione senza sacrificare le prestazioni.
- Questo riduce il costo del materiale, l'impronta di carbonio e il consumo energetico, il che rappresenta un grande vantaggio per i clienti in Italia focalizzati su obiettivi ESG e sulla stabilità della fornitura a lungo termine.
- Forniamo allestimenti pronti per la fonderia lingotti e prodotti in lega di alluminio con chimica controllata per mantenere stabile il vostro processo di pressofusione e competitivo il costo del pezzo; potete esplorare la nostra gamma di offerte di leghe di alluminio o combinarle con il nostro OEM servizi di pressofusione in lega di alluminio per una soluzione completa.
Famiglie di leghe per pressofusione in alluminio
Quando scegli una lega per pressofusione in alluminio, stai realmente scegliendo tra alcune principali famiglie di leghe. Ognuna è ottimizzata per un diverso equilibrio tra colabilità, resistenza e costo.
Leghe di pressofusione Al-Si (Eutettica / Ipoeutettica)
Le leghe di pressofusione Al-Si sono i cavalli di battaglia per la maggior parte dei lavori di pressofusione di leghe di alluminio in Italia.
- Punti di forza chiave: eccellente fluidità, ridotta contrazione, buona tenuta alla pressione.
- Ipoeutettiche (tipicamente 5–10% Si): migliore lavorabilità, utilizzate dove importano resistenza e finitura.
- Quasi eutettiche (~11–13% Si): migliore flusso e riempimento per pareti sottili e parti complesse in pressofusione, molto comuni nei componenti di lega di alluminio per automobili ad alto volume.
Queste leghe sono il mio punto di riferimento per pressofusione a pareti sottili e forme intricate dove il controllo del riempimento e dei difetti è critico.
Leghe di Al-Si-Cu per pressofusione ad alta pressione
Le leghe di pressofusione in lega di alluminio Al-Si-Cu sono progettate per pressofusione ad alta pressione e produzione di massa.
- Cosa consegnano: buona resistenza, buona fluidità, tenuta stagna solida e ottima colabilità.
- Ideale per Tipo A380 leghe utilizzate in scatole di trasmissione, involucri e supporti strutturali.
- Il contenuto di rame aumenta resistenza e durezza ma riduce leggermente la resistenza alla corrosione, cosa generalmente accettabile in ambienti automobilistici.
Se si esegue pressofusione ad alta velocità e si tiene conto dei tempi di ciclo e del costo per pezzo, una lega di pressofusione Al-Si-Cu è di solito la prima scelta.
Leghe di pressofusione Al-Si-Mg trattabili termicamente
I materiali di pressofusione Al-Si-Mg sono trattabili termicamente e vengono usati quando si necessita di maggiore resistenza più buona duttilità.
- Compatibile con T4, T5 e T6 tempers per regolare resistenza e allungamento.
- Le leghe tipiche (come A356/356) sono comuni in ruote, pressofusioni strutturali e parti ad alta integrità.
- Il magnesio conferisce capacità di indurimento per età e una migliore resistenza alla fatica rispetto alle leghe di Al-Si semplici.
Se si punta a pressofusioni di alluminio con temper T6 e parti robuste e saldabili, Al-Si-Mg è una scelta intelligente. Ad esempio, le nostre specifiche e applicazioni della lega di alluminio A356-T6 mostrano quanto si può spingere questa famiglia.
Leghe di alluminio Al-Cu e di alta resistenza per pressofusione
Le leghe di alluminio Al-Cu per pressofusione sono utilizzate dove massima resistenza e stabilità alle alte temperature più importante della resistenza alla corrosione.
- Resistenza alla trazione e allo snervamento più elevate rispetto ai sistemi Al-Si standard.
- Utilizzato in componenti ad alte prestazioni e stile aerospaziale, staffe e involucri ad alta carica.
- Richiedono tipicamente un controllo rigoroso del processo e una cura nel trattamento termico per rispettare le specifiche.
Questi non sono leghe da “commodity”; hanno senso quando i carichi di progetto e i fattori di sicurezza giustificano l'upgrade.
Materia prima per fusione di alluminio primario vs. secondario
Per la fusione di lega di alluminio, entrambe primario e secondario metallo sono opzioni:
- Lingotto di fusione di alluminio primario: basso contenuto di impurità, chimica più precisa, ideale per lavori automobilistici e aerospaziali ad alte specifiche.
- Lega di fusione di alluminio secondario: realizzata da rottami riciclati, molto conveniente, eccellente per applicazioni industriali e automobilistiche generali dove le impurità ultra-basse non sono obbligatorie.
Abbiamo l'abitudine di abbinare il tipo di materia prima ai tuoi obiettivi di qualità e costo, così non paghi per purezza che in realtà non ti serve.
Come influenzano Si, Mg, Cu e Fe le prestazioni
Gli elementi principali nel materiale di fusione di alluminio influenzano direttamente le prestazioni:
- Silicio (Si):
- Migliora la fluidità e la colabilità
- Riduce il restringimento e le crepe a caldo
- Più Si = migliore riempimento a pareti sottili, leggermente minore duttilità
- Magnesio (Mg):
- Consente trattamento termico e indurimento per invecchiamento
- Aumenta la resistenza e la resistenza alla fatica
- Troppo Mg può aumentare la porosità se il controllo del gas è scarso
- Rame (Cu):
- Aumenta resistenza e durezza, specialmente a temperature elevate
- Riduce leggermente la resistenza alla corrosione e la saldabilità
- Ferro (Fe):
- Aiuta a controllare l'adesione nello pressofusione
- Fe in eccesso forma intermetallici fragili, riducendo duttilità e tenacità all'impatto
- Richiede un controllo rigoroso, soprattutto per le leghe di pressofusione ad alta pressione
Regolando questi elementi all’interno di gamme standard o tramite specifiche di fusione personalizzate, posso adattare una lega di alluminio da pressofusione alle vostre esigenze di processo, spessore delle pareti e obiettivi di prestazione.
