
理解核心流程
在浩宇材料,我們每天都在應對重型製造的複雜性。當客戶向我們尋求大型零件,如轉子軸或磨坊外殼時,第一個技術決策通常圍繞著 鍛造與鑄造的差異. 雖然這兩種方法都能將原始金屬轉化為可用的零件,但它們通過根本不同的物理機制實現,決定了最終零件的強度、完整性和應用。.
理解 鑄造與鍛造 至關重要,因為製造方法直接影響在採礦、鋼鐵生產和風力發電等 demanding 領域中零件的壽命和可靠性。我們不僅僅是製造,我們還根據零件是否需要鑄造的複雜幾何形狀或鍛造的優越結構完整性來工程解決方案。.
什麼是鑄造?
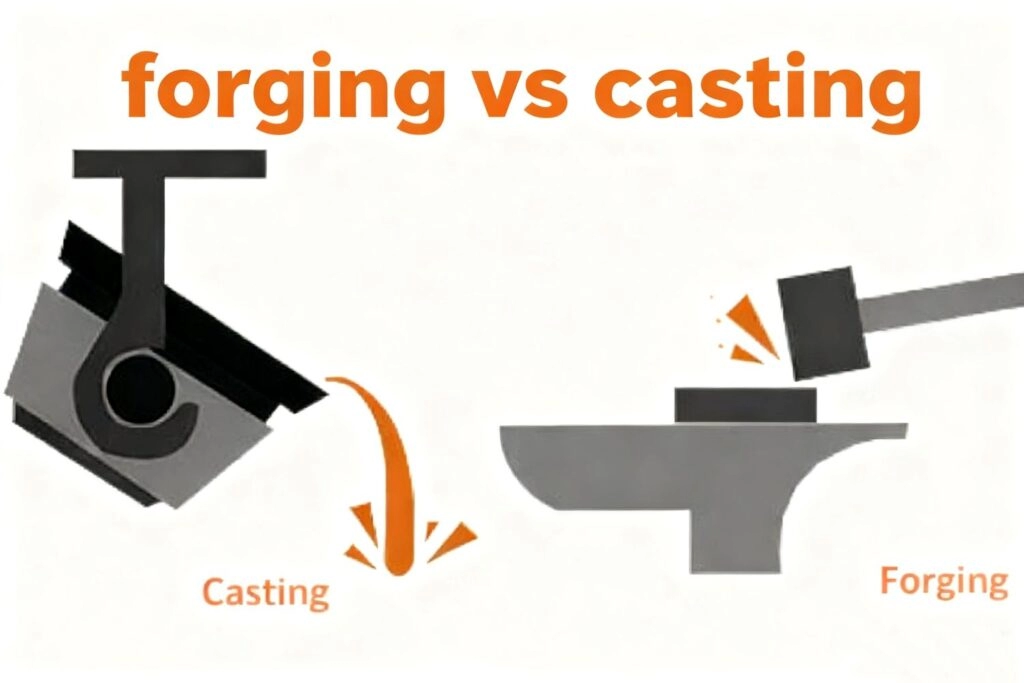
鑄造 是一個以液態開始的過程。我們加熱材料——通常是碳鋼、合金鋼或不銹鋼——直到它變成 熔融金屬. 。這種液體然後被倒入預先準備好的模具中,模具包含所需形狀的負模。當金屬冷卻並凝固後,我們移除模具,露出零件。.
在我們的工廠中,我們利用重型砂模鑄造來生產巨大的、複雜的零件,這些零件若用機械從整塊材料加工將是不可能或成本過高的。.
- 主要特點: 非常適合創建複雜的內部空腔和精細設計。.
- 流程: 熔化 $rightarrow$ 倒模 $rightarrow$ 凝固 $rightarrow$ 清理。.
- 結果: A 近淺成型 一種能最大限度減少初始材料浪費的零件。.
什麼是鍛造?
