
Oppdag den komplette 2026-guiden til innsatsformeringsprosess, design, materialar, bruk og kostnader for ingeniørar og produsentar.
Kva er innsettingsformeringsprosess? Prosess, fordeler og verkelege bruksområde i 2026
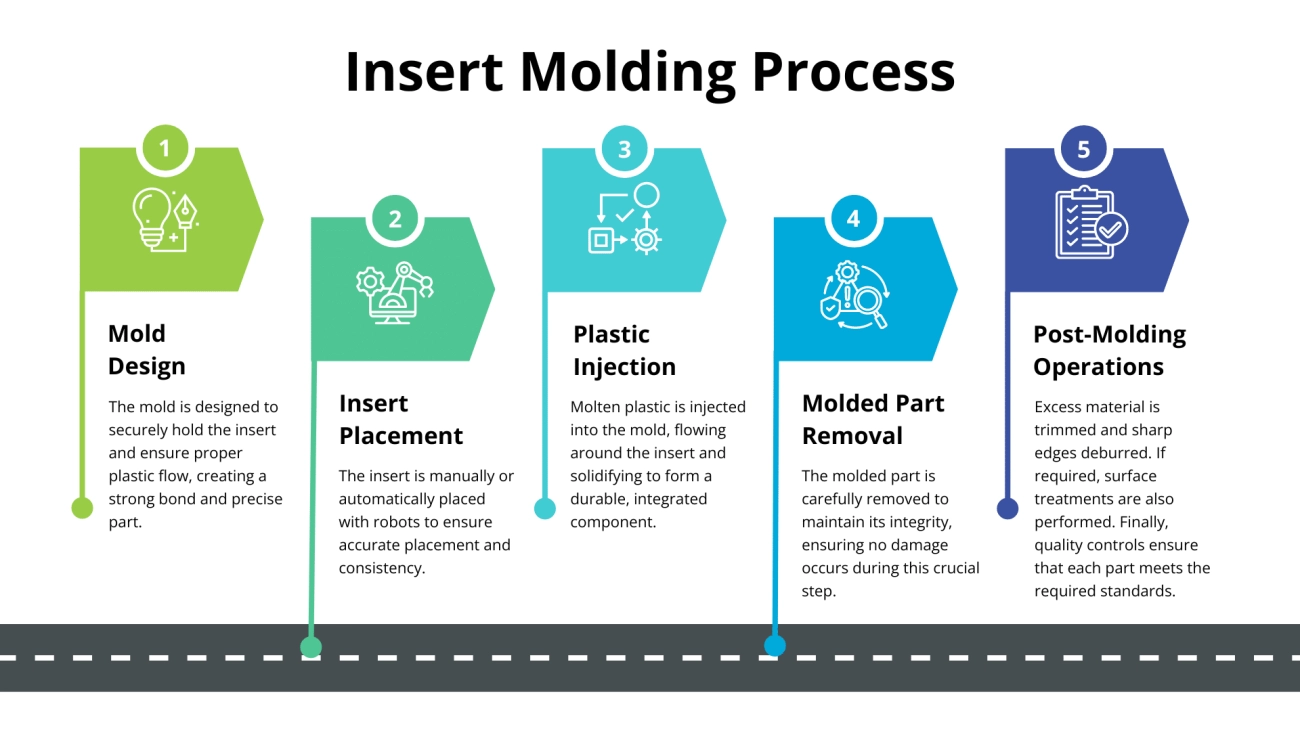
Innsettingsformeringsprosessen er ein allsidig produksjonsmetode der forhåndsforma innsetjingar—vanlegvis metall eller komponentar som skrufester, magneter eller terminalar—blir plasserte i ein form, og plast vert injisert rundt dei. Dette skapar ein einskild, samansett del som kombinerer ulike materialar med sterke mekaniske og kjemiske bindingar.
