Serviços de usinagem suíça de precisão para peças micro de tolerância apertada
Mecanização de alta precisão com CNC suíço e produção de torno de cabeça deslizante para geometria complexa, sub-milimétrica, com rastreabilidade completa de lote a lote.
Micro-diametros e altas proporções de aspecto
Usinagem de torneamento complexo em uma única configuração
Escalonamento de protótipo para produção sem costuras
A Vastmaterial integra de forma fluida a usinagem suíça avançada com fundição por investimento pós-usinagem para oferecer um ciclo de fabricação altamente confiável e de fonte única para componentes industriais de alta exigência.
Capacidades de usinagem suíça com tolerância apertada
Verificação instantânea se nossas tolerâncias de usinagem suíça de alta precisão e capacidades de produção estão alinhadas com as especificações das suas peças de micro precisão para Torneamento CNC.
Precisão
Faixa típica de tolerância
±0,005 mm
(±0,0002")
Capacidade dependente do processo, projetada para aplicações de alta repetibilidade.
Diâmetro
Capacidades de diâmetro externo
Ø 0,5–32 mm
Layout otimizado ideal para componentes em escala micro e perfis minúsculos.
Proporção de aspecto
Capacidade Comprimento-diâmetro (L/D)
Até 20:1+
Mantido através da estabilidade do cabeçote deslizante para eliminar a deflexão da peça.
Acabamento da Superfície
Rugosidade de superfície alcançável
Ra 0,4–0,8 μm
(16–32 μin)
Acabamentos de torneamento superiores que minimizam ou eliminam completamente operações secundárias de retificação.
Produção em volume
Capacidade de Escala e Lote
De 100 a mais de 100 mil peças
Transição contínua de engenharia de baixo volume Furação de protótipo para fornecimento contínuo em massa.
Características Complexas
Geometrias Integradas
Ferramentas Multi-Eixo Ativas
Processamento simultâneo de micro-ranhuras, furos cruzados, roscagem de roscas e trabalho de retrocesso.
*Nota: As tolerâncias exatas alcançáveis e os parâmetros dependem diretamente da geometria da peça, grau do material e estado do tratamento térmico. A equipe de engenharia Vastmaterial revisa cada projeto do cliente para corresponder as tolerâncias do desenho com trajetórias de ferramentas otimizadas e dinâmicas específicas do material em nossos serviços de usinagem.
Usinagem CNC Suíça: Quando escolher uma torno com cabeçote deslizante
O Mecanismo Central: Por que a Torneamento Suíço Elimina a Deflexão
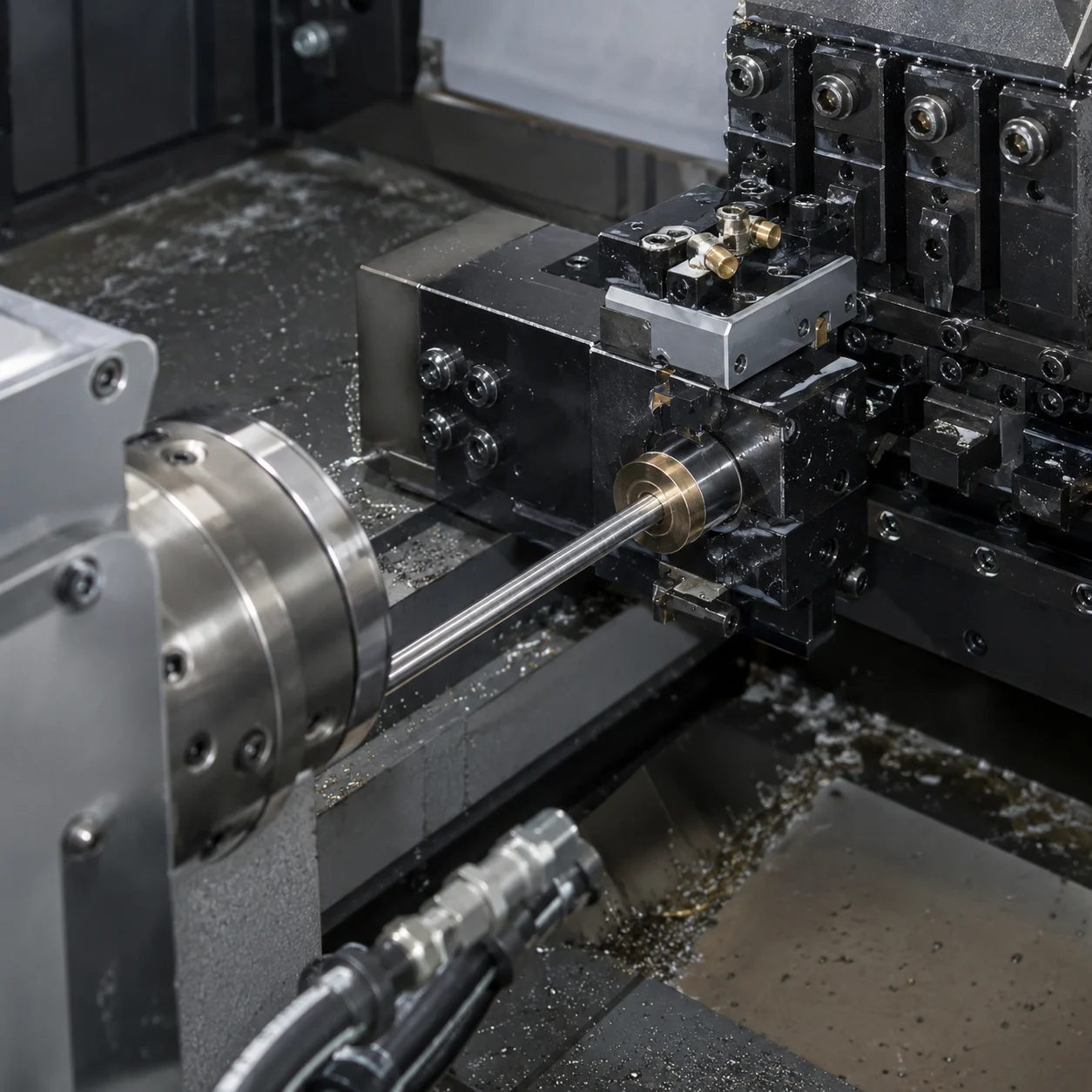
