Precision Grinding & High Accuracy Grinding Capabilities
Eliminate the guesswork from your critical components. We deliver quantifiable, micron-level dimensional accuracy and exceptional surface finish Ra control for complex geometries, heat-treated alloys, and investment castings.
Surface Finish (Ra)
Achieve ultra-smooth texture requirements optimized by material type with integrated surface treatment planning. Superior surface finish Ra control down to 0.1 μm to 0.8 μm for sealing faces and high-friction applications.
Dimensional Accuracy
- Flatness: Stable within micron levels
- Roundness: High-precision cylindrical control
- Concentricity: Tight tolerance verification
Batch Repeatability
Maintain strict SPC uniformity from rapid prototyping through high-volume production runs. Dimensional control is tightly locked to minimize deviation across critical mating features.
Complex Geometry Adaptation
Engineered to resolve distortion in thin-walled sections, irregular investment casting geometries, and hardened surfaces that standard milling and turning cannot stabilize.

*Note: Target capabilities are customized per drawing requirements. The final engineering approach depends on part structure, material type, heat treatment status, and fixturing setups. Vastmaterial reviews your casting allowances and datums during DFM to ensure reliable execution.
Overcoming Critical Component Challenges with CNC Grinding Services
When standard CNC Milling and CNC Turning reach their technical limits, precision grinding becomes essential. For high-complexity metal castings and critical industrial components, our custom grinding solutions resolve tough dimensional errors, severe material distortion, and demanding surface finish requirements.
Tolerance Instability & Post-Heat-Treat Distortion
The Challenge: High-temperature heat treatment and extreme material hardness regularly induce structural deformation and unpredictable dimensional drift. Conventional cutting tools suffer rapid tool wear and deflect, leading to out-of-tolerance batches on hardened investment castings.
The Solution: Hardened material grinding utilizing specialized abrasive wheels effortlessly removes stock post-heat-treatment. Our CNC grinding service holds tight tolerance grinding requirements down to micron levels, correcting thermal warp and stabilizing final dimensions.
Ideal for: Hardened stainless steel components, heavy-duty gear shafts, and heat-treated investment casting machining applications.
Strict Surface Finish Ra Limits for Mating Surfaces
The Challenge: High-pressure fluid systems, dynamic seals, and friction-critical interfaces demand an ultra-smooth surface finish (often Ra 0.4 µm or lower). Standard milling paths leave visible tool marks, microscopic ridges, and directional waviness that cause premature seal wear and leaks.
The Solution: Optimized precision surface grinding and cylindrical grinding eliminate directional machining patterns. We control microscopic cross-hatch textures to achieve excellent flatness and cross-sectional consistency, radically improving fluid retention and wear resistance.
Ideal for: Industrial pump seals, high-pressure valve seats, hydraulic cylinder plungers, and aerospace fluid control components.
Demanding Geometric, Roundness & Flatness Requirements
The Challenge: Multi-axis complex parts frequently require concentricity, roundness, and perpendicularity parameters within ±0.005 mm. Standard workholding and asymmetric casting geometries create part flexing during turning, causing high rejection rates for critical form tolerances.
The Solution: Utilizing dedicated internal grinding, centerless grinding, and synchronized multi-axis configurations, we secure strict geometric control. Our setup isolates machining stress from the part structure to ensure concentricity and circularity remain flawless under high-volume production.
Ideal for: Aerospace turbine components, high-speed spindle journals, multi-stage compressor impellers, and critical valve parts.
Batch-to-Batch Dimensional Decay in High-Volume Runs
The Challenge: Tool degradation during protracted production runs introduces dimensional drift. For complex assemblies requiring precise interference or transition fits, minor variations across casting batches cause assembly line bottlenecks and field failures.
The Solution: Automated wheel dressing, continuous in-process gauging, and real-time SPC quality management maintain identical grinding parameters from the 1st piece to the 50,000th. This rigorous approach effectively minimizes scrap and eliminates downstream assembly adjustments.
Ideal for: OEM industrial machinery components, automotive precision sub-assemblies, and heavy equipment parts requiring zero-defect integration.
When to Specify Precision Grinding vs. Milling and Turning
Extreme Material Hardness
Conventional single-point turning and milling tools cannot efficiently cut hard-faced materials. Grinding handles hardened tool steels, cobalt-chrome superalloys, nickel-based heat-resistant alloys, and high-temperature-alloy grades without micro-cracking or fracturing.
Sub-Micron Dimensional Tolerances
When drawings mandate dimensional control below ±0.01 mm, tool deflection makes standard machining impractical. Modern CNC grinding systems utilize rigid spindles and micro-feed technology to hit sub-micron parameters with absolute repeatability.
Specular Surface Finish Ra Specifications
For critical applications where fluid bypass must be completely prevented or friction wear must be drastically minimized, grinding achieves exceptional specular finishes down to Ra 0.1 µm, a standard unattainable by standard machining setups.