Innsettingsformeringsprosess forenkla:
| Steg | Beskrivelse |
|---|---|
| Forberedelse av innsetting | Rengjering og plassering av metall- eller plastinnsettingar før forming |
| Innsettingsplassering | Manuell eller automatisert lasting av innsettingar i formkamrar |
| Injeksjonsforming | Smelt plast injisert under trykk, som omsluttar innsettingane |
| Kjøling og utkast | Delen avkjøles, stivnar, og vert kasta ut av forma |
| Sekundære operasjonar | Fjerning av overskott, testing eller montering om nødvendig |
Kvifor velje innsettingsformeringsmetoden i 2026?
- Sterkare binding: Gir meir holdbare tilkoplingar enn press-pass eller ultralydinnsettingar.
- Redusert monteringstid: Kombinerer fleire steg i eitt, og reduserer arbeidskostnader.
- Designfleksibilitet: Gjev høve til å kombinere metall og plast i komplekse former.
- Miniaturisering: Gjer det mogleg med kompakte, lette delar med integrert funksjonalitet.
- Forbetra pålitelegheit: Forbetrar produktets levetid, spesielt i tøffe miljø.
Reelle bruksområde
Innsatsforming vert mykje brukt på tvers av sektorar:
- Medisinske instrument: Kirurgiske instrument med innebygde metallspissar.
- Bilindustri: Holdbare sensorhus og skruforbindingar.
- Elektronikk: Ladeportar for telefonar og smartklokker.
- Luftfart og forsvar: Lette, høgstyrke komponentar.
- Industrielle verktøy: El-verktøy med integrerte metallkomponentar.
Fram til 2026 vil framsteg innan automasjon og materialar fortsette å gjere innsatsforming til ein viktig prosess for å lage avanserte, fleirfunksjonelle delar med utmerka yting og kostnadseffektivitet.
Korleis innsatsformingsprosessen faktisk fungerer
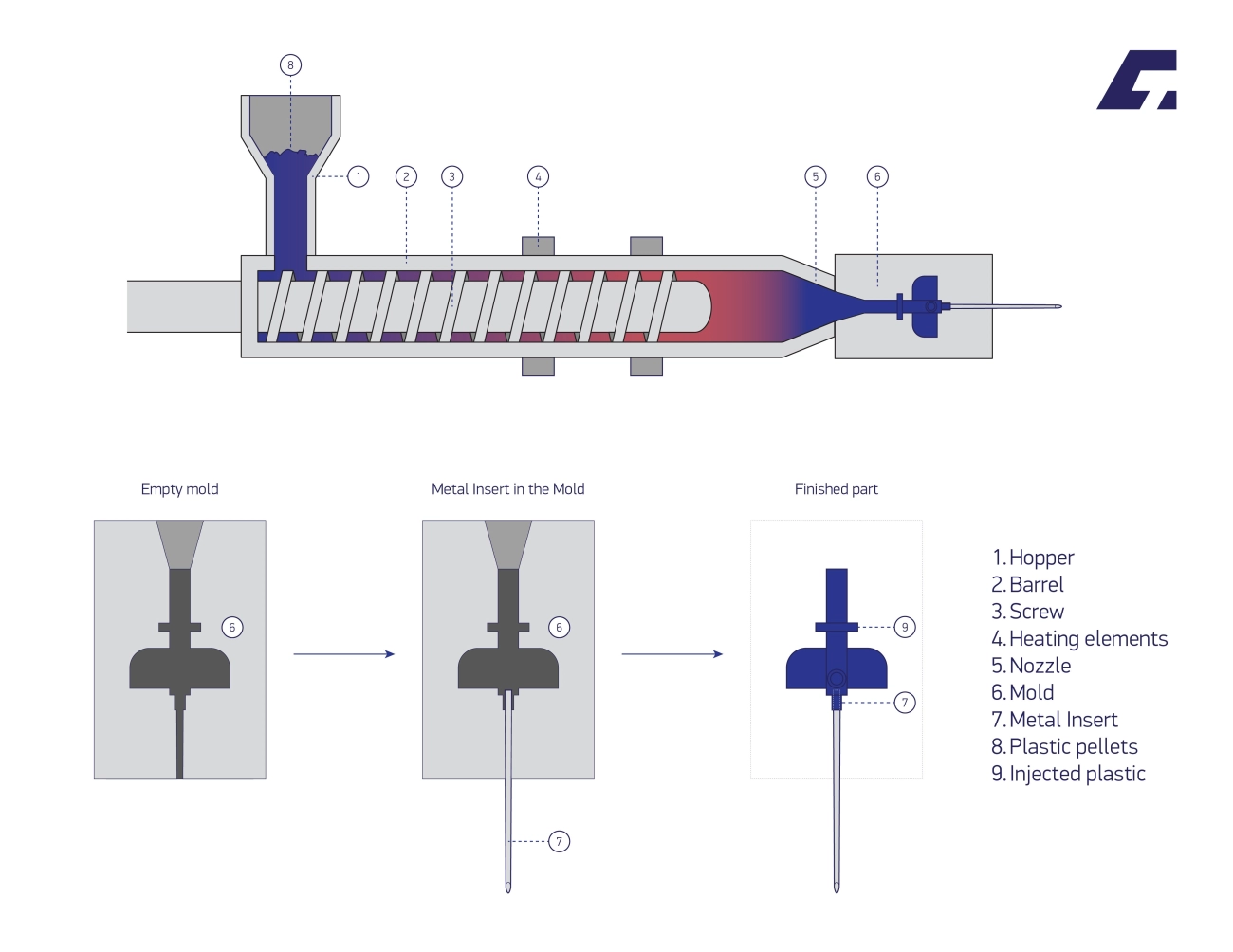
Innsatsforming blander metall eller andre innsetningar med plast i eitt sømløst steg. Her er ei oversikt over korleis det heile skjer, frå start til slutt:
Før-formsing av innsats og handtering
- Rengjering: Innsatser vert rensa for å fjerne oljer eller støv—nøkkel for godt binding.
- Inspeksjon: Kontroll av feil eller krumming sikrar jamn kvalitet.
- Lagring: Innsatsar må oppbevarast i tørre forhold for å forhindra korrosjon.
Automatisert vs Manuell innsatsplassering
| Aspekt | Automatisert innsatsplassering | Manuell innsatsplassering |
|---|---|---|
| Hastigheit | Raskare, jamne syklustider | Sakte, meir arbeidsintensivt |
| Nøyaktigheit | Veldig høg, ideelt for masseproduksjon | Avhengig av operatørens ferdigheiter |
| Kostnad | Høg initial oppsettkostnad men låge løpande kostnader | Låg oppstart, høgare løpande kostnader |
| Beste for | Store volum, stramme toleransar | Prototypar, små produksjonskøyrer |
Injeksjonsfase og kjøling
- Innsatsar vert plasserte i forma (automatisk eller for hand).
- Smelt plast vert injisert rundt og over innsatsane.
- Kjøling stivnar plasten, og sikrar at innsatsen vert låst på plass.
Utskifting og sekundære operasjonar
- Fullførte delar vert forsiktig kasta ut for å unngå skade på innsetta.
- Sekundære steg kan inkludere trimming, inspeksjon eller ytterleggare montering.
Vertikale vs Horisontale Innsettmouldingmaskiner
| Eigenskap | Vertikale maskiner | Horisontale maskiner |
|---|---|---|
| Innsettsplassering | Vekt hjelper, lettare manuelt lasting | Krev robot- eller manuell håndtering |
| Golvplass | Tar opp mindre plass | Større fotavtrykk |
| Ideell bruk | Lette innsettar, låge til middels volum | Høgvolums produksjon, automatiseringsvennleg |
| Kostnad | Vanlegvis mindre kostnadseggjande | Høgare oppstartsinvestering |
Å forstå desse stega hjelper deg å optimalisere innsettmouldingprosessen for betre kvalitet, raskare syklusar og lågare kostnader tilpassa produksjonsbehov i Noreg.