A mudança fundamental na engenharia em centros de torneamento ao estilo suíço centra-se num princípio único e poderoso: suporte do material no ponto de corte. Ao contrário dos tornos CNC tradicionais, onde a peça permanece fixa numa mandril e a ferramenta se move ao longo da peça, um torno suíço alimenta a barra de material através de uma bucha-guia de precisão. A ferramenta de corte opera imediatamente adjacente ao ponto de suporte da bucha-guia — normalmente a poucos milímetros — criando uma zona de trabalho rígida e quase imóvel.
Isto elimina completamente a deflexão do material, independentemente do comprimento da peça. Componentes longos e delgados que se flexionariam e vibrariam num torno convencional permanecem perfeitamente estáveis, permitindo tolerâncias apertadas e acabamentos de superfície superiores mesmo nas geometrias mais desafiantes — especialmente em programas de usinagem de alta precisão.
Vantagens Estratégicas de Produção
- 01Proporções de Aspecto Inigualáveis: Usinagem segura de eixos longos e delgados e pinos sem afunilamento ou vibração, mesmo com relações comprimento-diâmetro superiores a 20:1.
- 02Usinagem Multifuncional em Uma Única Configuração: Ferramentas rotativas, sub-espindes e configurações multi-eixo executam fresagem, perfuração cruzada e fresagem de costas simultaneamente, eliminando completamente erros cumulativos de transferências secundárias de peças.
- 03Rigidez Extrema em Micropeças: Suporte estrutural contínuo permite profundidades de corte agressivas mesmo em diâmetros frágeis de sub-milímetros, sem deflexão ou degradação da superfície.
Arquetipos Ideais de Componentes
A torneamento suíço destaca-se para:
Quando mudar de estratégia: Limites do Processo
Componentes curtos, grossos, de grande diâmetro ou peças dominadas por operações pesadas de fresagem de face são mais adequados para centros de torneamento CNC padrão ou centros de fresagem de 5 eixos. O torneamento suíço destaca-se em geometrias delgadas e complexas — não em materiais grandes e rígidos.
Diferenciador Chave
O ponto de suporte do guia—posicionado a poucos milímetros da ferramenta de corte—é a diferença crítica. Esta proximidade elimina a deflexão que aflige o torneamento CNC convencional em peças longas e delgadas.
Não tem certeza se a geometria da sua peça requer torneamento suíço?
Envie o seu desenho para uma análise de roteamento de processo gratuita e recomendação de especialista.
