
O que é ferro dúctil fundido?
Quando as pessoas falam sobre ferro dúctil fundido, fundir ferro dúctil, ou Fundição de ferro dúctil, elas referem-se a um tipo de ferro fundido que combina alta resistência com verdadeira flexibilidade e resistência. Ao contrário dos ferros fundidos tradicionais frágeis, o ferro dúctil pode dobrar e absorver impacto antes de quebrar, razão pela qual os engenheiros confiam nele para peças exigentes.
Definição simples
Ferro dúctil (ferro nodular / ferro com grafite esférico / ferro SG) é uma ferro fundido tratado com magnésio onde o carbono (grafite) forma-se como nódulos arredondados em vez de lascas afiadas. Esta pequena mudança na microestrutura transforma completamente o seu desempenho:
- Nódulos de grafite = fluxo de tensão mais suave, maior resistência e verdadeira ductilidade
- Lascas de grafite (no ferro fundido cinzento) = concentração de tensão e fácil de partir
Resumindo: ferro dúctil é ferro fundido que se comporta mais como aço sob carga graças ao seu grafite ter forma de pequenas esferas.
Onde o Ferro Dúctil Encontra o seu Lugar na Família do Ferro Fundido
O ferro dúctil faz parte da família do ferro fundido, que também inclui:
- Ferro fundido cinzento – excelente amortecimento e usinabilidade, mas frágil
- Ferro branco / ferro resfriado – duro e resistente ao desgaste, mas muito frágil
- Ferro de grafite compactado (CGI) – comportamento intermédio
Dentro desta família, ferro fundido de grafite esférico destaca-se como o ferro fundido de alta resistência, resistente ao impacto que pode substituir o aço em muitas aplicações, mantendo-se como uma peça fundida.
Por que os fabricantes escolhem o ferro dúctil atualmente
fabricantes e OEMs escolhem fundição de ferro nodular porque lhes oferece:
- Rácio alta resistência-peso vs ferro cinzento
- Resistência ao impacto e à fadiga mais próximo do aço
- Excelente fundibilidade para geometrias complexas
- Custo mais baixo do que peças de aço forjado, soldado ou totalmente usinado
Para compradores e engenheiros, isso significa peças mais resistentes, menos material e melhor relação qualidade-preço a partir de um único processo: fundição de ferro dúctil na forma final quase líquida.
Como é feita a fundição de ferro dúctil
Fusão e preparação do ferro base
Para fazer ferro dúctil fundido peças, começo com um ferro base de alta qualidade. Fundimos sucata de ferro e aço em um forno de indução, depois ajustamos carbono, silício e manganês para atingir metas químicas rigorosas. Materiais de carga limpos e consistentes são essenciais aqui—isto estabelece a base para um produto forte e repetível Fundição de ferro dúctil atuação.
Adicionando Magnésio para criar nodulações de grafite
A seguir tratamento de magnésio (às vezes com cério). Adiciono uma quantidade controlada de liga de magnésio ao ferro fundido. Esta etapa de “nódulização” transforma o grafite de flocos em nódulos de grafite esférico, transformando o ferro fundido comum em ferro fundido nodular (ferro SG) com verdadeira ductilidade e resistência ao impacto.
Inoculação para controlo da microestrutura
Logo após a nódulização, inoculo o ferro com ligas à base de ferrosilício. Esta etapa:
- Promove uma solidificação fina e uniforme
- Reduz encolhimento e carburetos
- Melhora contagem de nódulos e consistência
Uma boa inoculação é o que mantém fundir ferro dúctil firme e previsível em vez de frágil.
Vazamento em moldes de areia ou metal
Uma vez tratado e inoculado, eu despejo o ferro fundido dúctil derretido em:
- Moldes de areia verde para a maioria das peças estruturais e industriais
- Areias de resina ou moldes de metal quando são necessárias tolerâncias mais apertadas e superfícies mais limpas
Um bom projeto de canais e risers mantém a turbulência, a porosidade e as falhas sob controlo.
Resfriamento, Solidificação e Desmoldagem
O resfriamento é rigorosamente controlado — demasiado rápido ou demasiado lento pode arruinar as propriedades. Após a solidificação:
- Os moldes são destruídos (desmoldagem)
- Os canais, risers e excesso de metal são removidos
- As peças fundidas são separadas e encaminhadas para acabamento
A espessura da secção tem um impacto real aqui na finalização propriedades do ferro dúctil.
Tratamento térmico para diferentes graus
Dependendo de grau de ferro dúctil (como 60-40-18, 65-45-12, 80-55-06 da ASTM A536), posso aplicar tratamentos térmicos como:
- Anelagem para alta ductilidade, estruturas ferríticas
- Normalização para resistência e tenacidade equilibradas
- Têmpera e revenimento para maior dureza e resistência ao desgaste
O tratamento térmico permite ajustar a peça para o seu trabalho no mundo real.
