
Когда вам нужно производить тысячи сложных деталей с жесткие допуски, вам нужен не просто процесс — вам нужно конкурентное преимущество.
Промышленное литейное штамповка стала основой современного производства, особенно в условиях автомобильная промышленность, космическую, и электроники в условиях гонки за легковесностью и повышенной эффективностью.
Но как обеспечить соответствие ваших компонентов строгим высокого давления стандартам без превышения бюджета?
At Вастматериал, мы овладели ролью OEM-партнера, предоставляя прецизионные металлические компоненты тот мост между сложной инженерией и промышленным масштабом.
В этом руководстве вы узнаете, как именно использовать процесс литейного штамповки для сокращения сроков и максимизации характеристик деталей.
Давайте сразу приступим.
Понимание промышленной литейной штамповки
Я определяю индустриальное литейное производство под давлением как высокоточный производственный процесс, при котором расплавленный металл принудительно заливается в многоразовые стальные формы — известные как штампы — под высоким давлением. Этот метод является основой современного массового производства, позволяя создавать сложные, приблизительно-готовую форму компоненты с высокой скоростью и повторяемостью. Используя закаленные штамповочные стальные формы, мы гарантируем, что каждая деталь соответствует точным спецификациям, необходимым для строгих инженерных требований.
Различия в процессе
Когда я консультирую менеджеров по закупкам, первым шагом часто является различие высокотемпературной формовки под высоким давлением от более медленных и менее точных методов. Хотя у каждого есть свое место, литейное производство под давлением — явный лидер по эффективности при больших объемах.
- Литейное производство песка: Использует расходные песочные формы. Это экономично для массивных деталей, но не обладает жесткие допуски и гладкой поверхностью, характерной для литейного производства под давлением.
- Литье по выплавляемым моделям: Отлично подходит для сложных геометрий, но включает длительный многоэтапный процесс, который значительно дороже при масштабировании.
- Литье под действием гравитации: Зависит от силы тяжести, а не от давления впрыска. Это приводит к более медленным циклам и неспособности производить тонкостенные секции достижимые при промышленном литейном производстве под давлением.
Процессы горячей и холодной камеры
Основные варианты процесса определяются точкой плавления сплава. Выбор правильного типа машины критически важен для сохранения структурной целостности и скорости производства.
| Особенность | Литейное производство под давлением в горячей камере | Литейное производство под давлением в холодной камере |
|---|---|---|
| Общие сплавы | Цинк, Магний, Свинец | Алюминий, Латунь, Медь |
| Метод впрыска | Подводный гусеничный рукав в расплавленном металле | Внешнее заливка в холодную камеру |
| Скорость цикла | Самая быстрая; высокая автоматизация | Умеренная; требует внешнего плавления |
| Ключевое преимущество | Сниженная окисление и высокая скорость | Безопасно работает с материалами высокой температуры |
| Уровень давления | Умеренно — высоко | Экстремально высокое давление |
Используя литье под горячей камерой для металлов с низкой точкой плавления или литье под давлением в холодной камере для высокопрочных алюминиевых сплавов, я обеспечиваю, чтобы наши производственные линии оставались оптимизированными как для характеристик материала, так и для экономической эффективности.
Пошаговое описание процесса промышленного литейного формования
На нашем предприятии мы обрабатываем индустриальное литейное производство под давлением как наука с высокой скоростью. Это повторяемый, строгий цикл, предназначенный для достижения прецизионных литых деталей с высокой точностью и стабильностью. Мы уделяем внимание каждой переменной — от температуры до давления — чтобы обеспечить соответствие конечного продукта вашим точным требованиям.
Цикл производства высокого давления
- Подготовка формы и смазка: Каждый цикл начинается с подготовки литьевой формы. Мы очищаем полости формы и распыляем смазку, которая регулирует температуру и предотвращает прилипание металла к стали.
- Впрыск расплавленного металла: Мы впрыскиваем расплавленный сплавов для литейного прессования металл услуг по алюминиевому литейному формованию в форму под высоким давлением. Этот высокое давление позволяет создавать сложные формы и тонкие стенки, которые другие методы литья просто не могут обеспечить. Для проектов, требующих определённых материалов, наши.
