
When you need to manufacture thousands of complex parts with tight tolerances, you don’t just need a process—you need a competitive edge.
Industrial die casting has become the backbone of modern production, especially as the automotive, aerospace, and electronics industries race toward lightweighting and higher efficiency.
But how do you ensure your components meet rigorous high-pressure standards without blowing your budget?
At Vastmaterial, we’ve mastered the role of an OEM partner, delivering precision metal components that bridge the gap between complex engineering and industrial-scale reality.
In this guide, you’re going to learn exactly how to leverage the die casting process to cut lead times and maximize part performance.
Let’s dive right in.
Understanding Industrial Die Casting
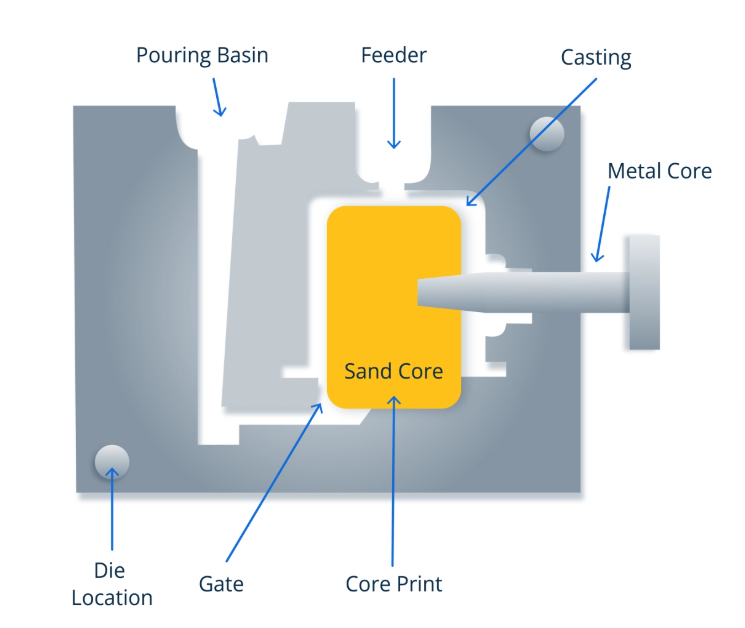
I define industrial die casting as a high-precision manufacturing process where molten metal is forced into reusable steel molds—known as dies—under high pressure. This method is the backbone of modern mass production, allowing us to create complex, near-net-shape components with remarkable speed and repeatability. By utilizing hardened tool steel dies, we ensure that every part meets the exact specifications required for rigorous engineering applications.
Process Differentiation
When I consult with procurement managers, the first step is often distinguishing high-pressure die casting from slower, less precise methods. While each has its place, die casting is the clear winner for high-volume efficiency.
- Sand Casting: Uses expendable sand molds. It is cost-effective for massive parts but lacks the tight tolerances and smooth surface finish of die casting.
- Investment Casting: Excellent for intricate geometries but involves a lengthy multi-step process that is significantly more expensive at scale.
- Gravity Casting: Relies on gravity rather than injection pressure. This results in slower cycle times and an inability to produce the thin-wall sections achievable through industrial die casting.
Hot-Chamber vs. Cold-Chamber Processes
The primary variants of the process are determined by the melting point of the alloy. Choosing the correct machine type is critical for maintaining structural integrity and production speed.
| Feature | Hot-Chamber Die Casting | Cold-Chamber Die Casting |
|---|---|---|
| Common Alloys | Zinc, Magnesium, Lead | Aluminum, Brass, Copper |
| Injection Method | Submerged gooseneck in molten metal | External ladling into a cold chamber |
| Cycle Speed | Fastest; highly automated | Moderate; requires external melting |
| Key Advantage | Reduced oxidation and high speed | Handles high-temperature materials safely |
| Pressure Level | Moderate to High | Extreme high-pressure |
By leveraging hot chamber die casting for low-melting-point metals or cold chamber die casting for high-strength aluminum alloys, I ensure that our production lines stay optimized for both material performance and cost-efficiency.
Step-by-Step Breakdown of the Industrial Die Casting Process
At our facility, we treat industrial die casting as a high-speed science. It is a repeatable, rigorous cycle designed to deliver precision die cast components with extreme consistency. We focus on every variable—from temperature to pressure—to ensure the final product meets your exact specifications.