Innsatsforming vs Overmolding vs To-Shot forming – Når skal ein velje kva

Å velje mellom innsettmoulding, overmoulding og to-skott moulding avhenger av produktbehov, budsjett og designkompleksitet. Her er ei rask oversikt for å hjelpe deg å bestemme:
| Prosess | Kva det er | Best for | Fordelar | Ulemper |
|---|---|---|---|---|
| Innsatsstøping | Plast forma rundt ein solid innsats (metall/plast) | Deler som treng sterk mekanisk binding, skrufaste innsatser, eller innsatser som ikkje skal flytte på seg | Sterk binding, færre monteringstrinn, kostnadseffektivt for medium volum | Forberedelse av innsats kan auke kompleksiteten |
| Overmolding | Plastlag forma over ein eksisterande plastdel | Forbetre grep, leggje til mjuke overflater, kombinere stive og myke materialar | Forbetra ergonomi, delar i fleire material | Vanlegvis meir kompleks verktøy |
| Toveisstøping | To plasttypar injiserte ein etter den andre i same maskin | Komplekse design med to ulike plasttypar eller fargar | Høg nøyaktigheit, mindre etterproduksjon | Høgare verktøykostnad, lengre syklus |
Når du skal velje innsatsstøping:
- Du vil innkapsle metalldeler som skrufester, bøsningar eller magneter direkte.
- Redusere monteringssteg er ein prioritet.
- Deler treng sterk mekanisk styrke mellom innsettinga og plasten.
Når overmolding passar for deg:
- Delen din treng eit sekundært mjukt eller gummaktig lag.
- Fokuset er på taktil kjensle eller estetikk.
- Du har ikkje noko imot ein litt meir involvert prosess.
Når du skal velje to-skots forming:
- Designet ditt krev to typar plast i éin støyp — som å kombinere hard og myk plast sømløst.
- Du ønskjer tett fargekontroll eller intrikat delgeometri.
- Volumet er høgt nok til å rettferdiggjere verktøyinvestering.
Å forstå desse forskjellane hjelper deg å velje riktig prosess som passar produktmåla dine og standardane for produksjon i Norge.
Nøkkelfordelar med innsettingsstøyping (Kvifor designingeniørar likar det)
Innsettingsstøyping tilbyr klare fordelar som gjer det til eit favorittval blant designingeniørar, spesielt her i Norge der pålitelegheit og kostnadseffektivitet er viktig.
- Sterkare mekanisk binding: Samanlikna med press-pass eller ultrasoniske innsettingar, skaper innsettingsstøyping eit mykje meir robust bånd mellom metall- og plastdelar. Dette betyr færre feil og eit meir varig produkt.
- Reduserte monteringssteg og arbeidskostnader: Ved å støype innsettinga direkte i plasten, eliminerer du fleire manuelle monteringsprosessar. Dette freistar produksjonen og reduserer arbeidsutgiftene.
- Miniaturisering og vektreduksjon: Innsettingsstøyping gjer det mogleg å lage kompakte, lette design utan å gå på kompromiss med styrke. Dette er avgjerande i sektorar som forbrukerelektronikk og bilindustri der plass og vekt er viktig.
- Forbetra pålitelegheit og delens levetid: Den sikre bindinga begrensar rørsle mellom komponentar, noko som reduserer slitasje. Produkta dine held seg pålitelege lenger, noko som er naudsynt i medisinsk utstyr og industrielle verktøy.
- Materialkombinasjonsfridom: Du kan kombinere ulike metallar og plastmaterialar skreddarsydde for ytelse, kostnad eller holdbarheit. Denne fleksibiliteten gjer det mogleg å optimalisere delar for ulike bruksområde eller miljø.
Kort sagt, innsetjingsforma forenklar produksjonen samtidig som den aukar produktkvaliteten — ein vinn-vinn for norske verksemder som ynskjer effektivitet og framifråheit.