- Охлаждение и затвердевание: используют современные машины с высокой тягой для обеспечения идеального заполнения каждый раз.
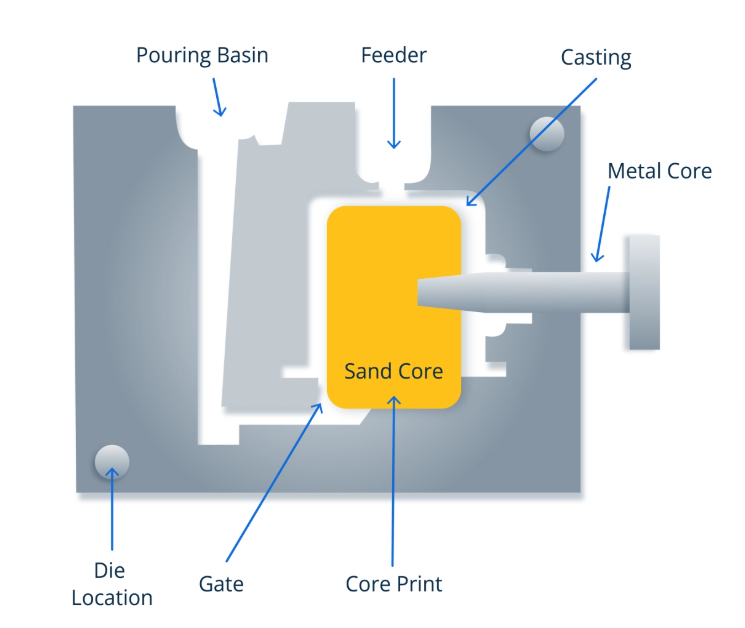
- Металл удерживается под давлением до его затвердевания. Мы внимательно контролируем время охлаждения, чтобы предотвратить усадку или внутреннюю пористость, обеспечивая структурную целостность детали. Когда деталь затвердевает, форма открывается, и направляющие штифты вытесняют отливку. Затем мы используем обрезные формы для удаления “флюса” — излишков металла, накопленных на линиях раздела во время высокотемпературной формовки под высоким давлением Когда деталь затвердевает, форма открывается, и вытяжные штифты вытягивают отливку. Затем мы используем обрезные формы для удаления «флюса» — излишков металла, которые накапливаются на линиях раздела во время.
- Вторичные операции: процесса. Хотя мы стремимся к, некоторые детали требуют дополнительной точности. Мы выполняем все вторичные обработки, такие как нарезка резьбы, сверление или обработка поверхности, чтобы предоставить компонент “под ключ”, готовый к вашей сборке.
, некоторые детали требуют дополнительной точности. Мы выполняем все вторичные обработки, такие как нарезка резьбы, сверление или обработка поверхности, чтобы предоставить компонент «под ключ», готовый к вашей сборочной линии.
Мы полагаемся на определённый набор сплавов для литейного прессования чтобы обеспечить выполнение каждой части её целей по производительности. Выбор правильного материала — первый шаг в создании прецизионных литых деталей которые выдерживают реальные нагрузки и экологические требования.
Алюминиевые сплавы
эволюция процесс литья алюминия под давлением является золотым стандартом современного производства. Эти сплавы легкие, стабильные по размерам и легко выдерживают высокие рабочие температуры.
- A380: Наш самый популярный выбор; он предлагает лучший баланс физических свойств и удобства литья.
- ADC12: Идеально подходит для сложных форм и серийных выпусков с высокой объемностью, где важна текучесть.
- A383: Специализированная альтернатива, используемая, когда требуется лучшая стойкость к горячим трещинам.
- A360: Выбран для применений, требующих превосходной коррозионной стойкости и высокой пластичности.
Цинковые и магниевые сплавы
Когда алюминий не подходит идеально, мы используем специальные металлы для удовлетворения конкретных сплавных процессов и применений.
