
Optimize production with machining casting. Learn how combining precision CNC and casting cuts costs and ensures tight tolerances for complex […]
Du veit kanskje allereie at råstøypingar sjeldan møter luftfartskvalitetstoleranser rett frå forma.
Men å maskinere komplekse delar heilt frå solid blokk? Det øydelegg budsjettet ditt og sløser med materiale.
Det finst ein smartere måte.
Ved å beherske maskinering av støypingar, får du det beste av begge verdar: kostnadseffektiviteten til nær-nett-former og den ekstreme presisjonen til CNC-etterbehandling.
I dette innlegget skal du lære nøyaktig korleis du kan byggje bro mellom støperiet og maskinverkstaden for å levere høgtytande komponentar for mindre.
La oss dykke inn.
Kvifor støype og deretter maskinere? Dei tekniske og økonomiske fordelane
Er du lei av å sjå 80% av det dyre råmaterialet ditt bli til avfall på verkstaden? Det er den kostbare realiteten av å maskinere komplekse delar heilt frå solid blokk. Hos Vastmaterial bruker vi maskinering av støypingar strategiar for å byggje bro mellom høgvolumsproduksjon og presisjonsengineering.
Ved å kombinere den geometriske fridomen til støyping med den høge nøyaktigheita til CNC-maskinering, leverer vi komponentar som er både strukturelt overlegne og kostnadseffektive.
Nær-nett-form Effektivitet
Den viktigaste fordelen med nær-nett-formstøping er enorm materialbesparing. I staden for å hogge ut ein kompleks form frå ein solid blokk, støypar vi metallet til within millimeter av den endelige geometrien.
- Materialbesparelse: Vi reduserer typisk krav til materialfjerning med 60–80%.
- Syklustid: Mindre materiale å fjerne betyr vesentleg kortare bearbeidingssyklusar.
- Verktøylevetid: Redusert kuttebelastning forlenger levetida til dyr CNC-verktøy.
Kostnadsfordeling: Gjutning vs. Blockbearbeiding
Å velje mellom gjevt og deretter bearbeidd Arbeidsflytar og bearbeiding frå solid avheng av volum og kompleksitet. Her er korleis kostnadene vanlegvis fordelar seg:
| Kostnadsfaktor | Bearbeiding frå solid (Block) | Bearbeiding av Gjutning (Hybrid) |
|---|---|---|
| Materialavfall | Høg (Høg svinnrate) | Låg (Resirkulerbare løparar/portar) |
| Initial verktøyproduksjon | Låg (Standard arbeidsfeste) | Medium/Høg (Form/Design-produksjon) |
| Per-stykke arbeidskostnad | Høg (Lengre produksjonstider) | Låg (Raske ferdigstillingspass) |
| Skalerbarheit | Lineære kostnader (Dyrt ved volum) | Skalafordelar (Billigare ved volum) |
Oppnå presisjons-toleransar og styrke
Sjølv om støpeprosessen skaper forma, støpemetallbearbeiding fullfører passformen. Eintøystøyping kan ikkje halde dei strenge toleransane som krevst for lagerflater eller tettingsflater. Men det tilbyr metallurgiske fordelar som valkede bilet ofte manglar.
- Mikrostruktur: Støpte strukturar er isotrope, det vil seie dei har jamn styrke i alle retningar, i motsetnad til den retningsbestemte kornstrukturen i valka bilet.
- Komplekse geometriar: Vi kan støpe indre underkutt og komplekse kjerne som er fysisk umogleg å maskinere frå utsida.
- Presisjonsfinish: Vi bruker CNC-maskinert støpevarer protokollar for å nå kritiske toleransar (f.eks. ±0.005mm) på spesifikke funksjonar medan ikkje-kritiske overflater vert som støpt for å spare pengar.
Når skal du velje støpt + maskinering kontra heilstøpt CNC
Ikke alle delar krev ein form. Vi anbefaler å gå over til ein maskinert støpeprosess når:
- Volum: Produksjonsrekker overskrider 50–100 einingar (for å dekke verktøykostnader).
- Kompleksitet: Delen krev omfattande materialfjerning (djupe lommer eller komplekse konturar).