Classi di leghe di pressofusione di alluminio comuni
Panoramica delle designazioni di leghe di alluminio da pressofusione più popolari
Nel mercato, la maggior parte delle leghe di pressofusione di alluminio segue le designazioni AA (Associazione dell'Alluminio), EN (Europa) o JIS (Giappone). Per le aziende di pressofusione e fusione a sabbia, i principali sono A380, A383, ADC12, A360, 356, A356 e 413. Mi concentro sulla fornitura di queste perché coprono oltre il 90% delle esigenze reali: pressofusione ad alta pressione, fusione a sabbia e a gravità, e parti idrauliche e strutturali a tenuta di pressione.
Lega di pressofusione di alluminio A380 per pressofusione
Lega di pressofusione di alluminio A380 è l’alluminio per pressofusione standard in Nord America. Offre:
- Eccellente colabilità e fluidità per parti complesse a pareti sottili
- Buona resistenza e tenuta alla pressione per involucri, staffe e coperture
- Costo e prestazioni bilanciati, ideale per lavori ad alto volume nel settore automobilistico ed elettronico
Se gestisci celle di pressofusione ad alta pressione, A380 è solitamente la prima lega che consiglio.
Leghe di pressofusione A383 e ADC12
Quando hai bisogno di un flusso ancora migliore o di specifiche di tenuta più strette rispetto a quelle che l'A380 può offrire affidabilmente:
- A383 (Al-Si-Cu): Migliore fluidità rispetto all'A380, ottimo per pareti molto sottili e dettagli intricati
- ADC12 (JIS): La controparte giapponese di A383/A380, ampiamente utilizzata in attrezzature importate e catene di approvvigionamento globali
Entrambe sono scelte preferite per pressofusioni a pareti sottili e componenti a tenuta di pressione come involucri di pompe, coperture di trasmissione e componenti del sistema di trasmissione elettrica.
Lega A360 per duttilità e resistenza alla corrosione
Lega di pressofusione in alluminio A360 viene utilizzata quando hai bisogno di:
- Maggiore duttilità rispetto ad A380/A383
- Migliorata resistenza alla corrosione, soprattutto per ambienti esterni o leggermente corrosivi
- Prestazioni migliori in parti soggette a shock, vibrazione o che richiedono una formatura secondaria
È un'opzione solida per pressofusioni strutturali e componenti automobilistici esposti.
Leghe di pressofusione in alluminio 356 e A356
Per fonderia a sabbia, pressofusione a gravità e stampo permanente, 356 e A356 sono standard di settore in Italia:
- Buona colabilità per sezioni di media-spessa
- Trattabile termicamente per maggiore resistenza e tenacità
- Ampia applicazione in ruote, parti di sospensione, staffe aerospaziali e componenti meccanici
Queste leghe sono ideali quando si necessita di entrambe resistenza e lavorabilità in parti di lega di alluminio pressofuso.
A356.0 e 356.0 in tempers T4, T5, T6
Forniamo comunemente A356.0 e 356.0 in diversi tempers:
- T4: Trattamento di soluzione, invecchiato naturalmente – migliore duttilità e lavorabilità
- T5: Raffreddato dalla pressofusione e invecchiato artificialmente – maggiore produttività, resistenza moderata
- T6: Trattamento soluzione e invecchiamento artificiale – massima resistenza, ampiamente utilizzato in fusioni di qualità strutturale e aerospaziale
La tua scelta di tempra influisce direttamente sulla resistenza a trazione finale, sulla resistenza allo snervamento e sull'allungamento, quindi abbiniamo sempre la tempra al tuo disegno e all'uso finale.
Leghe 413 e Al-Si12 per componenti idraulici e a pressione
413 (Al-Si12) è una lega di fusione ad alto contenuto di silicio con:
- Eccellente fluidità per stampi complessi
- Stretta tenuta sotto pressione, ideale per corpi idraulici, alloggiamenti di pompe e valvole, e componenti fluidi di precisione
- Buona stabilità dimensionale sotto pressione interna
Se i tuoi pezzi devono essere a tenuta stagna sotto pressione, 413 è di solito tra le prime scelte.
Riferimenti incrociati AA, EN e JIS
Molti clienti italiani lavorano con attrezzature e disegni globali che richiedono gradi EN o JIS. Effettuiamo regolarmente riferimenti incrociati:
- A380 ↔ EN AC-46000 ↔ JIS ADC10 (approssimativo)
- A383 ↔ EN AC-46100 ↔ JIS ADC12 (equivalente funzionale vicino)
- A356/356 ↔ EN AC-42100 / AC-42200
- 413 ↔ famiglia EN AC-44000
Se stai anche cercando fusioni di precisione o processi di miscelazione come la fusione di acciaio inossidabile insieme all'alluminio, il nostro team può allineare gli standard e le tolleranze delle leghe su entrambi, simile a come standardizziamo i materiali nel nostro servizi di fusione di precisione.
Condividi le tue indicazioni di stampa (AA, EN o JIS), e noi definiremo correttamente la qualità e la specifica dell'lega di alluminio da fusione per la tua fonderia o linea di lavorazione.
Composizione chimica delle leghe di alluminio per fusione
La chimica dietro a un'lega di alluminio per fusione determina la colabilità, la resistenza e il controllo dei difetti. Quando forniamo lingotti di lega di alluminio per fusione o metallo fuso, manteniamo la composizione stretta affinché le tue operazioni di pressofusione, fusione a sabbia o stampi permanenti rimangano stabili e prevedibili.
Intervalli di composizione tipici (wt%)
Questi sono gli intervalli tipici per le leghe di alluminio fuse più comuni utilizzate nelle fonderie italiane:
| Leghe | Si % | Cu % | Mg % | Fe % massimo | Mn % | Zn % | Altri (Ti, ecc.) |
|---|---|---|---|---|---|---|---|
| A380 | 7,5–9,5 | 3,0–4,0 | ≤0,10 | 1.3 | ≤0,50 | ≤3,0 | Ti ~0,01–0,20 |
| A383 | 9,5–11,5 | 2,0–3,0 | ≤0,10 | 1.3 | ≤0,50 | ≤3,0 | Ti ~0,01–0,20 |
| A360 | 9,0–10,0 | ≤0,60 | 0,40–0,60 | 0.6 | ≤0,35 | ≤0,50 | Ti ~0,10–0,25 |
| 356.0 | 6,5–7,5 | ≤0,25 | 0,25–0,45 | 0.3 | ≤0,35 | ≤0,35 | Ti ~0,10–0,25 |
| A356.0 | 6,5–7,5 | ≤0,20 | 0,30–0,45 | 0.2 | ≤0,35 | ≤0,35 | Ti ~0,10–0,25 |
| 413 | 11,0–13,0 | ≤1,0 | ≤0,10 | 1.3 | ≤0,35 | ≤0,50 | Ti ~0,01–0,20 |
I valori sono intervalli tipici; possiamo adattare limiti specifici ASTM B26/B85 o EN 1706 su richiesta.
