
探索完整的 2026 年插入模塑工藝設計、材料應用與成本指南,適用於工程師與製造商。.
什麼是模插成型?2026年的工藝、優點與實際應用
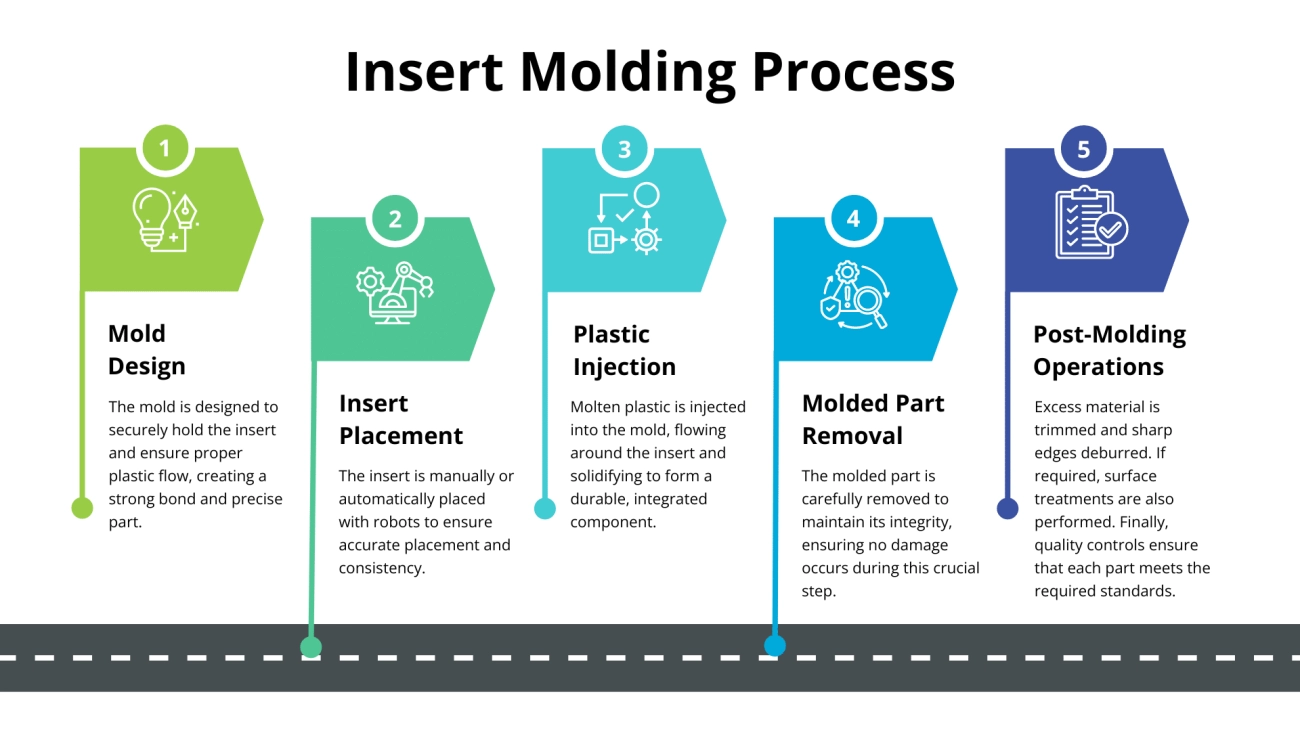
模插成型是一種多功能的製造工藝,將預先成型的插入件——通常是金屬或像螺紋套筒、磁鐵或端子等元件——放入模具中,並在其周圍注塑塑料。這樣可以製造出結合不同材料且具有強大機械與化學結合的單一整體零件。.
模插成型工藝簡化:
| 步驟 | 描述 |
|---|---|
| 插入件準備 | 在成型前清潔並定位金屬或塑膠插入件 |
| 插入件放置 | 手動或自動將插入件裝入模具腔體 |
| 注塑成型 | 在壓力下注入熔融塑料,包覆插入件 |
| 冷卻與脫模 | 零件冷卻、固化,並從模具中脫出 |
| 二次加工 | 修剪、測試或組裝(如有需要) |
為何在2026年選擇模插成型?
- 更強的黏合力: 比壓配或超聲波插入件產生更耐用的連接。.
- 縮短組裝時間: 將多個步驟合併為一,降低人工成本。.