Proactive Engineering Optimization: Request a Free DFM Review
Before finalizing procurement plans, a comprehensive Design for Manufacturability (DFM) review is instrumental in optimizing costs. Our engineering team analyzes key drawing characteristics to optimize casting allowances, refine datum structures to limit tolerance stack-up, and confirm appropriate grinding methods. This early-stage alignment eliminates expensive engineering changes during full-scale production.
Precision CNC Grinding Methods & Solutions
Selecting the right grinding process is critical for achieving micron-level tolerances and specific surface textures. We offer a full suite of grinding services optimized for investment castings and complex machining components.

Surface Grinding
Ideal for finishing flat faces, datum planes, and large industrial plates. We utilize surface grinding to ensure exceptional flatness and parallelism on critical mating surfaces.
- Achieves superior flatness and Ra surface finishes
- Precise thickness control for shim and spacer plates
- Effective on hardened tool steels and heat-treated castings

Cylindrical Grinding
Focused on the outer diameters (OD) of shafts, rotors, and stepped cylinders. This process ensures high-precision roundness and concentricity for rotating assemblies.
- Tight OD tolerance and runout control for shafts
- Capable of grinding tapered and multi-diameter profiles
- Critical for aerospace and high-speed motor components
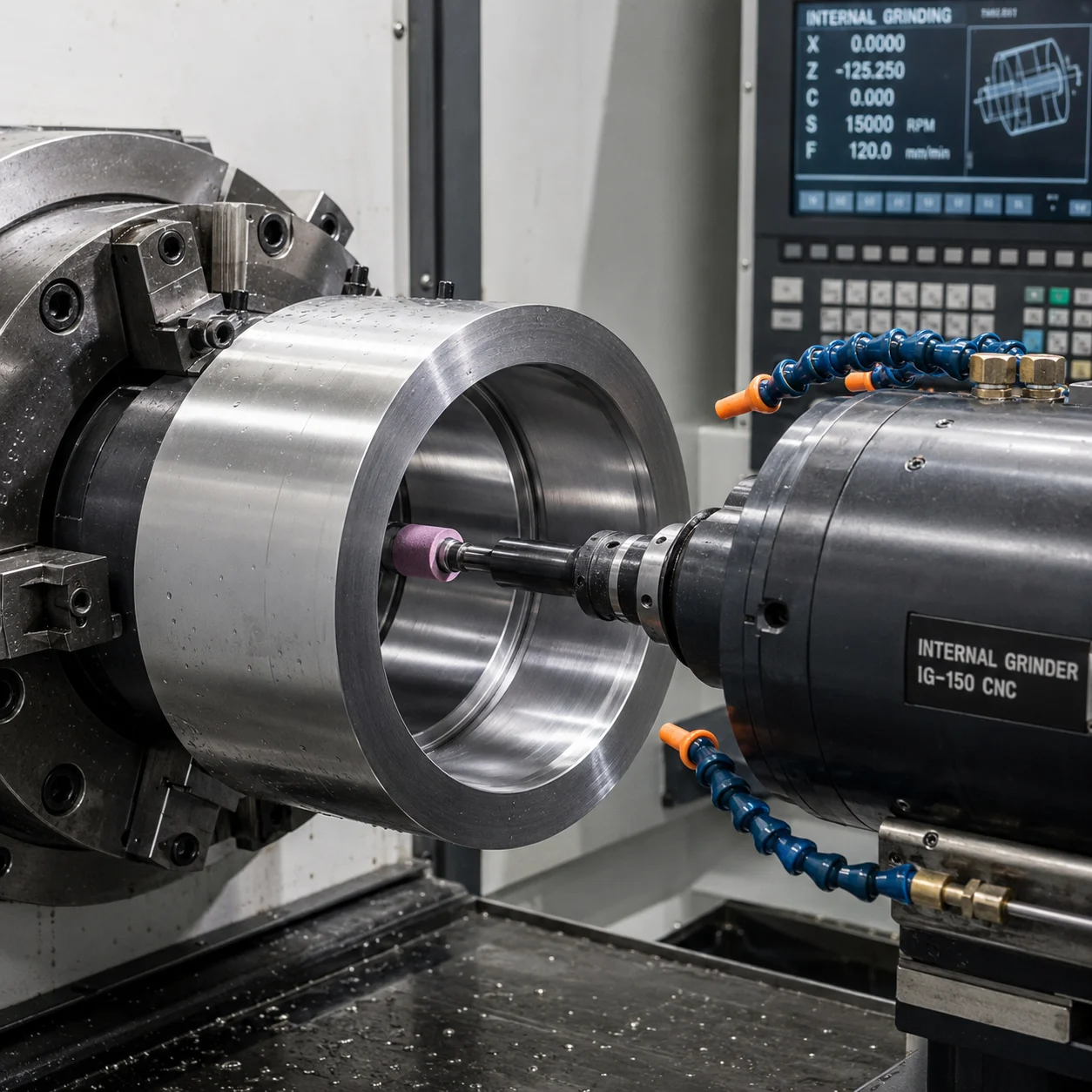
Internal Grinding
Precision finishing for bore holes, sleeves, and internal diameters (ID). We target strict cylindricity and hole-size accuracy where boring or honing cannot meet specs.