Cosa fa ogni elemento nelle leghe di alluminio pressofuso
- Si (Silicio) – Aumenta la fluidità, riduce il restringimento, migliora la colabilità; cuore dei sistemi di leghe di fusione Al-Si come A380, A356, 413.
- Mg (Magnesio) – Consente trattamenti termici (T5, T6), aumenta la resistenza, ma deve essere controllato per porosità e corrosione.
- Cu (Rame) – Aumenta resistenza e durezza, soprattutto nelle leghe di alluminio colate a pressofusione (A380, A383), ma riduce la resistenza alla corrosione.
- Fe (Ferro) – Aiuta contro la saldatura in pressofusione ad alta pressione, ma troppo Fe crea fasi “ago” fragili e compromette la duttilità.
- Mn (Manganese) – Compensa gli effetti negativi del Fe modificando la forma della fase di Fe; stabilizza la microstruttura.
- Zn (Zinco) – Aggiunge resistenza in alcuni sistemi Al-Si-Cu-Zn, ma uno Zn eccessivo può compromettere la stabilità dimensionale a temperature elevate.
- Ti (Titanio) e rifinitori della grana – Affina la dimensione dei grani, migliora la tenacità e il comportamento di alimentazione.
- Modificatori Sr/Na (dove usati) – Modifica la morfologia del Si eutettico per una migliore duttilità nelle fusioni di sabbia e a gravità 356/A356.
Effetto del Ferro e delle Impurità
Se si spinge la pressofusione
Proprietà meccaniche e fisiche della lega di fusione di alluminio
Quando scegli una lega di fusione di alluminio, i numeri contano. Mi concentro su leghe che offrono un equilibrio prevedibile di resistenza, duttilità e prestazioni termiche affinché le tue fusioni funzionino nel mondo reale, non solo sulla carta.
Resistenza, duttilità e durezza
Intervalli tipici che ci si può aspettare (temperatura ambiente, valori rappresentativi):
- Come colato (senza trattamento termico)
- A380 / ADC12 / A383 (HPDC):
- Resistenza alla trazione (UTS): 220–320 MPa
- Resistenza allo snervamento (YS): 140–200 MPa
- Allungamento: 1–3%
- Durezza: 75–95 HB
- 413 (Al-Si12, parti a tenuta di pressione):
- Resistenza alla trazione (UTS): 200–280 MPa, allungamento 2–4%, durezza 70–85 HB
- A380 / ADC12 / A383 (HPDC):
- Trattato termicamente (principalmente A356 / 356 colata gravitazionale o in sabbia)
- A356/356-T4:
- Resistenza alla trazione (UTS): 210–260 MPa
- Resistenza allo snervamento (YS): 120–170 MPa
- Allungamento: 6–12%
- A356/356-T6:
- Resistenza alla trazione (UTS): 260–320+ MPa
- Resistenza allo snervamento (YS): 180–230 MPa
- Allungamento: 3–8%
- Durezza: HB 80–100
- A356/356-T4:
Usa classi di pressofusione come-derivato (A380/ADC12) quando sono necessarie pareti sottili e alta produttività; usare A356/356-T6 quando la resistenza strutturale e le prestazioni alla fatica sono prioritari.
Fatica, impatto e densità
- Resistenza alla fatica (flessione rotante, completamente invertita):
- A380/ADC12: tipicamente 70–90 MPa
- A356-T6: tipicamente 90–120 MPa
A356/356 in T6 è solitamente la scelta migliore per ruote, sospensioni, staffe e strutture critiche per la sicurezza.
- Resistenza all'impatto: Leghe con maggiore allungamento (A356-T4/T6) gestiscono meglio urti e vibrazioni rispetto alle classi di pressofusione ad alto contenuto di Cu.
- La densità:
- Leghe di alluminio pressofuso: ~2,65–2,75 g/cm³
- Acciaio: ~7,8 g/cm³
- Leghe di zinco: ~6,6–6,8 g/cm³
Passare dall'acciaio o dallo zinco alle fusioni di alluminio può ridurre il peso delle parti del 50–65%, con evidenti benefici per l'economia di carburante e l'autonomia dei veicoli elettrici.
Suggerimento per lo spessore della sezione (le officine italiane vedono molto questo):
- HPDC a pareti sottili (1–3 mm): A380, ADC12, A383
- Gravity o sabbia a pareti medie/spesse (4–20+ mm): A356/356, 413
Le sezioni più spesse si raffreddano più lentamente, quindi adattiamo la lega e il trattamento termico per controllare la porosità e ottenere proprietà uniformi.
Conducibilità termica ed elettrica
Per la gestione del calore e l'elettronica, il materiale di fusione di alluminio ha un vantaggio importante:
- Conducibilità termica (circa)
- A380/ADC12: 80–120 W/m·K
- A356/356-T6: 120–150 W/m·K
- 413 (alto Si): 120–150 W/m·K
Per questo motivo, l'alluminio pressofuso è una scelta preferenziale per dissipatori di calore, involucri di motori, involucri di inverter e elettronica di potenza.
- Conducibilità elettrica
- Leghe da pressofusione: tipicamente 20–35% IACS (inferiore all'alluminio puro a causa di Si, Cu, Mg)
In pratica, si ottiene una conduttività abbastanza buona per involucri, schermature EMI e involucri collegati a terra, ma non utilizziamo queste leghe dove la conduzione di alta corrente è la funzione principale.