- Materiale: Du bruker hardt-maskinerbare legeringar (som superlegeringar eller rustfritt stål) der grovbearbeiding frå solid er kostnadskrevjande.
- Vekt: Du må minimere delvekta gjennom intern kjerneboring.
Ønsker du at eg skal berekne brekk-even punktet for å konvertere dine noverande maskinerte delar til støpevarer?
Den tilpassa maskineringa av støpeprosessen steg-for-steg

Oppretting av ein høgkvalitets maskinert støping er ikkje så enkelt som å helle metall og kaste det inn i ein CNC-maskin. Det krev ein tett integrert arbeidsflyt der støperiet og maskinverkstaden opererer som éin eining. Vi nærmar oss kvart prosjekt med den endelige geometrien i tankane, og sikrar at overgangen frå rå støyping til ferdig del er sømløs og kostnadseffektiv.
Her er korleis vi utfører maskinering av støypingar arbeidsflyten:
1. Val av støpemetode
Alt startar med å velje riktig støpeprosess basert på volum og toleransebehov.
- Investeringstøping: Best for komplekse geometriar og rustfrie investeringsstøpeprosesser der vi treng strenge toleransar og minimal materialfjerning.
- Sandstøping: Ideelt for store, tunge komponentar der overflatefinish er sekundært til strukturell integritet.
- Trykkstøping: Det foretrukne for høgvolumsproduksjon, spesielt når ein bruker aluminiumtrykkstøpe-tenester som krev hastigheit og konsistens.
2. Mønsterforberedelse & DFM for maskinering
Vi designar ikkje berre for helleprosessen; vi designar for kuttinga. Vår Design for Produksjonsvennlighet (DFM) vurderingar bestemmer nøyaktig kor mykje bearbeidingsmargin (ekstra materiale) som er nødvendig. For mykje materiale sløser med syklustid; for lite etterlet ikkje reinseområde. Vi optimaliserer forma for å sikre at spesifikke funksjonar, som hol og innfestingsflater, har tilstrekkeleg materiale for sekundær maskinering av støypingane.
3. Helning og initial fjerning av støpegods
Når forma er klar, helar vi den smelta legeringa. Etter herding går delen gjennom fjerning av støpegods og portar. På dette stadiet er det ein “rå” støyping. Den har den generelle forma, men manglar presise overflater som er nødvendige for montering.
4. Festing og justeringsstrategiar
Dette er ofte det mest kritiske steget i CNC-maskinert støpevarer. I motsetnad til å kutte frå ein kvadratisk billet, har ein rå støyping uregelmessige overflater. Vi designar tilpassa festeanordningar som plasserer delen basert på spesifikke referansepunkt etablert under støypingdesignen. Dette sikrar nøyaktig justering slik at når CNC-verktøyet tek i metallet, kuttar det akkurat der det skal i forhold til den indre strukturen.
5. Grovbearbeiding til presisjonsfinish
Vi deler maskinering av støypingar operasjonane inn i tre fasar:
- Grovbearbeiding: Rask fjerning av støypingskinnet og tungt materiale. Dette lindrar indre spenningar.
- Halvfinishing: nærmar seg funksjonar til storleik og etablerer sann geometrisk form.
- Presisjonsfinish: Den siste passasjen som oppnår dei nødvendige dimensjonale toleransane og overflatestrukturen (Ra).
6. Strenge inspeksjonsprotokollar
Vi validerer den endelige komponenten ved hjelp av avansert måleteknologi. Dette inkluderer Koordinatmålemaskiner (CMM) for å verifisere komplekse 3D-geometriar mot CAD-modellen og overflatprofilering for å sjekke glattheit. For kritiske bruksområde bruker vi også Ikke-Destruktiv Testing (NDT) for å sikre at ingen undergrunnsporøsitet vart eksponert under maskineringsprosessen.
av prosesssteg
| Steg | Handling | Nøkkelfokus |
|---|---|---|
| Val | Vel casting-type | Kostnad vs. toleransebalanse |
| DFM | Design av form og toleranseavvik | Optimaliser for minimal materialfjerning |
| Oppsett | Skreddarsydde fikseringsløsningar | Sikker halde av uregelmessige former |
| Maskinering | Grovarbeid & Etterbehandling | Oppnå slutt støpetoleransar |
| QC | CMM & NDT | Verifisering av spesifikasjonar og integritet |
Ønsker du at eg skal detaljere dei spesifikke toleranseskilnadene mellom råstøpte og ferdigmaskinerte komponentar?