- Цинковые сплавы: Эти сплавы незаменимы для деталей с тонкими стенками или тех, которые требуют сложного декоративного покрытия. Низкая температура плавления цинка значительно увеличивает срок службы инструмента.
- Магниевые сплавы: Лучший выбор для легких применений. Как самый легкий доступный конструкционный металл, он необходим для портативной электроники и крепежных элементов для аэрокосмической промышленности.
Сравнение характеристик материалов
| Сплав | Прочность | Коррозионная стойкость | Теплопроводность | Относительная стоимость |
|---|---|---|---|---|
| Алюминий | Высокая | Высокая | Отличная | Умеренная |
| Цинк | Высокая | Умеренная | Хорошая | Умеренная |
| Магний | Умеренная | Низкие | Хорошая | Высокая |
Выбор правильного материала на этапе высокотемпературной формовки под высоким давлением обеспечивает сохранение стоимости ваших деталей при выполнении всех конструкционных требований. Независимо от того, нужен ли вам тепловой менеджмент алюминия или точность цинка, наш ассортимент охватывает весь спектр промышленных потребностей.
Ключевые преимущества промышленного литейного производства под давлением: точность и эффективность
При рассмотрении методов производства преимущества индустриальное литейное производство под давлением ясны, особенно при массовом производстве. Этот процесс обеспечивает исключительную ценность, начиная с выдающейся точности размеров и строгих допусков. На самом деле, детали, отлитые под давлением, часто требуют минимальной или отсутствующей вторичной обработки, поскольку они производятся как приблизительно-готовую форму компоненты. Это напрямую приводит к превосходную поверхность готовым к использованию сразу после извлечения из формы.
Почему выбирают литье под высоким давлением?
Для наших российских клиентов, ориентированных на эффективность и качество, вот основные преимущества, которые мы предоставляем с высокотемпературной формовки под высоким давлением:
- Высокими производственными темпами и экономией затрат: После завершения изготовления оснастки цикл очень короткий, что делает его очень экономичным для больших объемов заказов.
- Отличное соотношение прочности и веса: Особенно с сплавы алюминиевого литейного прессования такими как A380, мы можем производить прочные, но легкие детали, важные для таких отраслей, как автомобильная промышленность.
- Сложные геометрии и возможность тонкостенных изделий: Высокое давление процесса позволяет расплавленному металлу заполнять сложные формы, создавая сложные формы и стенки толщиной всего $0.03$ дюймов, что часто сложно добиться другими методами, такими как пескоструйное литье.
- Минимальные отходы материала: Близкая к конечной форме природа деталей обеспечивает минимальные отходы материала, способствуя лучшему общему использованию материала и снижению затрат по сравнению с методами, требующими обширного удаления материала после обработки, такими как некоторые виды точной ЧПУ-обработке.
Основные отрасли и применения литья под давлением в автомобильной промышленности
Мы видим индустриальное литейное производство под давлением как основу современной российской промышленности. Она обеспечивает скорость и точность, необходимые для секторов, которые не могут позволить себе простои или отказ деталей. От автомобиля, которым вы управляете, до медицинских устройств в больницах, прецизионных литых деталей обеспечивают высокую производительность в сложных условиях эксплуатации.
Основные сектора, которым мы обслуживаем
- Автомобильная промышленность: Это крупнейший рынок для наших деталей. Мы производим критически важные компоненты двигателя, корпуса трансмиссий и сложные корпуса батарей электромобилей предназначенные для теплового управления и безопасности при авариях.
- Аэрокосмическая промышленность: Вес имеет значение. Мы производим высокопрочные кронштейны и структурные элементы, которые снижают расход топлива при сохранении безопасности.
- Электроника: Мы специализируемся на радиаторах, корпусах с экранированием EMI/RFI и разъемах, которые обеспечивают охлаждение и защиту современных технологий.
- Промышленное оборудование: Наше предприятие поставляет тяжелые детали для производства оборудования, включая корпуса насосов, корпуса клапанов и редукторы, выдерживающие высокое давление.