Vanlege bruksområde og industri-eksempel
Innsetjingsforming er ein allsidig teknikk som er mykje brukt på tvers av fleire industriar her i Noreg og elles. Den skin når det er viktig med sterk, påliteleg binding av metall- og plastdeler.
Medisinske utstyr
- Kateter med metallspissar: Innsetjingsforming hjelper med å lage slitesterke, biokompatible spissar som tåler steriliseringsprosessar.
- Kirurgiske instrument: Metallinnsetjingar i plastgrep gir styrke og presisjonsgrep.
Bilindustri
- Sensorhus: Verne sensitive elektronikk med robuste, innsetjingsforma dekslar.
- Kontaktar og gjengede bossar: Metallinnsetjingar sikrar trygge, pålitelege festingar i motorrom og innvendig.
Forbrukerelektronikk
- Ladekontaktar for telefonar: Metallinnsetjingar gir slitebestandigheit der kablar koplast inn dagleg.
- Bærbare pinne og komponentar for smarte enheter: Miniaturiserte delar er mogleg takka vere innsatsforming sin sterke mekaniske binding.
Luftfart og forsvar
- Deler som krev høg styrke og vektbesparelse bruker innsetjingsforming for å kombinere metallar og avansert plast med presisjon.
Industrielle verktøy og kraftverktøy
- Metallbussingar, lager og gjengede innsatser i plastkroppar aukar holdbarheit og forlenger verktøyets levetid.
Reelle døme
Vi har jobba med over 12 prosjekt som inkluderer innstøypte delar, som sensorhus og komponentar til medisinsk utstyr, kvar presentert med detaljerte bilete som viser nøkkelfunksjonar som innsatsposisjon og materialkombinasjonar.
Denne breie bruken på tvers av sektorar viser kvifor innstøyping er eit foretrukke for designerar som søkjer pålitelege, kostnadseffektive monteringsløysingar i det norske marknaden.
Materialar brukt i innstøyping
Når det gjeld innstøyping, er det viktig å velje dei rette materiala for eit sterkt, slitesterkt produkt. På plast-sida inkluderer dei vanlege alternativ:
- PA66 (Nylon 66) – Robust, slitesterk, og flott for mekaniske delar.
- PBT (Polybutylentereftalat) – God kjemisk motstand og dimensjonsstabilitet.
- PPS (Polyfenylensulfid) – Høg varmebestandheit og styrke.
- PC (Polykarbonat) – Klar, slagfast, og allsidig.
- ABS (Akrylonitrilbutadienstyren) – Lett å forme med god overflatefinish.
- LCP (Flytande krystallpolymer) – Suveren styrke og termisk motstand.
- POM (Polyoxymetylén eller acetal) – Lav friksjon og god stivheit.
- PEEK (Polyeter Ether Ketone) – Høgtytande med utmerka kjemisk og varmebestandheit.
For metallinnlegg er dei typiske vala:
- Messing gjengede innlegg – Vanleg for sterke, slitesterke trådar.
- Stålrøyr – Holdbar støtte for bevegelege delar.
- Stansa terminalar – Brukt i elektriske tilkoplingar.
- Magneter – Innfelt for funksjonelle komponentar.
- Lagre – Sett inn for glatt rotasjon eller støtte.
Materialkompatibilitetsmatrise
Ikke alle plasttypar bind seg like godt til alle metallinnlegg—dette kan påverke styrke og levetid. Til dømes:
- PA66 og PBT fungerer ofte best med messing- og stålinlegg.
- PC og ABS har god vedheft med messinggjengeinnlegg.
- PPS og PEEK handterer høge temperaturar, så stålinsert er vanlegvis å føretrekke.
- LCP, som er meir spesialisert, krev nøye matching—vanlegvis stål eller platede innsettar.