鍛造 全在於 壓縮力 和 塑性變形. 與鑄造不同,我們在成型階段從不將金屬熔化成液態。相反地,我們將固體鋼坯或鋼錠加熱至可塑溫度,並使用液壓壓機或錘子施加巨大壓力來塑形。.
這個過程是我們生產高應力零件的核心,例如 軸, 、偏心軸,以及 齒輪毛坯. 。透過物理方式將金屬塑造成形,我們能改善其內部性質。.
- 主要特點: 實現卓越的 晶粒結構對齊, ,跟隨零件的輪廓。.
- 流程: 加熱 $rightarrow$ 壓縮(壓制/錘打) $rightarrow$ 熱處理 $rightarrow$ 機加工。.
- 結果: 具有卓越 抗衝擊性 和機械強度的零件,且不存在鑄造常見的孔隙問題。.
鍛造與鑄造的五大差異
在浩宇材料,我們根據專案的具體機械需求,採用兩種製造方法。雖然兩者都以原始金屬為起點,但通往最終零件的路徑在性能和應用上產生了明顯差異。以下是 鍛造與鑄造的差異.
晶粒結構與完整性
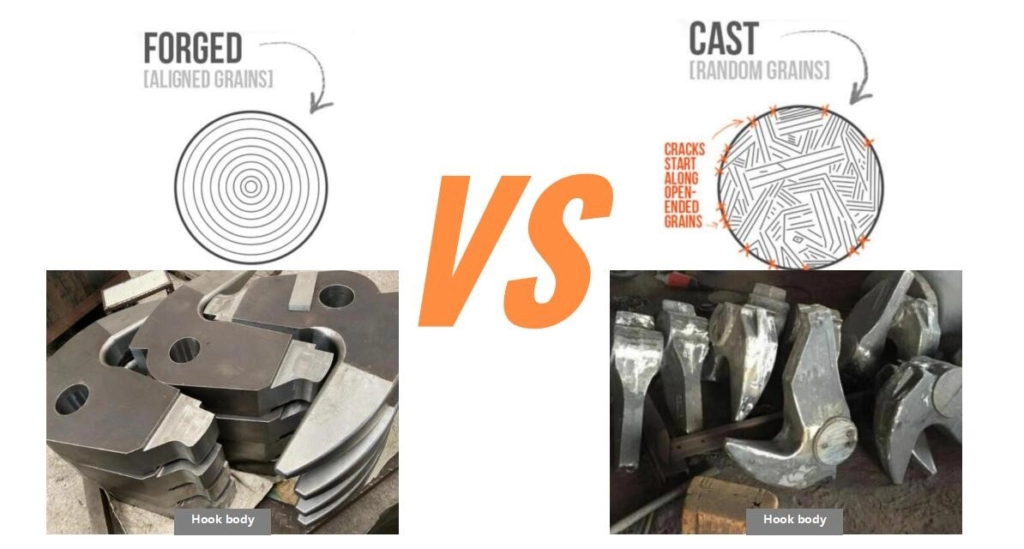
的詳細說明 壓縮力 最關鍵的差異在於內部結構。當我們鍛造一個零件時,我們會對固體金屬施加巨大的 拉伸強度, 抗衝擊性, ,以及 疲勞極限.
相較之下,鑄造涉及倒入 熔融金屬 模具中,讓其固化。此處的晶粒結構是隨機的。雖然現代鑄造技術具有高度的穩定性,但通常缺乏鍛造鋼所具有的定向強度。.
設計複雜度與公差
如果您的設計具有複雜的內部空腔、薄壁或非對稱的幾何形狀,鑄造通常是唯一可行的選擇。它使我們能夠達成 近淺成型 的結果,並最大程度地減少後續的材料去除量。.
鍛造僅限於較簡單的幾何形狀,如塊、環和軸。由於在成形過程中金屬是實心的,我們無法將其強制成高度複雜的空洞。因此,鍛造件通常需要較大的 加工餘量 以達到最終規格。.
可用的材料選項
我們處理各種材料,包括碳鋼、合金鋼和不銹鋼。.