- 設計彈性: 允許將金屬與塑膠結合成複雜形狀。.
- 微型化: 實現緊湊、輕量化的零件,具有整合功能。.
- 可靠性提升: 延長產品壽命,尤其在惡劣環境中。.
實際應用
插入模塑在各行各業廣泛使用:
- 醫療設備: 具有內嵌金屬尖端的外科手術器械。.
- 汽車: 耐用的傳感器外殼和螺紋連接器。.
- 電子產品: 手機充電端口和穿戴式科技引腳。.
- 航太與國防: 輕量高強度的零件。.
- 工業工具: 配備內嵌金屬元件的電動工具。.
到2026年,隨著自動化和材料的持續進步,插入模塑將成為製造高級、多功能零件、具有卓越性能和成本效率的重要工藝。.
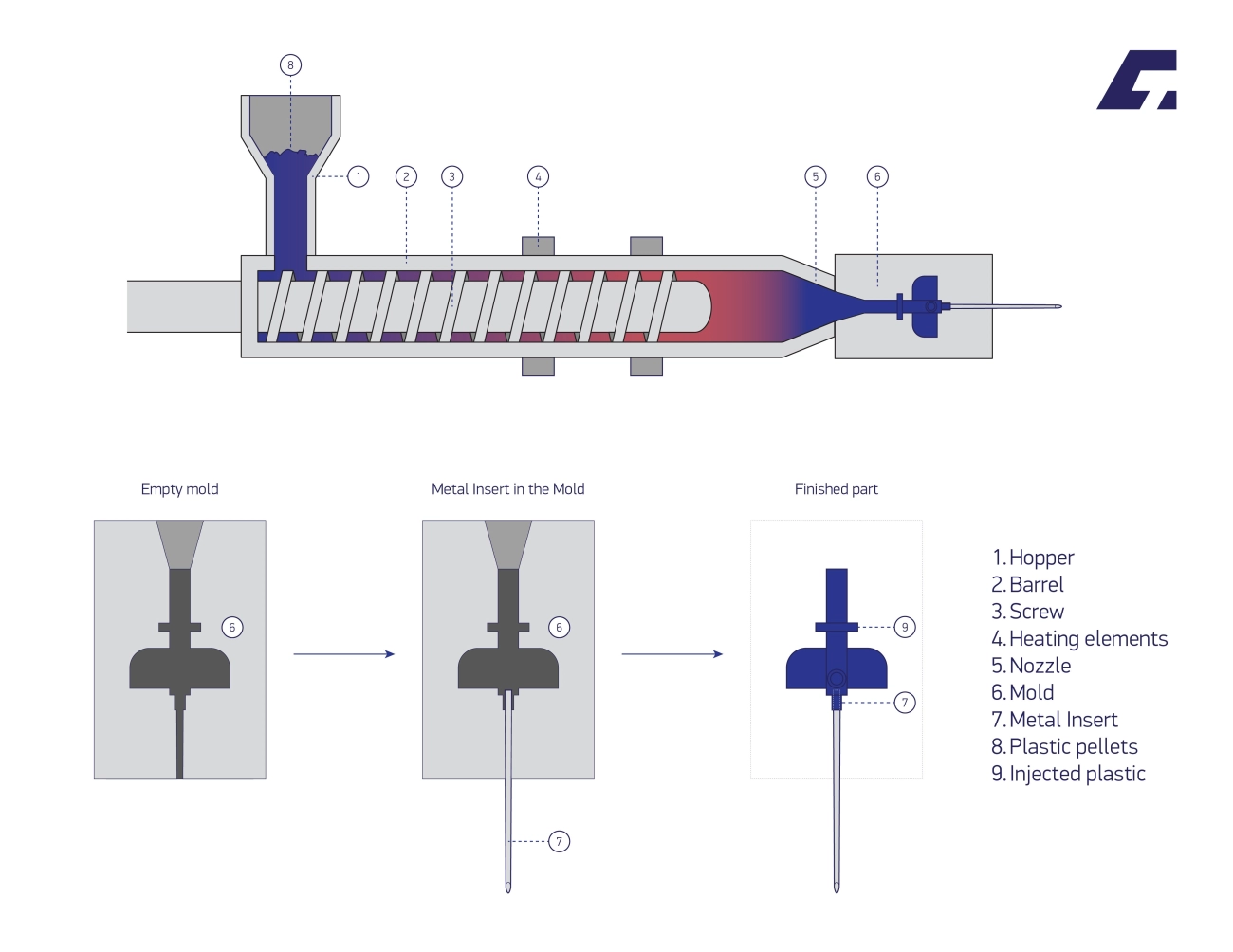
注塑成型過程的實際運作方式
注塑成型將金屬或其他插件與塑膠在一個無縫的步驟中融合。以下是整個過程的詳細分解,從開始到結束:
模具前的插件準備與處理
- 清潔: 插件需清除油脂或灰塵——這對於良好的黏合非常重要。.