Nøkkeloperasjonar i maskinering av støpte delar

Å omdanne ein rå blokk til ein presisjonskomponent krev ein strategisk tilnærming. Vi kutter ikkje berre metall; vi utarbeider prosessen for å oppretthalde den strukturelle integriteten til støpematerialet medan vi oppfyller stramme geometriske toleransar. Enten det er ein enkel brakett eller eit komplekst hus, sekundær maskinering av støypingane er der delen verkeleg blir funksjonell.
Her er korleis vi utfører dei kritiske stega i maskinering av støypingar arbeidsflyten:
- 5-akse fresing for komplekse geometriar: Mange støpte delar har organiske former, underkutt og sammensette vinklar som standard 3-akse maskiner ikkje kan håndtere utan fleire fikseringssteg. Vi bruker 5-akse fresing for å maskinere komplekse konturer i ein enkelt oppsett, noko som sikrar overlegen posisjonsnøyaktighet mellom funksjonar.
- Presisjonsdreing: For sylindriske komponentar som pumpehus eller ventilkroppar, bruker vi CNC-dreiesenter. Dette sikrar perfekt konsentrisitet og vinkelrettheit av flensar i forhold til hovudboringa, og korrigerer eventuelle mindre feiljusteringar frå støpeprosessen.
- Boring, boring og gjenging: Støpte hol er ofte berre “lokatorar” eller er støpte som heil, for å unngå porøsitetsproblem. Vi borer desse ut til nøyaktige diameterar og tapper gjengede hol for å sikre pålitelege festemiddel.
- Overflatebehandling for tetningar: Råstøypingar har typisk ein grov tekstur (Ra 6.3 $mu$m eller høgare). Vi maskinar kritiske samanførselsflater for å oppnå glatte overflater (Ra 0.8–1.6 $mu$m). Mens maskinering kjem oss nær, krev nokre bruksområde at vi integrerer spesifikke overflatebehandling protokollar for å maksimere korrosjonsmotstand og tettingsytelse.
Ved å kontrollere desse operasjonane strengt, sikrar vi at kvar CNC-maskina støypte vi leverer samsvarar med dei nøyaktige spesifikasjonane i dine tekniske teikningar. Å starte med eit solid presisjonsstøyping grunnlag gjer at vi kan fokusere på desse ferdigstillingane som definerer kvalitet.
Samanlikning av maskineringsoperasjonar
| Operasjon | Fokus på funksjon | Typisk mål |
|---|---|---|
| 5-akse fresing | Konturer og underkutt | Redusert oppsettstid og høg geometrisk nøyaktighet |
| CNC-snekring | Sylinderforma funksjonar | Koncentricitet og avvikskontroll |
| Boring | Innvendige diameterar | Hål toleranser H7/H8 |
| Ansatsing av flate | Tetningsflater | Flatheit & Ra 0.8–1.6 $mu$m overflate |
Ønsker du at eg skal detaljere dei spesifikke materialvalskriteria for å optimalisere fresingshastigheter og -fôringar i neste seksjon?
Materialval: Kva legeringar maskiner best etter støping?
Å velje riktig materiale for ein maskinering av støypingar prosjekt er ei balanseringskunst. Vi treng ein legering som flyt jevnt inn i forma for å skape komplekse geometriar, men som også opprettholder nok maskinarbarheit til å bli ferdigstilt nøyaktig utan å øydelegge CNC-verktøya våre. Hos Vastmaterial veileder vi kundane våre mot material som tilbyr den beste “støpe-deretter-maskinering” ytinga.
Rustfrie stål: Handtering av arbeidsharding
Rustfritt stål, spesielt serie 300 (som 304 og 316), er industristandarden for korrosjonsmotstand. Men, for maskinert støpeprosess, presenterer desse klassene ei spesiell utfordring: arbeidsharding. Om kutteren blir ståande for lenge på eitt punkt eller tek grunt kutt, herdar materialet umiddelbart, noko som gjer påfølgjande passeringar vanskelege.