Torneamento Suíço vs. Torneamento CNC Tradicional: A Vantagem da Estabilidade
✓ Torneadora de Cabeça Deslizante Suíça
- → Material alimentado através do guia de bucha para suporte contínuo
- → Elimina a deflexão em peças longas e delgadas
- → Usinagem de geometria complexa em uma única configuração
- → Ideal para razões de aspecto superiores a 10:1 ou 20:1
- → Acabamento de superfície superior em peças de microescala
○ Centro de Torneamento CNC Tradicional
- → Material segurado na morsa; ferramenta move-se ao longo da peça
- → Susceptível a chatter e deflexão em peças longas
- → Múltiplas configurações necessárias para recursos complexos
- → Mais adequado para componentes curtos e rígidos
- → Erros cumulativos de transferências secundárias
Abordagem Integrada da Vastmaterial
Ao auditar desenhos durante a fase inicial de orçamentação, a Vastmaterial equilibra a escolha entre torneamento suíço independente e métodos de fundição mais usinagem para otimizar a economia final por unidade. Nossa equipe de engenharia avalia a geometria da sua peça, propriedades do material e volume de produção para recomendar o caminho de fabricação mais rentável e confiável—seja torneamento suíço de precisão, fundição por investimento com pós-usinagem ou uma abordagem híbrida.
Este processo consultivo garante que não esteja a especificar excessivamente o equipamento ou processos, e que as suas tolerâncias críticas sejam alcançadas com máxima eficiência e repetibilidade.
Conduzir a Consistência Total das Peças: As Vantagens do Torneamento Suíço de Precisão
As equipas de aquisição e engenharia escolhem as vantagens do usinagem suíça para estabilidade dimensional a longo prazo e mitigação de riscos, em vez de mera capacidade de equipamento. A nossa configuração de usinagem suíça com tolerâncias apertadas minimiza a variação geométrica em ciclos de produção complexos e de alto volume—suportada por serviços de usinagem comprovados.
Eliminação do Erro Cumulativo de Configuração
Execução de configuração única através de sub-espindes síncronos garante uma concentricidade, paralelismo e controlo de desvio total quase perfeitos em perfis intricados, evitando a acumulação de tolerâncias típica de transferências de componentes entre várias máquinas.
Documentação completa do PPAP Nível 3 e relatórios FAI disponíveis mediante solicitação.
Estabilidade Térmica e de Vibração Dinâmica
A proximidade estrutural da cabeça da ferramenta ao guia de bucha numa máquina de torno de cabeça deslizante suprime vibração harmônica. Este mecanismo de suporte rígido protege a integridade da superfície e garante uma usinagem de alta consistência mesmo em geometrias longas e delgadas.
Monitorização de CPK em processo garante verificação dimensional ao longo da produção.
Escalabilidade Sem Costura via Bloqueio de Parâmetros
A transição do protótipo rápido para a produção de alta precisão em tornos suíços de volume elevado utiliza cinemática multi-eixo idêntica. Isto congela variáveis do processo, bloqueia trajetórias de ferramentas e oferece repetibilidade de lote a lote sem compromissos — ideal para programas de produção que também padronizam requisitos de Torneamento CNC.
Rastreabilidade de materiais e certificação completa de lotes de calor são rigorosamente mantidas.
Arquétipos de Produção Adequados ao Propósito
Estrutura de qualidade de três níveis da Vastmaterial— combinando revisões proativas de engenharia pré-produção, portões de controlo rigorosos em processo e validação final totalmente documentada — garante que peças complexas usinadas em torno suíço cheguem exatamente ao seu desenho de engenharia, mitigando defeitos na montagem subsequente como parte do nosso processo de ponta a ponta serviços.
Materiais de Alta Precisão para Usinagem Suíça e Capacidades de Ligas
Descubra como a metalurgia de matérias-primas, tratamentos térmicos pré-usinagem e tolerâncias de barras especializadas ditam limites dimensionais e resultados estruturais em operações de usinagem CNC suíça de tolerância apertada.
Perfis de Aço Inoxidável
Grades Frequentes
AISI 303, 304, 316L, 17-4 PH, 440C
Projetado para instrumentos cirúrgicos, implantes médicos e submontagens marinhas. A execução de usinagem em aço inoxidável suíço requer geometrias avançadas de quebrafios e estratégias contínuas de óleo-refrigerante para mitigar o endurecimento severo do trabalho e garantir perfis de aresta perfeitos, com opcional Retificação CNC para superfícies de vedação críticas.
Suprime a formação de rebarba em operações de microfuração e fresagem de ranhuras profundas.
Aços Carbono e Baixo Liga
Grades Frequentes
12L14, 1215, 4140, 8620
O padrão para pinos de engrenagem industriais, splines multi-passados, tambores hidráulicos e eixos automotivos. Essas ligas oferecem propriedades excepcionais de fratura de cavaco e ciclos de desgaste previsíveis das ferramentas—ideais para fluxos de trabalho de torneamento CNC de alto volume—maximizando a produtividade total.
Permite tempos de ciclo rápidos com repetibilidade de peças de microprecisão.
Superligas e Metais Refratários
Grades Frequentes
Inconel 625/718, Titânio Grau 2/5, Hastelloy, Monel
Selecionados para sistemas aeroespaciais extremos, aplicações de defesa e ferramentas de perfuração de petróleo e gás. Superar as dificuldades da usinagem de ligas de alta temperatura envolve grades de carbeto especializadas e configurações rígidas de buchas-guia para evitar deflexão térmica.