- Leghe da pressofusione: tipicamente 20–35% IACS (inferiore all'alluminio puro a causa di Si, Cu, Mg)
A380 vs A356 vs ADC12 a colpo d'occhio
| Proprietà | A380 (HPDC) | ADC12 (HPDC, JIS) | A356-T6 (gravità/sabbia) |
|---|---|---|---|
| Processo | Colata in pressofusione ad alta pressione | Colata in pressofusione ad alta pressione | Sabbia, gravità, stampo permanente |
| Resistenza alla trazione (MPa) | ~230–310 | ~230–300 | ~260–320+ |
| Resistenza allo snervamento (MPa) | ~150–200 | ~150–200 | ~180–230 |
| Allungamento (%) | ~1–3 | ~1–3 | ~3–8 |
| Durezza (HB) | ~80–95 | ~80–95 | ~80–100 |
| Conducibilità termica | Moderato | Moderato | Più alto |
| Utilizzo migliore | Filo sottile, complesso, ad alto volume | Simile all'A380, specifica globale JIS | Componenti strutturali, critici per la fatica, lavorati a macchina |
In breve:
- Scegli A380/ADC12 se hai bisogno di pressofusione a pareti sottili, ad alta pressione con buona resistenza e tolleranze strette.
- Scegli A356/356-T6 se hai bisogno maggiore duttilità, migliore resistenza alla fatica e maggiore conducibilità termica per componenti strutturali o rotanti.
Se stai confrontando anche altri metalli leggeri, potresti trovare utile la nostra guida di confronto tra ghisa e acciaio per valutare i compromessi tra resistenza e densità quando si passa alle leghe di alluminio per pressofusione.
Opzioni di trattamento termico per lega di alluminio da pressofusione

Temprature comuni: F, T4, T5, T6, T7
Per la lega di alluminio da pressofusione, di solito indirizzo i clienti verso un temperamento specifico in base all'uso della parte:
- F (come presso): Nessun trattamento termico. Costo più basso, adatto per parti non strutturali o estetiche.
- T4: Trattamento termico di soluzione e invecchiamento naturale. Migliore duttilità e lavorabilità.
- T5: Raffreddato dalla pressofusione e invecchiato artificialmente. Maggiore velocità di produzione, resistenza moderata.
- T6: Trattamento termico di soluzione + invecchiamento artificiale. Scelta preferita per massima resistenza in A356 e 356.
- T7: Trattamento termico di soluzione + sovrainvecchiamento. Resistenza inferiore rispetto al T6, ma molto migliore stabilità termica a temperature elevate.
Tempratura T4: duttilità e lavorabilità
Quando hai bisogno di buona elongazione e facile lavorabilità sull'alluminio in fusione:
- Usa T4 su leghe come A356 e 356
- Ideale per:
- Parti che saranno sottoposte a lavorazioni intensive
- Componenti che necessitano di buona resistenza agli urti
- La resistenza è inferiore a T6, ma si ottiene maggiore flessibilità e meno rischio di crepe durante la lavorazione.
Tempra T5: rapida ed efficiente
Per grandi volumi lega di alluminio per pressofusione (A380, A383, ADC12) dove il tempo è denaro:
- T5 utilizza il calore della fusione, poi invecchia artificialmente il pezzo
- Vantaggi:
- Tempi di ciclo più rapidi rispetto a T4/T6
- Buona durezza e stabilità dimensionale
- Funziona bene per involucri automobilistici, contenitori elettronici, fusioni a pareti sottili
Tempra T6: massima resistenza in A356 / 356
Se il tuo obiettivo prestazioni strutturali, T6 è di solito la risposta:
- A356.0-T6 e 356.0-T6 sono standard per:
- Ruote, parti di sospensione, staffe aerospaziali, colate strutturali critiche
- Vantaggi rispetto alla colata grezza:
- Ben più alta resistenza alla trazione e allo snervamento
- Durezza superiore
- Compromesso:
- Elongazione inferiore rispetto a T4, quindi il progetto deve considerare la ridotta duttilità.
Tempra T7: stabilità ad alta temperatura
Per ambienti ad alta temperatura (sotto il cofano, involucri turbo, elettronica di potenza):
- T7 la tempra sovra-annega intenzionalmente la lega di alluminio della colata
- Ciò che ottieni:
- Migliore resistenza a l'indebolimento termico e alla creep
- Proprietà stabili dopo esposizione a lungo termine a temperature elevate
- Comune con materiali di fusione Al-Si-Mg e Al-Si-Cu ad alte prestazioni.
Come il trattamento termico modifica le proprietà
In tutti questi trattamenti, il trattamento termico regola:
- Resistenza: T6 > T5 > T4 > F
- Durezza: Aumenta con T5/T6/T7; importante per le superfici di usura
- Allungamento (duttilità): Più alto in F/T4; più basso in T6/T7
Scegliere il trattamento errato può significare:
- Crepe durante la lavorazione (troppo duro, troppo fragile)
- Componenti che subiscono creep o si ammorbidiscono in ambienti caldi
- Sovraingegnerizzazione e costi inutili
Raccomandazioni pratiche per lega e applicazione
Ecco come di solito abbino fusione di lega di alluminio trattamento per il lavoro:
- A356 / 356 fusione a sabbia o a gravità
- Strutturale / ruote / aerospaziale: T6
- Alloggiamenti lavorati, supporti con una certa flessibilità: T4
- A380 / A383 / ADC12 pressofusione ad alta pressione
- Alloggiamenti generali per automotive ed elettronica: T5 o come-fuso F (quando la resistenza è meno critica)
- Componenti ad alta temperatura o sotto il cofano
- Usa T7 su leghe appropriate di Al-Si-Mg o Al-Si-Cu
Se pianifichi ulteriori trattamento superficiale (rivestimenti, verniciatura, anodizzazione) dopo il trattamento termico, possiamo anche coordinare tempers e sequenze di finitura per mantenere sia l'aspetto che le prestazioni coerenti, simile a come gestiamo le finiture sulle nostre altre leghe attraverso il nostro dedicato servizi di trattamento superficiale.
Compatibilità del processo di pressofusione per lega di alluminio da fusione
Leghe di alluminio per pressofusione ad alta pressione
Per le leghe di alluminio per pressofusione ad alta pressione, mi concentro su:
- leghe Al-Si-Cu come A380, A383, ADC12 per pareti sottili e cicli rapidi
- Controllo rigoroso di Fe, gas e inclusioni per evitare saldature e porosità
- Leghe progettate per alta fluidità, buona riempitura e vita stabile dello stampo
Queste leghe sono ideali quando si necessitano forme complesse, tolleranze strette e produttività a livello automobilistico.