- 304/304L: Utmerka generell korrosjonsmotstand, men krev strenge fikseringsmetodar og aggressive fôringar for å forhindre herding.
- 316/316L: Legg til molybden for overlegen motstand mot pitting. Vi bruker spesialiserte verktøysbelegg for å handtere varmegenereringa her.
Legeringsstål for høgstyrke komponentar
Når du treng overlegen mekanisk eigenskapar som seighet og slitestyrke, er låglegeringsstål det beste valet. Klassane som 4140 og 4340 er fantastiske for tungt arbeid. støpte ståldeler. Disse materiala responderer godt på varmebehandling etter støping og maskinerer generelt meir forutsigbart enn rustfritt stål.
Vi anbefaler ofte spesifikke investeringstøyping av stållegeringar alternativ som er formulert for å redusere porøsitet, slik at når vi maskinerer inn i delen, ikkje avdekkjer underliggande feil.
Aluminium (A356): Lettvektsmeisteren
For luftfart- og bilindustriapplikasjonar, aluminiumstøyper CNC-maskinering er vår vanlegaste operasjon. Legeringa A356 er gullstandarden her. Ho tilbyr høg styrke og duktilitet (etter T6 varmebehandling) og maskinerer som smør samanlikna med stål. Dette tillèt ekstremt høge spindelhastigheiter og raske materialfjerningsrater, noko som reduserer kostnaden per del betrakteleg.
Maskinering av superlegeringar (Inconel, Hastelloy)
For ekstreme miljø – tenk jetmotorar eller kjemiske reaktorar – vender vi oss til superlegeringar. Maskinering av Inconel 625 eller 718 er ein annan ballgame. Desse materiala opprettheld høg styrke ved høge temperaturar, noko som betyr at dei motstår skjerekrefter aggressivt.
- Verktøylevetid: Vi forventar raskare verktøyslitasje og faktoriserer dette inn i kostnaden.
- Strategi: Vi brukar avanserte keramiske innsatsar og sakte, bevisste skjerebanar for å oppretthalde presisjon.
Sammenlikning av materialmaskinerbarheit
For å hjelpe deg med å bestemme deg, her er ei rask oversikt over korleis vanlege støypelegeringar presterer på maskinverkstaden:
| Materialfamilie | Vanlege kvalitetar | Støpeevne | Maskineringsgrad | Primær utfordring |
|---|---|---|---|---|
| Aluminium | A356, 356 | Utmerka | Høg | Sponevakuering |
| Alloy-stål | 4140, 8620 | God | Middels | Krav til overflatefinish |
| Rustfritt stål | 304, 316, 17-4PH | God | Låg-Middels | Arbeidsherding |
| Superlegeringar | Inconel, Hastelloy | Middels | Lav | Rask verktøy-slitasje |
Enten du leitar etter standard rustfritt stål eller legeringsstål komponentar, å velje riktig grad tidleg i designfasen sikrar at vi kan halde strenge toleransar utan å overskride budsjettet.
Ønsker du at eg skal lage neste seksjon om “Toleransar, Overflatefinish og Kvalitetsstandardar” for å detaljere korleis vi oppnår presisjon?
Maskinering av støptoleransar og kvalitetsstandardar

Når ein skal byggje bro mellom ein rå støpedel og ein ferdig komponent, er det avgjerande å forstå forskjellen mellom støpetoleransar og sluttspesifikasjonar. Mens moderne støpeteknikkar blir meir presise, oppfyller dei sjeldan dei strenge geometriske krava til høgtytande samansetjingar utan sekundære operasjonar.
Samanlikning av som-støpt vs. CNC-presisjon
I vår maskinering av støypingar arbeidsflyt, ser vi på den støpte overflata som utgangspunkt. Standard investeringsstøping kan halde toleransar rundt ±0,005 tommar per tomme, men sandstøping kan variere mykje meir. For å oppnå dei funksjonelle krava til ein samanføyingsflate eller eit lagerbor, er vi avhengige av CNC-maskinert presisjon.