Å velje riktig plast- og metallkombinasjon sikrar at den innsetjingsforma delen din fungerer perfekt, varer lenger med færre feil. Om du treng hjelp med å matche materialar for prosjektet ditt, er det verdt å rådføre seg med ein erfaren innsetjingsforma-partner i Noreg.
Kritiske designretningslinjer for vellykka innsetjingsforming (DFM)
Å få designet riktig er nøkkelen til vellykka innsetjingsforming. Her er hovudpunkta å fokusere på:
Innsatsplassering og støtte under forming
- Plasser innsetjingar der dei kan haldast sikkert under injeksjon for å unngå bevegelse.
- Bruk støttar, spor eller ribber i verktøyet for å halde innsetjingane fast på plass.
Veggtykkleik rundt innsetjingane
- Oppretthald jamn veggtykkleik rundt innsetjinga for å forhindre stress og deformasjon.
- Vanlegvis bør veggane vere mellom 1,5 mm og 3 mm, men tilpass dette til resin og innsetjingsstorleik.
Knurl og underkutt-design for trekkstyrke
- Legg til knurlar, ribber eller underkutt på innsetjingane for betre mekanisk grep.
- Dette hindrar innsetjingane frå å trekkje seg ut under bruk eller montering.
Kantvinklar, portplassering og utlufting
- Påfør ein utkastvinkel på minst 1–2° på veggar rundt innsettar for å gjere utkastinga enklare.
- Plasser portane for å fremje jamn flyt av plast rundt innsetjingane utan å skape sveiseskår eller hulrom.
- Inkluder riktig utlufting for å la luft slippe ut og unngå brennmerker.
Toleransebetraktningar
- Design for stramme toleransar mellom innsettar og støpt plast—vanlegvis ±0,1mm eller betre der det er nødvendig.
- Ta høgde for materialkrymping og termisk ekspansjon.
Vanlege feil og korleis unngå dei
- Innsettsbevegelse: Bruk mekaniske støttar og sikra feste for å stoppe dette.
- Innsettsuttrekking: Forbetre knekonstruksjonen eller vel sterkare resinmateriale.
- Sprekkdanning rundt innsett: Unngå overgang frå tjukk til tynn vegg og sørg for jamn veggtykkleik.
- Luftlommedanning: Optimaliser innløp og utlufting for å forhindre fanga luftlommer.
Å følgje desse retningslinjene vil auke styrke, pålitelegheit og den generelle kvaliteten i innsettsstøypingprosjekt.
Kostnadsoversikt for innsettsstøyping & korleis optimalisere
Når du vurderer kostnaden for innsettmolding, er det viktig å forstå dei viktigaste faktorane som påverkar budsjettet ditt. Her er ei enkel oversikt:
- Verktøykostnader: Design og produksjon av forma er ofte den største oppstartskostnaden. Komplekse innsettsar eller stramme toleransar kan auke kostnadene.
- Innsettskostnader: Metall- eller spesialinnsettsar legg til prisen på delen. Men bruk av innsettsar kan redusere monteringkostnader ved å støype dei direkte inn.
- Syklustid: Hurtigare syklustider betrettar produktiviteten og reduserer kostnaden per del. Kjøling og injeksjonshastigheit spelar nøkkelroller her.
7 dokumenterte kostnadsreduksjonsstrategiar
- Design for produksjon: Forenkle innsatsforma og unngå strenge toleransekrav for å redusere verktøykompleksitet.
- Vel materiale som er kompatible: Kombiner resin og innsats som let bonding for å unngå feil og avfall.
- Automatiser innsatsplassering: Bruk robotisert lasting kan kutte arbeidskostnader og auke konsistensen.
- Batchinnkjøp av innsats: Kjøp innsats i bulk for å redusere einingskostnader.
- Optimaliser syklustid: Juster mold-kjøling og injeksjonsparametrar for den kortaste stabile syklusen.
- Bruk multi-kammer former: Produser fleire delar per syklus for å spreie verktøykostnader.
- Regelmessig vedlikehald: Hold former og maskiner i god stand for å unngå nedetid og omarbeiding.