Leghe di alluminio per fusione a sabbia
Per la fusione in sabbia di lega di alluminio in forme complesse e sezioni più spesse, di solito consiglio:
- 356, A356, 319, 413 per corpi strutturali, pompe e valvole
- Leghe con buone caratteristiche di alimentazione e tendenza a rotture di calore inferiori
- chimiche che tollerano raffreddamenti più lenti e spessori di sezione variabili
Se stai cercando corpi valvole o componenti simili, la nostra esperienza come produttore di fusioni di valvole personalizzate si traduce direttamente in scelte migliori di lega e di canali di colata.
Alluminio in stampi permanenti e fusione a gravità
Le leghe di alluminio in stampi permanenti e fusione a gravità richiedono:
- Al-Si-Mg (A356/356) per parti di maggiore resistenza e trattabili termicamente
- Fusi puliti, con basso contenuto di gas, per una buona finitura superficiale e meno inclusioni
- Bilanciato fluidità vs. alimentazione per limitare il restringimento alle giunzioni
Questi sono una scelta solida per ruote, parti di sospensione e lavori OEM a volume medio.
Fusione a bassa pressione e a spremitura di alluminio
Per la fusione a bassa pressione e a spremitura di alluminio:
- Usa leghe Al-Si-Mg con buona fluidità e risposta al trattamento termico
- La spremitura beneficia di leghe che possono raggiungere qualità quasi da forgiatura densità
- Ideale per parti strutturali in EV dove si desidera alta integrità e bassa porosità
Fluidità delle leghe di fusione Al-Si
Le leghe di Al-Si sono popolari perché:
- Il silicio aumenta fluidità, rendendo possibili parti con pareti sottili e lunga portata
- Un Si più alto (intorno a 10–13%) funziona bene nella pressofusione e nella colata a bassa pressione
- La struttura eutettica modificata migliora l'alimentazione e la resistenza alla rottura a caldo
Controllo dei difetti: porosità, rottura a caldo, restringimento
Per ridurre i difetti nella fusione di lega di alluminio, ci concentriamo su:
- Porosità: degassaggio, filtrazione, processi assistiti da vuoto/pressione
- Rottura a caldo: scelta corretta della lega, progettazione del riser e solidificazione controllata
- Restringimento: gating appropriato, riser e lega con buon comportamento di alimentazione
- Inclusioni: carico pulito, flussaggio e filtri ceramici
Come scegliere la lega di alluminio in base al processo di fusione
Regole semplici che funzionano per la maggior parte degli acquirenti di fonderie e OEM in Italia:
- HPDC: A380 / ADC12 / A383 per parti a parete sottile, ad alto volume, non trattate termicamente
- Fusione in sabbia: 356 / A356 / 319 quando sono necessarie resistenza, saldabilità e lavorabilità
- Stampo permanente / gravità: A356/356 per ruote e componenti strutturali
- Bassa pressione / squeeze: leghe di Al-Si-Mg ad alta integrità per strutture critiche per la sicurezza
Se non sei sicuro da dove iniziare, invia il tuo disegno, il volume annuale e le proprietà target—asserò il materiale e il processo di pressofusione in alluminio più adatti ai tuoi obiettivi di costo e prestazioni, e potremo perfezionare attraverso colate di prova e lavorazioni, sfruttando la stessa conoscenza del processo che utilizziamo in servizi di tornitura CNC.
Applicazioni delle leghe di pressofusione di alluminio
Colata di lega di alluminio per automotive
Per i programmi automobilistici, la lega di pressofusione di alluminio è ora standard per:
- Blocchi motore e teste cilindri (A356, 356, leghe di pressofusione di alluminio Al-Si-Cu)
- Alloggiamenti di trasmissione e cambio
- Alloggiamenti di motori EV, scatole inverter e vassoi per batterie
- Ruote, snodi delle sospensioni, staffe e traversi
Si ottengono notevoli risparmi di peso rispetto a ferro e acciaio, alta conduttività termica per il raffreddamento del gruppo motore e veicoli elettrici, oltre a una solida performance in caso di collisione quando utilizziamo gradi di Al-Si-Mg trattabili termicamente.
Leghe di alluminio per pressofusione aerospaziale e strutturale
OEM aerospaziali e della difesa in Italia fanno affidamento pesantemente su A356 e leghe di pressofusione di alta resistenza di Al-Si-Mg / Al-Cu per:
- Staffe strutturali e involucri
- Componenti del carrello di atterraggio
- Colate complesse di motori e APU
Ci concentriamo su chimica stretta, basso contenuto di gas e trattamento termico controllato per raggiungere obiettivi critici di resistenza, fatica e tolleranza ai danni in queste parti.
Macchinari industriali e corpi di pompe/valvole
Per attrezzature industriali, la lega di alluminio fuso è ideale quando si necessita di:
- Corpi di pompe e valvole
- Carcasse di compressori, scatole di ingranaggi e telai di motori
- Carcasse di automazione e robotica
Rispetto alla ghisa, si ottengono attrezzature più leggere, più facili da maneggiare e con una migliore lavorabilità. Quando si necessita di alta precisione, abbiniamo le fusioni con lavorazioni di precisione CNC per consegnare parti pronte per l'assemblaggio (servizi di bronzo a lavorazione CNC di precisione mostrano il livello di finitura che puntiamo sui componenti metallici).
Custodie per elettronica e dissipatori di calore
Il materiale di fusione di alluminio Al-Si è ampiamente usato per:
- Custodie per elettronica e scatole di derivazione
- Dissipatori di calore e componenti di gestione termica
- Carcasse per elettronica 5G, telecomunicazioni e alimentazione
L'alta conduttività termica, buona schermatura elettrica e l'eccellente colabilità ci permettono di realizzare forme complesse a pareti sottili che soddisfano ancora i requisiti di tenuta IP e EMC.