- 鑄造: 在 合金成分. 方面提供更大的彈性。我們可以在熔融金屬中加入特定元素,以實現獨特的性能(如耐熱或耐磨),這可能會使金屬過於脆弱而無法鍛造。.
- 鍛造: 需要具有足夠延展性的材料,以進行 塑性變形 而不會裂開。.
成本影響:模具與單位價格
鍛造與鑄造的 成本效益 在很大程度上取決於生產量和尺寸。.
- 鑄造: 通常涉及較高的初始 模具成本 (用於模具和樣板)。然而,對於大批量生產或複雜形狀,單位價格會顯著下降。.
- 鍛造: 開放式鍛造(我們用於大型零件)的模具成本較低,但由於所需的能源和勞動力,單位加工成本較高。.
表面光潔度和潛在缺陷
鍛造零件通常呈現更乾淨的 表面處理 和卓越的結構完整性。鍛造的主要優勢是消除了內部空隙。.
鑄件由於凝固過程的性質,容易產生 金屬疏鬆 (微小氣泡)或縮孔。為確保可靠性,我們的 專業鑄造廠 採用嚴格的無損檢測,例如超音波檢測(UT),以確保每個鑄件都符合重工業標準。.
並排比較表
在決定使用 成本效益 對於重工業零件,並排查看技術規格有助於釐清您專案的最佳方案。在豪裕材料,我們會根據優先考量是最大結構完整性還是幾何複雜性,來運用這兩種方法。.
下表概述了關鍵的差異,包括 晶粒結構, 、完整性和製造限制。.
| 特點 | 鍛造(豪裕製程) | 鑄造(豪裕製程) |
|---|---|---|
| 晶粒結構 | 對齊的粒子流 跟隨零件形狀;具有優越的方向性強度。. | 均勻的顆粒結構; ;各向同性特性但沒有粒子流對齊。. |
| 內部完整性 | 高密度;壓縮力消除內部空隙與孔隙。. | 潛力 金屬疏鬆 或在未控制的情況下收縮空洞。. |
| 設計複雜度 | 最適用於較簡單、對稱的形狀,如軸和環。. | 理想用於複雜設計、內部空洞以及像 鑄鐵鑄造 零件的研磨服務。. |
| 機械性能 | 更高 拉伸強度, 抗衝擊性, ,以及 疲勞極限. | 具有良好的抗壓強度,但通常比鍛造件的延展性較低。. |
| 加工餘量 | 通常需要更多的機加工以達到最終尺寸。. | 可以更接近 近淺成型, 生產,減少材料浪費。. |
| 熱處理 | 由於晶粒細化,對處理反應一致。. | 對於均質化結構和釋放內部應力至關重要。. |
這個比較突顯了為何 鍛造 是用於高應力零件(如轉子軸)的首選,而 鑄件 仍然是複雜外殼和底座的必要工藝。理解這些取捨能幫助你選擇在性能與成本效率之間取得平衡的工藝。.
何時選擇哪種工藝?

決定使用 成本效益 最終取決於你的應用需求。在浩宇材料,我們分析機械負荷、設計幾何形狀和體積需求,以推薦合適的工藝。雖然成本始終是考量因素,但在重負荷環境中——如鋼鐵廠或礦業作業——最終零件的性能才是首要。.
選擇鑄造的情境
鑄造通常是當幾何形狀決定製造方式時的首選方法。如果您的設計具有複雜的細節、內部空腔或難以或過於昂貴的實心塊加工的複雜截面,鑄造是最佳解決方案。它使我們能夠實現一個 近淺成型, ,顯著降低了 加工餘量 請稍後提供需要翻譯的文本。.
當你應該選擇鑄造時:
- 複雜設計: 該部分需要內部腔室、薄壁或非對稱形狀。.
- 大規模規模: 您需要極大型的零件,例如重型機械外殼或磨坊底座,超出標準鍛造壓床的容量。.
- 特定合金需求: 您使用的材料塑性較差,難以鍛造。.