Usinagem, Limpeza e Acabamento
Após a fundição, eu trato:
- Jateamento ou limpeza para remover areia e escama
- Usinagem CNC para dimensões apertadas e características de precisão
- Revestimentos opcionais ou pintura para proteção contra corrosão
Bem feito fundição de ferro dúctil máquinas limpas, o que ajuda a manter o custo total da peça competitivo em comparação com aço fabricado. Para projetos que comparam ferro e aço, frequentemente indico recursos como este guia de comparação ferro fundido vs aço que detalha o desempenho e o custo com mais profundidade: guia de comparação ferro fundido vs aço.
Controle de Processo Moderno para Reduzir Defeitos
Dependo fortemente do controle de processo para manter a variação baixa:
- Verificações de química do forno em tempo real
- Procedimentos rigorosos de nodulização e inoculação
- Sistemas controlados de areia e dureza do molde
- Testes rotineiros de tração e dureza
É assim que entrego fundições de ferro nodular de alta resistência e resistência ao impacto que atendem às expectativas de qualidade, consistência e rastreabilidade dos OEMs.
Ferro Nodular Fundido vs Ferro Cinzento
Microestrutura: Grafite Nodular vs Grafite em Floco
A maior diferença está dentro do metal:
- Ferro fundido ductil (grafite nodular / esférico) tem nódulos de grafite—pequenas partículas arredondadas que “amortecem” as fissuras.
- Ferro fundido cinzento tem flocos de grafite—partículas afiadas e planas que facilitam a usinagem, mas tornam mais fácil de partir.
Essas formas de grafite são a razão pela qual os dois ferros se comportam de forma tão diferente na utilização real.
Resistência, Ductilidade e Tenacidade
- Fundição de ferro dúctil:
- Muito resistência à tração e ao escoamento mais elevada
- Real alongamento (deforma-se antes de partir)
- Melhor tenacidade, especialmente em clima frio
- Ferro cinzento:
- Resistência inferior, quase nenhuma elongação
- Pode ser frágil sob choque ou flexão
Se precisar de uma peça fundida estrutural, que suporte cargas, fundir ferro dúctil vence.
Resistência ao Impacto e Fadiga
- Ferro ductil:
- Pegadores cargas de choque, carregamento cíclico e vibração muito melhor
- Ideal para peças de suspensão, virabrequins, engrenagens, peças hidráulicas
- Ferro cinzento:
- Mais fraco sob impacto
- Menor resistência à fadiga, mais adequado para carcaças estáticas ou com cargas leves
Para peças críticas de segurança ou rotativas, incentivamos os clientes a escolher ferro dúctil resistente à fadiga.
Amortecimento de vibração e usinabilidade
- Ferro fundido cinzento:
- Excelente amortecimento de vibração (bases de máquinas, corpos de ferramentas, carcaças de bombas)
- Muito fácil de usinar graças às flocos de grafite que atuam como lubrificante
- Ferro ductil:
- Bom, mas menos amortecimento do que ferro cinzento
- A usinabilidade ainda é boa—especialmente ferro dúctil ferrítico—mas o desgaste da ferramenta é maior
Se a sua peça for uma peça de fundição estrutural que ainda necessita de precisão, equilibramos a fundição e a usinabilidade à frente ao escolher a classificação dúctil. Para uma visão geral de outras ligas de fundição e compensações, consulte o nosso guia de ligas de fundição com tipos, propriedades e aplicações.
Custo e Produção
- Ferro cinzento:
- Ligeiramente mais barato por libra
- Fusão mais simples e sem tratamento de magnésio
- Ótimo para peças de alto volume e baixa tensão
- Ferro ductil:
- Custo de fusão/tratamento mais elevado, mas pode substituir conjuntos de aço soldado e reduzir usinagem, soldagem e montagem
- Frequentemente custo total mais baixo por peça funcional quando é necessária resistência
No mercado, frequentemente usamos ferro dúctil para reduzir o número de peças, peso e tempo de soldagem em comparação com aço fabricado.
Quando escolher fundição de ferro dúctil
Escolha peças de ferro dúctil fundido quando precisar de:
- Alto relação resistência/peso e durabilidade
- Impacto, fadiga ou cargas de flexão cargas
- Peças automotivas, off-road ou industriais críticas para a segurança
- Fundição de uma peça única para substituir uma montagem de aço forjado ou soldado
Quando o Ferro Fundido Cinzento é Melhor
Fique com ferro fundido cinzento quando:
- A peça vê principalmente cargas estáticas e baixa tensão
- Precisa de máximo amortecimento de vibração (bases de máquinas, estruturas de compressores)
- Custo de material mais baixo e usinagem rápida e fácil são as principais prioridades
Se estiver em dúvida, normalmente prototipamos ambos ferro dúctil vs ferro cinzento em áreas críticas, depois decide o material que atinge os seus objetivos de resistência, usinagem e custo.
