Точные шлифовальные работы и возможности высокоточной шлифовки
Исключите догадки при производстве критически важных компонентов. Мы обеспечиваем измеримую, микронную точность размеров и превосходный контроль чистоты поверхности Ra для сложных геометрий, термообработанных сплавов и литья по выплавляемым моделям.
Обработка поверхности (Ra)
Добейтесь ультрагладкой текстуры, оптимизированной по типу материала с интегрированным поверхностную обработку планированием. Превосходный контроль чистоты поверхности Ra от 0,1 мкм до 0,8 мкм для уплотнительных поверхностей и применений с высоким трением.
Точность размеров
- Плоскостность: стабильность в пределах микронов
- Круглость: высокоточный контроль цилиндрических поверхностей
- Соосность: проверка минимальных допусков
Повторяемость партий
Соблюдайте строгую однородность SPC от быстрого прототипирования до серийного производства. Контроль размеров жестко зафиксирован для минимизации отклонений по критическим сопрягаемым элементам.
Адаптация к сложной геометрии
Разработано для устранения деформаций в тонкостенных участках, сложных геометриях литья по выплавляемым моделям и упрочнённых поверхностях, которые невозможно стабилизировать стандартным фрезерованием и токарной обработкой.

*Примечание: Целевые возможности настраиваются в соответствии с требованиями чертежа. Окончательный инженерный подход зависит от конструкции детали, типа материала, состояния термообработки и установочных приспособлений. Vastmaterial анализирует ваши припуски на литьё и базы при DFM для обеспечения надёжного исполнения.
Преодоление критических проблем с компонентами с помощью услуг ЧПУ-шлифования
Когда стандартные Фрезерование с ЧПУ и Токарная обработка с ЧПУ достигают своих технических пределов, высокоточная шлифовка становится необходимой. Для сложных металлических отливок и критически важных промышленных компонентов наши индивидуальные решения по шлифованию устраняют серьёзные ошибки размеров, сильные деформации материала и строгие требования к чистоте поверхности.
Нестабильность допусков и деформация после термообработки
Задача: Высокотемпературная термообработка и экстремальная твёрдость материала часто вызывают структурные деформации и непредсказуемое изменение размеров. Обычные режущие инструменты быстро изнашиваются и отклоняются, что приводит к партиям с нарушением допусков на закалённых инвестиционных отливках.
Решение: Шлифование закалённых материалов с использованием специализированных абразивных кругов легко удаляет припуск после термообработки. Наша услуга ЧПУ-шлифования обеспечивает высокоточные требования к допускам до микронов, корректируя термические деформации и стабилизируя окончательные размеры.
Идеально для: Детали из закалённой нержавеющей стали, тяжёлые зубчатые валы и обработка инвестиционных отливок после термообработки.
Строгие ограничения по шероховатости Ra для сопрягаемых поверхностей
Задача: Системы высокого давления, динамические уплотнения и критически важные трения требуют ультрагладкой поверхности (часто Ra 0,4 мкм или ниже). Обычные фрезерные траектории оставляют видимые следы инструмента, микроскопические гребни и направленную волнистость, вызывающие преждевременный износ уплотнений и утечки.
Решение: Оптимизированная высокоточная плоская и цилиндрическая шлифовка устраняет направленные следы обработки. Мы контролируем микроскопическую перекрёстную текстуру для достижения отличной плоскостности и поперечной однородности, значительно улучшая удержание жидкости и износостойкость.
Идеально для: Промышленные уплотнения насосов, седла клапанов высокого давления, плунжеры гидроцилиндров и компоненты управления жидкостями в аэрокосмической отрасли.
Строгие требования к геометрии, круглости и плоскостности
Задача: Многокоординатные сложные детали часто требуют параметров соосности, круглости и перпендикулярности в пределах ±0,005 мм. Стандартные приспособления и асимметричная геометрия отливок вызывают прогиб детали при точении, что приводит к высокому проценту брака по критическим формам.
Решение: Используя специализированное внутреннее шлифование, бесцентровое шлифование и синхронизированные многокоординатные конфигурации, мы обеспечиваем строгий контроль геометрии. Наша установка изолирует напряжения обработки от структуры детали, чтобы гарантировать безупречную соосность и круглость при массовом производстве.
Идеально для: Компоненты турбин для аэрокосмической отрасли, высокоскоростные шейки шпинделей, многоступенчатые рабочие колёса компрессоров и критически важные детали клапанов.
Погрешности размеров между партиями при массовом производстве
Задача: Износ инструмента в течение длительных производственных циклов вызывает отклонения размеров. Для сложных сборок, требующих точных натяговых или переходных посадок, малейшие различия между партиями отливок приводят к сбоям на сборочной линии и отказам в эксплуатации.
Решение: Автоматическая правка кругов, непрерывный контроль в процессе и управление качеством SPC в реальном времени обеспечивают идентичные параметры шлифования от первой до 50 000-й детали. Такой строгий подход эффективно минимизирует брак и устраняет необходимость в доработках при сборке.
Идеально для: Компоненты промышленного оборудования для России, прецизионные автосборочные узлы и детали тяжёлой техники, требующие бездефектной интеграции.
Когда указывать высокоточную шлифовку вместо фрезерования и токарной обработки
Экстремальная твердость материала
Обычные одноточечные токарные и фрезерные инструменты не могут эффективно обрабатывать материалы с твердой поверхностью. Шлифование справляется с закалёнными инструментальными сталями, кобальто-хромовыми суперсплавами, жаропрочными сплавами на основе никеля и высокотемпературных сплавов марками без микротрещин и разрушения.
Субмикронные допуски по размерам
Когда чертежи требуют контроля размеров ниже ±0,01 мм, прогиб инструмента делает стандартную обработку непрактичной. Современные системы ЧПУ-шлифования используют жёсткие шпиндели и микроподачу для достижения субмикронных параметров с абсолютной повторяемостью.
Требования к зеркальной чистоте поверхности Ra
Для критических применений, где полностью необходимо исключить утечку жидкости или резко снизить износ от трения, шлифование обеспечивает исключительную зеркальную чистоту поверхности до Ra 0,1 мкм — стандарт, недостижимый при обычной механической обработке.