- Медицина и возобновляемая энергия: Мы предоставляем долговечные компоненты для солнечных инверторов и ветряных турбин, а также специализированные корпуса медицинских устройств которые требуют строгой биосовместимости и точности.
Разделение по применению
| Отрасль | Типичные детали для литья под давлением | Основная выгода |
|---|---|---|
| Электромобили / Автомобильная промышленность | Корпуса двигателей, структурные стойки | Снижение веса и высокая прочность |
| Промышленный | Редукторы, гидравлические клапаны | Долговечность и герметичные уплотнения |
| Телекоммуникации | Корпуса базовых станций 5G | Отличное рассеивание тепла |
| Аэрокосмическая промышленность | Запчасти топливной системы, внутренние рамы | Точные допуски и низкая масса |
Сосредотачиваясь на этих приоритетных отраслях, мы обеспечиваем индустриальное литейное производство под давлением соответствие наших процессов конкретным нормативным и эксплуатационным требованиям наших российских партнеров.
Руководство по проектированию умных литых деталей
Максимальная эффективность достигается индустриальное литейное производство под давлением на этапе проектирования. Проектирование с учетом процесса обеспечивает Хотя мы стремимся к эффективность, сокращая отходы и дополнительные расходы. Для достижения лучших результатов следуйте этим основным принципам проектирования:
- Поддерживайте однородную толщину стенок: Стремитесь к равномерным стенкам для обеспечения равномерного охлаждения. Это предотвращает деформацию и внутренние напряжения. Если нужна дополнительная прочность, используйте ребра, а не утолщайте всю секцию.
- Включайте уклоны для съема формы: Правильный уклон (обычно 1° до 3°) необходим для того, чтобы деталь могла легко вытесниться из формы без заедания или повреждения поверхности.
- Используйте скругления и радиусы: Острые углы являются точками напряжения. Добавление щедрых скруглений улучшает поток металла и продлевает срок службы штампа.
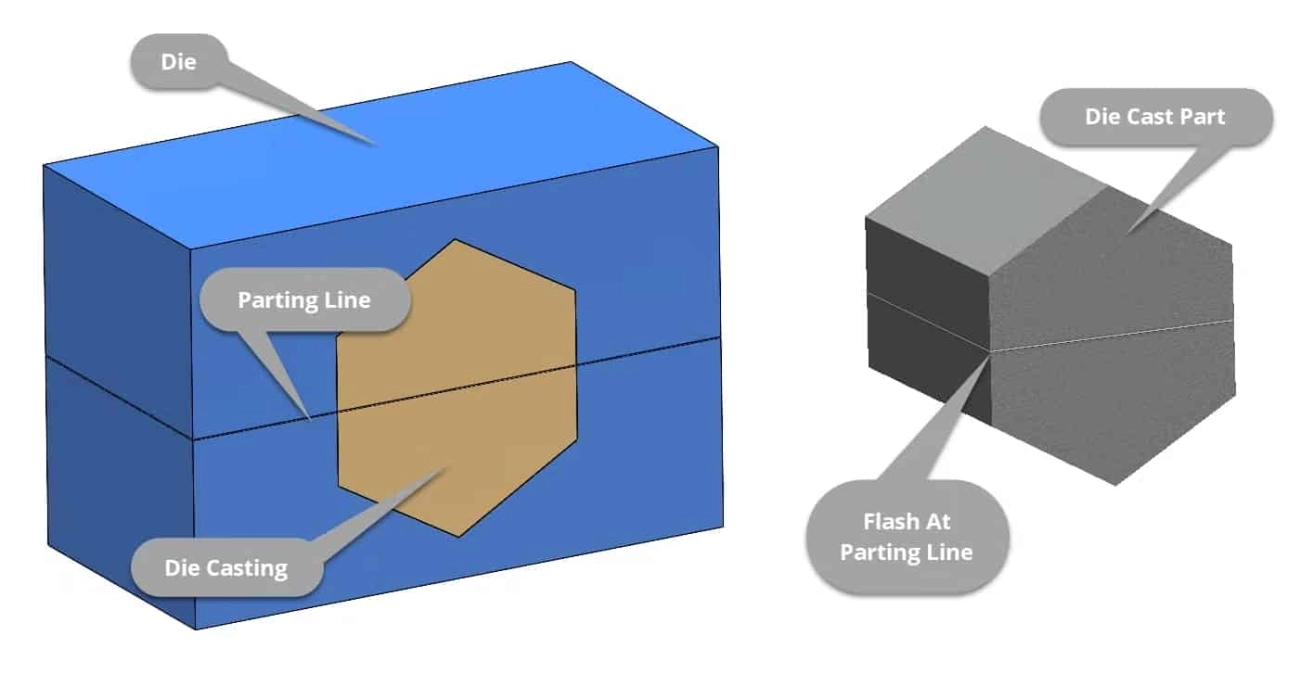
- Разработайте стратегию линий разъема и выталкивателей: Спланируйте, где будут соединяться половины формы и где штифты будут выталкивать деталь. Размещение их в некритичных областях сохраняет эстетику чистой.
