Precision Swiss Machining Services for Tight-Tolerance Micro Parts
High-precision Swiss CNC machining and sliding headstock lathe production for complex, sub-millimeter geometries with complete batch-to-batch traceability.
Micro-Diameters & High Aspect Ratios
Single-Setup Complex Turn-Milling
Seamless Prototype-to-Production Scaling
Vastmaterial seamlessly integrates advanced Swiss turning with investment casting post-machining to deliver a highly reliable, single-source manufacturing loop for high-requirement industrial components.
Tight Tolerance Swiss Machining Capabilities
Instantly verify if our high-precision Swiss turning tolerances and production capacities align with your micro precision parts specifications for CNC Turning.
Precision
Typical Tolerance Range
±0.005 mm
(±0.0002")
Process-dependent capability engineered for high-repeatability applications.
Diameter
Outer Diameter Capabilities
Ø 0.5–32 mm
Optimized layout ideal for micro-scale components and miniature profiles.
Aspect Ratio
Length-to-Diameter (L/D) Capacity
Up to 20:1+
Maintained via sliding headstock stability to eliminate part deflection.
Surface Finish
Achievable Surface Roughness
Ra 0.4–0.8 μm
(16–32 μin)
Superior turn finishes that minimize or completely eliminate secondary grinding operations.
Volume Production
Scale & Batch Capacity
100 to 100k+ Pcs
Seamless transition from low-volume engineering Prototype Machining to continuous mass supply.
Complex Features
Integrated Geometries
Multi-Axis Live Tooling
Simultaneous processing of micro-slots, cross-holes, thread-whirling, and back-working.
*Note: Exact achievable tolerances and parameters depend directly on part geometry, material grade, and heat-treatment status. The Vastmaterial engineering team reviews every client blueprint to match drawing tolerances with optimized tooling paths and specific material dynamics across our machining services.
Swiss CNC Machining: When to Choose a Sliding Headstock Lathe
The Core Mechanism: Why Swiss Turning Eliminates Deflection
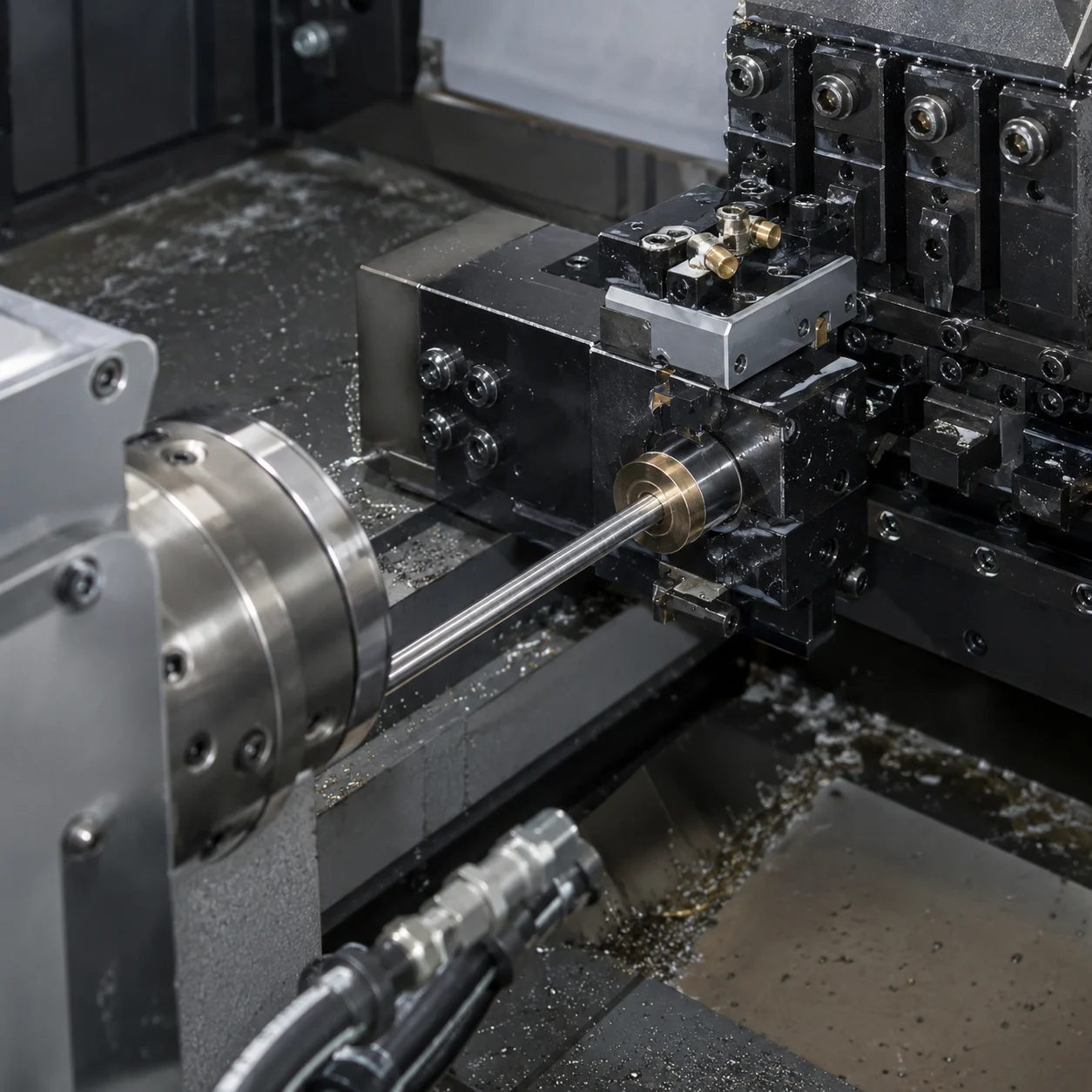
The fundamental engineering shift in Swiss-style turning centers on a single, powerful principle: material support at the point of cut. Unlike traditional CNC lathes where the stock remains fixed in a chuck and the tool moves along the part, a Swiss lathe feeds the bar stock through a precision guide bushing. The cutting tool operates immediately adjacent to the guide bushing support point—typically within millimeters—creating a rigid, nearly immovable work envelope.