Проактивная инженерная оптимизация: Закажите бесплатный DFM-анализ
Перед утверждением планов закупок комплексный анализ технологичности конструкции (DFM) играет ключевую роль в оптимизации затрат. Наша инженерная команда анализирует основные характеристики чертежа для оптимизации припусков на литьё, уточнения базовых структур для ограничения накопления допусков и подтверждения соответствующих методов шлифования. Такое раннее согласование исключает дорогостоящие изменения на этапе серийного производства.
Высокоточные методы и решения ЧПУ-шлифования
Выбор правильного процесса шлифования критически важен для достижения микронных допусков и заданной текстуры поверхности. Мы предлагаем полный комплекс шлифовальных услуг, оптимизированных для литья по выплавляемым моделям и сложных обработке компонентов.

Плоскошлифовальная обработка
Идеально подходит для финишной обработки плоских поверхностей, базовых плоскостей и крупных промышленных плит. Мы используем плоскошлифование для обеспечения исключительной плоскостности и параллельности на критически сопрягаемых поверхностях.
- Достигается превосходная плоскостность и чистота поверхности Ra
- Точный контроль толщины для прокладок и пластин
- Эффективно для закалённых инструментальных сталей и термообработанных отливок

Цилиндрическое шлифование
Сосредоточено на наружных диаметрах (НД) валов, роторов и ступенчатых цилиндров. Этот процесс обеспечивает высокоточную круглость и концентричность для вращающихся узлов.
- Точное соблюдение допусков по наружному диаметру и контролю биения для валов
- Возможность шлифования конусных и многодиаметральных профилей
- Критически важно для компонентов аэрокосмической отрасли и высокоскоростных двигателей
Внутреннее шлифование
Точное финиширование отверстий, втулок и внутренних диаметров (ВД). Мы обеспечиваем строгую цилиндричность и точность размеров отверстий там, где расточка или хоннинг не соответствуют требованиям.
- Высокоточная обработка отверстий для посадки подшипников
- Постоянное качество внутренней поверхности для гидравлических и клапанных цилиндров
- Обработка сложных глухих отверстий и внутренних уступов

Бесцентровое шлифование
Высокоэффективное решение для массового производства длинных валов, штифтов и втулок. Этот метод устраняет необходимость в центрах, сокращая время наладки.
- Быстрая обработка больших партий цилиндрических деталей
- Исключительная стабильность размеров на тысячах изделий
- Идеально подходит для стержней малого диаметра и деталей с большим отношением длины к ширине
Инженерные рекомендации: выбор процесса
Когда следует отдавать приоритет шлифованию
- Когда твердость материала (HRC 45+) препятствует эффективному фрезерованию или токарной обработке
- Для коррекции размерных искажений после термической обработки
- При необходимости обеспечения качества поверхности Ra 0,4 или лучше для уплотнений
- Для критических требований ГДиТ, таких как концентричность менее 0,01 мм
Эффективность и оптимизация затрат
- Используйте бесцентровое шлифование для снижения себестоимости простых валов
- Оптимизируйте припуски на литьё, чтобы минимизировать ненужные проходы шлифования
- Совмещайте шлифование с предварительной обработкой на токарных станках с ЧПУ для полного контроля геометрии
- Ранний анализ технологичности конструкции (DFM) помогает избежать избыточных установок и специального инструмента
Полный цикл постобработки в одном месте
Vastmaterial объединяет литьё, термообработку и шлифование на собственном производстве, чтобы устранить накопленные ошибки допусков между разными поставщиками.
Эксперт в обработке твёрдых материалов
Мы специализируемся на высокоточной шлифовке сложных сплавов, включая нержавеющую сталь, жаропрочные суперсплавы и закалённые инструментальные стали.
Проверенная точность
Каждая шлифованная деталь проверяется с помощью КИМ и профилометров поверхности, что гарантирует полную документацию по плоскостности, круглости и Ra.
Передовые возможности по материалам и инженерия высокоточной шлифовки после литья
Достижение субмикронных допусков на Литье по выплавляемым моделям требует глубокого понимания металлургии и специализированной чистовой обработки. Как предприятие с двойной экспертизой в литье и высокоточной механической обработке, Vastmaterial устраняет разрыв между исходной геометрией отливки и строгими требованиями к последующей шлифовке на станках с ЧПУ. Мы исключаем риски, связанные с несколькими поставщиками, управляя всей производственной цепочкой, чтобы ваши детали, близкие к конечной форме, шлифовались строго по чертежу без отклонений по размерам или ухудшения структуры.
Наше производство полностью оснащено для шлифования нержавеющей стали, жаропрочных сталей, прочных углеродистых сталей, низколегированных сталей, высокотемпературных суперсплавов и цветных сплавов. Благодаря анализу поведения микроструктуры литья, границ зёрен и линий разъёма при высоконагруженной абразивной обработке, наша инженерная команда подбирает оптимальные скорости круга, подачи и стратегии охлаждения в соответствии с конкретной металлургической фазой ваших деталей.
Ключевые контрольные точки для механической обработки инвестиционного литья после литья
- Припуск на литьё и выравнивание баз: Мы проектируем форму для литья с оптимизированными припусками, специально рассчитанными для снятия абразивным кругом. Создавая надёжные системы базирования уже на этапе литья, мы предотвращаем накопление ошибок и обеспечиваем идеальное совпадение критических внутренних диаметров, наружных диаметров и торцевых профилей при окончательной сборке.
- Влияние термообработки и управление напряжениямиТермическая обработка после литья может вызывать остаточные напряжения и нестабильную твердость материала. Vastmaterial решает эту проблему, используя поэтапные черновые и чистовые шлифовальные операции. Мы внедряем контролируемые этапы снятия напряжений между циклами обработки, что снижает микродеформации и обеспечивает высокую плоскостность, круглость и соосность.
- Предотвращение поверхностных дефектов и контроль целостностиВысоколегированные и жаропрочные детали особенно подвержены шлифовочным прижогам, микротрещинам и фазовым превращениям из-за трения. Наш контроль процесса основан на строгих внутрипроцессных испытаниях вихретоковым или магнитопорошковым методом, оптимальной подаче охлаждающей жидкости и точных параметрах правки круга для поддержания безупречной шероховатости поверхности Ra и абсолютной микроструктурной целостности.