Mantém a geometria estrutural e a integridade dimensional sob estresse térmico.
Ligas Não Ferrosas
Grades Frequentes
Alumínio 6061-T6/7075, Latão C36000, Cobre, Bronze
Ideal para usinagem de alta velocidade de conectores eletrônicos, carcaças RF e componentes médicos. Esses metais macios, porém abrasivos, permitem velocidades superficiais ultra-rápidas e acabamentos brilhantes de baixa rugosidade, minimizando a força de corte mecânica.
Proporciona excelentes acabamentos de superfície e microcaracterísticas sem rebarba.
Conselho de Materiais de Engenharia: Como o Estado do Material Influencia na Precisão da Usinagem Suíça
Seleção de Matéria-Prima & Qualidade do Barramento
Na usinagem CNC suíça, o uso de barras de matéria-prima de diâmetro externo controlado por laminação a frio e usinadas por centro é fundamental para manter uma vedação segura contra a bucha-guia do cabeçote deslizante. Pequenas flutuações no diâmetro externo ou na roundness da barra bruta levam a variações irregulares de folga, causando vibração e desvio de concentricidade ao longo de longas séries de produção.
- • A matéria-prima usinada por laminação a frio garante tolerâncias de diâmetro externo dentro de ±0,0005" para evitar vibração.
- • Estruturas de grão uniformes eliminam a libertação errática de tensão e deformações durante perfuração profunda.
- • A rigorosa retidão da barra impede o travamento do guia de bucha, salvaguardando os limites de posição verdadeiros em microcaracterísticas.
Impacto do Estado de Tratamento Térmico
O estado térmico pré-mecanização—seja recozido, normalizado, endurecido por precipitação ou alívio de tensão—regula os perfis de desgaste da ferramenta e a fiabilidade final do componente. Enquanto os aços inoxidáveis recozidos cortam sob cargas menores, a sua natureza dúctil leva ao acúmulo de arestas, enquanto as superligas envelhecidas requerem configurações rígidas para evitar fraturas localizadas na ferramenta.
- • Condições recozidas: Menor dureza inicial, mas maior risco de micro-rasgamentos contínuos.
- • Estados endurecidos por precipitação: Resistência ao escoamento substancialmente superior, exigindo controlo de avanço ajustado.
- • Materiais aliviados de tensão: Essenciais para peças de paredes finas para evitar torções após a relaxação das forças de corte.
Classificações de usinabilidade e considerações de ciclo de produção
A Vastmaterial analisa a relação entre a seleção de materiais e os tempos de ciclo de usinagem para identificar caminhos de otimização de custos. A escolha de materiais com perfis de usinabilidade favoráveis permite aos engenheiros acelerar o throughput, prolongar a vida útil da ferramenta e garantir índices de capacidade de processo mais apertados em produções de grande volume.
Ligas personalizadas e proprietárias
A trabalhar com materiais altamente especializados, exóticos ou proprietários? A nossa equipa de fabricação e engenharia colabora diretamente com as fichas técnicas do seu material para realizar revisões aprofundadas de ferramentas, garantindo compatibilidade total do processo antes do início da usinagem.
Vastmaterial Vantagem
Ao integrar fundição de precisão com usinagem suíça de alta velocidade, a Vastmaterial gere configurações complexas de ligas brutas e processos pós-usinagem para fornecer um ciclo de fabricação fiável e de fonte única.
A trabalhar com uma liga proprietária ou incomum? Forneça as fichas técnicas do seu material juntamente com o seu RFQ para análise especializada de ferramentas.
Enviar Especificações do MaterialDiretrizes de Design para Fabricação (DFM) para Torneamento Suíço de Custos Otimizados
Reduzir custos de produção e melhorar o rendimento das peças começa na fase de desenho. Utilize estas percepções técnicas de DFM para alinhar as suas geometrias complexas com as capacidades de alta eficiência do CNC suíço.
Práticas de DFM Otimizadas
- Distribua as Tolerâncias de Forma Estratégica
Aplique tolerâncias ultra-precisas (por exemplo, ±0,005mm a ±0,01mm) apenas onde for funcionalmente necessário. Utilizar tolerâncias mais relaxadas em características não críticas permite velocidades de alimentação mais rápidas e maior durabilidade da ferramenta, reduzindo diretamente o custo por peça.
- Padronize Roscas e Características Internas
Projete perfis de rosca e profundidades de furos para corresponder às ferramentas disponíveis no mercado. Evitar machados personalizados ou barras de furação especializadas minimiza o tempo de preparação e garante uma qualidade consistente durante a produção de Torneamento CNC de longa duração.
