High precision investment moulding process for complex metal parts with tight tolerances superior surface finish and custom alloys.
What is the Investment Moulding Process?
Are you struggling to achieve complex internal geometries while keeping material waste and machining costs down? That is exactly the engineering challenge the investment moulding process solves.
Widely known as fundição por cera perdida, this is a highly precise near-net shape manufacturing method. We create a perfect, disposable wax pattern, coat it in a specialized ceramic slurry to build a rigid mold, and then melt the wax away. This leaves a flawless, heat-resistant cavity ready for molten metal.
cURL Too many subrequests.
We do not just rely on traditional foundry techniques; we elevate them. At vastmaterial, we integrate advanced data analytics and real-time monitoring into every stage of the production line.
- Aerospace-Grade Precision: We guarantee exact dimensional tolerances straight out of the mold, drastically reducing your need for secondary machining.
- Real-Time Process Monitoring: Continuous tracking of slurry viscosity, shell curing temperatures, and molten metal flow ensures zero defects and consistent metallurgical integrity.
- Cross-Industry Performance: We engineer rugged, high-tolerance components built to survive the extreme, high-stress environments of the industrial, energy, and automotive sectors.
Step-by-Step: The Investment Moulding Process
At Vastmaterial, our investment moulding process follows a strictly controlled workflow to deliver near-net-shape perfection. Here is exactly how we turn your designs into high-precision metal parts:
- 1. Tooling & Wax Pattern Injection: We start by machining a precise master die. From there, we use wax pattern injection molding to shoot liquid wax into the cavity, forming a perfect replica of your final part’s geometry.
- 2. Wax Tree Assembly: To maximize production efficiency, we attach multiple wax patterns to a central wax sprue. This creates a casting cluster, commonly called a “wax tree.”
- 3. Ceramic Shell Building: We dip the wax tree into a liquid ceramic slurry, followed by a stucco coating of fine sand. We repeat this ceramic shell casting process multiple times to build a tough, highly heat-resistant shell.
- 4. Dewaxing & Burnout: The shell is then heated to melt out the wax. This dewaxing casting method leaves behind a precise, hollow cavity. ly, we fire the shell at high temperatures to cure the ceramic so it can withstand molten metal.
- 5. Metal Pouring: Inside our advanced cURL Too many subrequests., we pour liquid metal directly into the pre-heated shells. Whether you need standard stainless steel or specialized custom alloy cast components, we manage the pour under strict temperature controls to guarantee structural integrity.
- 6. Knockout, Cut-off & Finishing: Once the metal cools and solidifies, we mechanically vibrate and knock out the ceramic shell. We then cut the individual metal parts away from the central sprue and perform a final surface grinding to meet your exact specifications.
Technical Specifications & Capabilities
cURL Too many subrequests. investment moulding process, cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
Dimensional Tolerances
cURL Too many subrequests. fundição por cera perdida cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests..
cURL Too many subrequests.
Especializamo-nos em near-net shape manufacturing. cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
| Especificação | cURL Too many subrequests. | cURL Too many subrequests. |
|---|---|---|
| Part Weight | cURL Too many subrequests. | cURL Too many subrequests. |
| cURL Too many subrequests. | cURL Too many subrequests. | cURL Too many subrequests. |
| Espessura da Parede | cURL Too many subrequests. | cURL Too many subrequests. |
cURL Too many subrequests.
cURL Too many subrequests. investment moulding process cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. densidade de latão por liga cURL Too many subrequests.
cURL Too many subrequests.
cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests. custom OEM valve bodies.
- cURL Too many subrequests. cURL Too many subrequests.
- cURL Too many subrequests. Whether you need a short, fast run for rapid prototype metal casting or you are ready to scale up to high-volume mass production, this method adapts to your timeline. Our factory is fully equipped to handle production runs of any size without ever compromising on part accuracy or quality.
Industries Relying on Our Casting Expertise
As a trusted custom metal casting foundry, we understand that different sectors require unique performance standards. Our investment moulding process consistently delivers high precision casting services across a variety of demanding fields in the US market.