Composição e Microestrutura do Ferro Dúctil Fundido

Química típica do ferro dúctil fundido
Quando projeto ou obtenho fundições de ferro dúctil, geralmente foco nesta química base (por peso):
- Carbono (C): ~3,3–3,9% – constrói a estrutura de grafite e a moldabilidade
- Silício (Si): ~2,2–3,0% – promove a formação de grafite e fortalece a matriz
- Manganês (Mn): ≤0,3–0,5% – ajuda na resistência, mas deve ser controlado para evitar fragilidade
- Magnésio (Mg): ~0,03–0,06% (residual) – a chave para o grafite nodular
- Fósforo (P) e Enxofre (S): mantidos muito baixos – ambos são rigorosamente controlados porque prejudicam a ductilidade
- Pequenas adições de Cu, Ni, Mo, Cr conforme necessário para resistência ao desgaste, resistência ou resistência ao calor
Esta química controlada é o que nos permite produzir consistentemente ferro fundido dúctil de alta resistência e resistente ao impacto em escala numa fundição de produção.
Papel do magnésio no grafite nodular
O ferro dúctil só se torna “ductil” após tratamento de magnésio (às vezes com cério):
- Mg modifica a forma como o carbono sai da fusão, de modo que o grafite se forma como nódulos arredondados, não lascas afiadas.
- Aqueles nódulos de grafite romper o stress e impedir que as fissuras se propaguem, razão pela qual o ferro dúctil possui verdadeira elongação e resistência ao impacto.
- Sem controlo rigoroso do Mg (tanto na adição quanto na perda), obtém-se grafite misto ou em flocos, e o ferro perde a sua ductilidade e consistência.
Esta etapa de nodulização é uma das partes mais rigorosamente controladas de qualquer processo sério de fundição de ferro dúctil processo de fundição de ferro dúctil.
Grafite nodular vs grafite em flocos sob carga
A forma como o grafite se posiciona no ferro faz uma grande diferença:
- Grafite nodular (esférico) no ferro dúctil:
- Age como pequenas inclusões arredondadas
- Minimiza a concentração de tensão
- Permite que o metal estique, dobre e absorva impacto antes de falhar
- Grafite em flocos no ferro cinzento:
- Flocos longos e afiados atuam como pequenas fissuras
- Alta concentração de tensão nas pontas
- Ótimo amortecimento e usinabilidade, mas muito menor resistência à tração e ductilidade
Por isso ferro dúctil vs ferro cinzento costuma ser uma compensação entre resistência e amortecimento de vibração.
Matrizes ferríticas, perlíticas e mistas
Ao redor dessas nodulações de grafite, controlamos a “matriz” base para ajustar as propriedades do ferro dúctil:
- Ferro dúctil ferrítico
- Macio, muito dúctil, boa tenacidade ao impacto
- Menor resistência e dureza
- Ideal onde o impacto, desempenho a baixa temperatura ou usinabilidade são importantes
- Ferro dúctil perlítico
- Resistência e dureza superiores
- Melhor resistência ao desgaste e fadiga
- Menos alongamento e ligeiramente mais difícil de usinar
- Ferro dúctil ferrítico-perlítico (misto)
- Resistência equilibrada, ductilidade e usinabilidade
- Muito comum para fundições industriais gerais e automotivas
Com a seleção certa de liga e tratamento térmico, posso ajustar a mistura exata que se adapta à carga real da sua peça.
Como a composição e a taxa de arrefecimento alteram as propriedades
Duas alavancas principais moldam as propriedades do ferro dúctil:
- Composição
- Mais Si, Ni, Cu ou Mo podem aumentar a resistência, a capacidade de endurecimento e a resistência ao desgaste
- Controlo rigoroso de C, Mn, P e S mantém a ductilidade e a consistência
- Taxa de arrefecimento / tamanho da secção
- Secções finas arrefecem rapidamente → matriz mais fina e resistente, maior dureza
- Secções espessas arrefecem lentamente → risco de grafite grosseira, carbonetos ou resistência inferior ao esperado se não forem devidamente inoculadas e alimentadas
Boas fundições projetam o molde, canalização e composição química em conjunto para evitar pontos fracos em secções pesadas ou paredes finas demasiado duras. Quando lidamos com formas mais difíceis ou especificações exigentes, frequentemente combinamos com as nossas opções de liga de fundição mais amplas para obter o equilíbrio certo.
Inspeção de microestrutura para ferro dúctil fundido
Para manter as propriedades do ferro dúctil dentro das especificações, não confiamos apenas na composição química; nós verificamos a microestrutura:
- Amostras polidas e gravadas sob um microscópio
- Contagem de nódulos e nódulosidade (%) – quantos nódulos por mm² e quão arredondados são
- Distribuição e tamanho do grafite – nódulos uniformes e finos proporcionam o desempenho mais fiável
- Revisão da matriz – relação ferrite/perlita, carbonetos e quaisquer defeitos
Estas verificações, juntamente com testes de dureza e tração, são etapas padrão de qualidade numa produção profissional fundição de ferro dúctil, especialmente para componentes críticos de segurança ou que suportam pressão.
Propriedades Mecânicas do Ferro Dúctil Fundido
Resistência à Tração e ao Escoamento
Quando escolho ferro dúctil fundido para um projeto, geralmente foco primeiro na resistência. As classes típicas de fundição atingem:
- Resistência à tracção: aproximadamente 60–100 ksi (415–690 MPa)
- Limite de escoamento: aproximadamente 40–80 ksi (275–550 MPa), dependendo da classe
Por exemplo, uma classe comum como 60-40-18 significa:
- 60 ksi tração
- 40 ksi escoamento
- alongamento de 18% (boa ductilidade)
Isto coloca o ferro dúctil fundido exatamente na faixa onde muitas oficinas podem, de outra forma, optar por barras de aço ou soldagens.