Сотрудничая с Vastmaterial, вы получаете интегрированный инженерный процесс, в котором металлургия литья напрямую определяет параметры шлифования на станках с ЧПУ. Такой единый подход минимизирует количество брака, гарантирует показатели технологической пригодности и обеспечивает поставку готовых к сборке компонентов для самых ответственных промышленных условий.

Типовые детали и отрасли применения
Vastmaterial предоставляет услуги высокоточной шлифовки OEM, адаптированные для сложных промышленных условий. Объединяя обработку инвестиционного литья с высокоточной шлифовкой по жестким допускам, мы обслуживаем критически важные отрасли, требующие исключительного контроля размеров, точной плоскостности, круглости и соосности сложных геометрий.

Компоненты авиационных двигателей
Специализированная шлифовка для авиации высокотемпературных сплавов и ответственных элементов двигательных систем. Мы обеспечиваем микронные допуски на сложных суперсплавах для сохранения структурной целостности при экстремальных термических нагрузках.
- Ультраточные геометрические допуски для надежной посадки роторов и статорных элементов
- Строгий контроль шероховатости поверхности Ra для предотвращения термических усталостных трещин
- Повторяемая обработка жаропрочных сборок турбин

Детали турбин для энергетики
Высокоточная шлифовка деталей газовых, паровых и ветровых турбин. Наш процесс устраняет деформации литья и микродефекты, обеспечивая превосходную плоскостность и соосность для крупногабаритного вращающегося оборудования.
- Точный контроль плоскостности и круглости для надежной установки лопаток
- Проверка соосности и биения для вращающихся валов
- Контролируемое снятие материала с последующим снятием напряжений после шлифования

Сердечники клапанов, седла и уплотнительные поверхности
Высокоточная шлифовка седел клапанов и внутренняя шлифовка для узлов транспортировки жидкостей. Мы достигаем зеркального качества поверхности, необходимого для металл-металлических уплотнений и работы без утечек.
- Субмикронные показатели шероховатости Ra для герметичных уплотнений
- Оптимизация микро-геометрии для устранения обхода жидкости и трения
- Профессиональная шлифовка закалённой нержавеющей стали и сплавов на основе кобальта

Втулки, фланцы и соединители для промышленного оборудования
Высокоэффективная цилиндрическая и бесцентровая шлифовка деталей тяжёлых машин. Мы оптимизируем сопрягаемые поверхности на конструкционных звеньях, гидравлических втулках и тяжёлых соединителях для бесшовной сборки.
- Жёсткий контроль накопления допусков отверстий и наружных диаметров для многокомпонентных соединений
- Контроль перпендикулярности и биения для высокоскоростных компонентов
- Высокая повторяемость партий за счёт автоматизированных SPC-протоколов

Прецизионная обработка после литья
Специализированная доводка для механической обработки по инвестиционному литью. Мы устраняем разницу между припусками чернового литья и окончательными точными размерами, управляя уникальной литой структурой материала без возникновения дефектов напряжения.
- Стратегическая оптимизация припусков на литьё на основе опорных плоскостей конструкции
- Коррекция сложных деформаций, вызванных термообработкой после литья
- Передовые методы предотвращения шлифовочных ожогов и устранения подповерхностных дефектов

Индивидуальные и специализированные применения
Индивидуальные услуги по ЧПУ-шлифовке тонкостенных деталей, нестандартных геометрий и изделий из специальных сплавов. Мы тесно сотрудничаем с вашей командой R&D для решения уникальных технических задач с полной защитой конфиденциальности.
- Полный инженерный цикл и коммерческие партии под защитой NDA
- Гибкое масштабирование от быстрого прототипирования до массового производства
- Комплексные DFM-экспертизы для минимизации производственных рисков и себестоимости
Основные задачи шлифования для всех применений
Точность сопрягаемых поверхностей
Достижение исключительных размерных и геометрических допусков для обеспечения точной сборки, устранения физических несоответствий и сокращения вторичных ручных корректировок при интеграции системы.
Качество уплотнительной поверхности
Доведение контактных поверхностей до идеальной плоскостности и низких показателей шероховатости Ra, что крайне важно для предотвращения утечек газа или жидкости при высоком давлении и вакууме.
Износостойкость
Разработка однородных, низкотрибологических текстур поверхности, которые снижают механический износ, минимизируют тепловыделение от трения и увеличивают срок службы в высокоцикловых системах.
Однородность партии
Внедрение надежных, стандартизированных процедур правки и шлифования кругов для воспроизведения идентичных физических профилей на тысячах серийных деталей в последовательных партиях.
Почему Vastmaterial для ваших задач по высокоточной шлифовке
Vastmaterial выделяется как интегрированный производитель с ЧПУ-шлифованием с глубоким опытом в инвестиционном литье и многоосевой механической обработке. Управляя всей цепочкой поставок — от литья и термообработки до окончательной доводки поверхности и сопутствующих требований по обработке — мы устраняем типичные накопительные ошибки, возникающие при передаче деталей между разрозненными подрядчиками.
Наш инженерный подход гарантирует, что перед шлифованием ваши чертежи проходят тщательную проверку на технологичность (DFM). Мы заранее анализируем векторы деформации литья, зажимные напряжения и траектории инструмента, чтобы избежать дорогостоящих ошибок, обслуживая более 100 долгосрочных клиентов по всему миру с отслеживаемыми инженерными данными.
Оснащённые для крупносерийного контрактного производства, наши мощности обеспечивают ежемесячный выпуск 1,3 миллиона прецизионных компонентов. На производственной площадке размещены многотипные линии ЧПУ-шлифования: плоскошлифование, круглошлифование, внутреннее шлифование и бесцентровое шлифование для обработки твердых металлических сплавов, нержавеющей стали и сплавных сталях надёжно.
Благодаря долгосрочному сотрудничеству с академическими и промышленными партнёрами мы постоянно совершенствуем технологии правки кругов и методы охлаждения для полного подавления риска термического ожога и микротрещин при шлифовании. Каждая партия сопровождается подтверждёнными инспекционными документами, обеспечивая современным закупочным командам полную прозрачность цепочки поставок.