Ved å balansere verktøy, innsettar og syklustidkostnader—og bruke desse strategiane—kan du betydelig optimalisere innsettmoldingsbudsjettet utan å gå på kompromiss med kvaliteten.
Automatisering og moderne innsatsformteknologiar i 2026
Innsatsformprosessen har utvikla seg mykje takka vere automatisering og smarte teknologiar, spesielt her i Norge der effektivitet og presisjon er høgt prioritert.
Robotisert innsatslasting
Robotar handterer no plasseringa av metall- eller plastinnlegg med utroleg nøyaktigheit. Dette reduserer menneskelege feil, aukar produksjonstempoet, og held kostnadene nede. Automatisert lasting er spesielt nyttig for høgvolumsproduksjon eller små delar der manuell handtering kan vere vanskeleg.
Synssystem og Poka-Yoke
Moderne maskiner brukar synssystem for å sjekke plassering av innlegg i sanntid. Desse kamerasystema oppdagar feil tidleg, og stoppar feil før dei oppstår. Samstundes med poka-yoke (feiltrygging) metodar, sikrar dette at delane kjem ut utan feil kvar gong, og aukar pålitelegheit og reduserer avfall.
Inn-mould montering
Inn-mould montering veks fram, og gjev produsentar moglegheit til å kombinere fleire delar i eitt enkelt støypetrinn. Dette reduserer monteringstid, arbeidskostnader, og forbetrar bindinga mellom komponentar. Det er ein stor fordel for produkt som krev tett integrasjon, som medisinsk utstyr eller elektronikk.
Industria 4.0 Integrasjon
Smarte fabrikker i Noreg tek i bruk Industria 4.0-teknologiar for å koble innleggsstøypemaskiner med dataanalyse og skytjenester. Dette betyr betre overvaking av syklustid, prediktivt vedlikehald, og optimalisert produktivitet. Produsentar kan raskt tilpasse seg endringar i etterspurnad og oppretthalde kvalitetsstandardar utan problem.
Saman gjer desse framstega innleggsstøyping meir presist, kostnadseffektivt og fleksibelt enn nokon gong for norske bedrifter som vil halde seg konkurransedyktige i 2026.
Korleis velje den rette innleggsstøyppartnar
Å velje den rette innleggsstøyppartnar er avgjerande for å levere kvalitetsdeler til rett tid og innanfor budsjett. Her er ei enkel sjekkliste for å hjelpe deg å finne ein leverandør som passar dine behov:
| Kriterium | Kva du skal sjå etter |
|---|---|
| Resin- og innleggs-erfaring | Dokumentert erfaring med ditt spesifikke materialekombinasjon |
| Kvalitetssertifiseringar | ISO 13485 for medisinsk utstyr, IATF 16949 for bilindustri |
| Prototyping-evne | Lavvolumsproduksjon for testing og designvalidering |
| Maskin-evner | Vertikale og horisontale maskiner som passar dine storleiksbehov |
| Globale lokasjonar | Nærleik for enklare logistikk og raskare levering |
| Automatiseringsstøtte | Bruk av robotiske innsettingssystem og synssystem |
Sørg for at partneren din forstår både resin og metallinnsettingar du vil kombinere. Sjå etter klar kommunikasjon og teknisk rådgivning—dette forhindrar kostbare feil seinare.
Sjekk også deira kvalitetskontrollar og sertifiseringar som er relevante for din bransje. Til dømes krev medisinsk utstyr ISO 13485, medan leverandørar av bildeler vanlegvis treng IATF 16949.
Hvis du testar nye design, er lavvolums prototyping eit must. Det lar deg finjustere delar før du investerer i full produksjon.
Til slutt, vurder kvar dei er plasserte. Ein lokal eller regional partner i Norge eller Europa betyr raskare levering og mindre bryderi med frakt eller tollforsinkingar.