- High-accuracy bore sizing for bearing fits
- Consistent ID finishes for hydraulic and valve cylinders
- Handles complex blind holes and internal shoulders

Centerless Grinding
A high-efficiency solution for high-volume production of long shafts, pins, and bushings. This method eliminates the need for centers, reducing setup time.
- Rapid throughput for large batches of cylindrical parts
- Exceptional dimensional consistency across thousands of units
- Ideal for small-diameter rods and high-length-to-width parts
Engineering Advice: Choosing Your Process
When to Prioritize Grinding
- When material hardness (HRC 45+) prevents efficient milling or turning
- To correct dimensional distortion after heat treatment processes
- When requiring Ra 0.4 or better surface finishes for seals
- For critical GD&T requirements like sub-0.01mm concentricity
Efficiency & Cost Optimization
- Utilize centerless grinding to lower per-unit costs for simple shafts
- Optimize casting allowances to minimize unnecessary grinding passes
- Combine grinding with upstream CNC Turning for total geometric control
- Early DFM review helps avoid excessive setups and custom tooling
One-Stop Post-Processing
Vastmaterial integrates casting, heat treatment, and grinding in-house to eliminate cumulative tolerance errors between different vendors.
Hard Material Mastery
We specialize in the precision grinding of difficult alloys, including stainless steel, heat-resistant superalloys, and hardened tool steels.
Verified Precision
Every ground component is verified using CMM and surface profilometers, ensuring that flatness, roundness, and Ra targets are fully documented.
Advanced Materials Capability & Post-Casting Precision Grinding Engineering
Achieving sub-micron tolerances on Investment Casting requires a deep understanding of metallurgy and specialized finish-machining. As a dual-expertise foundry and precision machine shop, Vastmaterial bridges the gap between raw casting geometry and the demanding requirements of secondary CNC grinding. We eliminate the multi-vendor risk by managing the entire process chain, ensuring that your near-net-shape components are ground to exact print specifications without dimensional drift or structural degradation.
Our facility is fully equipped for grinding stainless steel, heat-resistant steel, tough carbon steel, low alloy steel, high-temperature superalloys, and non-ferrous alloys. Because we analyze how casting microstructure, grain boundaries, and parting lines behave under high-load abrasive machining, our engineering team tailors specific wheel speeds, feed rates, and cooling strategies to match the exact metallurgical phase of your parts.
Key Control Points for Post-Casting Investment Casting Machining
- Casting Allowance and Datum Alignment: We design the raw casting mold with optimized machining allowances specifically calculated for abrasive wheel removal. By establishing robust datum systems right from the casting phase, we prevent stack-up errors and ensure that your critical internal diameters, outer diameters, and face profiles align perfectly during final assembly.
- Heat Treatment Effects & Stress Management: Post-cast thermal processing can induce residual stresses and erratic material hardness. Vastmaterial solves this by utilizing staged roughing and finish grinding sequences. We integrate controlled stress-relief steps between machining cycles, mitigating micro-deformation to preserve tight dimensional flatness, roundness, and concentricity.
- Surface Defect Prevention & Integrity Control: High-alloy and heat-resistant components are highly susceptible to grinding burns, microcracks, and phase transformations under friction. Our process control relies on rigorous in-process eddy current or magnetic particle testing, optimized coolant delivery, and exact wheel dressing parameters to maintain pristine surface finish Ra values and absolute microstructural integrity.
By partnering with Vastmaterial, you leverage an integrated engineering workflow where casting metallurgy directly informs CNC grinding parameters. This unified approach minimizes scrap rates, guarantees process capability indexes, and delivers ready-to-assemble components for the world’s most critical industrial environments.

Typical Parts and Industry Applications
Vastmaterial delivers high-precision OEM precision grinding services tailored for demanding industrial environments. By bridging investment casting machining with advanced tight tolerance grinding, we serve critical sectors requiring exceptional dimensional control, precise flatness, roundness, and concentricity across complex geometries.

Aerospace Engine Components
Specialized aerospace grinding for high-temperature alloy structures and safety-critical propulsion components. We maintain micron-level tolerances on challenging superalloys to ensure structural integrity under severe thermal stress.
- Ultra-tight geometric tolerances for reliable rotor and stator fit
- Strict surface finish Ra control to prevent thermal fatigue cracking
- Repeatable processing of heat-resistant alloy turbine assemblies

Power Generation Turbine Parts
Precision grinding for heavy-duty gas, steam, and wind turbine parts. Our process eliminates casting distortion and micro-defects, delivering superior flatness and concentricity for large-scale rotating equipment.