- Especifique Referências de Concentricidade Claras
Indique uma única referência de datum primária que seja facilmente acessível. Isso simplifica as configurações de inspeção e ajuda a manter a coaxialidade superior pela qual os tornos de cabeça deslizante são conhecidos, especialmente em eixos com múltiplos degraus.
- Projete Filetes e Chanfros Acessíveis
Incorpore pequenos raios nos cantos internos para acomodar o raio natural do nariz da ferramenta. Isso evita concentrações de tensão em cantos agudos e elimina a necessidade de ferramentas frágeis de ponta de agulha que desaceleram os tempos de ciclo.
Armadilhas de Custo e Risco
- Razões Excessivas de Aspecto com Paredes Finas
Embora a usinagem suíça seja excelente para peças longas, combinar uma alta relação comprimento-diâmetro com paredes finas pode levar a vibração ou deflexão. A Vastmaterial recomenda recursos de suporte temporários ou nervuras estruturais para manter a integridade da superfície.
- Ranuras Externas Profundas e Estreitas
Evite ranhuras afiadas e estreitas que causam empacotamento de cavacos. Essas características frequentemente requerem múltiplas passagens e trocas frequentes de ferramenta, aumentando o risco de desperdício e prolongando o tempo total de fabricação.
- Burrs Não Definidos em Interseções Complexas
Falhar em especificar limites permissíveis de rebarbas em furos perfurados transversalmente ou características sobrepostas pode levar a um desbaste manual dispendioso. Defina arestas críticas cedo para permitir processos automatizados de desbaste na máquina.
Lista de Verificação Essencial para Submissão de RFQ
Para fornecer uma cotação precisa e um relatório abrangente de DFM, por favor, assegure que sua submissão inclua os seguintes dados técnicos. Se estiver validando um novo projeto antes da produção completa, o nosso fluxo de trabalho de Usinagem de Protótipos ajuda a confirmar tolerâncias e manufacturabilidade precocemente.
Forneça ficheiros STEP/IGES para geometria e PDFs 2D para tolerâncias críticas, GD&T e indicações de acabamento superficial.
Indique claramente a classificação específica da liga e a condição de tratamento térmico (por exemplo, recozido, endurecido) para determinar a usinabilidade.
Especifique quaisquer necessidades de revestimento, galvanização ou passivação juntamente com o EAU alvo (Utilização Anual Estimada) para preços baseados na escala.
Controlo de Qualidade de Usinagem Suíça, Sistemas de Inspeção e Rastreabilidade de Processos
A Vastmaterial alinha fluxos de produção de precisão com padrões exigentes globais na aviação, medicina e indústria através de usinagem avançada. Fornecemos relatórios de inspeção dimensional transparentes e rastreabilidade completa do número de lote para eliminar riscos na inspeção de entrada na sua instalação.
Etapa 1: Verificação de Matéria-Prima e Preparação de Barras de Material
Para alcançar uma usinagem suíça com tolerâncias apertadas, as barras de material de alta precisão passam por uma verificação rigorosa de liga e validação de moagem sem centro suportada por CNC Grinding. Isto garante uma estabilidade constante de redondeza, retidão e diâmetro externo antes do material ser carregado na máquina de cabeça deslizante.
Etapa 2: Controlo Estatístico de Processo (CEP) e Monitorização CPK
As séries de produção começam com uma inspeção rigorosa do primeiro artigo (FAI). Implementamos um sistema automatizado de medição por coordenadas programado, combinado com compensação em tempo real da ferramenta, para gerir ativamente o desgaste da ferramenta e manter índices CPK elevados em dimensões críticas de miniatura para Torneamento CNC.
Etapa 3: Validação de Saída e Verificação de Micro-Borbo
A nossa amostragem final de lote utiliza comparadores ópticos de alta resolução, sistemas automatizados de inspeção visual e profilómetros digitais. Verificamos limites de rugosidade superficial, remoção completa de micro-borbo e conformidade geométrica para garantir embalagens sem defeitos.

Entregas de Inspeção Chave na Mão
A Vastmaterial fornece pacotes de qualidade transparentes e auditáveis, personalizados de acordo com os seus requisitos de aquisição. Estes documentos de verificação garantem que cada lote de peças de precisão micro reflete perfeitamente os seus desenhos de engenharia.
- Relatórios Completos de Inspeção Dimensional — Dados abrangentes de inspeção dimensional do primeiro artigo e do lote final, mapeados diretamente às características destacadas do seu desenho.
- Certificados de Teste de Material — Relatórios de ensaio de fábrica (MTRs) que comprovam a composição química e conformidade mecânica para aço inoxidável, titânio ou superligas.