- 檢驗: 檢查缺陷或變形,以確保品質一致。.
- 存放: 插件必須存放在乾燥的環境中,以防止腐蝕。.
自動插件放置與手動插件放置
| 外觀 | 自動插件放置 | 手動插件放置 |
|---|---|---|
| 速度 | 較快的循環時間,具有一致性 | 較慢,較為勞動密集 |
| 精密 | 非常高,適合大量生產 | 取決於操作員技能 |
| 成本 | 較高的初期設置成本,但後續成本較低 | 較低的前期投入,但後續成本較高 |
| 適用範圍 | 大量生產,嚴格公差 | 原型製作,小批量生產 |
注塑階段與冷卻
- 插件放置在模具腔內(自動或手動)。.
- 熔融塑料在插件周圍和上方注入。.
- 冷卻使塑料固化,確保插件保持鎖定位置。.
脫模與次級操作
- 完成的零件小心脫模,以避免損壞插件。.
- 次級步驟可能包括修剪、檢查或額外組裝。.
直立式與水平式插入模塑機
| 特點 | 直立式機器 | 水平式機器 |
|---|---|---|
| 插件放置 | 重力協助,更容易手動裝載 | 需要機器人或手動操作 |
| 佔地空間 | 佔用空間較少 | 佔地較大 |
| 理想用途 | 小型插件,低至中等產量 | 大量生產,適合自動化 |
| 成本 | 通常較便宜 | 較高的初期投資 |
了解這些步驟有助於您優化插入模塑流程,以獲得更佳品質、更快的循環時間,以及符合台灣生產需求的較低成本。.
插入模塑與覆模與雙射模塑——何時選擇哪一種

在選擇注塑成型、包覆成型和雙射成型之間,取決於您的產品需求、預算和設計複雜度。以下是快速概述,幫助您做出決策:
| 工藝 | 它是什麼 | 適用範圍 | 優點 | 缺點 |
|---|---|---|---|---|
| 插入成型 | 塑料在實心插入物(金屬/塑料)周圍成型 | 需要強力機械粘合、螺紋插入物或不會移動的插入物的零件 | 粘合強固,組裝步驟較少,適合中等產量,具有成本效益 | 插入物準備可能增加複雜度 |
| 包覆成型 | 在現有塑料零件上成型一層塑料 | 增強握持感、添加柔軟觸感表面、結合剛性與柔軟材料 | 改善人體工學、多材料零件 | 通常需要較複雜的模具 |
| 雙射成型 | 在同一台機器中,依序注入兩種塑料 | 具有兩種不同塑料或顏色的複雜設計 | 高度精確,後續加工較少 | 模具成本較高,循環時間較長 |
何時選擇嵌件成型:
- 你想直接嵌入金屬零件,如螺紋插入件、襯套或磁鐵。.
- 降低組裝步驟是優先考量。.
- 零件需要插入件與塑膠之間具有較強的機械強度。.
何時適合使用覆模成型:
- 你的零件需要一層次的軟性或橡膠層。.
- 重點在於觸感或美觀。.
- 你不介意流程稍微複雜一些。.
何時選擇雙射成型:
- 你的設計需要一次成型兩種塑膠——例如無縫結合硬塑膠與軟塑膠。.
- 你希望嚴格控制顏色或具有複雜的零件幾何形狀。.
- 產量足夠高,值得投資模具成本。.
了解這些差異有助於你選擇符合產品目標和台灣製造標準的合適工藝。.
嵌件成型的主要優點(為何設計工程師喜愛它)
嵌件成型具有明顯的優點,使其在設計工程師中備受青睞,尤其在台灣,可靠性和成本效益尤為重要。.