The High-Pressure Production Cycle
- Die Preparation and Lubrication: Every cycle begins with prepping the die casting tooling. We clean the mold cavities and spray a lubricant that regulates the temperature and prevents the metal from sticking to the steel.
- Molten Metal Injection: We inject molten die casting alloys into the mold under immense pressure. This high-pressure injection is what allows us to create complex shapes and thin walls that other casting methods simply can’t match. For projects requiring specific materials, our aluminum die casting services utilize advanced high-tonnage machines to ensure a perfect fill every time.
- Cooling and Solidification: The metal is held under pressure until it solidifies. We monitor cooling times closely to prevent shrinkage or internal porosity, ensuring the structural integrity of the part.
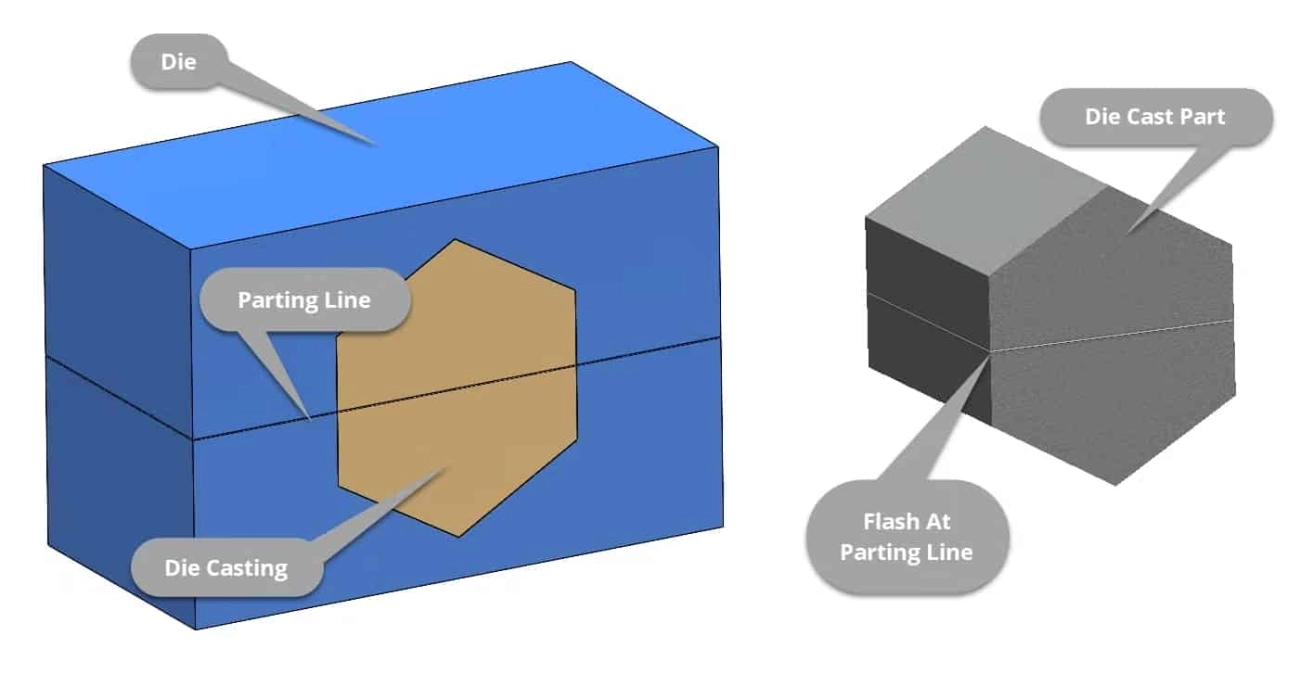
- Ejection and Trimming: Once the part is solid, the die opens, and ejector pins push the casting out. We then use trimming dies to remove the “flash”—the excess metal that accumulates at the parting lines during the high-pressure die casting process.
- Secondary Operations: While we aim for near-net-shape manufacturing, some parts require extra precision. We handle all secondary machining, such as tapping, drilling, or surface finishing, to provide a “plug-and-play” component ready for your assembly line.
Common Materials in Industrial Die Casting
We rely on a specific set of die casting alloys to ensure every part hits its performance targets. Selecting the right material is the first step in creating precision die cast components that stand up to real-world stress and environmental demands.
Aluminum Alloys
The aluminum die casting process is the gold standard for modern manufacturing. These alloys are lightweight, dimensionally stable, and handle high operating temperatures with ease.