- Conformidade com Tratamento Térmico e Revestimentos — Certificações independentes para pós-processamento especializado, incluindo passivação, anodização e endurecimento de superfície.
- Registos de Rastreabilidade do Número de Lote Completo — Registos ininterruptos de linhagem de fabricação que ligam os seus componentes acabados de torneamento suíço ao seu lote de matéria-prima exato.
Toda a documentação é fornecida em formatos digitais seguros, prontos para integrar-se perfeitamente no seu sistema interno de gestão da qualidade (QMS).
Por que a Rastreabilidade Verificável Protege a Sua Cadeia de Abastecimento
Na usinagem suíça de alta precisão, a uniformidade estrutural e dimensional é fundamental. A estrutura de qualidade de três níveis da Vastmaterial combina revisões proativas de engenharia antes da produção, controlos rigorosos durante o processo e validação final totalmente documentada. Esta supervisão extensiva previne desvios das ferramentas e mantém a concentricidade crítica, garantindo que componentes complexos encaixem perfeitamente durante a montagem final.
Ao auditar cada dimensão crítica e manter históricos rigorosos de fabricação, ajudamos gestores de cadeias de abastecimento internacionais a reduzir riscos, simplificar auditorias regulatórias e garantir desempenho previsível em milhares de unidades.
Aplicações de Usinagem Suíça & Características de Componentes Específicos
As aplicações de usinagem suíça de alta precisão abrangem setores de engenharia críticos onde componentes pequenos com tolerâncias apertadas devem atender a rigorosos padrões de dimensão, material e integridade superficial. As nossas capacidades de torno de cabeça deslizante são ajustadas para as exigências implacáveis da aviação, automação industrial, energia hidráulica e instrumentação de perfuração profunda.
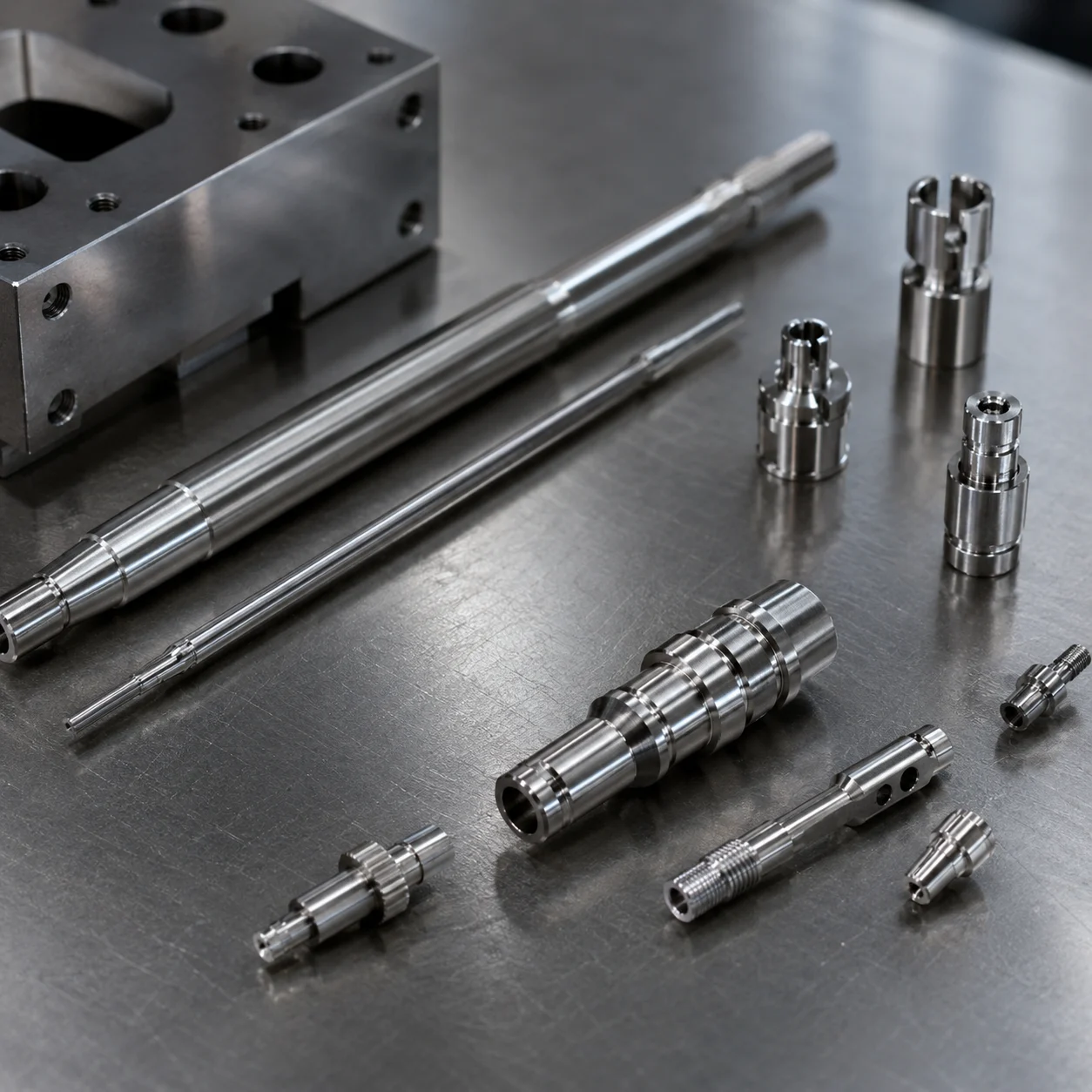
Peças Típicas Usinadas Suíças
As aplicações de usinagem suíça para aeroespacial e defesa requerem usinagem de precisão para componentes complexos e pequenos, onde a redução de peso, estabilidade dimensional e rastreabilidade rigorosa de materiais são parâmetros críticos.