This eliminates material deflection entirely, regardless of part length. Long, slender components that would flex and chatter on a conventional lathe remain perfectly stable, enabling tight tolerances and superior surface finishes on even the most challenging geometries—especially in high-precision machining programs.
Strategic Production Advantages
- 01 Unmatched Aspect Ratios: Safely machine long, slender shafts and pins without taper or chatter, even at length-to-diameter ratios exceeding 20:1.
- 02 Single-Setup Multifunctional Machining: Live tooling, sub-spindles, and multi-axis configurations execute milling, cross-drilling, and back-milling simultaneously, completely eliminating cumulative errors from secondary part hand-offs.
- 03 Extreme Rigidity on Micro Parts: Continuous structural support enables aggressive cutting depths even on fragile, sub-millimeter diameters without deflection or surface degradation.
Ideal Component Archetypes
Swiss turning excels for:
When to Pivot: Process Boundaries
Short, thick, large-diameter components or parts dominated purely by heavy face-milling operations are better suited for standard CNC Turning centers or 5-axis milling centers. Swiss turning shines on slender, complex geometries—not on large, rigid stock.
Key Differentiator
The guide bushing support point—positioned within millimeters of the cutting tool—is the critical difference. This proximity eliminates the deflection that plagues conventional CNC turning on long, slender parts.
Unsure if Your Part Geometry Requires Swiss Turning?
Upload your drawing for a complimentary process routing analysis and expert recommendation.
Swiss Turning vs. Traditional CNC Turning: The Stability Advantage
✓ Swiss Sliding Headstock Lathe
- → Material fed through guide bushing for continuous support
- → Eliminates deflection on long, slender parts
- → Single-setup complex geometry machining
- → Ideal for aspect ratios exceeding 10:1 or 20:1
- → Superior surface finish on micro-scale parts
○ Traditional CNC Turning Center
- → Material held in chuck; tool moves along part
- → Susceptible to chatter and deflection on long parts
- → Multiple setups required for complex features
- → Better suited for short, rigid components
- → Cumulative errors from secondary hand-offs
Vastmaterial's Integrated Approach
By auditing drawings during early-stage quoting, Vastmaterial balances the choice between standalone Swiss turning and casting-plus-machining methods to optimize final unit economics. Our engineering team evaluates your part geometry, material properties, and production volume to recommend the most cost-effective and reliable manufacturing path—whether that's precision Swiss turning, investment casting with post-machining, or a hybrid approach.