Fusione di alluminio per servizi marittimi e chimici
Leghe di alluminio pressofuso resistente alla corrosione (tipi Al-Si-Mg e Al-Mg) funzionano bene per:
- Ferramenta marina, involucri, guide e staffe
- Involucri per processi chimici e corpi di pompe
- Attrezzature offshore e costiere
Con la scelta corretta dell'alleato, trattamento superficiale e sigillatura, ottieni un'alternativa resistente alla corrosione, leggera e robusta rispetto all'acciaio inossidabile o rivestito.
Leghe di alluminio pressofuso a tenuta di pressione
Per sistemi idraulici e ad alta pressione, utilizziamo leghe di alluminio pressofuso a tenuta di pressione come 413 e gradi di pressofusione Al-Si ottimizzati per:
- Corpi valvole idrauliche
- Ingranaggi e involucri di accumulatore
- Blocchi di controllo pneumatico e fluido
Controlliamo porosità, restringimenti e inclusioni affinché i passaggi lavorati e le superfici di tenuta mantengano la pressione e superino i test di tenuta.
Tendenze EV, alleggerimento e sostenibilità
I produttori di apparecchiature originali stanno accelerando la transizione verso la pressofusione di leghe di alluminio leggere per:
- Sottogruppi integrati di veicoli elettrici e grandi pressofusioni
- Involucri di batterie e strutture di sicurezza
- Involucri di motori e inverter
L'alleato di pressofusione di alluminio secondario ad alto riciclo permette di raggiungere obiettivi di sostenibilità e CO₂, riducendo il peso del veicolo, migliorando l'autonomia e mantenendo i costi totali competitivi con soluzioni a base di acciaio.
Forme di prodotto e opzioni di fornitura per lega di fusione di alluminio
Forme di prodotto flessibili
Fornisco lega di alluminio per fusione nelle principali forme utilizzate quotidianamente nelle fonderie:
- Lingotti – chimica pulita e coerente per la fusione di leghe di alluminio generali
- Billette – per stampi permanenti, colata a gravità e lavorazioni su misura
- Zolle – materia prima in grandi quantità economica per grandi fonderie di alluminio
- Leghe di alluminio fuso – consegna diretta di metallo liquido per linee di pressofusione ad alto volume
Imballaggio e movimentazione
Per mantenere il vostro fusione pulita e la movimentazione semplice, offro:
- Pacchi legati di lingotti di lega di alluminio fusa
- Palettes avvolte per movimentazione con carrello elevatore e stoccaggio in magazzino
- Opzioni di consegna all'ingrosso per grandi utenti di leghe di alluminio secondarie
Quantità minime d'ordine, tempi di consegna e spedizioni
- Quantità minime d'ordine sono flessibili in base alla lega e alla forma, quindi sia piccoli lotti di prova che carichi completi sono realistici.
- Tempi di consegna sono pianificati in base ai tuoi piani di fusione e di utensili, con opzioni di urgenza per cambi di utensili urgenti.
- Spedizioni globali e supporto alla consegna ai porti rendono facile combinare il materiale di fusione in alluminio con altri metalli come prodotti in acciaio a basso contenuto di carbonio in una catena di approvvigionamento.
Supporto tecnico e prove di colata
Non vendo solo metallo; supporto il tuo processo:
- Aiuto nella scelta della lega di fusione in alluminio più adatta per stampo a iniezione, sabbia, gravità o stampo permanente
- Campionamento di piccole quantità per nuove leghe di fusione in alluminio e modificatori
- Supporto per prove di colata così puoi regolare riempimento, alimentazione e trattamento termico prima di impegnarti nella produzione completa
Qualità, Standard e Certificazioni per Lega di Fusione in Alluminio
Quando acquisti lega di fusione in alluminio nel mercato, la documentazione non è solo una formalità—è la tua polizza assicurativa. Gestisco la nostra operazione di fusione di leghe di alluminio con un approccio di “zero incertezze” sulla qualità e gli standard.
Conformità agli Standard delle Leghe di Fusione
Abbiniamo la nostra lega di alluminio fuso chimica e le proprietà alle principali specifiche globali, in modo che i tuoi disegni e le richieste di preventivo si traducano senza problemi:
- ASTM B26 / B85 per fusione di leghe di alluminio e lingotti
- EN 1706 per gradi europei di leghe di alluminio da fonderia
- Designazioni AA (Aluminum Association) per leghe comuni come A380, A356, 413
- Verifica incrociata rispetto alle specifiche specifiche del cliente quando necessario
Ogni colata è certificata e i risultati dei test sono direttamente collegati al materiale di fusione di alluminio.
Sistemi di qualità certificati per fonderia
La nostra fonderia e il nostro reparto di fusione operano secondo rigorosi sistemi di qualità:
- ISO 9001 per la gestione generale della qualità
- IATF 16949 supporto per programmi di leghe di alluminio per fusione automobilistica
- Controllo documentato del processo, SPC e azioni correttive
Per i clienti in settori esigenti come petrolio e gas o turbine, seguiamo un rigore simile a quello che applichiamo nel nostro di testing e controllo qualità.
Analisi spettrografica e controllo della fusione
Non spediamo metallo a caso. Ogni lega di alluminio da fonderia il bagno di fusione viene controllato con:
- Analisi spettrografica per la composizione chimica completa (Si, Mg, Cu, Fe, Mn, Zn, Ti, modificatori)
- Regolazioni in corso d'opera per mantenere finestre ristrette per lega per pressofusione ad alta pressione e altri processi
- Controllo di scorie e loppa per mantenere basse le inclusioni
Questo rende i tuoi getti più consistenti, specialmente per parti a parete sottile e a tenuta di pressione.
Test meccanici e verifica
Per dimostrare le prestazioni, supportiamo la chimica con dati meccanici:
- Test di trazione, snervamento e allungamento su provini o coupon fusi separatamente
- Controllo di durezza (Brinell) su ogni lotto per le principali lega di alluminio fuso qualità
- Certificati di analisi e rapporti di prova forniti con ogni spedizione su richiesta
Ottieni numeri reali, non supposizioni, sul tuo lega di alluminio fuso.
Piena tracciabilità, dalla colata al getto finito
Manteniamo la tracciabilità a livello di lotto da:
- Primario o secondario lingotti di fusione di alluminio → fusione → lotto di colata
- Numeri di fusione registrati su etichette, etichette e documenti
- Capacità di rintracciabilità in caso di problemi in lavorazione o assistenza sul campo
Questo è fondamentale per programmi di fusione di leghe di alluminio per automotive, aerospaziale e sicurezza critica.