- Оптимизируйте конструкцию ребер: Ребра обеспечивают структурную целостность, сохраняя при этом деталь легкой. Как опытный производитель алюминиевого литья для прецизионных деталей на заказ, мы рекомендуем ребра, которые немного тоньше основной стенки, чтобы избежать следов усадки.
Предотвращение дефектов и прототипирование
Чтобы избежать дефектов пористости и усадки, мы сосредотачиваемся на конструкции литниковой системы и тепловом балансе. Впрыск под высоким давлением является мощным, но захваченный воздух может быть тихим убийцей целостности детали. Прежде чем приступать к полномасштабной стальной оснастке, мы всегда рекомендуем прототипирование. Использование обработки с ЧПУ или 3D-печати для проверки формы и посадки экономит тысячи на потенциальных затратах на переоснастку в дальнейшем. Правильное планирование гарантирует, что ваш индустриальное литейное производство под давлением проект перейдет от концепции к крупносерийному производству без дорогостоящих сбоев.
Контроль качества и тестирование в промышленном литье под давлением
Качество - основа нашей работы. Когда мы имеем дело с индустриальное литейное производство под давлением, точность — это не просто цель, а обязательное требование. Мы используем передовые методы контроля качества литья под давлением протоколы для выявления дефектов до того, как они покинут цех, обеспечивая соответствие каждой детали вашим точным спецификациям.
Мониторинг в реальном времени в процессе производства
Мы не ждем завершения детали, чтобы проверить наличие проблем. Наши системы отслеживают каждый цикл машины в реальном времени, контролируя важные параметры для сохранения целостности прецизионных литых деталей:
- Давление впрыска: Обеспечение постоянного потока металла в литьевой формы.
- Контроль температуры: Управление тепловым балансом для предотвращения преждевременного затвердевания.
- Тайминг цикла: Поддержание строгого ритма для избежания колебаний температуры охлаждения.
Неразрушающее испытание (NDT)
Для гарантии структурной целостности мы используем различные методы тестирования и контроля качества которые проверяют внутреннее состояние металла без повреждения детали.
- Рентгеновский контроль: Обнаружение внутренней пористости или включений, которые могут ослабить структуру.
- Контактный метод проникновения красителя: Обнаружение мельчайших трещин на поверхности, невидимых невооруженным глазом.
- Испытания на давление: Необходимо для применений в автомобильном литейном производстве таких как корпуса и клапанные корпуса, которые должны оставаться герметичными под нагрузкой.
Сертификация и международные стандарты
Мы поддерживаем полную сертификацию материалов и прослеживаемость для всех сплавов для литейного прессования обработанных на нашем предприятии. Наша приверженность совершенству подтверждается соблюдением самых строгих отраслевых стандартов:
- ISO 9001: Для систем управления качеством, обеспечивающих стабильность продукции.
- IATF 16949: Соответствие высоким требованиям глобальной цепочки поставок автомобильной промышленности.
- Измерительная проверка: Использование координатно-измерительных машин (КИМ) для обеспечения жестких допусков при литейных отливках и получения одинаковых результатов каждый раз.