- 更強的機械黏合: 與壓入或超聲波插入相比,嵌件成型能在金屬與塑膠零件之間建立更牢固的黏合。這意味著故障更少,產品壽命更長。.
- 降低組裝步驟與人工成本: 通過將插入件直接模塑入塑膠中,省去了多個手動組裝流程。這加快了生產速度並降低了人工費用。.
- 微型化與重量降低: 插入模塑允許緊湊且輕量的設計,同時不影響強度。在消費電子和汽車等對空間和重量要求嚴格的行業中,這點至關重要。.
- 可靠性與零件壽命提升: 安全的粘合限制了零件之間的移動,減少磨損。您的產品能更長時間保持可靠,這在醫療設備和工業工具中是必須的。.
- 材料組合自由: 您可以根據性能、成本或耐用性,結合各種金屬與塑膠。這種彈性讓您能優化零件以適應不同的應用或環境。.
總之,插入模塑簡化了製造流程,同時提升產品品質——對於追求效率與卓越的台灣企業來說,是雙贏之選。.
常見應用與行業範例
插入模塑是一種多功能技術,廣泛應用於台灣及其他地區的多個行業。它在金屬與塑膠零件需要強固且可靠粘合的場合中尤為出色。.
醫療器械
- 帶金屬尖端的導管: 插入模塑有助於製造耐用且生物相容的尖端,能承受滅菌過程。.
- 外科手術器械: 塑膠手柄中的金屬插入件提供強度與精確握持。.
汽車
- 感測器外殼: 使用堅固的插入模塑外殼來保護敏感電子設備。.
- 連接器與螺紋座: 金屬插入件確保引擎艙和內部的牢固可靠固定。.
消費電子產品
- 手機充電端口:金屬插銷提供日常插入電纜的耐磨性,.
- 可穿戴針腳與智慧裝置元件:由於插入模塑的強大機械結合,微型化零件成為可能。.
航空航天與國防
- 需要高強度和重量節省的元件,使用插入模塑來精確結合金屬與先進塑料。.
工業工具與電動工具
- 塑料本體中的金屬襯套、軸承和螺紋插銷,提高耐用性並延長工具壽命。.
實例範例
我們已完成超過12個涉及插入模塑零件的專案,包括感測器外殼和醫療裝置元件,每個都配有詳細照片,突顯插入位置和材料組合的關鍵特點。.
這些在各行各業的廣泛應用證明了為何插入模塑是設計師在台灣市場尋求可靠且具有成本效益的組裝解決方案的首選。.
插入模塑所用材料
在插入模塑中,選擇合適的材料是打造堅固耐用產品的關鍵。在塑料方面,常見選項包括:
- PA66(尼龍66) – 堅韌、耐磨,適用於機械零件。.
- PBT(聚丁二烯醚酯) – 良好的耐化學性和尺寸穩定性。.
- PPS(聚苯硫醚) – 高耐熱性和高強度。.
- PC(聚碳酸酯) – 清晰、抗衝擊且多功能。.
- ABS(丙烯腈-丁二烯-苯乙烯共聚物) – 易於模塑,表面處理良好。.
- LCP(液晶聚合物) – 卓越的強度與耐熱性。.
- POM(聚甲醛或醇酸酯) – 低摩擦力與良好的剛性。.
- PEEK(聚醚醚酮) – 高性能,具有優異的化學與耐熱性。.
金屬嵌件的常見選擇包括:
- 黃銅螺紋嵌件 – 常用於強韌、耐磨的螺紋。.
- 鋼制襯套 – 為運動部件提供耐用支撐。.
- 沖壓端子 – 用於電氣連接。.
- 磁鐵 – 嵌入式用於功能性元件。.
- 軸承 – 插入以實現平滑旋轉或支撐。.
材料相容性矩陣
並非所有塑料都能與每種金屬嵌件良好結合——這可能影響強度與壽命。例如:
- PA66與PBT 通常與黃銅和鋼制插入件配合效果最佳。.
- PC 和 ABS 與黃銅螺紋插入件具有良好的附著力。.
- PPS 和 PEEK 能承受高溫,因此通常偏好鋼制插入件。.
- LCP, 由於較為專業化,需要謹慎搭配——通常使用鋼或鍍層插入件。.
選擇合適的塑料與金屬組合,確保您的插入成型零件性能卓越,使用壽命更長,故障率更低。如果您需要協助搭配材料,建議諮詢具有經驗的台灣插入成型合作夥伴。.