Controllo di gas, inclusioni e alto contenuto di Fe
I difetti iniziano nella fusione, quindi li controlliamo alla fonte:
- Monitoraggio dell'idrogeno (gas) e degassaggio per ridurre la porosità in pezzi in pressofusione e in sabbia
- Filtrazione e flussaggio per ridurre le inclusioni non metalliche
- Controllo rigoroso di Livelli di Fe per bilanciare la fluidità con la duttilità ed evitare eccessiva fragilità
- Audit regolari delle pratiche di fusione e delle attrezzature
Risultato finale: più pulito, più affidabile lega di fusione di alluminio che si macina meglio, perde meno e dura di più nei tuoi pezzi.
Scegliere la lega di fusione di alluminio giusta
Abbinare la lega al processo di fusione e allo spessore della parete
Non puoi scegliere una lega di alluminio pressofuso senza pensare al processo e alla dimensione della sezione. Come regola semplice:
- Colata in pressofusione ad alta pressione (HPDC):
- Migliore: A380, ADC12, A383, A360 e leghe di alluminio-Al-Si-Cu simili per pressofusione
- Ideale per: pareti sottili, geometrie complesse, alti volumi
- Leghe di alluminio per fusione a sabbia:
- Migliore: 356, A356, 319, gradi di Al-Cu
- Ideale per: sezioni spesse, costi di attrezzaggio inferiori, prototipi
- Leghe di alluminio per stampi a gravità / permanenti:
- Migliore: 356, A356, 413, leghe di Al-Si-Mg e Al-Si
- Ideale per: pareti medie, migliori proprietà superficiali e meccaniche
- Colata a bassa pressione e a squeeze di alluminio:
- Migliore: A356/356, Al-Si-Mg e alcune leghe di Al-Cu ad alta resistenza
- Ideale per: parti strutturali e componenti a tenuta di pressione
Pareti sottili (<2,5 mm): favorire le leghe di alluminio pressofuso ad alta fluidità (A380, ADC12, A383).
Sezioni spesse: utilizzare 356/A356 o 413 con alimentazione e solidificazione controllate.
Tenuta alla pressione vs. Duttilità
Pensare a cosa fallisce prima: perdite o crepe.
- Per lega di alluminio a tenuta di pressione (idraulica, pompe, compressori):
- Colata a pressofuso: A380, A383, ADC12 con controllo stretto della porosità
- Cava/silicato permanente: 413, A356/356 (spesso T6)
- Per duttilità e resistenza agli urti (sospensioni, strutturali):
- A356/356 in T4 o T6
- Leghe di alluminio ad alta resistenza Al-Si-Mg o Al-Cu in pressofusione o pressofusione a bassa pressione
Se hai bisogno di entrambi tenuta sotto pressione e resistenza, orientarsi verso A356/356 T6 con un processo a bassa porosità (pressofusione o pressofusione a bassa pressione).
Equilibrio tra Resistenza, Resistenza alla Corrosione e Costo
Nel mercato, la maggior parte degli acquirenti desidera “basta che sia abbastanza forte” al costo totale più basso, non la massima resistenza di laboratorio.
- Prima la resistenza:
- A356/356 T6, leghe di alluminio Al-Cu, pressofusione di alluminio Al-Si-Mg
- Prima la resistenza alla corrosione (automotive, marino, esterno):
- A360, A356, 356 (soprattutto Al-Si-Mg con basso Cu)
- Prima il costo / alto volume:
- A380, ADC12, A383 (grade di alluminio pressofuso ad alta pressione, spesso con alluminio secondario)
Guarda sempre costo totale di vita: tempo di lavorazione, tasso di scarto, trattamento termico, finitura. A volte una lega di alluminio pressofusa leggermente più costosa risparmia denaro a valle, proprio come con metalli di qualità superiore in altri processi come materiali lamiera tagliati a laser di precisione.
A380 vs. ADC12 vs. A383 (Colata in pressofusione)
Per la pressofusione di leghe di alluminio in HPDC, questi tre compaiono in quasi ogni richiesta di preventivo:
- Lega di pressofusione di alluminio A380 (standard in Italia):
- Vantaggi: Ottima colabilità, buona resistenza, buona tenuta alla pressione con controllo del processo
- Da usare per: Colate in pressofusione di uso generale, involucri automobilistici, prodotti di consumo
- Lega di pressofusione ADC12 (JIS, comune negli stampi importati):
- Vantaggi: Simile ad A383/A380, eccellente fluidità, facile da riempire pareti sottili, buona lavorabilità
- Da usare per: Colate in pressofusione di pareti sottili e complesse, soprattutto quando gli stampi sono progettati secondo lo standard JIS
- Alluminio pressofuso A383 (alternativa ad A380):
- Vantaggi: Migliore fluidità rispetto ad A380, adatto per parti intricate, pareti sottili e a tenuta di pressione
- Da usare per: Piccoli involucri complessi e critici alla pressione, connettori
Se si producono parti sottili, molto complesse, ADC12 o A383 di solito vincono. Per lavori generali nel settore automobilistico e industriale in Italia, A380 è l'lega di alluminio pressofuso di default.
A356 / 356 vs. 413 vs. Leghe di pressofusione Al-Cu
Quando si passa dalla HPDC alla sabbia, stampi permanenti o pressofusione a squeeze:
- A356 / lega di fusione di alluminio 356:
- Pro: Trattabile termicamente, eccellente rapporto resistenza-peso, buona resistenza alla corrosione, buona saldabilità
- Usalo per: Ruote, sospensioni, fusibili aerospaziali, staffe strutturali, parti marine
- Grado di fusione di alluminio 413 (Al-Si12):
- Pro: Fluidità molto alta, buona tenuta alla pressione, buona colabilità in stampi complessi
- Usalo per: Corpi idraulici, involucri di compressori, componenti a tenuta di pressione
- Leghe di alluminio da fusione Al-Cu (ad esempio, serie 201, 206):
- Pro: Maggiore resistenza a temperature elevate
- Usalo per: Componenti strutturali ad alta carico e alta temperatura dove la corrosione può essere gestita
Se hai bisogno alta resistenza + saldabilità + resistenza alla corrosione, scegli A356/356 (T6).