- A380: Our most popular choice; it offers the best balance of physical properties and ease of casting.
- ADC12: Ideal for complex shapes and high-volume runs where fluidity is key.
- A383: A specialized alternative used when you need better resistance to hot cracking.
- A360: Selected for applications requiring superior corrosion resistance and high ductility.
Zinc and Magnesium Alloys
When aluminum isn’t the perfect fit, we utilize specialized metals to meet specific alloy processes and uses.
- Zinc Alloys: These are unbeatable for parts with thin walls or those requiring intricate decorative plating. Zinc’s low melting point extends tool life significantly.
- Magnesium Alloys: The premier choice for lightweight applications. As the lightest structural metal available, it is essential for handheld electronics and aerospace brackets.
Material Performance Comparison
| Alloy | Strength | Corrosion Resistance | Thermal Conductivity | Relative Cost |
|---|---|---|---|---|
| Aluminum | High | High | Excellent | Moderate |
| Zinc | High | Moderate | Good | Moderate |
| Magnesium | Moderate | Low | Good | High |
Choosing the right material during the high-pressure die casting phase ensures your parts remain cost-effective while meeting all structural requirements. Whether you need the thermal management of aluminum or the precision of zinc, our selection covers the full spectrum of industrial needs.
Key Advantages of Industrial Die Casting: Precision and Efficiency
When considering manufacturing methods, the benefits of industrial die casting are clear, especially for high-volume production. This process delivers exceptional value, starting with exceptional dimensional accuracy and tight tolerances. In fact, die-cast parts often require minimal or no secondary machining because they are produced as near-net-shape components. This leads directly to a superior surface finish right out of the mold.
Why Choose High-Pressure Die Casting?
For our US customers focused on efficiency and quality, here are the main benefits we provide with high-pressure die casting:
- High Production Rates and Cost Efficiency: Once the tooling is complete, the cycle time is fast, making it highly cost-effective for large-volume orders.
- Excellent Strength-to-Weight Ratio: Especially with aluminum die casting alloys like A380, we can produce strong yet lightweight parts critical for industries like automotive.
- Complex Geometries and Thin-Wall Capability: The high pressure of the process allows molten metal to fill intricate molds, producing complex shapes and walls as thin as $0.03$ inches, which is often difficult with other methods like sand casting.
- Minimal Material Waste: The near-net-shape nature of the parts ensures that material waste is minimized, contributing to better overall material utilization and reduced costs compared to methods that require extensive post-process material removal, such as some types of precision CNC machining.
Major Industries and Automotive Die Casting Applications
We see industrial die casting as the backbone of modern American manufacturing. It provides the speed and precision required for sectors that cannot afford downtime or part failure. From the car you drive to the medical devices in hospitals, precision die cast components ensure high performance in demanding environments.
Core Sectors We Serve
- Automotive: This is the largest market for our parts. We produce critical engine components, transmission cases, and complex EV battery housings designed for thermal management and crash safety.
- Aerospace: Weight is everything here. We manufacture high-strength brackets and structural elements that reduce fuel consumption while maintaining safety.
- Electronics: We specialize in heat sinks, EMI/RFI shielded enclosures, and connectors that keep modern tech running cool and protected.
- Industrial Machinery: Our facility delivers heavy-duty parts for equipment manufacturing, including pump housings, valve bodies, and gearboxes that handle high-pressure environments.
- Medical & Renewable Energy: We provide durable components for solar inverters and wind turbines, as well as specialized medical device housings that require strict biocompatibility and precision.
Application Breakdown
| Industry | Typical Die Cast Parts | Primary Benefit |
|---|---|---|
| EV / Automotive | Motor housings, structural pillars | Weight reduction & high strength |
| Industrial | Gearboxes, hydraulic valves | Durability & leak-proof seals |
| Telecommunications | 5G base station housings | Excellent heat dissipation |
| Aerospace | Fuel system parts, interior frames | Tight tolerances & low mass |
By focusing on these high-stakes industries, we ensure our industrial die casting processes meet the specific regulatory and performance needs of our US-based partners.
Smart Die Cast Part Design Guidelines
Getting the most out of industrial die casting starts at the drawing board. Designing with the process in mind ensures we achieve near-net-shape manufacturing efficiency, reducing waste and secondary costs. To get the best results, follow these core design principles:
- Maintain Uniform Wall Thickness: Aim for consistent walls to ensure even cooling. This prevents warping and internal stress. If you need extra strength, use ribs rather than thickening the entire section.