- Precise flatness and roundness control for secure blade seats
- Concentricity and runout verification for rotating shafts
- Controlled material removal to integrate post-grinding stress relief

Valve Cores, Seats, and Sealing Surfaces
High-performance valve seat grinding and internal grinding for fluid handling assemblies. We achieve mirror-like surface finishes required for metal-to-metal sealing and zero-leakage performance.
- Sub-micron surface finish Ra targets for hermetic seals
- Micro-geometry optimization to eliminate fluid bypass and friction
- Expert grinding of hardened stainless steel and cobalt-based alloys

Industrial Equipment Bushings, Flanges, and Connectors
High-efficiency cylindrical grinding and centerless grinding for heavy machinery parts. We optimize mating surfaces on structural links, hydraulic sleeves, and heavy-duty connectors for seamless assembly.
- Strict bore and OD tolerance stacking control for multi-part fits
- Perpendicularity and runout control for high-speed components
- High-volume batch consistency via automated SPC protocols

Precision Casting Post-Processing
Dedicated finishing for investment casting machining. We eliminate the gap between rough casting allowances and finalized precision dimensions, managing the material's unique cast structure without introducing stress defects.
- Strategic casting allowance optimization based on structural datum planes
- Correction of complex distortions caused by post-cast heat treatment
- Advanced grinding burn prevention and sub-surface defect elimination

Custom and Specialized Applications
Custom CNC grinding services for thin-walled components, non-standard geometries, and proprietary alloy parts. We cooperate closely with your R&D team to navigate unique technical criteria under complete non-disclosure protection.
- Full NDA-protected engineering development and commercial production runs
- Flexible scaling from initial rapid prototyping to full mass production
- Comprehensive DFM reviews to minimize manufacturing risk and unit cost
Core Grinding Objectives Across All Applications
Mating Surface Precision
Achieving exceptional dimensional and geometric tolerances to guarantee fluid assembly fits, eliminate physical mismatch, and reduce secondary bench adjustments during system integration.
Sealing Interface Quality
Refining contact faces to exact flatness and low surface finish Ra targets, vital for preventing gas or fluid leaks under high pressure and vacuum parameters.
Wear Resistance
Developing uniform, low-friction surface textures that mitigate mechanical wear, minimize frictional heat, and extend operational lifespans in high-cycle systems.
Batch Consistency
Deploying robust, standardized wheel-dressing and grinding protocols to replicate identical physical profiles across thousands of production parts over successive batches.
Why Vastmaterial for Your Precision Grinding Needs
Vastmaterial stands apart as an integrated CNC grinding manufacturer with a profound background in investment casting and multi-axis machining. By managing the entire supply chain—from casting and heat treatment to final surface finish refinement and related surface treatment requirements—we eliminate the typical cumulative errors that occur when parts move between disconnected sub-contractors.
Our engineering-first mentality guarantees that prior to grinding, your component drawings undergo a rigorous design-for-manufacturability (DFM) review. We analyze casting distortion vectors, clamping stresses, and tool engagement paths early to avoid costly errors, serving over 100 long-term global clients with traceable engineering data.
Equipped for large-scale contract manufacturing, our facilities boast a monthly production capacity of 1.3 million precision components. Our production floor houses multi-type CNC grinding lines covering surface grinding, cylindrical grinding, internal grinding, and centerless grinding to process hard metal alloys, stainless steel, and alloy steel reliably.
Through long-term academic and industry research partnerships, we continuously improve wheel dressing tech and cooling methods to fully suppress grinding burn and micro-cracking risks. Every batch is supported by verified inspection documents, providing modern procurement teams with complete supply chain transparency.
Confidentiality and Delivery Assurance
We maintain secure engineering workflows, signing and respecting formal NDAs to protect your proprietary intellectual property. All custom components are ground, inspected, and validated strictly according to your blueprint callouts, material specs, and geometric tolerance definitions.
Whether you are verifying a low-volume aerospace design or scheduling high-volume runs for industrial valve production, Vastmaterial balances flexible capacity with robust quality controls to secure on-time delivery for global freight and assembly lines.
From Drawing to Delivery: CNC Grinding Process & Workflow
At Vastmaterial, our transparent, auditable precision grinding workflow guarantees absolute repeatability, surface integrity, and on-time shipment. Every engineering and production phase—from initial DFM blueprint analysis to final component packaging—is rigorously controlled to eliminate dimensional drift and satisfy tight tolerance grinding specifications on your critical cast and machined parts.
Drawing & Technical Specification Review (DFM)
Our application engineers evaluate your technical blueprints within 24–48 hours. We thoroughly verify critical dimensional tolerances, geometric datums, targeted surface finish Ra values, and surface treatment expectations alongside post-grinding inspection methods. This proactive phase ensures absolute alignment on material characteristics and expectations before mounting any wheel.