Se hai bisogno eccellente fluidità e tenuta alla pressione, scegli 413.
Se hai bisogno massima resistenza a temperature elevate, considera un legante di fusione di alluminio Al-Cu con forte controllo del processo/riscaldamento.
Lista di controllo per la specifica dell'alleato di fusione di alluminio ai fornitori
Quando invii richieste di preventivo alle fonderie o agli stampatori a pressione, assicurati di considerare questi punti:
- Processo di fusione: HPDC, sabbia, gravità/stampo permanente, bassa pressione, squeeze
- Leghe target e standard: ad esempio, A380 (ASTM B85), A356-T6 (ASTM B26), ADC12 (JIS), 413
- Proprietà meccaniche:
- Resistenza alla trazione minima, limite di snervamento, allungamento
- Qualsiasi obiettivo di fatica o impatto se critico
- Spessore delle pareti e sezioni critiche:
- Parete più sottile
- Sezione più pesante e punti caldi locali
- Requisiti di pressione e perdita (se presenti):
- Metodo di prova (aria, elio, acqua)
- Limite (ad esempio, 0,5 bar, 1,0 bar, ecc.)
- Ambiente di corrosione:
- Sotto cofano automobilistico, spruzzi marini, esposizione chimica, invecchiamento all'aperto
- Trattamento termico e tempra (se applicabile):
- Come castato (F), T4, T5, T6, T7
- Lavorazione e finitura:
- Superfici lavorate critiche e tolleranze
- Rivestimenti/finiture (anodizzazione, verniciatura a polvere, verniciatura, placcatura)
- Qualità della materia prima:
- Leghe di fusione di alluminio primario vs. secondario
- Massimi livelli di Fe e impurità consentiti
- Standard e requisiti di qualità:
- Riferimenti ASTM / EN / JIS
- Certificazioni richieste, rapporti di prova e piano di campionamento
Se condividi questa lista di controllo in anticipo, la maggior parte delle fonderie di alluminio in Italia può rapidamente dirti quale materiale di fusione di alluminio (A380, ADC12, A383, A356, 356, 413, o una lega di alluminio personalizzata) è la migliore corrispondenza per il tuo pezzo e il tuo budget.
Risorse tecniche e supporto per leghe di fusione di alluminio
Supporto tecnico rapido e pratico per ogni ordine di lega di alluminio, così il tuo team può passare dal preventivo alla produzione con meno sorprese.
Schede tecniche e MSDS
Ottieni documenti chiari e pronti all’uso per ogni lega:
| Tipo di documento | Cosa ottieni |
|---|---|
| Schede tecniche delle leghe (A380, A356, ADC12, ecc.) | Chimica, proprietà, note sul processo di fusione |
| FDS / SDS | Linee guida sulla sicurezza, manipolazione, stoccaggio e metallo fuso |
| Sintesi dei processi | Consigli chiave per l’uso di stampi a iniezione, sabbia, gravità e stampi permanenti |
Tutti i file sono formattati per un uso rapido nei flussi di lavoro di ingegneria e acquisti in Italia (PDF / Excel).
Tabelle di riferimento incrociato delle leghe (AA / EN / JIS)
Fornisco strumenti di cross-referenza semplici per confrontare le specifiche globali:
| Necessità | Supporto fornito |
|---|---|
| AA ↔ EN 1706 ↔ JIS ADC | Mappatura delle classi affiancata (A380 / ADC12 / EN AC) |
| Specifiche OEM / interne | Aiuto nel confronto con leghe di alluminio per fusione equivalenti |
| Approccio globale alle fonti di approvvigionamento | Alternative per catene di approvvigionamento multi-plant |
Supporto ingegneristico e ottimizzazione dei processi
Il mio team lavora direttamente con la vostra fonderia o officina meccanica per adattare la fusione di lega di alluminio al vostro processo:
- Revisioni di progettazione per spessore delle pareti, nervature, bossoli e angoli di spinta
- Feedback sulla simulazione di fusione (riempimento, solidificazione, punti caldi)
- Raccomandazioni sulla scelta della lega in base al processo (fusione a pressione, sabbia, gravità, a bassa pressione)
Se state ottimizzando il vostro flusso di produzione più ampio, posso anche collegarlo alla nostra più ampia esperienza nei processi di produzione in modo che la vostra fusione, lavorazione e finitura siano allineate.
Indicazioni sul trattamento termico (T4, T5, T6, T7)
Ti aiuto a definire specifiche realistiche e pronte per la produzione per il trattamento termico sui tuoi disegni:
| Tempra | Caso d'uso tipico | Ciò che aiuto a definire |
|---|---|---|
| F | Componenti in pressofusione, a basso costo | Proprietà di base e limiti |
| T4 | Elevata duttilità, buona lavorabilità | Tempo/temperatura di soluzione e pratica di tempra |
| T5 | Componenti in pressofusione che richiedono invecchiamento rapido | Ciclo di invecchiamento compatibile con il vostro throughput |
| T6 | Massima resistenza per componenti strutturali A356/356 | Ricetta completa di soluzione + invecchiamento |
| T7 | Stabilità a temperature elevate e fatica | Parametri di overaging e obiettivi di proprietà |
Ricevi istruzioni chiare che il tuo trattamento termico, fonderia e team di controllo qualità possono seguire.
Sviluppo di leghe personalizzate e modificatori
Quando le leghe di alluminio in pressofusione standard non soddisfano completamente le tue esigenze, posso regolare la composizione chimica e i modificatori:
- Controllo più rigoroso di Fe e impurità per pressofusione ad alta pressione
- Bilanciamento ottimizzato di Si/Mg/Cu per fluidità, resistenza o tenuta alla pressione
- Refiner e modificatori di grani per una migliore alimentazione e riduzione della porosità
Il materiale di pressofusione in alluminio personalizzato può essere fornito come lingotti o metallo fuso, e validato con analisi spettroscopica completa e test meccanici. Per un'integrazione più ampia del prodotto, puoi anche consultare i nostri attuali prodotti e servizi in metallo come riferimento.

Recensioni
Non ci sono ancora recensioni.