- Incorporate Draft Angles: Proper draft (typically 1° to 3°) is essential to allow the part to eject cleanly from the tool without dragging or damaging the surface.
- Use Fillets and Radii: Sharp corners are stress points. Adding generous fillets improves metal flow and extends the life of the die.
- Strategize Parting Lines and Ejector Pins: Plan where the mold halves meet and where pins will push the part out. Placing these in non-critical areas keeps the aesthetic clean.
- Optimize Rib Design: Ribs provide structural integrity while keeping the part lightweight. As an experienced aluminum casting manufacturer for custom precision parts, we recommend ribs that are slightly thinner than the main wall to avoid sink marks.
Avoiding Defects and Prototyping
To avoid porosity and shrinkage defects, we focus on gating design and thermal balance. High-pressure injection is powerful, but trapped air can be a silent killer for part integrity. Before committing to full-scale steel tooling, we always recommend prototyping. Using CNC machining or 3D printing to test the form and fit saves thousands in potential re-tooling costs later. Proper planning ensures your industrial die casting project moves from concept to high-volume production without expensive hiccups.
Quality Control and Testing in Industrial Die Casting
Quality is the backbone of our operation. When we handle industrial die casting, precision isn’t just a goal—it’s a requirement. We utilize advanced die casting quality control protocols to catch defects before they ever leave the shop floor, ensuring every part meets your exact specifications.
Real-Time In-Process Monitoring
We don’t wait until a part is finished to check for issues. Our systems monitor every machine cycle in real-time, tracking critical variables to maintain the integrity of precision die cast components:
- Injection Pressure: Ensuring consistent metal flow into the die casting tooling.
- Temperature Control: Managing thermal balance to prevent premature solidification.
- Cycle Timing: Maintaining a strict rhythm to avoid cooling variations.
Non-Destructive Testing (NDT)
To guarantee structural integrity, we employ a variety of testing and quality control measures that verify the internal health of the metal without damaging the part.
- X-Ray Inspection: Identifying internal porosity or inclusions that could weaken the structure.
- Dye Penetrant: Catching minute surface cracks invisible to the naked eye.
- Pressure Testing: Essential for automotive die casting applications like housings and valve bodies that must remain leak-proof under stress.
Certification and Global Standards
We maintain full material certification and traceability for all die casting alloys processed in our facility. Our commitment to excellence is backed by adherence to the most rigorous industry benchmarks:
- ISO 9001: For consistent quality management systems.
- IATF 16949: Meeting the high-stakes requirements of the global automotive supply chain.
- Dimensional Verification: Using CMM (Coordinate Measuring Machines) to ensure tight tolerance die casting results every time.
Latest Trends Shaping Industrial Die Casting
The landscape of industrial die casting is evolving rapidly to meet the demands of a high-tech global market. As a specialized alloy casting foundry, we are seeing a major shift toward integration, automation, and extreme precision.
Mega Casting and Giga Casting
Perhaps the biggest disruption in the industry is the move toward Mega casting (also known as Giga casting). Instead of assembling hundreds of stamped parts, we are now seeing the production of massive, single-piece structural components. This is especially prevalent in the automotive sector, where casting entire rear underbodies as a single unit significantly reduces vehicle weight and assembly complexity.
Advanced Vacuum and Semi-Solid Processes
To achieve aerospace-grade integrity, we are leaning heavily into vacuum die casting.
- Porosity Control: By pulling a vacuum on the die cavity, we eliminate trapped air, which is critical for parts that require heat treatment or welding.
- Semi-Solid Processing: This technique allows us to work with metal in a “slushy” state, combining the benefits of casting and forging to produce parts with incredible density and mechanical properties.
Industry 4.0 and Automation
The modern shop floor is smarter than ever. We integrate robotics and Industry 4.0 monitoring to ensure total consistency across high-volume runs.
- Real-Time Data: Sensors track injection pressure, plunger speed, and die temperature in real-time to catch defects before they happen.
- Automated Trimming: Robotics handle the extraction and trimming of parts, increasing safety and throughput.
The EV Revolution and Lightweighting
The surge in electric vehicle applications has fundamentally changed our material priorities. Our focus is now on high-performance aluminum and magnesium alloys that offer the best strength-to-weight ratios.