This consultative process ensures you're not over-specifying equipment or processes, and that your critical tolerances are achieved with maximum efficiency and repeatability.
Driving Total Part Consistency: The Advantages of Precision Swiss Turning
Procurement and engineering teams choose Swiss machining advantages for long-term dimensional stability and risk mitigation over mere equipment capacity. Our tight tolerance Swiss machining setup minimizes geometric variance across complex, high-volume production cycles—supported by proven machining services.
Elimination of Cumulative Setup Error
Single-setup execution through synchronous sub-spindles ensures near-perfect concentricity, parallelism, and total runout controls across intricate profiles, bypassing the tolerance stacking typical of multi-machine component transfers.
Full PPAP Level 3 documentation and FAI reports available upon request.
Dynamic Thermal & Vibration Stability
The structural proximity of the tool head to the guide bushing on a sliding headstock lathe suppresses harmonic vibration. This rigid support mechanism protects surface integrity and guarantees high consistency machining even on long, slender geometries.
In-process CPK monitoring ensures dimensional verification throughout the run.
Seamless Scaling via Parameter Lock
Transitioning from fast prototyping to high-volume precision Swiss turning utilizes identical multi-axis kinematics. This freezes process variables, locks tooling paths, and delivers uncompromised batch-to-batch repeatability—ideal for production programs that also standardize CNC Turning requirements.
Material traceability and full heat-lot certification are strictly maintained.
Fit-for-Purpose Production Archetypes
Vastmaterial's three-tier quality framework—combining proactive pre-production engineering reviews, strict in-process control gates, and fully documented final validation—ensures complex Swiss-turned parts arrive exactly to your engineering print, mitigating downstream assembly defects as part of our end-to-end services.
High-Precision Swiss Machining Materials & Alloy Capabilities
Discover how raw material metallurgy, pre-machining thermal treatments, and specialized bar stock tolerances dictate dimensional limits and structural outcomes in tight tolerance Swiss CNC machining operations.
Stainless Steel Profiles
Frequent Grades
AISI 303, 304, 316L, 17-4 PH, 440C
Engineered for surgical instruments, medical implants, and marine sub-assemblies. Executing stainless steel Swiss machining requires advanced chip-breaker geometries and continuous oil-coolant strategies to mitigate severe work-hardening and secure flawless edge profiles, with optional CNC Grinding for critical sealing surfaces.
Suppresses burr formation in micro-drilling and deep slotting operations.
Carbon & Low-Alloy Steels
Frequent Grades
12L14, 1215, 4140, 8620
The standard for industrial gear pins, multi-stepped splines, hydraulic spools, and automotive shafts. These alloys deliver outstanding chip fracture properties and predictable tool wear cycles—ideal for high-volume CNC Turning workflows—maximizing total yield throughput for production.
Enables rapid cycle times with micro precision parts repeatability.
Superalloys & Refractory Metals
Frequent Grades
Inconel 625/718, Titanium Grade 2/5, Hastelloy, Monel
Purpose-selected for extreme aerospace systems, defense applications, and downhole oil & gas tools. Overcoming the difficulties of high temperature alloy machining involves specialized carbide grades and rigid guide bushing settings to stop thermal deflection.
Maintains structural geometry and dimensional integrity under thermal stress.
Non-Ferrous Alloys
Frequent Grades
Aluminum 6061-T6/7075, Brass C36000, Copper, Bronze
Ideal for high-speed machining of electronic connectors, RF housings, and medical components. These soft yet abrasive metals permit ultra-fast surface speeds and brilliant, low-roughness finishes while minimizing mechanical cutting force.
Provides excellent surface finishes and burr-free micro-features.
Engineering Material Advisory: How Material State Influences Swiss Machining Precision
Raw Material Selection & Bar Stock Quality
In Swiss CNC machining, using cold-drawn centerless-ground bar stock is fundamental to maintaining a secure seal against the sliding headstock guide bushing. Minor fluctuations in outer diameter or raw bar roundness lead to irregular clearance variations, driving vibration and concentricity drift across long production runs.
- • Centerless-ground raw stock guarantees outer diameter tolerances within ±0.0005" to avoid vibration.
- • Uniform grain structures eliminate erratic stress release and warp during deep gun-drilling.