- 成本效益: 對於較低產量的大型複雜零件,鑄造能最大程度地降低 模具成本 與建立多個鍛造模具相比較。.
在評估生產方法時,了解細微差別是 砂型鑄造與壓鑄流程比較 在平衡精確度與生產量方面至關重要。.
選擇鍛造的情境
鍛造是安全關鍵零件的標準,失敗絕對不可接受。該工藝使用 壓縮力 以完善為目標 晶粒結構對齊 金屬依照零件的形狀成型,這樣可以獲得優越的機械性能,使鍛造零件非常適合用於高應力的應用。.
您應該選擇鍛造的情況:
- 高強度需求: 組件必須承受極端 拉伸強度 載荷和 抗衝擊性.
- 循環載荷: 該零件涉及旋轉或反覆應力(如我們的階梯軸、轉子軸和偏心軸),需要高 疲勞極限.
- 結構完整性: 您需要一個密實的材料結構,沒有 金屬疏鬆 或空洞。.
- 均勻性: 該應用要求在整個零件的截面上具有一致的機械性能。.
材料品質在製造中的作用
關於 鍛造與鑄造的差異 的辯論常常掩蓋了一個關鍵因素:原材料本身的品質。一個完美的製造過程無法修復有缺陷的金屬。無論我們是在鑄造 熔融金屬 或進行大量 壓縮力 的鍛造, 合金成分 都決定了最終零件的基線性能。.
在浩宇材料,我們強調實現高 拉伸強度 和耐久性始於成型過程之前。了解您的基礎金屬的具體性能,例如我們的 合金鋼與不銹鋼比較, 中所發現的權衡,對於預測在重型應用如採礦或風力發電中的壽命至關重要。.
關鍵品質因素
為確保我們的大型軸和環符合嚴格的工業標準,我們專注於材料品質的三個主要支柱:
- 熔融純度: 在熔化階段控制化學成分,防止不良雜質導致結構弱化。.
- 熱處理: 金屬成型後,需要精確的熱處理(淬火和回火)以釋放其全部機械潛能,提升 疲勞極限 和硬度。.
- 非破壞性測試(NDT): 我們採用內部超聲波檢測(UT)和磁粉檢測(MT)來驗證內部結構的完整性,無論零件是鍛造還是鑄造。.
關於金屬製造的常見問題
鍛造鋼比鑄造鋼更強嗎?
在大多數重型應用中,是的。差異在於 晶粒結構對齊. 。當我們在鍛造過程中施加大量 壓縮力 時,金屬的內部晶粒會隨著零件的形狀流動。這種 塑性變形 導致更優越的 拉伸強度, 、更高的 抗衝擊性, 以及更好的 疲勞極限 相比鑄件。鑄造零件雖然堅固,但偶爾會受到 金屬疏鬆 (微小的氣孔)形成的影響,這是在 熔融金屬 固化時產生的,可能在極端應力下影響結構完整性。.
鑄造比鍛造便宜嗎?
這通常取決於設計的複雜性和生產量。對於複雜零件,鑄造通常更具成本效益,因為它能實現一個 近淺成型 剛從模具中取出。這大大減少了 加工餘量—你不必切除那麼多多餘的材料。雖然初始 模具成本 模具的成本可能較高,但大量生產的單位成本會降低。如果你正在尋找一個可靠的 鋼鐵鑄造公司 來處理複雜幾何形狀,鑄造通常提供非關鍵結構零件的最佳價格與性能平衡。.
你能鍛造複雜的形狀嗎?
在幾何複雜度方面,鍛造有一定的限制。它非常適合對稱的零件,如軸、環和塊。由於該工藝涉及敲打或壓制固體金屬,因此不容易創造內部空腔、薄壁或倒角。對於需要嚴格公差和精細特徵的高細節設計,我們建議使用我們的 精密投資鑄造服務,用於複雜金屬零件. 。此方法使我們能夠創造出從實心鍛造塊中難以或成本過高的特定形狀。.
回覆: 鋼的抗拉強度解析:等級範圍、測試與選擇 - Vastmaterial