- • Eixos de atuador em miniatura com perfis complexos de múltiplos degraus
- • Pinos de instrumentação de alta densidade para aviões e conjuntos de controlo de voo
- • Carcaças de conectores e alojamentos especializados de contactos elétricos
- • Fixadores de alta resistência projetados com micro-roscas de precisão
- • Carcaças de sensores que requerem alinhamento perfeito em vários eixos para vedação hermética
Características Críticas & Foco na Qualidade
A usinagem suíça para aeroespacial prioriza uma precisão geométrica extrema e desempenho sem defeitos para eliminar falhas em campo em ambientes de alta vibração e grande altitude.
- • Desempenho de alta resistência em relação ao peso: Usinagem avançada de titânio, superligas e alumínio para minimizar a massa enquanto protege a integridade mecânica.
- • Integridade do fio impecável: Execução precisa de micro-hilos externos de Classe 3A e internos de Classe 3B com risco zero de strip ou bloqueio.
- • Furos micro-perfurados profundos: Perfuração estável de orifícios axiais e radiais até Ø0,5 mm para passagens de fluido hidráulico e instrumentação embutida.
Operações secundárias de acabamento:
Vantagem de material vasto: Utilizando a nossa experiência de fabricação entre indústrias, as nossas equipas de engenharia mapeiam modos de falha chave e vulnerabilidades dimensionais cedo na fase de DFM, garantindo desempenho pronto para o campo em componentes aeroespaciais críticos.
Prazo de Fabricação de Usinagem Suíça & Ciclo de Vida da Produção: Desde RFQ até Escala
Processo de RFQ Simplificado
Envie os seus desenhos CAD 2D/3D juntamente com especificações de material, requisitos de tolerância e volume anual estimado para uma cotação abrangente.
Revisão & Alinhamento DFM
Os engenheiros da Vastmaterial analisam dimensões críticas (CTQs) para otimizar os caminhos de usinagem, estabilizar os custos de fabricação e minimizar os prazos de entrega.
Protótipo até à Produção
Fabricamos amostras iniciais diretamente nas nossas máquinas CNC suíças de alta precisão e fornecemos um relatório completo de FAI para verificação do cliente.
Fixação de Processo & Qualidade
Após a aprovação do protótipo, todos os offsets de programação, configurações de ferramentas e protocolos de controlo de qualidade são bloqueados de forma segura para eliminar desvios no processo.
Serialização de Alto Volume
Fazemos a transição de forma fluida para a produção em grande escala, apoiada por rastreabilidade contínua de lotes, dados de estabilidade CPK e garantias de entrega pontual.
Processo de RFQ Simplificado
Envie os seus desenhos CAD 2D/3D juntamente com especificações de material, requisitos de tolerância e volume anual estimado para uma cotação abrangente.
Revisão & Alinhamento DFM
Os engenheiros da Vastmaterial analisam dimensões críticas (CTQs) para otimizar os caminhos de usinagem, estabilizar os custos de fabricação e minimizar os prazos de entrega.
Protótipo até à Produção
Entregamos amostras de usinagem de protótipos diretamente nas nossas máquinas CNC suíças de alta precisão otimizadas para Torneamento CNC, e fornecemos um relatório completo de FAI para verificação do cliente.
Fixação de Processo & Qualidade
Após a aprovação do protótipo, todos os offsets de programação, configurações de ferramentas e protocolos de controlo de qualidade são bloqueados de forma segura para eliminar desvios no processo.