Конфиденциальность и гарантия поставки
Мы поддерживаем защищённые инженерные процессы, подписываем и соблюдаем официальные соглашения о неразглашении для защиты вашей интеллектуальной собственности. Все индивидуальные компоненты шлифуются, инспектируются и валидируются строго в соответствии с вашими чертежами, спецификациями материалов и определениями геометрических допусков.
Независимо от того, проверяете ли вы малосерийную аэрокосмическую разработку или планируете крупносерийное производство промышленных клапанов, Vastmaterial сочетает гибкие производственные мощности с жёстким контролем качества для обеспечения своевременной поставки на российские и мировые сборочные линии.
От чертежа до поставки: процесс и рабочий поток ЧПУ-шлифования
В Vastmaterial наш прозрачный и аудируемый процесс высокоточной шлифовки гарантирует абсолютную повторяемость, целостность поверхности и своевременную отгрузку. Каждый этап проектирования и производства — от начального анализа чертежей DFM до финальной упаковки компонентов — строго контролируется для устранения размерных отклонений и соблюдения жёстких требований по шлифованию критически важных литых и обработанных деталей.
Анализ чертежей и технических требований (DFM)
Наши инженеры по применению оценивают ваши технические чертежи в течение 24–48 часов. Мы тщательно проверяем критические размерные допуски, геометрические базы, целевые значения шероховатости Ra и требования к обработке поверхности вместе с методами инспекции после шлифования. Этот проактивный этап обеспечивает полное согласование по характеристикам и ожиданиям материалов до установки любого круга.
- • Детальный анализ геометрических размеров и допусков (GD&T), включая плоскостность, круглость и соосность
- • Проверка допусков на необработанные инвестиционные отливки, контрольных баз и возможности зажима
- • Согласование целевых показателей шероховатости поверхности (Ra) и критериев неразрушающего контроля (НК)
- • Оценка обрабатываемости материала, текущего состояния термообработки и вариаций твердости
Маршрутизация процесса и планирование механической обработки
Мы разрабатываем индивидуальный многоступенчатый маршрутный лист, который включает черновые, полуфинишные и окончательные шлифовальные проходы. Для высоколегированных инвестиционных отливок наш маршрут стратегически интегрирует термические операции и циклы снятия напряжений для предотвращения деформации материала и стабилизации микроструктуры в серийном производстве.
- • Последовательное планирование черновых и чистовых шлифовальных операций с оптимизированными параметрами круга
- • Планирование термообработки для снятия напряжений или термообработки после механической обработки для предотвращения микродеформаций
- • Индивидуальное распределение припуска на отливку для предотвращения преждевременного засорения круга
- • Стратегический выбор абразивов шлифовального круга (CBN, Al2O3 или карбид кремния), соответствующих вашему сплаву
Индивидуальное проектирование оснастки и точная установка базовых поверхностей
Требования к микронной точности размеров требуют безупречного закрепления детали. Инженеры Vastmaterial проектируют и изготавливают специализированные, жесткие приспособления для фиксации, устраняющие деформацию при зажиме, структурные вибрации и локальные прогибы. Создание надежных базовых поверхностей обеспечивает идеальную соосность и параллельность при шлифовании с малыми допусками.
- • Собственное проектирование специализированных механических, гидравлических или магнитных приспособлений, соответствующих чертежным базам
- • Оптимизация силы зажима и моделирование методом конечных элементов (FEA) для устранения деформации тонкостенных компонентов
- • Физическая подготовка, очистка и квалификация всех основных и вторичных базовых точек
- • Проверка биения до шлифования, полного индикаторного показания (TIR) и выравнивания на шпинделе станка
Выполнение шлифования на ЧПУ и мониторинг в процессе
Наши многоосевые системы шлифования с ЧПУ работают под строгим контролем параметров на основе данных. Подача, скорость поверхности круга и подача охлаждающей жидкости под высоким давлением синхронизированы для локализации тепловой энергии, предотвращая ожоги, термическую обработку и микротрещины. Контур обратной связи в реальном времени обеспечивает стабильное снятие материала и превосходный контроль шероховатости поверхности Ra.
- • Динамическая регулировка подачи и скорости на основе текущей нагрузки на шпиндель и сопротивления материала
- • Высокообъемная, целенаправленная фильтрация синтетической охлаждающей жидкости для устранения термических напряжений и ожогов поверхности
- • Автоматические программируемые циклы правки круга для поддержания оптимальной остроты и геометрии зерна
- • Непрерывный анализ вибраций и акустический контроль для предотвращения следов вибрации
Метрология, контроль на КИМ и проверка качества
Точность определяется только возможностью её измерения. Мы проводим строгий отбор образцов на уровне оператора в процессе производства, а также комплексный финальный аудит в нашей метрологической лаборатории с контролируемой температурой. Каждый критически важный наружный диаметр (OD), внутренний диаметр (ID) и форма полностью проверяются и подтверждаются данными перед выпуском.
- • Внутрипроцессный координатный контроль и построение SPC-графиков для анализа тенденций
- • Контроль на КИМ геометрических параметров, включая плоскостность, цилиндричность и соосность
- • Проверка профиля шероховатости поверхности с использованием контактных профилометров и оптических сканеров
- • Магнитопорошковый или капиллярный контроль для подтверждения полного отсутствия микротрещин и перегрева
- • Полная прослеживаемость партии с обязательным предоставлением отчетов о размерном контроле и сертификатов на материалы
Ультразвуковая очистка, предотвращение коррозии и экспортная упаковка
После финального контроля все готовые компоненты проходят глубокую очистку для полного удаления шлифовального масла и частиц. Мы обрабатываем поверхности специальными ингибиторами коррозии и упаковываем изделия в прочные влагозащитные материалы, предназначенные для международных перевозок. Ваши компоненты прибывают чистыми, защищёнными и готовыми к немедленной сборке.