- • Detailed analysis of geometric dimensioning and tolerancing (GD&T) including flatness, roundness, and concentricity
- • Verification of raw investment casting allowances, reference datums, and clamping feasibility
- • Alignment on surface roughness (Ra) targets and non-destructive testing (NDT) criteria
- • Evaluation of material machinability, current heat treatment state, and hardness variations
Process Routing & Machining Planning
We formulate a customized, multi-stage process routing sheet that maps out roughing, semi-finishing, and final finish grinding passes. For high-alloy investment castings, our routing strategically integrates thermal operations and stress-relief cycles to counteract material deflection and stabilize microstructures across high-volume production batches.
- • Sequential planning of rough and finish grinding operations with optimized wheel parameters
- • Scheduling of stress-relief tempering or post-machining heat treatment to prevent micro-warping
- • Customized distribution of casting stock allowance to prevent premature wheel loading
- • Strategic selection of grinding wheel abrasives (CBN, Al2O3, or Silicon Carbide) matched to your alloy
Custom Fixture Design & Precision Datum Setup
Micron-level dimensional accuracy demands flawless part holding. Vastmaterial engineers design and build dedicated, rigid workholding fixtures that eliminate clamping deformation, structural vibration, and localized deflection. Establishing solid reference surfaces ensures that tight tolerance grinding yields flawless concentricity and parallelism.
- • In-house engineering of dedicated mechanical, hydraulic, or magnetic fixtures matched to drawing datums
- • Clamping force optimization and FEA simulation to eliminate thin-walled component distortion
- • Physical preparation, cleaning, and qualification of all primary and secondary datum points
- • Pre-grinding runout, total indicator reading (TIR), and alignment verification on the machine spindle
CNC Grinding Execution & In-Process Monitoring
Our multi-axis CNC grinding systems operate under strict, data-driven parameter controls. Feed rates, wheel surface speeds, and high-pressure coolant delivery are synchronized to isolate thermal energy, preventing grinding burns, metallurgical tempering, and microcracks. Real-time feedback loops ensure steady material removal rates and superior surface finish Ra control.
- • Dynamic feed and speed adjustment based on real-time spindle load and material resistance
- • High-volume, target-directed synthetic coolant filtration to eliminate thermal stress and surface burns
- • Automated, programmable wheel dressing cycles to maintain optimal grit sharpness and geometry
- • Continuous vibration analysis and acoustic emission sensing to mitigate chatter marks
Metrology, CMM Inspection & Quality Verification
Precision is only as good as the ability to measure it. We execute strict operator-level sampling during production alongside a comprehensive final audit in our temperature-controlled metrology lab. Every critical outer diameter (OD), inner diameter (ID), and form requirement is fully validated and supported by data before release.
- • In-process coordinate tracking and Statistical Process Control (SPC) charting for trend analysis
- • CMM inspection for geometric variables including flatness, cylindricity, and concentricity
- • Surface roughness profile verification using contact profilometers and optical scanners
- • Magnetic particle or dye penetrant testing to confirm the total absence of micro-cracks and burns
- • Full lot traceability with standard provision of dimensional inspection reports and material certs
Ultrasonic Cleaning, Rust Prevention & Export Packaging
Following final inspection, all finished components undergo deep cleaning to completely purge grinding oil and particulate matter. We treat surfaces with targeted rust inhibitors and package elements in heavy-duty, moisture-barrier materials engineered for international transport. Your components arrive clean, protected, and ready for immediate assembly.
- • Multi-stage ultrasonic cleaning to strip out micro-abrasives and coolant residues
- • Application of premium anti-corrosion oils or dry VCI films adapted to storage timelines
- • Custom-molded foam inserts and moisture-barrier vacuum sealing to eliminate physical impact damage
- • Clear outer box labeling containing part numbers, PO details, batch codes, and QC pass seals
- • Compliance with international ISPM-15 timber standards and secure maritime/air cargo packing
CNC Precision Grinding in Action
Explore the precision and efficiency of CNC (Computer Numerical Control) grinding, a critical process for achieving ultra-fine surface finishes and exceptionally tight dimensional tolerances in modern manufacturing. This advanced technique utilizes automated systems to guide grinding wheels with pinpoint accuracy, ensuring every component meets rigorous quality standards.
From aerospace and medical devices to automotive and tooling industries, CNC precision grinding is indispensable for producing high-performance parts. It significantly enhances product durability, functionality, and aesthetic appeal by removing material with micron-level precision. Our commitment to cutting-edge technology and skilled craftsmanship ensures superior results for even the most complex geometries.
Witness the transformation of raw materials into highly refined components, showcasing the power of automation in achieving unparalleled accuracy and surface integrity.

Why Our Grinding Workflow Protects Your Supply Chain
Uncompromised Traceability
Every single manufacturing and inspection step is documented, serialized, and auditable. You receive comprehensive metrology data and batch logs for ironclad supply chain visibility.
Engineering Risk Mitigation
Our deep upfront DFM blueprint analysis identifies potential thermal distortion, casting allowance mismatches, and structural weaknesses before production ever begins.
Absolute Batch Consistency
By pairing standardized CNC process routing sheets with strict automated wheel dressing intervals, we deliver identical micron-level precision from prototype to mass production runs.