- • Strict bar straightness prevents guide bushing binding, safeguarding true positional limits on micro features.
Heat-Treatment Condition Impact
The pre-machining thermal state—whether annealed, normalized, precipitation-hardened, or stress-relieved—regulates tool wear profiles and final component reliability. While annealed stainless steels cut under lesser loads, their ductile nature leads to edge buildup, whereas aged superalloys require rigid setups to prevent localized tool fracturing.
- • Annealed conditions: Lower initial hardness but heightened risk of continuous micro-tearing.
- • Precipitation hardened states: Substantially higher yield strength, requiring fine-tuned feed control.
- • Stress-relieved materials: Essential for thin-walled parts to prevent twisting after cutting forces relax.
Machinability Ratings & Cycle Time Considerations
Vastmaterial analyzes the relationship between material selection and machining cycle times to identify cost optimization paths. Choosing materials with favorable machinability profiles allows engineers to speed up throughput, extend tool lifespan, and secure tighter process capability indices across large volume manufacturing runs.
Custom & Proprietary Alloys
Working with highly specialized, exotic, or proprietary materials? Our manufacturing and engineering team partners directly with your material spec sheets to execute deep tooling reviews, ensuring full process compatibility before machining begins.
Vastmaterial Advantage
By integrating precision investment casting with high-speed Swiss machining, Vastmaterial handles complex raw alloy configurations and post-machining processes to deliver a reliable, single-source manufacturing loop.
Working with a proprietary or uncommon alloy? Provide your material specification sheets alongside your RFQ for specialized tooling analysis.
Submit Material SpecsDesign for Manufacturing (DFM) Guidelines for Cost-Optimized Swiss Turning
Lowering production costs and improving part yield starts at the drawing board. Use these technical DFM insights to align your complex geometries with the high-efficiency capabilities of Swiss CNC machining.
Optimized DFM Practices
- Distribute Tolerances Strategically
Apply ultra-tight tolerances (e.g., ±0.005mm to ±0.01mm) only where functionally necessary. Using relaxed tolerances on non-critical features allows for faster feed rates and extended tool life, directly lowering the price per part.
- Standardize Threads & Internal Features
Design thread profiles and hole depths to match off-the-shelf tooling. Avoiding custom taps or specialized boring bars minimizes setup time and ensures consistent quality during long-run CNC Turning production.
- Specify Clear Concentricity Datums
Designate a single primary datum reference that is easily accessible. This simplifies inspection setups and helps maintain the superior coaxiality that sliding headstock lathes are known for, especially on multi-stepped shafts.
- Design Accessible Fillets & Chamfers
Incorporate small radii at internal corners to accommodate the natural tool nose radius. This prevents sharp-corner stress concentrations and prevents the need for fragile, needle-point tools that slow down cycle times.
Cost & Risk Pitfalls
- Excessive Aspect Ratios with Thin Walls
While Swiss machining excels at long parts, combining a high length-to-diameter ratio with thin walls can lead to vibration or deflection. Vastmaterial recommends temporary support features or structural ribbing to maintain surface integrity.
- Deep, Narrow External Slots
Avoid sharp, narrow grooves that cause chip packing. These features often require multiple passes and frequent tool changes, increasing the risk of scrap and extending the total manufacturing lead time.
- Undefined Burrs on Complex Intersections
Failing to specify permissible burr limits on cross-drilled holes or overlapping features can lead to expensive manual deburring. Define critical edges early to allow for automated in-machine deburring processes.
Essential RFQ Submission Checklist
To provide a precise quote and a comprehensive DFM report, please ensure your submission includes the following technical data. If you’re validating a new design before full production, our Prototype Machining workflow helps confirm tolerances and manufacturability early.
Provide STEP/IGES files for geometry and 2D PDFs for critical tolerances, GD&T, and surface finish callouts.
Clearly state the specific alloy grade and heat-treatment condition (e.g., annealed, hardened) to determine machinability.
Specify any coating, plating, or passivation needs along with target EAU (Estimated Annual Usage) for scale-based pricing.
Swiss Machining Quality Control, Inspection Systems, and Process Traceability
Vastmaterial aligns precision production workflows with demanding global aerospace, medical, and industrial standards through advanced machining. We provide transparent dimensional inspection reports and full heat-number traceability to eliminate incoming inspection risks at your facility.