Alongamento e Ductilidade
A fundição de ferro dúctil é projetada para dobrar antes de quebrar:
- Ferro dúctil ferrítico: alto alongamento (até 18–20%), muito tolerante em sobrecarga
- Ferro dúctil perlítico ou perlítico-ferrítico: menor alongamento, maior resistência e dureza
Em termos simples: os graus ferríticos são “seguros e flexíveis”, os graus perlíticos são “fortes e mais duros”.”
Desempenho de Fadiga e Impacto
Para peças rotativas ou com carga cíclica (cambotas, engrenagens, caixas de bombas), resistência à fadiga é onde o ferro fundido nodular se destaca:
- Grafite nódulos atenuam o crescimento de fissuras em vez de deixar as fissuras correrem como no ferro cinzento
- Obtém uma tenacidade ao impacto fiável à temperatura ambiente e baixa, o que é fundamental para equipamentos todo-o-terreno, camiões e equipamentos de construção
Para um desempenho de fadiga ainda maior, os designers às vezes comparam o ferro dúctil com ligas como alumínio A356-T6 em peças sensíveis ao peso, equilibrando massa e durabilidade de forma semelhante à forma como olhamos para aços de liga 4140.
Resistência ao Desgaste e Dureza
Pode ajustar o ferro fundido maleável para desgaste:
- Grades ferríticas: dureza mais baixa, usinagem mais fácil, resistência ao desgaste moderada
- Grades perlíticas / ligadas: dureza mais elevada, melhor resistência ao desgaste para engrenagens, buchas e carcaças de serviço pesado
- Faixa de dureza típica: 150–300 HB, dependendo da graduação e do tratamento térmico
O truque é equilibrar usabilidade na usinagem versus vida útil ao desgaste com base na forma como a peça é utilizada.
Efeitos na espessura da secção
Em fundições do mundo real, a espessura da parede muda tudo:
- Secções grossas esfria mais lentamente → matriz mais macia, menor resistência, mais ferrite
- Secções finas esfria mais rapidamente → maior resistência, mais perlita, maior dureza
Boas fundições irão:
- Ajustar a composição química para diferentes tamanhos de secção
- Testar propriedades mecânicas a partir de barras de teste que correspondam realisticamente às secções transversais da sua peça
Compensações entre ferrítico e perlítico
Quando escolho entre ferro dúctil ferrítico e perlítico, mantenho as coisas simples:
- Ferro dúctil ferrítico
- Menor resistência, maior alongamento
- Melhor para impacto, condições de operação duras e máxima usinabilidade
- Ferro dúctil perlítico
- Resistência e dureza superiores
- Melhor resistência ao desgaste e à fadiga, mas menos dúctil
A maioria dos fabricantes e engenheiros acaba com uma mistura ferrítica–perlítica para atingir um ponto ideal: forte o suficiente, resistente o suficiente e ainda usinável sem comprometer a vida útil da ferramenta.
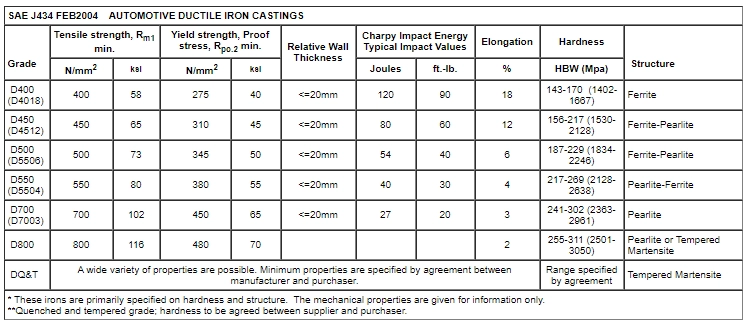
Grau e Normas de Ferro Dúctil
Quando falamos de fundição de ferro dúctil em Portugal, a maioria dos compradores e engenheiros trabalha com ASTM A536 e ISO 1083. Se conhece estas normas, pode comparar fornecedores rapidamente e evitar surpresas no desempenho.
Grau de Ferro Dúctil ASTM A536 (60-40-18, 65-45-12, 80-55-06)
Os graus ASTM A536 são nomeados por Resistência à Tração – Limite de Escoamento – Alongamento (todos valores mínimos):
- 60-40-18
- 60 ksi de resistência à tração
- 40 ksi de limite de escoamento
- alongamento de 18%
- Muito dúctil, excelente resistência ao impacto, ideal para peças críticas de segurança e carregadas de choque.
- 65-45-12
- Resistência à tração de 65 ksi
- Limite de escoamento de 45 ksi
- Alongamento 12%
- Grau equilibrado; boa resistência com ductilidade sólida. Uma escolha confiável para muitas fundições de ferro dúctil.
- 80-55-06
- Resistência à tração de 80 ksi
- Limite de escoamento de 55 ksi
- Alongamento 6%
- Alta resistência, menor ductilidade. Adequado para desgaste, suportar cargas e projetos compactos de alta resistência.