Ready to Optimize Your CNC Grinding Project?
Submit your complex engineering drawings today to receive a comprehensive manufacturing assessment and an accurate commercial quote within 24–48 hours. Our technical team is ready to analyze your tolerances, refine manufacturing datums, and propose a reliable, cost-effective processing path.
Supported Formats: STEP, IGES, SolidWorks, PDF | Strict NDA Protocols Enforced | Seamless Global Shipping
Quality Control & Tight Tolerance Verification for CNC Grinding
At Vastmaterial, our precision grinding services are backed by rigorous quality control for grinding. We ensure every machined investment casting complies strictly with your engineered drawing requirements and international manufacturing standards.
Closed-Loop Quality Control Methods
Incoming Material & Blank Verification
We audit incoming investment castings for structural integrity, hardness, and heat-treatment stress before they reach our grinding wheels to prevent processing defects.
In-Process Dimensional Tracking
Real-time inspection during surface, cylindrical, and centerless grinding stages protects against grinding burn, thermal deformation, and dimension drift.
Nonconformance Closure & SPC
Any variance triggers immediate root-cause analysis, tool offset corrections, and strict isolation protocols to safeguard your production consistency from prototype to mass volume.
Measurable Inspection Items & Geometric Features
Critical Dimensional Analysis
Micron-level verification of outer diameters (OD), inner diameters (ID), step heights, and wall thickness for complex mating features.
GD&T Form & Location Verifications
Comprehensive roundness grinding, flatness grinding, and concentricity grinding inspections using advanced automated multi-axis measurement systems.
Surface Finish Ra Assessment
Profilometer inspections to guarantee specific micro-inch surface finish texture requirements on critical industrial seals and aerospace wear components.
Key Dimension Recording & Statistical Sampling
AQL-compliant batch sampling plans coupled with digital record archiving ensure structural traceability for demanding industrial audits.


Rigid Compliance & Metrology Standards
Vastmaterial bridges the gap between precision investment casting and ultra-tight tolerances. Our dedicated metrology lab features advanced CMM inspection and specialized surface analysis tools to confirm that every complex geometry matches your print perfectly.
Full material traceability from raw alloy pour down to final micro-finish grinding
Customized inspection reports (dimensional logs, roughometer traces) provided on request
Statistical Process Control (SPC) deployed on mass production lines to track CPK trends
Strict adherence to ISO quality protocols and customer-specific engineering standards
Need Verifiable Inspection Reports for Your Project?
We back our tight tolerance grinding claims with verifiable physical data. Contact our engineering team to review sample CMM and surface finish documents before your production begins.
Deliverable Manufacturing Specifications: Flatness, Roundness & Surface Capabilities
Instead of making generalized precision claims, Vastmaterial provides an explicit checklist of the geometric, dimensional, and texture parameters (including surface treatment) we routinely deliver for critical casting and machined components. By optimizing grinding wheel selection, feed rates, and part workholding, our production team controls complex part distortion post-heat treatment to achieve tight tolerance grinding targets on demanding industrial parts.
Dimensional Control
- • Outer diameter (OD) precision fits
- • Inner diameter (ID) bore alignments
- • Micro-level thickness control
- • Step height and matching shoulders
- • Critical interference fit dimensions
Geometric Form & Runout
- • Flatness grinding for sealing faces
- • Roundness and cylindrical profile accuracy
- • Concentricity grinding for concentric bores
- • Coaxiality and total indicator runout (TIR)
- • True position form per drawing specs
Surface Finish & Integrity
- • Surface finish Ra targets to micron levels
- • Sealing surface texture cross-hatch consistency
- • Precision edge deburring and chamfering
- • Grinding burn and micro-crack prevention
- • Stress-free passes for thin-walled parts
Compliance Note: The exact tolerances, flatness, roundness, and concentricity achievable are governed by the inherent material properties, component geometry, heat treatment hardness, and baseline datum schemes. Vastmaterial cross-references your investment casting tolerances with final CNC grinding allowances during our initial DFM review to guarantee repeatable, verifiable print compliance.
Why Choose Vastmaterial for CNC Grinding
From raw investment castings to micron-level final tolerances, we unify casting, heat treatment, and precision grinding under one roof to eliminate multi-vendor cumulative errors.
Integrated Process Control
We manage the entire lifecycle from casting geometry and machining allowances to stress relief and final grinding, reducing the risk of dimensional distortion and finishing bottlenecks.
Complex Cast Component Expertise
Specialized in handling thin-walled geometries, complex datum setups, and hard-to-machine materials like stainless steel and high-temperature alloys without surface micro-cracks or burns.
Proactive DFM Collaboration
Our engineering team provides manufacturing feedback within 24–48 hours, optimizing fixturing, grinding allowances, and reference planes to secure process capability before production.

Proven Production Capacity & Quality
1.3 Million Components Monthly
Our high-volume precision facility effortlessly handles scaling demands from rapid prototype evaluation to full commercial manufacturing runs.