成功插入成型的關鍵設計指南(DFM)
正確的設計是成功插入成型的關鍵。以下是主要的重點:
插入位置與成型時的支撐
- 將插入件放置在注塑過程中能牢固固定的位置,以避免移動。.
- 在模具中使用支撐、槽或肋條,以保持插入件牢固就位。.
插入件周圍的壁厚
- 保持插入件周圍壁厚均勻,以防止應力集中和變形。.
- 通常壁厚應在1.5mm到3mm之間,但請根據樹脂和插入件的尺寸調整。.
螺紋和倒角設計以增強拉拔強度
- 在插入件上添加螺紋、肋條或倒角,以提供更好的機械抓握力。.
- 這可以防止插入件在使用或組裝時被拉出。.
模角、閘口位置與排氣
- 在插入件周圍的牆面上至少施加1–2°的模角,以便更容易脫模。.
- 將閘口放置在促進塑料均勻流動於插入件周圍的位置,避免產生焊線或空洞。.
- 包含適當的排氣設計,讓空氣得以排出,避免燒痕產生。.
公差考量
- 設計插入件與模塑塑料之間的公差,通常在需要時為±0.1mm或更好。.
- 考慮材料收縮與熱膨脹的影響。.
常見失效與避免方法
- 插入件移動: 使用機械支撐和固定夾具來阻止此問題。.
- 插入件拉出: 改善螺紋設計或選用更強韌的樹脂材料。.
- 插入件周圍開裂: 避免厚薄轉換,確保壁厚均勻。.
- 空洞形成: 優化閘口與排氣設計,防止空氣夾帶。.
遵循這些指導方針將提升插入模塑件的強度、可靠性與整體品質。.
插入模塑成本分析與優化方法
在考慮插入模塑成本時,了解影響預算的主要因素非常重要。以下是簡單的分解:
- 模具成本: 模具設計與製造通常是最大的前期費用。複雜的插入件或嚴格的公差要求可能會推高成本。.
- 插入件成本: 金屬或特殊插入件會增加零件價格。然而,使用插入件可以通過直接模塑來降低組裝成本。.
- 循環時間: 較快的循環時間可以提高生產力並降低每個零件的成本。冷卻和注塑速度在這裡扮演著關鍵角色。.
7個經過驗證的降成本策略
- 為製造而設計: 簡化插入件的形狀,避免嚴格的公差要求,以降低模具的複雜度。.
- 選擇相容的材料: 搭配易於粘合的樹脂和插入件,以避免缺陷和浪費。.
- 自動化插入件放置: 使用機器人裝載可以降低人工成本並提高一致性。.
- 批量採購插入件: 大量購買插入件可以降低單位成本。.
- 優化循環時間: 調整模具冷卻和注塑參數,以達到最短且穩定的循環時間。.
- 使用多腔模具: 每個循環生產多個零件,以分攤模具成本。.
- 定期維護: 保持模具和機器狀況良好,以避免停機和返工。.
通過平衡模具、插入件和循環時間成本——並應用這些策略——您可以在不影響品質的情況下,顯著優化您的射出成型預算。.
2026年自動化與現代插入成型技術
由於自動化和智慧科技的發展,注塑成型工藝已經取得了長足的進步,尤其是在台灣,效率和精確度是首要考量。.
機器人插件裝載
現在的機器人能以令人難以置信的精確度處理金屬或塑膠插件的放置。這減少了人為錯誤,加快了生產速度,並降低了成本。自動化裝載特別適用於大量生產或微小零件,手工操作可能較為困難的情況。.
視覺系統與防錯措施
現代機器使用視覺系統實時檢查插件的放置情況。這些配備攝像頭的系統能早期捕捉錯誤,防止缺陷發生。結合防錯(poka-yoke)方法,確保每次出廠的零件都無缺陷,提高可靠性並降低廢品率。.
模內組裝
模內組裝正逐漸普及,使製造商能將多個零件合併在一個模具中完成,從而縮短組裝時間、降低人工成本,並提升零件之間的結合強度。這對於需要緊密整合的產品,如醫療器械或電子產品,是一大優勢。.
工業4.0整合
台灣的智慧工廠正採用工業4.0技術,將插件成型機與數據分析和雲端平台連接。這意味著能更好地監控循環時間、進行預測性維護,並優化生產效率。製造商能快速適應需求變化,輕鬆維持品質標準。.