Stage 1: Raw Material Verification & Bar Stock Preparation
To achieve tight tolerance Swiss machining, incoming precision ground bar stock undergoes strict alloy verification and centerless grinding validation supported by CNC Grinding. This guarantees constant roundness, straightness, and outer diameter stability before material ever loads into the sliding headstock lathe.
Stage 2: Statistical Process Control (SPC) & CPK Monitoring
Production runs begin with a rigorous First Article Inspection (FAI). We implement scheduled automated coordinate measurement system tracking combined with real-time machine tool compensation to actively manage tool wear and maintain high CPK indices on critical miniature dimensions for CNC Turning.
Stage 3: Outbound Validation & Micro-Burr Verification
Our final lot sampling utilizes high-resolution optical comparators, automated vision inspection systems, and digital profilometers. We check for surface roughness limits, complete micro-burr removal, and geometric compliance to guarantee defect-free packaging.

Turnkey Inspection Deliverables
Vastmaterial provides transparent, auditable quality packages customized to your procurement requirements. These verification documents guarantee that every batch of micro precision parts perfectly reflects your engineering drawings.
- Full Dimensional Inspection Reports — Comprehensive first-article and final lot dimensional inspection data mapped directly to your print's ballooned characteristics.
- Material Test Certifications — Mill test reports (MTRs) proving chemical composition and mechanical compliance for stainless steel, titanium, or superalloys.
- Heat-Treatment & Plating Conformance — Independent certifications for specialized post-processing including passivation, anodizing, and case hardening.
- Full Heat-Number Traceability Records — Unbroken manufacturing lineage records linking your finished Swiss turned components to their exact raw material batch.
All documentation is supplied in secure, digital formats ready to integrate seamlessly into your internal quality management system (QMS).
Why Verifiable Traceability Protects Your Supply Chain
In high-precision Swiss turning, structural and dimensional uniformity is critical. Vastmaterial’s three-tier quality framework combines proactive pre-production engineering reviews, strict in-process control gates, and fully documented final validation. This extensive oversight prevents tool drift and maintains critical concentricity, ensuring complex components fit perfectly during final assembly.
By auditing every critical dimension and maintaining rigorous manufacturing histories, we help international supply chain managers reduce risk, simplify regulatory audits, and ensure predictable performance across thousands of units.
Swiss Machining Applications & Targeted Component Features