Global Supply Chain Partner
Serving over 100 long-term international clients across aerospace, industrial pumps, valves, turbomachinery, and energy sectors.
R&D and Academic Alliances
Collaborating with elite aerospace research institutes and metallurgical labs to continually advance our grinding techniques for advanced heat-resistant superalloys.
Have Complex Components with Tight Tolerances?
Upload your STEP, IGES, or PDF drawings today. Our engineering experts will review your tolerances, material specs, and datums to provide an optimized manufacturing proposal.
CNC Grinding & Precision Machining: Frequently Asked Questions
Explore technical insights regarding high-accuracy grinding operations, material-specific considerations, production lead times, and quality protocols. Our early-stage engineering reviews help mitigate manufacturing risks and optimize casting-to-machining workflows.
When should a project utilize CNC grinding instead of standard milling or turning?
Precision grinding is the preferred finishing process when component designs demand exceptionally tight dimensional control, micro-level geometric tolerances, or ultra-smooth surface finishes that conventional cutting tools cannot reliably achieve. CNC grinding is typically required when:
- The workpiece material hardness exceeds 45 HRC, such as hardened tool steels, cobalt-base alloys, or heat-treated investment castings.
- The surface finish requirement is strict, targeting a surface roughness of Ra 0.4 µm down to micron-level reflectivity.
- Critical sealing surfaces, bearing journals, or valve seats require absolute geometric accuracy in flatness, roundness, or concentricity to prevent fluid bypass or premature mechanical wear.
- Subsequent manufacturing stages demand perfect dimensional stability, necessitating the correction of distortions induced during high-temperature heat treatment.
How does Vastmaterial mitigate risks like grinding burn, micro-cracks, and thermal distortion?
Grinding burns, micro-cracking, and structural distortion occur when uncontrolled friction generates excessive thermal energy at the contact zone. At Vastmaterial, our machining engineers implement rigorous process controls to safeguard material integrity:
- Staged Stock Removal: We isolate aggressive rough grinding parameters from delicate finish passes, minimizing cumulative heat buildup within the substrate.
- High-Pressure Coolant Delivery: We deploy temperature-regulated, high-flow coolant filtration systems aimed precisely at the wheel-workpiece interface to dissipate heat and flush away swarf immediately.
- Wheel Selection & Dressing: Wheel grit, bond types, and dressing intervals are scientifically matched to the specific alloy metallurgy to prevent wheel glazing.
- Thermal Stress Relief: When processing high-strain components, integrated stress-relief tempering operations are scheduled between roughing and finishing sequences.
- Non-Destructive Testing: We utilize specialized inspection techniques alongside surface profilometry to confirm the absence of subtle thermal defects.
Can you finish raw cast parts? What stock allowances should be planned?
Yes. Utilizing an integrated casting and machining infrastructure, Vastmaterial specializes in finishing raw investment castings. The appropriate machining and grinding stock allowance varies based on overall part dimensions, casting configuration, and final tolerance goals:
- Raw Cast Surfaces: An allowance of 0.5 mm to 1.5 mm per side is recommended if bypassing preliminary turning or milling to remove the cast skin directly via rough grinding.
- Precision Finishing Passes: For pre-machined surfaces, a clean-up stock allowance of 0.1 mm to 0.3 mm ensures the abrasive wheel removes all tool marks and achieves nominal size.
- Primary Geometric Datums: Allocating 0.2 mm to 0.5 mm of material allows us to establish perfectly flat, square reference planes that stabilize subsequent setups.
- Heat-Treatment Allowance: For alloys requiring hardening after rough machining, we recommend adding 0.3 mm to 0.8 mm of stock to safely grind away any volumetric warping caused by quenching.
What quality documentation, inspection data, and reports are provided with delivery?
We provide comprehensive quality assurance verification with every production batch to verify strict adherence to customer specifications:
- Dimensional Reports: Full documentation of all critical linear dimensions including outside diameters (OD), inside diameters (ID), lengths, and shoulder steps.
- Geometric Dimensioning & Tolerancing (GD&T): Verified data for complex callouts such as flatness, roundness, cylindricity, concentricity, and total runout.
- Surface Profilometer Traces: Quantitative verification of surface finish requirements (expressed in Ra, Rz, or Rmax values) using calibrated measurement instrumentation.
- Advanced CMM & Vision Reports: High-precision coordinate measuring machine inspection profiles can be generated for complex aerospace, defense, or fluid power applications.
- Full Lot Traceability: Complete records tying finished components back to their original casting melt heats, material certifications, and heat-treat charts.
What are your typical lead times for custom grinding prototypes and mass production runs?
Lead times are determined by component geometry, total order volume, fixture engineering requirements, and integrated raw material supply lines:
- Quotations & Feasibility Reviews: Detailed engineering feedback and firm commercial quotes are completed within 24 to 48 hours.