- • Многоступенчатая ультразвуковая очистка для удаления микроабразивов и остатков охлаждающей жидкости
- • Нанесение высококачественных антикоррозионных масел или сухих VCI-плёнок в зависимости от сроков хранения
- • Индивидуальные формованные вкладыши из пеноматериала и вакуумная упаковка с влагозащитой для предотвращения механических повреждений
- • Четкая маркировка внешней коробки с указанием номеров деталей, данных заказа, кодов партии и печатей контроля качества
- • Соответствие международным стандартам ISPM-15 по древесине и надёжная упаковка для морских/авиаперевозок
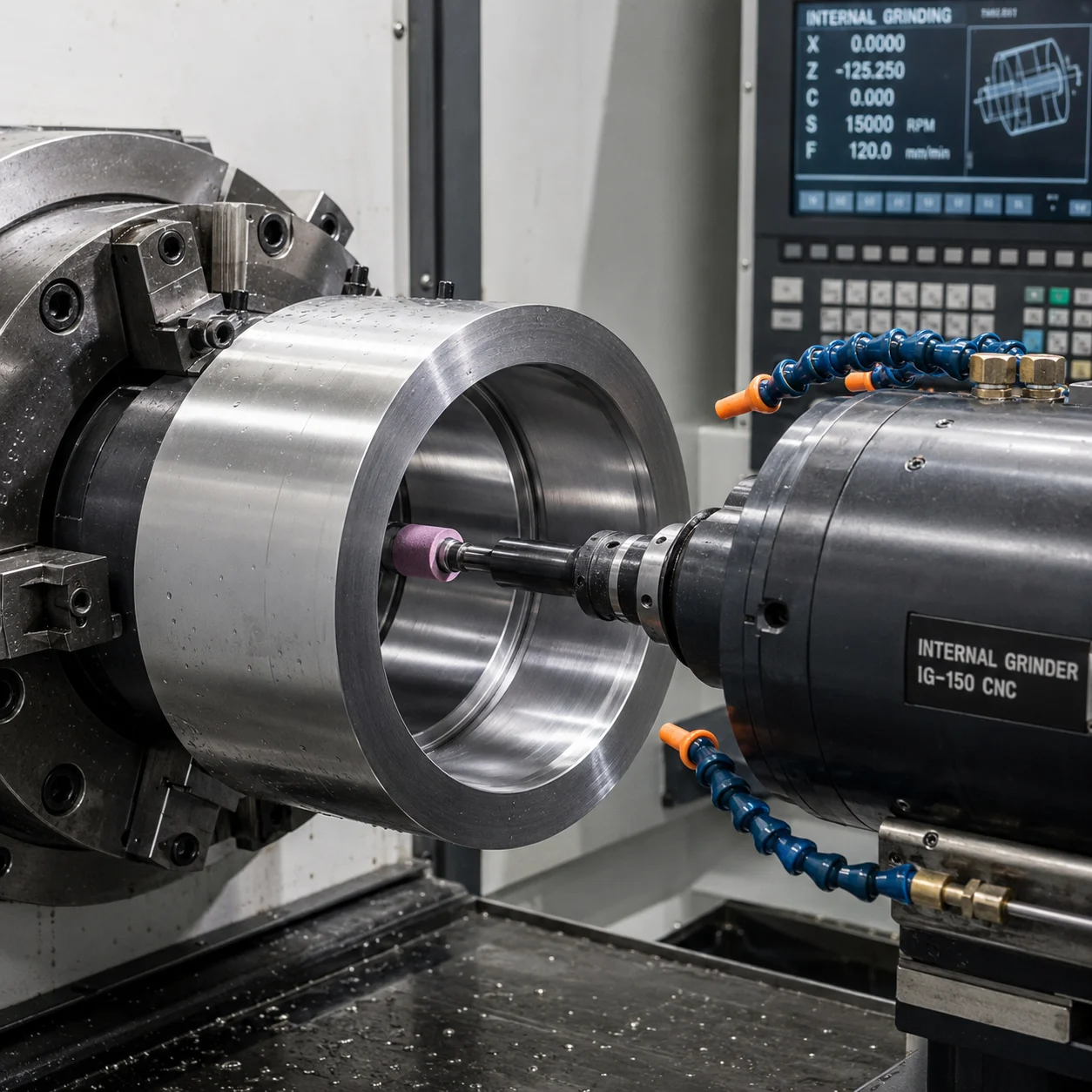
Высокоточная шлифовка на станках с ЧПУ в действии
Оцените точность и эффективность шлифования с ЧПУ (числовое программное управление) — ключевого процесса для достижения сверхтонкой чистоты поверхности и исключительно жёстких допусков в современном производстве. Эта передовая технология использует автоматизированные системы для управления шлифовальными кругами с максимальной точностью, обеспечивая соответствие каждого компонента строгим стандартам качества.
От аэрокосмической и медицинской техники до автомобильной и инструментальной промышленности — высокоточная шлифовка с ЧПУ незаменима для производства высокоэффективных деталей. Она значительно повышает долговечность, функциональность и эстетическую привлекательность изделий благодаря удалению материала с микронной точностью. Наша приверженность передовым технологиям и мастерству гарантирует превосходный результат даже для самых сложных геометрий.
Станьте свидетелем превращения сырья в высокоточные компоненты, демонстрируя возможности автоматизации для достижения непревзойдённой точности и целостности поверхности.

Почему наш процесс шлифования защищает вашу цепочку поставок
Безупречная прослеживаемость
Каждый этап производства и контроля документируется, маркируется и подлежит аудиту. Вы получаете полный комплект метрологических данных и журналов партий для абсолютной прозрачности цепочки поставок.
Снижение инженерных рисков
Наш подробный предварительный анализ DFM выявляет потенциальные термические деформации, несоответствия припусков на литьё и структурные слабости ещё до начала производства.
Абсолютная однородность партий
Используя стандартизированные маршрутные листы обработки на ЧПУ и строгие автоматизированные интервалы правки шлифовальных кругов, мы обеспечиваем идентичную точность на уровне микронов от прототипа до массового производства.
Готовы оптимизировать ваш проект по шлифовке на ЧПУ?