High-precision Swiss machining applications span critical engineering sectors where tight tolerance small components must meet rigorous dimensional, material, and surface integrity standards. Our sliding headstock lathe capabilities are fine-tuned for the uncompromising demands of aerospace, industrial automation, fluid power, and deep downhole instrumentation.
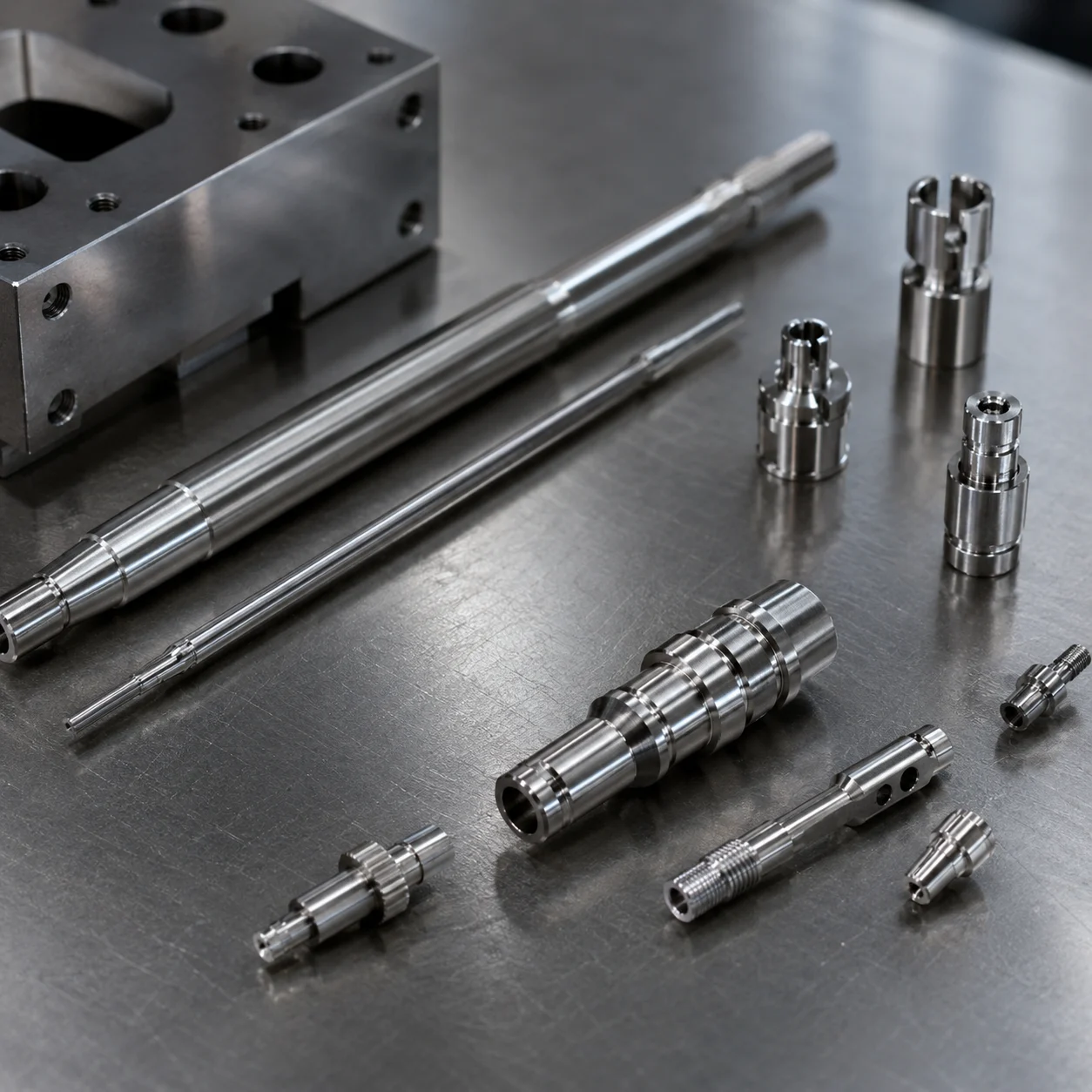
Typical Swiss Turned Parts
Aerospace and defense applications require precision Swiss turning for complex, small components where weight reduction, dimensional stability, and stringent material traceability are critical parameters.
- • Miniature actuator shafts featuring complex multi-stepped profiles
- • High-density instrumentation pins for avionics and flight control assemblies
- • Connector shells and specialized electrical contact housings
- • High-strength fasteners engineered with micro-thread precision
- • Sensor housings requiring flawless cross-axis alignment for hermetic sealing
Critical Features & Quality Focus
Aerospace Swiss CNC machining prioritizes extreme geometric accuracy and zero-defect performance to eliminate field failures in high-vibration and high-altitude environments.
- • High strength-to-weight performance: Advanced machining of titanium, superalloys, and aluminum to minimize mass while protecting mechanical integrity.
- • Flawless thread integrity: Precise execution of Class 3A external and Class 3B internal micro-threads with zero risk of stripping or binding.
- • Deep micro-drilled bores: Stable drilling of axial and radial holes down to Ø0.5 mm for hydraulic fluid passages and embedded instrumentation.
Secondary Finish Operations:
Vastmaterial Advantage: Utilizing our cross-industry manufacturing expertise, our engineering teams map key failure modes and dimensional vulnerabilities early in the DFM phase, ensuring field-ready performance for mission-critical aerospace components.
Swiss Machining Lead Time & Production Lifecycle: From RFQ to Scale
Streamlined RFQ Process
Submit your 2D/3D CAD drawings along with material specs, tolerance requirements, and estimated annual volume for a comprehensive quote.
DFM Review & Alignment
Vastmaterial engineers analyze critical dimensions (CTQs) to optimize machining paths, stabilize manufacturing costs, and minimize lead times.
Prototype to Production
We manufacture initial samples directly on our high-precision Swiss CNC machinery and provide a complete FAI report for client verification.
Process & Quality Locking
Once the prototype is approved, all programming offsets, tooling setups, and quality control protocols are securely locked to eliminate process drift.
High-Volume Serialization
We transition seamlessly into full-scale production, backed by continuous lot traceability, CPK stability data, and on-time delivery guarantees.