- Prototyping & First Article (1–10 Pieces): Typically completed within 2 to 4 weeks, encompassing custom holding fixture design, wheel profiling, and full inspection reporting.
- Medium-Volume Batches (11–100 Pieces): Ranges from 3 to 6 weeks, contingent on material sourcing, pre-machining requirements, and heat-treatment queues.
- High-Volume Mass Production (100+ Pieces): Requires 6 to 12 weeks to optimize processing parameters, establish statistical process control (SPC) loops, and coordinate continuous delivery schedules.
- Expedited Manufacturing Tracks: Accelerated schedules can be implemented for mission-critical project timelines, subject to current facility capacity.
How do CNC precision grinding strategies adapt to different metallurgy types?
The chemical and mechanical properties of an alloy dictate its grindability, wheel loading characteristics, and ideal feed rates:
- Stainless Steels (300 & 400 Series, Duplex): Highly prone to work-hardening and gummy behavior; managed via specialized abrasive structures and continuous wheel dressing to avert surface glazing.
- Superalloys & Heat-Resistant Steels (Inconel, Hastelloy): Extreme shear strength and low thermal conductivity demand super-abrasive wheels (such as CBN) and intense cooling to maintain geometric profiles.
- Carbon Alloys & Tool Steels: Provide predictable grindability characteristics, allowing for rapid cycle times, high dimensional accuracy, and optimal finish economy.
- Cast Irons (Ductile, Gray): Free graphite aids in chip breakage but demands structured fixturing to eliminate the risk of micro-chipping along unsupported sharp edges.
- Non-Ferrous Alloys (Aluminum, Copper, Bronze): Soft materials prone to loading wheel pores; processed using open-structure wheels operating at high surface speeds with specific lubricants.
Does Vastmaterial support formal non-disclosure agreements (NDAs) and international export packaging?
Yes. Supporting international industrial clients across sectors like aerospace, energy, and medical devices, we enforce robust data security and shipping protocols:
- Confidential Data Protection: We routinely execute mutual NDAs. Proprietary technical drawings and manufacturing processes remain isolated within secure internal networks.
- Corrosion-Preventative Packaging: High-precision ground surfaces receive specialized multi-layer protection, including VCI (Volatile Corrosion Inhibitor) coatings, oil barriers, and vacuum seals.
- Secure Transit Protection: Components are individually nested in custom molded foam or cell dividers inside robust wooden crates to eliminate impact damage during international transport.
- Export Compliance Support: We supply all essential regulatory documentation, including mill material sheets, certificates of conformance (CoC), and custom shipping manifests.
Is grinding available as a standalone contract service, or must it be combined with casting?
We offer CNC grinding both as a standalone finish contract service and as part of a fully integrated manufacturing solution:
- Standalone Finishing Service: Customers can supply their own pre-machined components, raw castings, or forgings. We manage incoming quality control, setup engineering, and precise grinding execution.
- Incoming Inspection Safeguards: For customer-supplied blanks, we verify pre-grinding geometry, hardness consistency, and datum features before starting the grinding process.
- The Single-Source Advantage: Transitioning your full casting, heat treatment, pre-machining, and final grinding to Vastmaterial eliminates inter-vendor transit times and responsibility gaps.
- Cost Optimization: Combining casting and machining under one roof allows us to engineer smaller stock envelopes, reducing total component weight and cycle times by roughly 15% to 25%.
How are manufacturing non-conformances handled if a component fails inspection?
Our quality management workflow emphasizes transparent resolution and immediate corrective action for any out-of-tolerance dimensions:
- Real-Time Isolation: In-process control loops isolate variations immediately, containing potential defects long before final packaging.
- Root Cause Investigation: Quality teams analyze the error source, checking fixture rigidity, thermal deflection, wheel wear, or raw material variation.
- Corrective & Preventative Action (CAPA): CNC programs, wheel dress cycles, or holding fixture configurations are modified to prevent recurrence.
- Rework Engineering: If an out-of-spec component has remaining material, it is carefully reworked to print specifications under close engineering supervision.
- Detailed Reporting: Clients receive formal Non-Conformance Reports (NCR) detailing root causes and the specific technical adjustments made to secure subsequent batches.
Send Your Drawing for a CNC Grinding Quote
Get comprehensive DFM reviews, process planning, and competitive OEM precision grinding estimates within 24 to 48 hours for downstream CNC Milling and CNC Turning requirements.
Why Partner with Vastmaterial?
- 24–48h Engineering Feedback: Fast technical evaluations, grinding burn prevention analysis, and accurate cost structures.
- Prototype to Mass Production: Seamless scalability handling low-volume high-mix trials up to continuous high-volume production runs.
- Strict NDA Protection: Complete non-disclosure agreement compliance to safeguard proprietary industrial components and designs.
Direct Project Assistance
Vastmaterial Precision Machining Division
Dongying, Shandong, China
Email: precisionmetal@vast-cast.com
WhatsApp/Tel: WhatsAPP: 0086-13345064499