Отправьте ваши сложные инженерные чертежи сегодня, чтобы получить комплексную оценку производственных возможностей и точную коммерческую смету в течение 24–48 часов. Наша техническая команда готова проанализировать ваши допуски, уточнить производственные базы и предложить надёжный, экономичный путь обработки.
Поддерживаемые форматы: STEP, IGES, SolidWorks, PDF | Строгое соблюдение протоколов NDA | Бесперебойная глобальная доставка
Контроль качества и проверка точных допусков для шлифовки на ЧПУ
В Vastmaterial наши услуги по прецизионной шлифовке сопровождаются строгим контролем качества. Мы гарантируем, что каждая обработанная инвестиционная отливка полностью соответствует вашим инженерным требованиям и международным стандартам производства.
Замкнутые методы контроля качества
Проверка поступающих материалов и заготовок
Мы проводим аудит поступающих инвестиционных отливок на структурную целостность, твёрдость и напряжения после термообработки до попадания на шлифовальные круги, чтобы предотвратить дефекты обработки.
Отслеживание размеров в процессе
Контроль в реальном времени на этапах шлифования поверхности, цилиндрического и бесцентрового шлифования защищает от ожога шлифования, термической деформации и отклонения размеров.
Закрытие несоответствий и SPC
Любое отклонение вызывает немедленный анализ первопричины, корректировку смещения инструмента и строгие протоколы изоляции для обеспечения стабильности производства от прототипа до массового выпуска.
Измеряемые элементы контроля и геометрические характеристики
Критический анализ размеров
Проверка на уровне микронов наружных диаметров (OD), внутренних диаметров (ID), высоты ступеней и толщины стенок для сложных сопрягаемых элементов.
Проверка формы и положения по GD&T
Комплексные проверки круглости, плоскостности и концентричности шлифования с использованием современных автоматизированных многосистемных измерительных устройств.
Оценка шероховатости поверхности Ra
Профилометрические проверки для гарантии соответствия требованиям по микротекстуре поверхности в микро-дюймах на критических промышленных уплотнениях и аэрокосмических износостойких компонентах.
Запись ключевых размеров и статистическая выборка
Планы выборочного контроля партий по стандарту AQL в сочетании с цифровым архивированием данных обеспечивают структурную прослеживаемость для строгих промышленных аудитов.


Жесткое соблюдение стандартов качества и метрологии
Vastmaterial устраняет разрыв между точным литьём по выплавляемым моделям и сверхточными допусками. Наш специализированный метрологический лабораторный комплекс оснащён современным CMM-контролем и специализированными инструментами анализа поверхности для подтверждения соответствия каждой сложной геометрии вашему чертежу.
Полная прослеживаемость материала от заливки сырого сплава до окончательной микро-шлифовки
Индивидуальные отчёты по контролю (журналы размеров, трассы профилометра) предоставляются по запросу
Статистический контроль процессов (SPC) внедрён на массовых производственных линиях для отслеживания тенденций CPK
Строгое соблюдение протоколов качества ISO и индивидуальных инженерных стандартов заказчика
Нужны подтверждающие отчёты по контролю для вашего проекта?
Мы подтверждаем наши заявления о высокоточной шлифовке проверяемыми физическими данными. Свяжитесь с нашей инженерной командой, чтобы ознакомиться с образцами документов CMM и отделки поверхности до начала вашего производства.
Технические характеристики для производства: плоскостность, круглость и параметры поверхности
Вместо общих заявлений о точности Vastmaterial предоставляет подробный перечень геометрических, размерных и текстурных параметров (включая обработку поверхности), которые мы регулярно обеспечиваем для критических литых и обработанных компонентов. Оптимизируя выбор шлифовального круга, скорость подачи и закрепление детали, наша производственная команда контролирует сложные деформации деталей после термообработки, чтобы достигать строгих допусков шлифовки на сложных промышленных изделиях.
Контроль размеров
- • Точные посадки по наружному диаметру (НД)
- • Соосность отверстий по внутреннему диаметру (ВД)
- • Контроль толщины на микроуровне
- • Высота ступеней и совпадение плеч
- • Критические размеры для натяга
Геометрическая форма и биение
- • Шлифование плоскости для уплотнительных поверхностей
- • Точность круглости и цилиндрического профиля
- • Шлифование на соосность отверстий
- • Коаксиальность и полное индикаторное биение (TIR)
- • Истинное положение формы по чертежу
Чистота поверхности и целостность
- • Показатели шероховатости Ra до микронного уровня
- • Согласованность перекрестной насечки текстуры уплотнительной поверхности
- • Точная обработка кромок и снятие фаски
- • Предотвращение шлифовочных ожогов и микротрещин
- • Бесстрессовые проходы для тонкостенных деталей
Примечание по соответствию: Точные допуски, плоскостность, круглость и концентричность определяются свойствами материала, геометрией детали, твердостью после термообработки и базовыми схемами датумов. Vastmaterial сопоставляет ваши допуски литья по выплавляемым моделям с окончательными допусками шлифования на ЧПУ во время начального DFM-анализа, чтобы гарантировать повторяемое и подтверждаемое соответствие чертежам.
Почему выбирают Vastmaterial для шлифования на ЧПУ
От необработанных литых заготовок до финальных допусков на уровне микронов — мы объединяем литье, термообработку и прецизионное шлифование под одной крышей, устраняя ошибки, возникающие при работе с несколькими поставщиками.
Интегрированный контроль процессов
Мы управляем всем жизненным циклом — от геометрии литья и допусков на обработку до снятия напряжений и финального шлифования, снижая риск деформации размеров и узких мест при финишной обработке.
Экспертиза в сложных литых компонентах
Специализируемся на обработке тонкостенных геометрий, сложных базовых схем и трудных для обработки материалов, таких как нержавеющая сталь и жаропрочные сплавы, без микротрещин или ожогов на поверхности.
Проактивное сотрудничество по DFM
Наша инженерная команда предоставляет обратную связь по производству в течение 24–48 часов, оптимизируя оснастку, допуски на шлифование и базовые плоскости для обеспечения технологичности процесса до начала производства.

Доказанная производственная мощность и качество
1,3 миллиона компонентов ежемесячно
Наш высокоточный производственный комплекс легко справляется с масштабированием — от быстрой оценки прототипов до полного коммерческого производства.