這些進步使得插件成型比以往任何時候都更精確、成本更低、彈性更高,幫助台灣企業在2026年保持競爭力。.
如何選擇合適的插件成型合作夥伴
選擇合適的插件成型合作夥伴對於按時交付高品質零件並控制預算至關重要。以下是一個簡單的清單,幫助你挑選符合需求的供應商:
| 標準 | 需要注意的事項 |
|---|---|
| 樹脂與插件經驗 | 在特定材料組合方面具有 proven 的經驗 |
| 品質認證 | 醫療用的ISO 13485,汽車用的IATF 16949 |
| 原型製作能力 | 低量測試與設計驗證用的少量生產 |
| 機器能力 | 符合您尺寸需求的垂直與水平機器 |
| 全球據點 | 便利的地理位置,方便物流與快速交貨 |
| 自動化支援 | 使用機器人插件放置與視覺系統 |
確保您的合作夥伴了解您想要結合的樹脂與金屬插件。尋找清楚的溝通與技術建議—這可以避免日後昂貴的錯誤。.
此外,檢查他們的品質控制與相關產業認證。例如,醫療器材需符合ISO 13485,而汽車零件供應商通常需要IATF 16949。.
如果您正在測試新設計,低量原型製作是必須的。它讓您在投入大量生產前,能夠完善零件設計。.
最後,考慮他們的所在地點。在台灣或亞洲的本地或區域合作夥伴,能提供更快的周轉時間,並減少運輸或海關延誤的麻煩。.
完成這些條件,您將找到一個可靠的插件成型合作夥伴,幫助您充分發揮流程的優勢。.
廣泛的插件成型能力—為何領先品牌信賴我們
我們以提供符合台灣市場需求的多元插件成型能力為傲。擁有超過50台垂直與水平機器,容量從35到550噸,能處理各種規模與複雜度的專案。我們的內部插件製造確保品質與交貨時間的掌控,而全自動化生產線則確保一致性與效率。.
我們協助眾多品牌降低成本並提升產品品質—我們的案例研究清楚展示差異,包含三個詳細範例,說明前後的節省與性能提升。此外,我們提供免費的製造可行性設計(DFM)審查與24小時內的無義務報價,讓台灣企業能快速且有信心地開始合作。.
插件成型常見問題
Q:插件成型的用途是什麼?
插件成型用於將金屬或其他插件與塑膠零件在一個無縫的流程中結合。它在醫療器材、汽車、電子與航空航天等產業中常用於製作堅固且具有複雜特徵的可靠零件。.
Q:插件成型與覆模成型有何不同?
插入成型涉及在注塑前將預製的插入件放入模具中,形成一個整合的零件。覆模層是在現有零件或基底上覆蓋塑料,常用於增強握持、保護或美觀。.
問:哪種材料最適合用於插入成型?
常見塑料包括PA66、PBT、PC和ABS,而金屬插入件則常用黃銅、鋼或不銹鋼。相容性取決於最終用途和粘合需求——我們的材料相容性矩陣有助於選擇合適的組合。.
問:插入成型能降低生產成本嗎?
是的,通過消除額外的組裝步驟並提高零件的可靠性,插入成型可以降低人工和返工成本。自動化進一步縮短循環時間並降低開支。.
問:插入成型的設計考量有哪些?
關鍵點包括插入件的正確放置、壁厚、用於握持的紋理或倒角、傾斜角度以及公差管理。這些有助於避免插入件移動或塑料裂開等常見問題。.
問:英國普遍使用自動插入成型嗎?
當然。許多英國製造商使用機器人插入放置並結合視覺系統,以確保精度和一致性,支持高品質且可擴展的生產。.
問:從設計到生產,插入成型通常需要多長時間?
交貨時間各不相同,但小批量的原型製作可以快速完成。全面生產取決於模具的複雜程度和訂單規模,但通常範圍從幾週到幾個月不等。.
問:在哪裡可以找到具有全球影響力的台灣插入成型供應商?
尋找具有ISO認證、跨行業經驗,並配備垂直和水平機器的供應商。許多供應商在台灣提供免費設計評審和快速報價。.
如果您對插入成型有其他問題或需要針對您的專案提供建議,請與我們聯繫——我們樂意幫助您找到最佳解決方案。.