- Battery Housings: Creating thin-walled, complex enclosures that protect sensitive cells while managing heat.
- Sustainability: We are seeing a massive push for sustainable alloys and closed-loop recycling systems, using secondary aluminum to reduce the environmental impact of industrial die casting without sacrificing part performance.
Choosing the Right Industrial Die Casting Partner
Selecting an OEM die casting manufacturer is a high-stakes decision that directly impacts your product’s performance and your bottom line. You need more than just a vendor; you need a partner with the technical depth to handle everything from high-pressure die casting to complex post-processing.
Essential Equipment and Capability
When vetting a partner, the first thing to evaluate is their machinery. A versatile shop must offer a wide tonnage range (200T–3500T). These large tonnage die casting machines allow for the production of everything from small, intricate electronics housings to massive structural automotive components. Furthermore, having in-house die casting tooling capabilities is non-negotiable for maintaining tight tolerance die casting standards and reducing overall project timelines.
Speed and Precision
In the United States market, time-to-market is everything. We prioritize rapid prototyping to validate designs before committing to full-scale production. This phase is critical for following die cast part design guidelines and avoiding costly revisions later. Whether you are sourcing components from a valve castings manufacturer for custom OEM valve bodies or developing a new engine casing, flexible lead times are the difference between leading the market and falling behind. While some heavy-duty applications might require a steel casting company for specific material properties, die casting remains the gold standard for high-volume precision.
Critical Questions for Your Supplier
| Evaluation Criteria | Why It Matters |
|---|---|
| In-House Tooling | Ensures faster repairs and tighter control over mold quality. |
| Quality Certifications | Look for ISO 9001 or IATF 16949 for automotive die casting applications. |
| Material Expertise | Can they handle specific die casting alloys like A380 or magnesium? |
| Secondary Services | Do they offer CNC machining and surface finishing in-house? |
The Vastmaterial Advantage
We’ve built our reputation on being a one-stop solution for industrial die casting. By integrating advanced vacuum die casting technology and near-net-shape manufacturing, we minimize waste and maximize strength. Our facility is equipped with the latest technology for precision die cast components, ensuring that every part meets your exact specifications from the first shot to the last.
- Full Tonnage Support: 200T to 3500T capacity to handle any part size or complexity.
- End-to-End Service: We manage everything from initial design assistance to final surface treatment.
- Rigid Quality Control: Our die casting quality control protocols include X-ray and pressure testing to ensure structural integrity.
FAQ: Common Industrial Die Casting Questions
We handle high-volume production every day, and these are the most frequent questions we receive from our partners regarding the industrial die casting process.
What materials are most commonly used in industrial die casting?
The vast majority of projects utilize aluminum die casting alloys like A380 or ADC12 because they offer the best balance of weight, strength, and cost. Zinc is preferred for parts requiring very thin walls or complex plating, while magnesium is the go-to for maximum weight reduction. Choosing the right aluminum grade for casting is the first step in ensuring your part performs under pressure.
How does die casting compare to CNC machining for high volumes?
While CNC machining is great for prototyping, high-pressure die casting is significantly more cost-effective for mass production. Once the die casting tooling is created, we can produce thousands of precision die cast components with much faster cycle times and far less material waste than subtractive machining.
What is the typical lead time for new die cast tooling?
Building high-quality molds usually takes between 6 to 10 weeks. This includes the design phase, tool fabrication, and initial sample runs (T1 samples). We focus on getting the tooling right the first time to ensure long-term production stability.
Can industrial die casting achieve aerospace-grade tolerances?
Yes. By using advanced precision die cast components techniques and secondary CNC finishing, we can hit incredibly tight tolerances. For critical applications, we often utilize vacuum-assisted casting to eliminate porosity, meeting the strict structural requirements of the aerospace and medical industries.
What minimum order quantities (MOQs) are realistic?
As an OEM die casting manufacturer, we typically look for orders of at least 500 to 1,000 units to offset the initial setup costs. Because the process is designed for high-speed output, the “per-part” cost drops significantly as your volume increases.
- Primary Materials: Aluminum, Zinc, Magnesium.
- Volume Strength: Best for 1,000+ pieces.
- Tooling Life: Often exceeds 100,000 shots for aluminum.
- Accuracy: Near-net-shape with minimal secondary work.