Em geral:
- Números mais altos = maior resistência
- Menor alongamento = menos elasticidade, maior risco de comportamento frágil se mal aplicado
Ferro de grafite esférico ISO 1083
Se você faz compras globalmente, verá ISO 1083 designações em vez de ASTM. A ISO também define graus por resistência e alongamento, mas o código parece diferente (por exemplo, EN-GJS-400-15, EN-GJS-500-7, etc.).
Ideia geral:
- EN-GJS-400-15 ≈ ASTM 60-40-18 (mais dúctil, matriz ferrítica)
- EN-GJS-500-7 ≈ ASTM 65-45-12
- EN-GJS-600-3 ≈ ASTM 80-55-06
Ao comparar:
- Correspondência resistência à tração (MPa vs ksi)
- Correspondência alongamento (%)
- Confirmo faixa de dureza se o desgaste ou usinagem for crítico
Como Ler e Comparar Especificações de Ferro Dúctil
Quando olhar para um certificado de material ou desenho, concentre-se em:
- Padrão: ASTM A536 ou ISO 1083 mencionado?
- Grau: ex., 65-45-12 ou EN-GJS-500-7
- Estrutura da matriz: ferrítico, perlítico ou misto (impacta ductilidade, usinabilidade e desgaste)
- Local do teste mecânico: barra de teste fundida separadamente vs amostra fundida pode alterar os números
- Requisitos adicionais:
- Faixa de dureza
- Contagem de nódulos e nódulosidade (%)
- Valores de impacto (Charpy) para serviço em baixa temperatura
Se estiver combinando fundições dúcteis com aço de liga componentes (como flanges ou carcaças), alinhe as propriedades mecânicas e as expectativas de tratamento térmico em ambos, de forma semelhante à forma como combinamos peças de ferro dúctil com as nossas produtos de aço liga.
Escolhendo a Classe de Ferro Dúctil Adequada
Como normalmente guio os clientes em Portugal:
- Para máxima ductilidade e resistência ao impacto
- Escolha 60-40-18 (ou ISO 400-15)
- Bom para cargas de choque, desalinhamento e hardware crítico de segurança.
- Para resistência equilibrada e usinabilidade
- Escolha 65-45-12 (ou ISO 500-7)
- Melhor opção “padrão” para a maioria das fundições de ferro dúctil industriais.
- Para alta resistência e desgaste
- Escolha 80-55-06 (ou ISO 600-3)
- Ideal quando deseja reduzir tamanhos de secção ou substituir aço soldado mais pesado.
Sempre combine a classe com:
- Nível de carga (estática vs dinâmica)
- Vida útil requerida (fadiga)
- Temperatura de operação e ambiente
- Necessidades de usinagem e acabamento de superfície
Como o Tratamento Térmico altera o desempenho da classe
O tratamento térmico pode mover uma peça de uma janela de desempenho para outra sem alterar a química base:
- Anelagem
- Amacia a peça
- Melhora a ductilidade e a usinabilidade
- Move a estrutura para ferrítico (mais semelhante ao comportamento 60-40-18)
- Normalização
- Refina a estrutura do grão
- Aumenta a resistência e dureza
- Útil quando deseja desempenho semelhante ao 65-45-12 ou 80-55-06 com controlo mais rigoroso das propriedades
- Têmpera e revenimento / Austempering (ADI)
- Cria resistência muito elevada e resistência ao desgaste
- Usado quando ferro dúctil compete diretamente com aço forjado ou tratado termicamente
A chave é fixar:
- A padrão e grau alvo
- Seja como fundido or tratado termicamente
- A valores de teste que espera nos seus certificados
Se não tiver certeza de qual grau de ferro dúctil ou tratamento térmico se adequa à sua peça, recomendo sempre começarmos com o seu caso de uso real (carga, ambiente, volume anual) e trabalharmos para trás até à especificação mais económica e fiável.
Vantagens das Fundições de Ferro Dúctil
As fundições de ferro dúctil atingem um ponto ideal entre desempenho e custo, razão pela qual tantos OEMs e oficinas de trabalho em Portugal dependem delas para peças de alta carga no mundo real.
Alta relação resistência/peso em comparação com ferro cinzento e aço
O ferro dúctil fundido oferece alta resistência à tração e ao escoamento com uma secção mais leve do que o ferro cinzento, e muitas vezes substitui montagens de aço sem acrescentar peso. Você obtém um ferro fundido resistente, rígido, de alta resistência parte sem recorrer a materiais mais caros.
Economias reais de custos em comparação com aço forjado ou soldado
Quando substituímos fabricações de várias peças ou forjados por uma única Fundição de ferro dúctil, os clientes geralmente percebem:
- Custos menores de material e processamento
- Menos soldadura, mão-de-obra e inspeção
- Produção repetida mais rápida e controlo de inventário mais fácil
Para fixadores e peças complementares, combinar ferro dúctil fundido com parafusos de aço carbono baixo e serviços de usinagem pode manter o custo de montagem total acessível.