Глобальный партнер по цепочке поставок
Обслуживаем более 100 долгосрочных международных клиентов в аэрокосмической отрасли, промышленном насосостроении, клапанах, турбомашинах и энергетике.
Сотрудничество с научно-исследовательскими и академическими организациями
Взаимодействуем с ведущими российскими аэрокосмическими научно-исследовательскими институтами и металлургическими лабораториями для постоянного совершенствования наших методов шлифования жаропрочных суперсплавов.
Есть сложные компоненты с жесткими допусками?
Загрузите ваши чертежи в формате STEP, IGES или PDF сегодня. Наши инженеры изучат ваши допуски, спецификации материалов и базовые точки, чтобы предложить оптимизированное производственное решение.
Часто задаваемые вопросы о шлифовании с ЧПУ и прецизионной обработке
Изучите технические аспекты высокоточной шлифовки, особенности материалов, сроки производства и протоколы качества. Наши инженерные проверки на ранних этапах помогают снизить производственные риски и оптимизировать процессы от литья до механической обработки.
Когда проекту следует использовать шлифование с ЧПУ вместо стандартного фрезерования или токарной обработки?
Прецизионное шлифование является предпочтительным процессом окончательной обработки, когда конструкция компонентов требует исключительно строгого контроля размеров, микроточности геометрии или сверхгладкой поверхности, которую обычные режущие инструменты не могут обеспечить. Шлифование с ЧПУ обычно необходимо, когда:
- Твердость материала заготовки превышает 45 HRC, например, закалённые инструментальные стали, сплавы на основе кобальта или термообработанные инвестиционные отливки.
- Требования к чистоте поверхности строгие, с целью достижения шероховатости Ra 0,4 мкм и отражательной способности на уровне микронов.
- Критические уплотнительные поверхности, шейки подшипников или седла клапанов требуют абсолютной геометрической точности по плоскости, круглости или концентричности для предотвращения утечки жидкости или преждевременного механического износа.
- Последующие этапы производства требуют идеальной стабильности размеров, что требует коррекции деформаций, вызванных высокотемпературной термообработкой.
Как Vastmaterial снижает риски, такие как ожоги при шлифовании, микротрещины и термические деформации?
Ожоги при шлифовании, микротрещины и структурные деформации возникают, когда неконтролируемое трение генерирует чрезмерное тепловое воздействие в зоне контакта. В Vastmaterial наши инженеры по обработке внедряют строгие процессы контроля для сохранения целостности материала:
- Этапное снятие припуска: Мы разделяем агрессивные параметры грубой шлифовки и деликатные проходы окончательной обработки, минимизируя накопление тепла в материале.
- Подача охлаждающей жидкости под высоким давлением: Мы используем системы фильтрации охлаждающей жидкости с регулируемой температурой и высоким расходом, направленные точно на интерфейс круга и заготовки для рассеивания тепла и немедленного удаления стружки.
- Выбор и правка шлифовального круга: Зернистость круга, типы связки и интервалы правки подбираются научно в соответствии с металлургией конкретного сплава для предотвращения засаливания круга.
- Термическое снятие напряжений: При обработке деталей с высоким уровнем напряжений интегрированные операции термического снятия напряжений планируются между этапами грубой и окончательной обработки.
- Неразрушающий контроль: Мы используем специализированные методы контроля вместе с профилометрией поверхности, чтобы подтвердить отсутствие скрытых термических дефектов.
Можете ли вы обработать необработанные литые детали? Какой припуск на обработку следует закладывать?
Да. Используя интегрированную инфраструктуру литья и механической обработки, Vastmaterial специализируется на финишной обработке необработанных инвестиционных отливок. Необходимый припуск на механическую обработку и шлифование зависит от общих размеров детали, конфигурации отливки и требований к конечным допускам:
- Необработанные литые поверхности: Рекомендуется припуск 0,5 мм – 1,5 мм с каждой стороны, если пропускается предварительное точение или фрезерование и удаление литейной корки производится непосредственно грубой шлифовкой.
- Точные финишные проходы: Для предварительно обработанных поверхностей припуск на чистовую обработку 0,1 мм – 0,3 мм обеспечивает удаление всех следов инструмента абразивным кругом и достижение номинального размера.
- Основные геометрические базы: Выделение 0,2 мм – 0,5 мм материала позволяет нам сформировать идеально плоские, перпендикулярные опорные плоскости, которые стабилизируют последующие установки.
- Припуск на термообработку: Для сплавов, требующих закалки после черновой обработки, мы рекомендуем добавить 0,3 мм – 0,8 мм припуска для безопасного шлифования любых деформаций, вызванных закалкой.
Какие документы по качеству, данные контроля и отчеты предоставляются при поставке?
Мы предоставляем комплексную проверку качества для каждой производственной партии, чтобы подтвердить строгое соответствие требованиям заказчика:
- Отчеты по размерам: Полная документация всех критических линейных размеров, включая наружные диаметры (OD), внутренние диаметры (ID), длины и уступы.
- Геометрическое размерное и допусковое проектирование (GD&T) Проверенные данные по сложным параметрам, таким как плоскостность, круглость, цилиндричность, соосность и полный биение.
- Трассы профилометра поверхности: Количественная проверка требований к чистоте поверхности (выраженных в значениях Ra, Rz или Rmax) с использованием откалиброванных измерительных приборов.
- Отчёты по передовым КИМ и системам визуального контроля: Профили высокоточного контроля на координатно-измерительных машинах могут быть созданы для сложных аэрокосмических, оборонных или гидравлических приложений.
- Полная отслеживаемость партий: Полная документация, связывающая готовые компоненты с их исходными плавками, сертификатами на материалы и графиками термообработки.
Каковы ваши типичные сроки изготовления для прототипов по индивидуальному шлифованию и серийного производства?
Сроки определяются геометрией детали, общим объемом заказа, требованиями к проектированию оснастки и интегрированными каналами поставки сырья:
- Коммерческие предложения и анализ осуществимости: Детализированная инженерная обратная связь и твердые коммерческие предложения предоставляются в течение 24–48 часов.