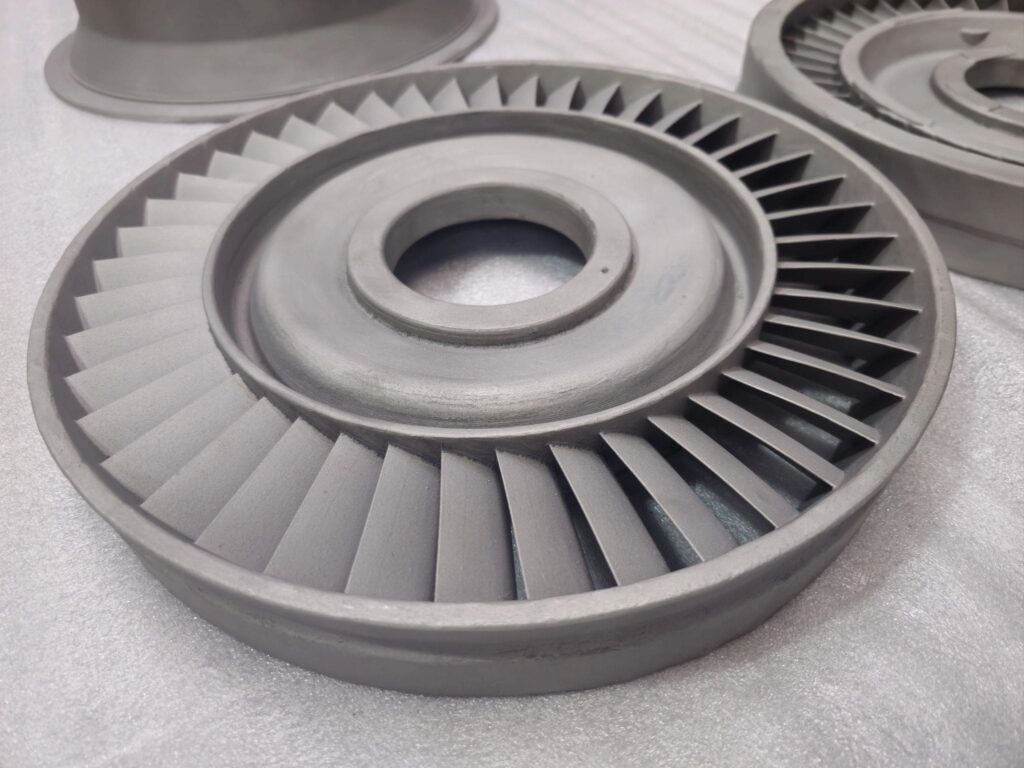
- Aerospace & Defense: We manufacture mission-critical turbine blades and lightweight structural components designed to meet stringent military and aviation standards.
- Oil & Gas and Energy: We cast heavy-duty valve bodies, impellers, and nuclear power components built to withstand extreme pressures and highly corrosive environments.
- Medical & Automotive: Utilizing near-net shape manufacturing, we produce sanitary, pinpoint-accurate surgical tools, as well as rugged turbocharger housings and drivetrain components.
- Heavy Industrial: We supply durable, tight tolerance metal parts essential for heavy machinery and fabrico de equipamentos where reliability is non-negotiable.
Why Partner With Our Custom Metal Casting Foundry?
We take the friction out of the investment moulding process. When you work with vastmaterial, you get a single-source manufacturing partner dedicated to delivering reliable, ready-to-use parts. We control every step of production to ensure you get exactly what you need without the usual supply chain headaches.
- End-to-End Integrated Manufacturing: We manage the entire lifecycle under one roof. From initial alloy development and rapid prototype metal casting to full-scale production pouring. We finish the job with tight precision CNC machining and casting integration, delivering flawless parts directly to your facility.
- In-House Surface Treatment: Your parts leave our shop ready for the assembly line. We handle all advanced plating, specialized coatings, and final surface finishing for your custom alloy cast components, entirely eliminating the need for third-party vendors.
- Stringent Quality Control: We verify everything to meet exacting US and global industrial standards. Our assurance protocols include non-destructive testing (NDT), exact dimensional inspections, and thorough metallurgical analysis—including verifying material tensile properties—to back up our cURL Too many subrequests..
Perguntas Frequentes (FAQ)
Rapid Prototype Metal Casting Lead Times
Need parts fast? For rapid prototype metal casting, our standard lead time is typically 2 to 4 weeks. This timeframe depends on the component’s complexity and the specific custom alloy you need. The investment moulding process requires creating a precise master die upfront. By controlling our complete o processo de fabricação under one roof, we keep turnarounds tight while guaranteeing cURL Too many subrequests. on every single run.
Accounting for Cast Part Shrinkage Allowance
Every metal shrinks slightly as it cools from a molten liquid to a solid state. To manage the cast part shrinkage allowance, we scale up your 3D CAD model before cutting the master tooling used for wax pattern injection molding. The exact shrink rate varies by material—investment cast stainless steel shrinks at a different rate than carbon steel. Our engineering team calculates these thermal dynamics precisely so the final dimensions of your parts are spot-on.
Investment Casting vs Sand Casting
cURL Too many subrequests. cURL Too many subrequests. cURL Too many subrequests.
cURL Too many subrequests. ceramic shell casting process cURL Too many subrequests. fundição por cera perdidacURL Too many subrequests. near-net shape manufacturing.
- Surface Finish: cURL Too many subrequests.
- cURL Too many subrequests. cURL Too many subrequests.
- Cost Efficiency: cURL Too many subrequests. precision CNC machining and casting cURL Too many subrequests.