Excelente fundibilidade para formas complexas
O ferro dúctil flui bem e preenche paredes finas e núcleos complexos, permitindo que possamos fundir:
- Passagens internas
- Características de montagem
- Cavidades de redução de peso
Você recebe peças de ferro dúctil de precisão que seriam caras ou impossíveis de usinar a partir de barra ou chapa.
Boa usinabilidade e estabilidade dimensional
Em comparação com muitos aços, machinabilidade de ferro dúctil é muito boa. As peças mantêm bem as dimensões durante a usinagem e em serviço, o que importa para:
- Caixas de tolerância apertada
- Componentes de bombas e válvulas
- Flanges e suportes de precisão
Absorção de impacto e choque
O ferro dúctil é ferro fundido resistente a impactos. Os nódulos de grafite ajudam a absorver choques e vibrações melhor do que muitos aços e ferros cinzentos, tornando-o ideal para:
- Fundições de máquinas pesadas
- Peças de suspensão e transmissão automotiva
- Componentes de construção e agrícola
Resistência à corrosão e opções de acabamento
O ferro dúctil fundido na condição de origem fornece sólido resistência à corrosão para muitos ambientes, e podemos aprimorá-lo ainda mais com:
- Tintas e revestimentos em pó
- Revestimentos de platina e revestimentos especiais
- Endurecimento superficial em zonas de desgaste
Reciclável e energeticamente eficiente
A fundição de ferro dúctil é altamente reciclável e funciona bem com sucata reciclada, o que ajuda a reduzir tanto o custo quanto a pegada ambiental. Fundir e moldar ferro dúctil é geralmente mais eficiente em termos energéticos do que produzir muitas peças de aço equivalentes, especialmente formas grandes e complexas.
Aplicações Comuns de Ferro Dúctil Fundido

Peças de fundição de ferro dúctil para automóveis
Confio em fundir ferro dúctil para peças automotivas que suportam carga e choque constantes, como:
- Virabrequins e suportes de diferencial – alta resistência e resistência à fadiga a um custo inferior ao das peças de aço forjado.
- Engrenagens, suportes, juntas e componentes de direção – fundições de ferro dúctil precisas e repetíveis que usinagem limpa e mantêm tolerâncias apertadas.
Para clientes que precisam de conjuntos acabados, frequentemente combinamos fundições de ferro dúctil com usinagem CNC de precisão semelhante ao nosso trabalho com outros metais para peças industriais personalizadas, como mostrado em nossos serviços de usinagem CNC de precisão.
Tubos, conexões e válvulas de ferro dúctil
Para sistemas de água, águas residuais e proteção contra incêndios, tubos e conexões de ferro dúctil são uma escolha comum porque oferecem:
- Alta capacidade de pressão interna
- Excelente resistência ao impacto durante manuseio e instalação
- Vida útil longa subterrânea com revestimentos e linings
Válvulas, flanges e corpos de hidrantes feitos de ferro fundido de grafite esférico suportam melhor os ciclos de pressão e a corrosão do que o ferro cinzento em muitas instalações municipais.
Coberturas de poços de visita e fundições municipais
As cidades apoiam-se em ferro nodular para:
- Coberturas de poços de visita, molduras, grelhas e entradas de passeio
- Coberturas de acesso a utilidades e componentes de drenagem
O ferro dúctil oferece alta resistência ao impacto e resiste a fissuras sob cargas de trânsito, sendo ainda económico e fácil de fundir em moldes padrão e personalizados.
Fabricação de maquinaria pesada e equipamentos
In fabrico de equipamentos, eu gosto carcaças fundidas de ferro dúctil quando precisamos de rigidez mais resistência:
- Caixas de engrenagens, carcaças de transmissão e tampas de rolamentos
- Polias, roldanas, contrapesos e corpos de componentes hidráulicos
Estas fundições de maquinaria pesada oferecem uma estrutura forte e estável com bom amortecimento de vibração, tornando-os ideais para OEMs nos mercados industrial, mineiro e de manuseio de materiais, semelhantes aos setores que apoiamos nas nossas soluções de fabricação de equipamentos.
Equipamentos agrícolas e de construção
Para ag e construção, Fundições de ferro nodular equilibram resistência ao abuso com o custo:
- Cubos, componentes de eixo, suportes e peças de suspensão
- Carcaças para transmissões, bombas e sistemas hidráulicos
Eles suportam cargas de choque, sujeira e exposição ao ar livre melhor do que muitas fabricações soldadas, com menor risco de falha em campo.
Geração de energia e eletricidade
No setor de energia, ferro nodular grafítico esférico é padrão para:
- Carcaças de bombas, corpos de compressores e componentes de válvula em instalações de petróleo, gás e processos
- Cubos de turbinas eólicas, carcaças de yaw e pitch, e componentes de travão necessitando de alta resistência à fadiga
Aqui, alta relação resistência-peso e desempenho à fadiga das fundições de ferro dúctil ajudam a prolongar a vida útil sob cargas rotativas e cíclicas.