Последние тенденции, формирующие индустрию литейного производства
Ландшафт индустриальное литейное производство под давлением быстро развивается, чтобы соответствовать требованиям высокотехнологичного глобального рынка. Как специализированное литейное производство сплавов, мы наблюдаем значительный сдвиг в сторону интеграции, автоматизации и экстремальной точности.
Мега-литейное производство и Гига-литейное производство
Возможно, самое большое изменение в отрасли — это переход к Мега-литейным отливкам (также известным как Гига-литейные отливки). Вместо сборки сотен штампованных деталей, сейчас производится крупногабаритные, односоставные структурные компоненты. Особенно это актуально в автомобильной промышленности, где литье целых задних подкрылков как единое целое значительно снижает вес автомобиля и сложность сборки.
Передовые вакуумные и полузатвердевшие процессы
Для достижения аэрокосмического уровня целостности мы активно используем вакуумное литейное производство.
- Контроль пористости: Путем создания вакуума в форме мы устраняем захваченный воздух, что критично для деталей, требующих термической обработки или сварки.
- Полужидкая обработка: Эта техника позволяет работать с металлом в “жидком” состоянии, объединяя преимущества литья и ковки для получения деталей с высокой плотностью и механическими свойствами.
Индустрия 4.0 и автоматизация
Современное производство стало умнее как никогда. Мы интегрируем робототехнику и мониторинг Индустрии 4.0 для обеспечения полной согласованности при серийном производстве высокого объема.
- Данные в реальном времени: Датчики отслеживают давление впрыска, скорость поршня и температуру формы в реальном времени, чтобы выявить дефекты до их появления.
- Автоматическая обрезка: Роботы осуществляют извлечение и обрезку деталей, повышая безопасность и производительность.
Революция электромобилей и облегчение конструкции
Рост популярности электромобилей кардинально изменил наши приоритеты в материалах. Сейчас мы сосредоточены на высокопроизводительных алюминиевых и магниевых сплавах, обеспечивающих лучший баланс прочности и веса.
- Корпуса для аккумуляторов: Создание тонкостенных, сложных корпусов, защищающих чувствительные элементы и управляемых теплом.
- Устойчивое развитие: Мы наблюдаем массовое движение к устойчивые сплавы и системы замкнутой переработки, использующие вторичный алюминий для снижения экологического воздействия индустриальное литейное производство под давлением без ущерба для производительности детали.
Выбор правильного партнера по промышленному литейному штамповке
Выбор производителя OEM-литья является важным решением, которое напрямую влияет на производительность вашего продукта и вашу прибыль. Вам нужен не просто поставщик; вам нужен партнер с технической экспертизой, способный справиться со всем, начиная от высокотемпературной формовки под высоким давлением до сложной постобработки.
Необходимое оборудование и возможности
При выборе партнера первым делом необходимо оценить их оборудование. Мастерская должна предлагать широкий диапазон тоннажа (200Т–3500Т). Эти машины для литейного штамповки с большим тоннажом позволяют производить все, начиная от небольших, сложных корпусов электроники, до массивных структурных автомобильных компонентов. Более того, наличие внутренних штамповочных форм возможностей является обязательным для поддержания жестких допусков при литейных отливках стандартов и сокращения общего времени выполнения проекта.
Скорость и точность
На рынке России время выхода на рынок — это всё. Мы делаем упор на быстрое прототипирование для проверки дизайнов перед переходом к полномасштабному производству. Этот этап критически важен для последующего Руководство по проектированию литых деталей и избеганию дорогостоящих доработок в будущем. Независимо от того, заказываете ли вы компоненты у производителем литых клапанных корпусов для индивидуальных корпусов клапанов OEM или разрабатываете новый корпус двигателя, гибкие сроки выполнения — это разница между лидером рынка и отставанием. В то время как некоторые тяжелые применения могут требовать компанию по литью из стали для определенных свойств материалов, литое прессование остается золотым стандартом для высокоточного массового производства.