Serialização de Alto Volume
Fazemos a transição de forma fluida para a produção em grande escala, apoiada por rastreabilidade contínua de lotes, dados de estabilidade CPK e garantias de entrega pontual.
Perguntas Frequentes sobre Usinagem Suíça: Precisão, Engenharia & Logística
Encontre insights técnicos especializados sobre capacidades de usinagem suíça com tolerâncias apertadas, materiais, otimização de custos e como a Vastmaterial garante a consistência das peças desde o protótipo até à produção em grande volume.
A diferença fundamental reside no mecanismo de cabeça deslizante e guia de bucha. Num torno de cabeça deslizante, a barra de matéria-prima move-se axialmente através da guia de bucha enquanto as ferramentas de corte permanecem fixas perto do ponto de suporte. Isto elimina completamente a deflexão do material no ponto de corte. Os centros de torneamento CNC de cabeça fixa seguram a peça em um mandril ou colar, tornando componentes finos e longos altamente vulneráveis à deflexão por pressão da ferramenta, vibração e taper geométrico.
A usinagem CNC suíça é altamente recomendada quando a relação comprimento-diâmetro (L/D) de um componente excede 3:1 ou 4:1. Para peças complexas e minúsculas com relações de aspecto severas que atingem até 20:1 ou mais, a usinagem suíça é o único método de produção confiável capaz de manter tolerâncias apertadas e retidão ao longo de toda a extensão sem operações secundárias de retificação.
Sim. Centros de torno-fresagem suíça modernos multi-eixo apresentam ferramentas dinâmicas, sub-espindes e capacidade independente de eixo Y. Esta configuração permite realizar perfurações cruzadas intricadas fora do centro, fresagem de ranhuras complexas, fresagem de roscas, contorno e recursos de trabalho reverso. Ao alcançar a fabricação completa da peça em uma única configuração automatizada, eliminamos os erros cumulativos e os custos de fixação associados ao manuseio secundário.
Tem um desafio técnico único? Fale hoje com um engenheiro de aplicações da Vastmaterial para uma revisão completa de conceção para fabricação (DFM).
Materiais mais duros, como aços inoxidáveis pré-endurecidos, ligas de titânio ou superligas à base de níquel, geram maiores pressões na ferramenta e desgaste acelerado das insertos. Embora a usinagem suíça de tolerâncias apertadas e ultra-precisas seja totalmente possível com essas ligas, os trajetos das ferramentas, revestimentos especializados, parâmetros de corte personalizados e fluidos de refrigeração avançados devem ser geridos de forma rigorosa. A Vastmaterial otimiza esses fatores para manter um controlo estatístico de processo confiável (CPK) ao longo de longas séries de produção.
O controlo de rebarbas em componentes de tamanho micro começa com trajetos de ferramentas engenheirados, sequenciamento de cortes otimizado e gestão regular do ciclo de vida das ferramentas para evitar arestas cegas. Para configurações internas ou ranhuras micro, implementamos rotinas de desbarba mecânica com sub-espindes diretamente dentro da máquina. Dependendo das especificações do seu projeto, operações pós-usinagem como tumbling centrífugo, desbarba química ou polimento eletroquímico podem ser integradas para garantir uma entrega sem rebarbas 100%.
Para garantir uma resposta rápida e precisa às cotações, envie um modelo CAD 3D (STEP, IGES ou X_T) para verificação geométrica precisa, juntamente com um desenho técnico 2D correspondente (PDF, DWG ou DXF) que indique claramente dimensões críticas, tolerâncias, limites de rugosidade superficial, especificações do material bruto e quaisquer requisitos de tratamento pós-usinagem. Por favor, também indique as suas amostras alvo e volumes de produção anuais.
Pronto para solicitar uma cotação? Envie as fichas de dados do seu projeto diretamente através do nosso portal seguro para uma resposta abrangente dentro de 24 horas.
Implementamos protocolos rigorosos de segurança de dados em toda a nossa empresa. Todos os desenhos de engenharia proprietários, especificações técnicas e modelos digitais são alojados em servidores internos seguros e de acesso restrito. A Vastmaterial executa rotineiramente Acordos de Confidencialidade (NDAs) abrangentes antes do envio de ficheiros, garantindo total confidencialidade desde a avaliação do conceito original até à produção em série e envio.
Solicite uma Cotação de Usinagem Suíça de Precisão
Faça parceria com a Vastmaterial para as suas peças personalizadas de tolerância apertada e suporte de usinagem de ponta a ponta. Para recursos cilíndricos complexos, aplicamos frequentemente Torneamento CNC, e para planos/ranhuras e detalhes de múltiplas faces também oferecemos Fresagem CNC. Envie as suas plantas de engenharia abaixo para receber uma cotação técnica detalhada e uma análise DFM gratuita dentro de 24–48 horas.