Fundições de ferro dúctil projetadas sob medida para OEMs
Para OEMs em Portugal, concentro-me em soluções personalizadas de fundição de ferro fundido nodular que:
- Substitua conjuntos soldados de várias peças por uma fundição única e otimizada
- Reduza a maquinagem, o peso e as etapas de montagem
- Cumprir requisitos ASTM or ISO especificações mecânicas e dimensionais rigorosas
Quer necessite de um protótipo único ou de produção total, o ferro fundido nodular permite-nos ajustar o grau, a microestrutura e o tratamento térmico para corresponder aos seus objetivos exatos de desempenho e custo.
Controlo de Qualidade e Processo de Fundição de Ferro Fundido Nodular
Se pretende fundições de ferro fundido nodular consistentes e de alto desempenho, o controlo do processo não é opcional – é tudo. Eis como garantimos a qualidade desde a fusão até à inspeção final.
Química da Fusão e Controlo de Magnésio
Começamos por definir a química da fusão base para cada calor:
- Controle rigoroso de C, Si, Mn, S e P com verificações do espetrómetro on-line
- Precisão tratamento de magnésio (nodulização) para formar nódulos de grafite estáveis
- Monitorização em tempo real de desvanecimento de Mg para que o ferro fundido nodular permaneça dentro das especificações desde o primeiro até ao último molde
Tratamos cada panela como se fosse crítica, porque para os nossos clientes, geralmente é.
Qualidade de Inoculação e Moldagem
Para manter a fundição de ferro dúctil sólida e fiável, focamos intensamente na solidificação:
- Controlado prática de inoculação para reduzir encolhimento, carbetos e chill
- Sistema de areia otimizado: humidade da areia, resistência, permeabilidade e compactabilidade verificado constantemente
- Condições de moldagem estáveis para que a espessura da parede, os chanfros e os núcleos correspondam ao modelo 3D e permaneçam repetíveis
Processo forte na fase de moldagem significa menos surpresas e menos retrabalho.
Testes Mecânicos e de Microestrutura
Testamos cada lote para que não precise adivinhar:
- Testes de tração e de dureza em cada lote para confirmar a classificação (por exemplo, ASTM A536 60‑40‑18, 65‑45‑12, 80‑55‑06)
- Avaliação de microestrutura sob o microscópio:
- Contagem de nódulos e forma dos nódulos (nodularidade %)
- Estrutura da matriz: ferrítica, perlítica ou mista
- Verificação de carbetos, porosidade e outros defeitos
Para mais detalhes sobre como realizamos e documentamos essas verificações, consulte nossas práticas de testes de fundição e controle de qualidade.
Ensaios Não Destrutivos e Conformidade com Normas
Para fundições críticas de ferro SG, especialmente nos mercados automotivos, energéticos e de infraestrutura, avançamos para NDT avançado:
- UT (Ensaios Ultrassônicos) para integridade interna
- RT (Ensaios Radiográficos) para defeitos ocultos de encolhimento e gás
- MT (Ensaios por Partículas Magnéticas) para fissuras superficiais e próximas à superfície
- PT (Ensaios por Penetração) em superfícies usinadas ou não magnéticas
Todas as fundições de ferro dúctil são produzidas para atender ou exceder ASTM A536, ISO 1083, e os seus próprios requisitos de desenho e especificação, com certificados completos de material e rastreabilidade. Nosso processo é baseado em uma fabricação estável e repetível, conforme descrito em nossos controles de processo de fabricação.
Dicas de Design para Peças Fundidas de Ferro Dúctil
Regras básicas de design para geometria de ferro dúctil fundido
Quando projeto uma peça de ferro dúctil fundido, mantenho a geometria o mais “amigável à fundição” possível:
- Evite cantos internos agudos – use chanfros generosos (tipicamente 3 a 6 mm de mínimo).
- Mantenha as secções uniformes sempre que possível; grandes variações na espessura causam tensões e porosidade.
- Use nervuras e reforços em vez de blocos maciços de metal para atingir os objetivos de resistência e rigidez.
Essa abordagem permite manter tolerâncias apertadas sem rework dispendioso, muito semelhante ao que buscamos em nossas peças de metal de precisão como as nossas serviços de usinagem de ligas de alumínio.
Espessura da parede e transições de secção
O ferro dúctil gosta de mudanças suaves e controladas na espessura:
- Parede mínima: frequentemente 0,25–0,35 polegadas para ferro dúctil de areia padrão (verifique com a sua fundição para o tamanho da sua peça).
- Regras de transição: mudanças de passo de não mais que 2:1 espessura, combinadas com chanfros ou raios.
- Coloque secções mais pesadas perto de alimentadores/risers, não em braços finos.
Considerações sobre risers, canais e alimentação
Não é necessário projetar todo o sistema de canais, mas deve-se projetar tendo em mente a alimentação:
- Coloque as secções mais pesadas onde os risers podem ficar sem bloquear áreas críticas usinadas.
- Sair almofadas planas ou bosses para risers e canais que serão removidos posteriormente.
- Evite bolsos pesados cegos que são difíceis de alimentar; use furos centrais ou aligeire-os com nervuras.
Projete para usinagem e estabilidade
Para manter os custos de usinagem baixos em fundições de ferro dúctil:
- Adicionar almofadas e bosses de usinagem onde os furos, faces e cilindros serão acabados.