Her er ei rask oversikt over toleranseskiftet vi vanlegvis handterer:
| Funksjonstype | Typisk som-støpt toleranse | CNC-maskinert toleranse |
|---|---|---|
| Lineære mål | ±0,010″ – ±0,030″ | ±0.0005″ – ±0.002″ |
| Flatheit | 0.005″ – 0.020″ | < 0.0005″ |
| Holsdiameter | ±0.005″ | ±0.0002″ (Opprømd/bora) |
| Overflatefinish (Ra) | 63 – 125 µin | 16 – 32 µin |
Administrere maskineringstillegg
Eit kritisk aspekt ved Design for Manufacturing (DFM) er å fastslå den korrekte maskineringsmarg. Dette er det ekstra “lager”-materialet som er lagt til støypemønsteret for å sikre at CNC-verktøyet har nok materiale å skjere i for ei rein overflate, utan å fjerne så mykje at det sløser bort syklustid eller avslører porøsitet djupt inne i veggen.
- For lite lager: Verktøyet kan “hoppe” over låge punkt i støypinga, og etterlate umaskinerte felt (ikkje-reingjering).
- For mykje lager: Aukar verktøyslitasje og syklustid, og driv kostnadene unødvendig opp.
GD&T og sporbarheit
For kritiske funksjonar er ikkje enkle lineære toleransar nok. Vi nyttar Geometrisk dimensjonering og toleransesetting (GD&T) for å kontrollere den sanne posisjonen, konsentrisiteten og parallelliteten til maskinert støping. Dette sikrar at delane ikkje berre måler riktig individuelt, men set saman perfekt kvar gong.
Dette nivået av presisjon er ikkje til å forhandle om i industrier som krev høgtytande komponentar. Til dømes, å oppnå den nødvendige utløpet og overflatebalanse for aluminiumlegeringsfelger maskineringstjenester krever strengt følgje av GD&T-protokollar for å sikre tryggleik og ytelse i høg fart.
Kort sagt, støttar vi prosessane våre med AS9100-sporbarheit og ISO 9001 sertifiseringar. Dette betyr at kvar varme-nummer, materialbatch og dimensjonsinspeksjonsrapport er dokumentert. Enten det er eit medisinsk utstyr eller ein romfartsklamme, får du full oversikt over kvalitetskjedja.
Ønsker du at eg skal analysere dine noverande støpe-teikningar for å anbefale optimale maskineringsfrådrag for kostnadsreduksjon?
Reelle bruksområde og suksesshistorier
Når vi kombinerer designfridomen ved støping med presisjonen til CNC-maskinering, låser vi opp kapasitet som standardproduksjon berre kan drøyme om. Vi ser maskinering av støypingar ta sentrum i industrien der svikt ikkje er eit alternativ, og der geometrisk kompleksitet er høg.
Flykomponentar
I luftfart er vektreduksjon og varmebestandheit alt. Vi handterer ofte CNC-maskinert støpevarer for strukturelle klammer og turbinblader. Desse delane brukar ofte superlegeringar som er detaljert i våre Inconel legeringsguide, der den grove forma blir støpt for å minimere avfall, og kritiske sammenføyingsflater blir maskinert til mikron-nivå toleransar.
Bilinnovasjon
Frå motorblokker til girkassehus og fjæringsarmer, er bilindustrien avhengig av maskinert støpeprosess for masseproduksjon.