Streamlined RFQ Process
Submit your 2D/3D CAD drawings along with material specs, tolerance requirements, and estimated annual volume for a comprehensive quote.
DFM Review & Alignment
Vastmaterial engineers analyze critical dimensions (CTQs) to optimize machining paths, stabilize manufacturing costs, and minimize lead times.
Prototype to Production
We deliver Prototype Machining samples directly on our high-precision Swiss CNC machinery optimized for CNC Turning, and provide a complete FAI report for client verification.
Process & Quality Locking
Once the prototype is approved, all programming offsets, tooling setups, and quality control protocols are securely locked to eliminate process drift.
High-Volume Serialization
We transition seamlessly into full-scale production, backed by continuous lot traceability, CPK stability data, and on-time delivery guarantees.
Swiss Machining FAQ: Precision, Engineering & Logistics
Find expert technical insights regarding tight tolerance Swiss machining capabilities, materials, cost optimization, and how Vastmaterial ensures part consistency from prototyping to high-volume production.
The fundamental difference lies in the sliding headstock and guide bushing mechanism. On a sliding headstock lathe, the raw bar stock moves axially through the guide bushing while the cutting tools remain fixed near the support point. This eliminates material deflection entirely at the point of cut. Traditional fixed-headstock CNC turning centers hold the workpiece in a chuck or collet, making thin, long components highly vulnerable to tool-pressure deflection, chatter, and geometric taper.
Swiss CNC machining is highly recommended when a component's length-to-diameter (L/D) aspect ratio exceeds 3:1 or 4:1. For complex, miniature parts with severe aspect ratios reaching up to 20:1 or more, Swiss turning is the only reliable production method capable of holding tight tolerances and straightness across the entire length without secondary grinding operations.
Yes. Modern multi-axis Swiss turn-mill centers feature live tooling, sub-spindles, and independent Y-axis capability. This configuration allows us to perform intricate off-center cross-drilling, complex slotting, thread-milling, contouring, and back-working features. By achieving complete part fabrication in a single automated setup, we eliminate the cumulative errors and fixture costs associated with secondary handling.
Have a unique technical challenge? Talk to a Vastmaterial applications engineer today for a complete design-for-manufacturing (DFM) review.
Harder materials, such as pre-hardened stainless steels, titanium alloys, or nickel-based superalloys, generate higher tool pressures and accelerated insert wear. While ultra-precise tight tolerance Swiss machining is entirely achievable with these alloys, tool paths, specialized coatings, custom cutting parameters, and advanced cooling fluids must be tightly managed. Vastmaterial optimizes these factors to maintain reliable statistical process control (CPK) over long production runs.
Burr control on micro-sized components starts with engineered tool paths, optimized cut sequencing, and regular tool-lifecycle management to avoid dull edges. For internal configurations or micro-grooves, we deploy sub-spindle mechanical deburring routines directly inside the machine. Depending on your blueprint specifications, post-machining operations like centrifugal barrel tumbling, chemical deburring, or electrochemical polishing can be integrated to ensure 100% burr-free delivery.
To ensure an accurate, fast turnaround on quotes, please upload a 3D CAD model (STEP, IGES, or X_T format) for precise geometry verification, along with a corresponding 2D technical drawing (PDF, DWG, or DXF) that clearly indicates critical dimensions, tolerances, surface roughness limits, raw material specs, and any post-treatment requirements. Please also specify your targeted sample and annual production volumes.
Ready to request a quote? Submit your project data sheets directly via our secure portal for a comprehensive response within 24 hours.
We enforce strict data security protocols across our entire enterprise. All proprietary engineering drawings, technical specifications, and digital models are hosted on secure, restricted-access internal servers. Vastmaterial routinely executes comprehensive Non-Disclosure Agreements (NDAs) prior to file submission, guaranteeing complete confidentiality from original concept assessment through to serial production and shipping.
Request a Precision Swiss Machining Quote
Partner with Vastmaterial for your tight tolerance custom Swiss machined parts and end-to-end machining support. For complex cylindrical features we commonly apply CNC Turning, and for flats/slots and multi-face details we also offer CNC Milling. Submit your engineering drawings below to receive a detailed technical quotation and a complimentary DFM analysis within 24–48 hours.