- Прототипирование и первая партия (1–10 штук): Обычно выполняется в течение 2–4 недель, включая проектирование индивидуальной оснастки, профилирование круга и полный отчет по контролю.
- Партии среднего объема (11–100 штук): Выполняется в течение 3–6 недель, в зависимости от поставки материалов, предварительной обработки и очереди на термообработку.
- Крупносерийное производство (100+ штук): Требует 6–12 недель для оптимизации параметров обработки, организации контуров статистического управления процессом (SPC) и координации графика непрерывных поставок.
- Ускоренные производственные треки: Ускоренные графики могут быть реализованы для критически важных проектов, в зависимости от текущей загрузки производства.
Как стратегии высокоточного шлифования с ЧПУ адаптируются к различным типам металлургии?
Химические и механические свойства сплава определяют его шлифуемость, склонность к забиванию круга и оптимальные скорости подачи:
- Нержавеющие стали (серии 300 и 400, дуплекс): Высокая склонность к наклёпу и вязкому поведению; управляется с помощью специализированных абразивных структур и непрерывной правки круга для предотвращения остекления поверхности.
- Суперсплавы и жаропрочные стали (Инконель, Хастеллой): Экстремальная прочность на сдвиг и низкая теплопроводность требуют использования сверхабразивных кругов (например, CBN) и интенсивного охлаждения для сохранения геометрических профилей.
- Углеродистые сплавы и инструментальные стали: Обеспечивают предсказуемые характеристики шлифуемости, позволяя быстро выполнять циклы, достигать высокой точности размеров и оптимальной экономии отделки.
- Чугуны (высокопрочные, серые): Свободный графит способствует разрушению стружки, но требует структурированного крепления для устранения риска микросколов по незафиксированным острым кромкам.
- Неферритные сплавы (алюминий, медь, бронза): Мягкие материалы склонны к засорению пор шлифовального круга; обрабатываются с использованием кругов открытой структуры на высоких скоростях поверхности с применением специальных смазок.
Поддерживает ли Vastmaterial формальные соглашения о неразглашении (NDA) и международную экспортную упаковку?
Да. Обслуживая промышленных клиентов России в таких секторах, как аэрокосмическая отрасль, энергетика и медицинские устройства, мы обеспечиваем строгие протоколы безопасности данных и доставки:
- Защита конфиденциальных данных: Мы регулярно заключаем взаимные NDA. Собственные технические чертежи и производственные процессы хранятся в защищённых внутренних сетях.
- Упаковка с защитой от коррозии: Высокоточные шлифованные поверхности получают специализированную многослойную защиту, включая покрытия VCI (ингибитор коррозии), масляные барьеры и вакуумные герметики.
- Защита при транспортировке: Компоненты индивидуально размещаются в специально изготовленных пенопластовых или ячеистых разделителях внутри прочных деревянных ящиков для предотвращения повреждений от ударов при международной перевозке.
- Поддержка экспортного соответствия: Мы предоставляем всю необходимую нормативную документацию, включая заводские паспорта материалов, сертификаты соответствия (CoC) и индивидуальные транспортные накладные.
Доступна ли шлифовка как самостоятельная контрактная услуга, или её необходимо сочетать с литьём?
Мы предлагаем CNC-шлифовку как отдельную услугу по окончательной обработке, так и как часть полностью интегрированного производственного решения:
- Отдельная услуга по окончательной обработке: Клиенты могут предоставить свои предварительно обработанные компоненты, необработанные отливки или поковки. Мы осуществляем входной контроль качества, инженерную подготовку и точное выполнение шлифовки.
- Меры по входной инспекции: Для заготовок, предоставленных клиентом, мы проверяем геометрию до шлифовки, однородность твердости и базовые элементы перед началом процесса шлифования.
- Преимущество единого поставщика: Передача полного цикла литья, термообработки, предварительной обработки и финальной шлифовки компании Vastmaterial устраняет время на перемещение между поставщиками и пробелы в ответственности.
- Оптимизация стоимости: Объединение литья и обработки на одной площадке позволяет нам проектировать меньшие припуски, снижая общий вес компонентов и время производственного цикла примерно на 15–25%.
Как обрабатываются производственные несоответствия, если компонент не проходит инспекцию?
Наш процесс управления качеством акцентирует прозрачное решение и немедленные корректирующие действия при любых отклонениях от допусков:
- Изоляция в реальном времени: Контрольные петли в процессе сразу изолируют отклонения, предотвращая возможные дефекты задолго до финальной упаковки.
- Расследование первопричины: Команды качества анализируют источник ошибки, проверяя жесткость приспособлений, термические деформации, износ шлифовального круга или вариации сырья.
- Корректирующие и предупреждающие действия (CAPA): Программы ЧПУ, циклы правки шлифовальных кругов или конфигурации зажимных приспособлений модифицируются для предотвращения повторения.
- Инженерная доработка: Если у детали вне допуска осталось достаточно материала, она аккуратно дорабатывается до чертежных спецификаций под строгим инженерным контролем.
- Детализированная отчетность: Клиенты получают официальные отчеты о несоответствиях (NCR), в которых подробно указаны коренные причины и конкретные технические корректировки, обеспечивающие качество последующих партий.
Отправьте свой чертеж для получения расчета на шлифование с ЧПУ
Получите комплексную экспертизу DFM, планирование процессов и конкурентные оценки на высокоточное шлифование OEM в течение 24–48 часов для последующих требований по фрезерованию и токарной обработке с ЧПУ.
Почему выбирают Vastmaterial?
- Инженерная обратная связь за 24–48 часов: Быстрая техническая оценка, анализ предотвращения перегрева при шлифовании и точные структуры затрат.
- От прототипа до массового производства: Плавное масштабирование от малосерийных и многономенклатурных испытаний до непрерывного крупносерийного производства.
- Строгая защита по NDA: Полное соблюдение соглашения о неразглашении для защиты промышленных компонентов и конструкторских решений.
Прямая поддержка проектов
Дивизион высокоточной механической обработки Vastmaterial
Дунъин, Шаньдун, Китай
Электронная почта: precisionmetal@vast-cast.com
WhatsApp/Tel: WhatsAPP: 0086-13345064499