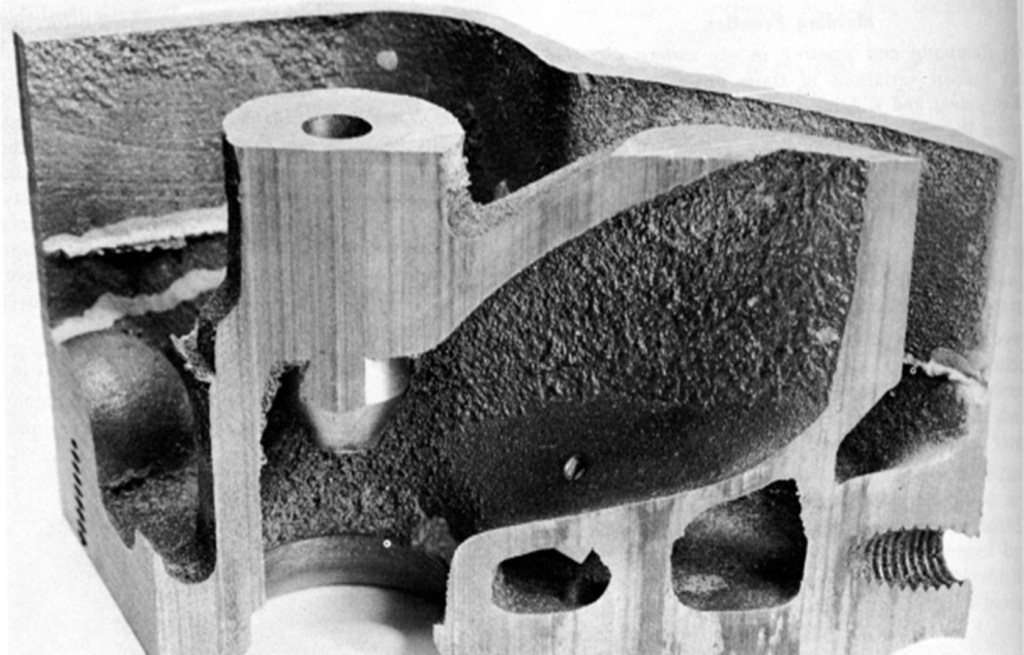
- Motorblokker: Støping skaper komplekse indre kjølekjertlar som maskinering frå ein heil blokk ikkje kan oppnå.
- Presisjon: Sekundær maskinering sikrar at sylindarbor og monteringspunkt er perfekt koncentriske.
Olje- og gass- og medisinske sektorar
- Olje & Gass: Høgtrykk-ventilkropper og pumpehjul krev den strukturelle integriteten av ein kontinuerleg støpt kornstruktur for å forhindre lekkasjar under ekstremt trykk.
- Medisin: Vi produserer hus for kirurgiske instrument og implantat-grade komponentar. Material som dei som vert brukt i kobaltlegeringstøyping er essensielle her for deira biokompatibilitet og slitestyrke, og krevjer spesialverktøy for å maskinere effektivt.
Saksutgreiing: Sveise- vs. enkeltstøpt
Ein av våre mest påverknadsrike suksesshistorier involverte å omgjere ein kundes 12-delt sveisa samansetjing til ein enkelt investeringstøypemaskinering prosjekt. Ved å bytte til ein monolitisk støpt del:
- Styrke: Fjerna vi potensielle feilpunkt ved sveisesømmene.
- Nøyaktigheit: Forvrenging frå sveisevarme vart fjerna.
- Kostnad: Totale produksjonskostnadar fall med 30% på grunn av redusert arbeidsinnsats.
Ønsker du at eg skal analysere dine noverande sveisa samansetjingar for å sjå om ein enkeltmaskinert støyp kan spare deg for pengar?
Å overvinne vanlege utfordringar i maskinering av støyp
Når vi taklar maskinering av støypingar prosjekt, handlar det ikkje berre om å kutte metall; vi handterer dei iboende inkonsistensane i herda legeringar. I motsetning til standard stangmateriale, har ein maskinert støping ei unik sett av variablar som krev erfaren prosesskontroll. Om desse ikkje vert styrt riktig, endar du opp med kassert delar og øydelagde verktøy.
Håndtering av feil: Porøsitet og harde punkt
Den største utfordringa i sekundær maskinering av støypingane er å oppdage underfylte feil. Porøsitet (luftlommer) eller innslag (fremmed materiale) dukkar ofte opp først etter at vi har kutta gjennom det ytre laget.
- Porøsitet: Vi bruker NDT (Ikke-Destruktiv Testing) før maskinering for å identifisere hulrom slik at vi ikkje kaster bort maskintid på dårlege delar.
- Harde flekker: Rask avkjøling kan skape ekstremt harde seksjonar i metallet. Dette er spesielt vanleg i støpte ståldeler, der uventa harde flekker kan knuse karbidkuttere umiddelbart. Vi reduserer dette gjennom presis varmebehandling (normalisering eller annealing) før maskinering for å sikre ein jamn mikrostruktur.