Ved å krysse av desse punkta, vil du finne ein påliteleg innsettingsformingspartner som hjelper deg å få det beste ut av prosessen.
Store innsettmoldingskapabilitet – Kvifor leiande merkevarer stolar på oss
Vi er stolte av eit breitt utval av innsettingsformingskapabilitet tilpassa det norske marknaden. Med over 50 vertikale og horisontale maskiner frå 35 til 550 tonn, kan vi håndtere prosjekt av alle storleikar og kompleksitetar. Vår eigen innsettingsfabrikk betyr at vi kontrollerer kvalitet og leveringstid frå start til slutt, medan fullt automatiserte produksjonslinjer sikrar konsistens og effektivitet.
Vi har hjelpt mange merkevarer med å kutte kostnader og forbedre produktkvaliteten – våre casestudiar viser tydelig forskjellen, med tre detaljerte eksempel som framhevar før- og etterbesparelser og ytelsesforbetringar. I tillegg tilbyr vi ein gratis Design for Manufacturing (DFM) vurdering og eit uforplikta tilbod innan 24 timar, noko som gjer det enklare for bedrifter her å kome i gang raskt og trygt.
Vanlege spørsmål om innsettingsformings
Spørsmål: Kva blir innsettingsforming brukt til?
Innsettingsforming blir brukt for å kombinere metall eller andre innsettingar med plastdeler i ein sømløs prosess. Det er vanleg i bransjar som medisinsk utstyr, bilindustri, elektronikk og luftfart for å lage sterke, pålitelege delar med komplekse funksjonar.
Spørsmål: Korleis skil innsettingsforming seg frå overmolding?
Innsettingsforming involverer å plassere ein ferdiglaget innsetting i forma før plasten vert injisert, og skapar ein einaste integrert del. Overmolding legg plast over ein eksisterande del eller underlag, ofte for grep, beskyttelse eller estetikk.
Spørsmål: Kva materialar passar best for innsettingsforming?
Vanlege plasttypar inkluderer PA66, PBT, PC og ABS, medan metallinnsettingar ofte involverer messing, stål eller rustfritt stål. Kompatibilitet avhenger av sluttbruk og bindingsevne—vår matrise for materialkompatibilitet hjelper deg å velje riktig kombinasjon.
Spørsmål: Kan innsettingsforming redusere produksjonskostnader?
Ja, ved å eliminere ekstra monteringstrinn og forbedre pålitelegheit av delane, reduserer innsettingsforming arbeidskostnader og omarbeidingskostnader. Automatisering reduserer vidare syklustid og kostnader.
Spørsmål: Kva er typiske designbetraktningar for innsettingsforma?
Viktige punkt inkluderer riktig plassering av innsettingar, veggtykkleik, knurlar eller underkutt for grep, utkastvinklar og håndtering av toleransar. Dette hjelper med å unngå vanlege problem som innsettingsbevegelse eller plastsprekker.
Spørsmål: Er automatisert innsettingsforming vanleg i Noreg?
Absolutt. Mange norske produsentar bruker robotisert plassering av innsettingar kombinert med synssystem for presisjon og konsistens, noko som støttar høgkvalitets, skalerbar produksjon.
Spørsmål: Kor lang tid tek innsettingsforming frå design til produksjon?
Levetider varierer, men prototyping kan gjennomførast raskt for små produksjonsrundar. Full produksjon avhenger av verktøyets kompleksitet og bestillingsstorleik, men ligg vanlegvis frå veker til nokre månader.
Spørsmål: Kvar kan eg finne ein norsk leverandør av innsettingsforming med global rekkevidde?
Søk etter leverandørar med ISO-sertifiseringar, erfaring frå ulike bransjar, og både vertikale og horisontale maskinar. Mange tilbyr gratis designvurderingar og raske tilbod her i Noreg.
Hvis du har andre spørsmål om innsettmolding eller treng råd tilpassa prosjektet ditt, ta kontakt—vi er her for å hjelpe deg med å finne den beste løysinga.