- Evite braços longos e finos que podem vibrar ou deformar durante a usinagem.
- Utilize layouts simétricos quando possível, para que a peça fundida esfrie de forma uniforme e mantenha estabilidade dimensional.
Folgas para encolhimento, usinagem e tolerâncias
O ferro dúctil fundido encolhe à medida que solidifica e esfria:
- Típico encolhimento do molde: aproximadamente 0,010–0,012 pol/pol (confirme com a sua fundição).
- Adicionar margem de usinagem em faces e cilindros críticos (frequentemente 0,06–0,12 pol, dependendo do tamanho).
- Defina tolerâncias realistas: tolerâncias mais apertadas aplicam-se às superfícies usinadas, não às superfícies de fundição brutas.
Converter conjuntos de soldadura de aço em peças fundidas de ferro dúctil
Quando converto uma estrutura de soldadura de aço fabricada em uma peça fundida de ferro dúctil, concentro-me em:
- Substituir múltiplas estruturas de soldadura por uma peça fundida integrada que adiciona nervuras e filetes para rigidez.
- Ajustar a espessura da parede para corresponder a a resistência/peso do ferro dúctil em vez de simplesmente copiar tamanhos de chapa.
- Incorporar recursos fundidos (bosses, pads de montagem, recortes) para reduzir operações secundárias e tempo de montagem.
Bem feito, uma peça fundida de ferro dúctil será mais leve, mais barata por unidade em volume e mais consistente do que a estrutura soldada original.
Como Escolher um Fornecedor de Peças Fundidas de Ferro Dúctil
Escolher o fornecedor certo de fundições de ferro dúctil em Portugal pode fazer toda a diferença no seu projeto. Aqui está a minha abordagem.
O que Procurar numa Fundição de Ferro Dúctil
Não negociáveis:
- Foco em ferro dúctil: Experiência comprovada com ferro dúctil fundido, não apenas ferro cinzento.
- Controle de processo: Procedimentos documentados de controlo de fusão, nodulização e inoculação.
- Sistema de qualidade: Disciplina de processo ao estilo ISO, experiência PPAP/APQP para trabalho automóvel ou OEM.
- Gama de materiais: Capacidade de vazar múltiplas classes (ASTM A536 60-40-18, 65-45-12, 80-55-06, etc.).
Experiência com Fundições Complexas de Ferro Dúctil
Procure por:
- Experiência em paredes finas e secções pesadas na mesma peça
- Histórico com peças críticas à fadiga peças (engrenagens, caixas, suportes, corpos de bomba)
- Estudos de caso ou fotos de programas complexos Fundições de ferro nodular e de fundição de ferro nodular
- Capacidade de também suportar outras ligas quando necessário, por exemplo, através de parceiros que lidam com precisão liga de cobre
Certificação de Material, Testes e Rastreabilidade
Pretende rastreabilidade total desde a fusão até ao envio:
- Certificados: Certificados de calor para cada vazamento mostrando química e mecânica
- Testes: Verificações de rotina de tração, dureza e microestrutura
- Rastreabilidade: Números de calor associados a cada fundição de ferro dúctil
- Opções NDT: UT/RT/MT/PT para peças críticas de ferro nodular esférico
Apoio técnico e Otimização de Design
Um bom fornecedor não apenas funde ferro — eles ajudam a projetar de forma mais inteligente:
- Feedback DFM sobre espessura de parede, chanfros e transições
- Recomendações de canalização/risers para evitar encolhimento e porosidade
- Sugestões ao converter aço soldado ou barra usinada para ferro ductil fundido
- Apoio na escolha entre ferro ductil ferrítico vs pearítico para o seu ciclo de trabalho
Capacidade, Prazo de Entrega e Transparência de Custos
Busque números concretos, não suposições.
| Tópico | O que Você Quer Ouvir |
|---|---|
| Capacidade | Tonnagem mensal clara e contagem de moldes |
| Tempo de entrega | Padrões padrão vs cronograma de novas ferramentas |
| Preços | Ferramentas + preço por peça, e o que impulsiona as mudanças |
| Flexibilidade | Capacidade de aumentar ou diminuir sem caos |
Perguntas-chave a fazer antes de fazer seu pedido
Use esta lista rápida ao falar com uma fundição de ferro ductil fundido potencial:
- Qual ASTM A536 or ISO 1083 graus você despeja regularmente?
- Como controla tratamento de magnésio e nódulos de grafite em ferro fundido?
- Que testes mecânicos são realizados por lote, e com que frequência?
- Pode compartilhar certificados de amostra e relatórios de microestrutura de trabalhos recentes de ferro dúctil?
- Qual é a sua taxa típica de sucata/retrabalho em peças de ferro nodular?
- Como você lida com alterações de projeto, PPAP e questões de qualidade contínua?
- Qual é o tempo de entrega realista para protótipos e para produção contínua?
Se um fornecedor é forte em controle de processo, testes e suporte de engenharia, você obterá fundições de ferro dúctil mais confiáveis e menos surpresas no campo.
Pingback: Fabricante de fundição agrícola para peças de tratores e colheitadeiras OEM - vast-cast.com