Optimalisering av maskinbarheit og overflatefinish
Å oppnå ein konsekvent overflatefinish etter maskinering krever å balansere fræserhastigheiter med materialets tilstand. Nokre legeringar er “gummiaktige”, medan andre er slipande. Vi optimaliserer maskinbarheitsvurderingar ved å justere våre kjølevæskestrategiar og verktøybelegg. Dette sikrar at kvar batch ser identisk ut, og oppfyller strenge Ra-krav uavhengig av små variasjonar i råstøypa.
Kontroll av deformasjon og toleransar
Fjerning av det ytre laget av ein støypa frigjer interne restspenningar. Om vi fjerner for mykje materiale, vil delen deformere eller vri seg ut av toleranse.
- Spenningslindring: Vi utfører ofte spenningslindrande syklusar før sluttbehandling.
- Toleransar: Vi kalkulerer nøye maskineringsmarg—og legg igjen nok materiale til å rydde opp overflata, men ikkje så mykje at vi induserer kraftig deformasjon under fjerning.
Ved å forutse desse problema, sikrar vi at den endelige støpemetallbearbeiding prosessen gir ein komponent som er dimensjonalt stabil og strukturelt solid.
Ønsker du at eg skal skissere vår spesifikke kvalitetskontrollsjekkliste for verifisering av maskinert støypetoleransar?
Kvifor velje Vastmaterial for dine maskinerings- og støpebehov
Hos Vastmaterial forstår vi at det å administrere to separate leverandørar—ein støper for rådelar og ein maskinverkstad for ferdigstillelse—er ein oppskrift på forsinkelser og skuldepeiking. Vi løyste dette ved å integrere alt under eitt tak. Når du vel oss for dine maskinering av støypingar prosjekt, får du ein sømløs overgang frå flytande metall til den ferdige presisjonskomponenten.
Integrerte interne kapasitetar
Vi kontrollerer heile prosessen. Vår fasilitet har både avanserte støpeliner (investering, sand og trykk) og eit toppmoderne CNC-anlegg. Dette inkluderer høg-precisjons CNC dreiingstjenester og 5-akset fresesenter som kan handtere komplekse geometriar som standard 3-akset maskiner ikkje kan nå. Ved å halde maskinert støpeprosess prosessen internt, sikrar vi ansvar og betre kvalitetssikring på kvart steg.
Kundeorientert DFM og rask prototyping
Vi berre ikkje trykkjer delar; vi optimaliserer dei. Vårt ingeniørteam gjennomfører grundige Design for Produksjon (DFM) vurderingar før vi heller eit gram metall. Vi analyserer CAD-filene dine for å identifisere funksjonar som kan forårsake porøsitet eller auke maskineringskostnadene unødvendig. Om du treng å validere eit design først, lar våre raske prototyping-tenester deg teste passform og form raskt.
Vastmaterial sitt fortrinn:
- Ingen MOQ-krav: Uansett om du treng ein enkelt prototype eller eit produksjonsløp på 10 000 einingar, håndterer vi det. Vi støttar oppstartsbedrifter og etablerte verksemder i Norge.
- Global logistikk: Vi håndterer fraktlogistikken for å få delar til dokka di i tide, navigerer toll og frakt slik at du slepp.
- Total kostnadsreduksjon: Ved å optimalisere “støp deretter maskiner”-arbeidsflyten reduserer vi avfall og maskintid, noko som direkte reduserer prisen per del.
Samanlikning av Vastmaterial vs. Tradisjonell innkjøp
| Eigenskap | Vastmaterial (One-Stop Shop) | Tradisjonell innkjøp (Splitta leverandørar) |
|---|---|---|
| Ansvar | Eit punkt for ansvar | Klandreleik mellom støpar og maskinist |
| Levetid | Strømlinjeforma (konkurrerande ingeniørkunst) | Langsom (frakt mellom leverandørar) |
| Avfallsgrad | Umiddelbar tilbakemeldingssløyfe rettleiar feil | Høg avfallsoppdaging seint i maskineringa |
| Kostnad | Optimalisert maskinering av støypingar arbeidsflyten | Påslag stablet på påslag |
Vi er forplikta til å levere høg kvalitet CNC-maskinert støpevarer som møter dine nøyaktige spesifikasjonar utan hovudet med å administrere ein fragmentert forsyningskjede.