Критические вопросы для вашего поставщика
| Критерии оценки | Почему это важно |
|---|---|
| Внутреннее изготовление инструментов | Обеспечивает более быстрый ремонт и более строгий контроль качества формы. |
| Сертификаты качества | Ищите ISO 9001 или IATF 16949 для применений в автомобильном литейном производстве. |
| Экспертиза материалов | Могут ли они обрабатывать конкретные сплавов для литейного прессования например A380 или магний? |
| Вторичные услуги | Предлагают ли они внутреннюю обработку на ЧПУ и обработку поверхности? |
Преимущество Vastmaterial
Мы зарекомендовали себя как комплексным решением для индустриальное литейное производство под давлением. Интегрируя передовые вакуумное литейное производство технологии и Хотя мы стремимся к, мы минимизируем отходы и увеличиваем прочность. Наше предприятие оснащено новейшими технологиями для прецизионных литых деталей, что обеспечивает соответствие каждого изделия вашим точным требованиям от первого до последнего изделия.
- Полная поддержка по тоннажу: Ёмкость от 200T до 3500T для обработки любых размеров или сложности деталей.
- Комплексное обслуживание: Мы управляем всем — от начальной помощи в проектировании до финальной обработки поверхности.
- Строгий контроль качества: Наш методы контроля качества литья под давлением протоколы включают рентгеновский контроль и испытания на давление для обеспечения структурной целостности.
Часто задаваемые вопросы: Общие вопросы по промышленному литью под давлением
Мы ежедневно занимаемся массовым производством, и это самые частые вопросы, которые мы получаем от наших партнеров по поводу индустриальное литейное производство под давлением Когда деталь затвердевает, форма открывается, и вытяжные штифты вытягивают отливку. Затем мы используем обрезные формы для удаления «флюса» — излишков металла, которые накапливаются на линиях раздела во время.
Какие материалы наиболее часто используются в промышленном литье под давлением?
Большинство проектов используют сплавы алюминиевого литейного прессования например, A380 или ADC12, потому что они предлагают лучший баланс веса, прочности и стоимости. Цинк предпочтителен для деталей с очень тонкими стенками или сложным покрытием, а магний — для максимального снижения веса. Выбор класс алюминия для литья является первым шагом к обеспечению надежной работы вашей детали под давлением.
Как сравнивается литье под давлением с ЧПУ-обработкой при высоких объемах?
В то время как обработка на ЧПУ отлично подходит для прототипирования, высокотемпературной формовки под высоким давлением значительно более экономична для массового производства. После создания литьевой формы мы можем производить тысячи прецизионных литых деталей с гораздо более быстрым циклом и значительно меньшими отходами материала по сравнению с фрезерованием.
Какое обычно время изготовления новых форм для литья под давлением?
Создание высококачественных форм обычно занимает от 6 до 10 недель. Это включает этап проектирования, изготовление инструмента и начальные образцы (образцы T1). Мы сосредоточены на правильной настройке форм с первого раза, чтобы обеспечить стабильность производства в долгосрочной перспективе.
Может ли промышленное литейное штамповое литье достигать допусков уровня аэрокосмической промышленности?
Да. Используя передовые прецизионных литых деталей техники и вторичную обработку на ЧПУ, мы можем достигать невероятно точных допусков. Для критически важных применений мы часто используем вакуумное литье для устранения пористости, что соответствует строгим структурным требованиям аэрокосмической и медицинской промышленности.
Какие минимальные объемы заказа (MOQ) являются реалистичными?
В качестве производителя OEM-литья, обычно мы ищем заказы не менее 500 до 1 000 единиц чтобы компенсировать начальные затраты на подготовку. Поскольку процесс рассчитан на высокоскоростной выпуск, стоимость “за деталь” значительно снижается при увеличении объема производства.
- Основные материалы: Алюминий, Цинк, Магний.
- Прочность при объеме: Лучше для более 1 000 штук.
- Срок службы инструмента: Часто превышает 100 000 отливов для алюминия.
- Аккуратность: Почти готовая форма с минимальной вторичной обработкой.


