Presisjon sveitsisk maskineringstenester for tette toleransar i mikro-deler
Høgpresisjons sveitsisk CNC-maskinering og glidehodeproduksjon for komplekse, sub-millimetergeometriar med full sporbarheit frå parti til parti.
Mikro-diameterar og høge aspektforhold
Ein-setup komplekse dreiing- og fresing
Sømløs prototype-til-produksjons-skaling
Vastmateriale integrerer sømløst avansert sveitsisk dreiing med investeringsstøping etter-maskinering for å levere ein svært påliteleg, einskild-kjelde produksjonsloop for industrielt komponentar med høge krav.
Tette toleransar for sveitsisk maskineringsevner
Verifiser umiddelbart om våre høgpresisjons sveitsiske dreiingstoleransar og produksjonskapasitetar stemmer overeins med dine spesifikasjonar for mikro-presisjonsdeler for CNC-snekring.
Nøyaktigheit
Typisk toleransespekter
±0,005 mm
(±0,0002")
Prosessavhengig kapasitet utvikla for høgrepetheit-krav.
Diameter
Ytre diameter-evner
Ø 0,5–32 mm
Optimalisert oppsett, ideelt for mikro-skala komponentar og miniatyrprofilar.
Aspektforhold
Lengde-til-Diameter (L/D) Kapasitet
Opp til 20:1+
Opprettholdt via glidande hovudstokkestabilitet for å eliminere delavbøying.
Overflatefinish
Oppnåeleg overflatetørrleik
Ra 0,4–0,8 μm
(16–32 μin)
Overlegen dreiavslutningar som minimerer eller fullstendig eliminerer sekundærslipingsoperasjonar.
Volumproduksjon
Skala- og batchkapasitet
100 til 100k+ stk
Sømløs overgang frå lågvolums ingeniørarbeid Prototype Maskinering til kontinuerleg masseforsyning.
Fleire funksjonar
Integrerte geometriar
Fleraksis live-verktøy
Samtidig behandling av mikro-spor, tverrhol, gjengeskjering og bakarbeid.
*Merk: Nøyaktige oppnåelege toleransar og parameterar avhenger direkte av delgeometrien, materialkvaliteten og varmebehandlingsstatus. Vastmaterial sitt ingeniørteam vurderer kvart klientteikning for å matche toleransar med optimaliserte verktøybanar og spesifikke materialdynamikk på tvers av våre maskineringstenester.
Sveitsisk CNC-maskinering: Når bør du velje ein glidande hovudstokk dreiebenk
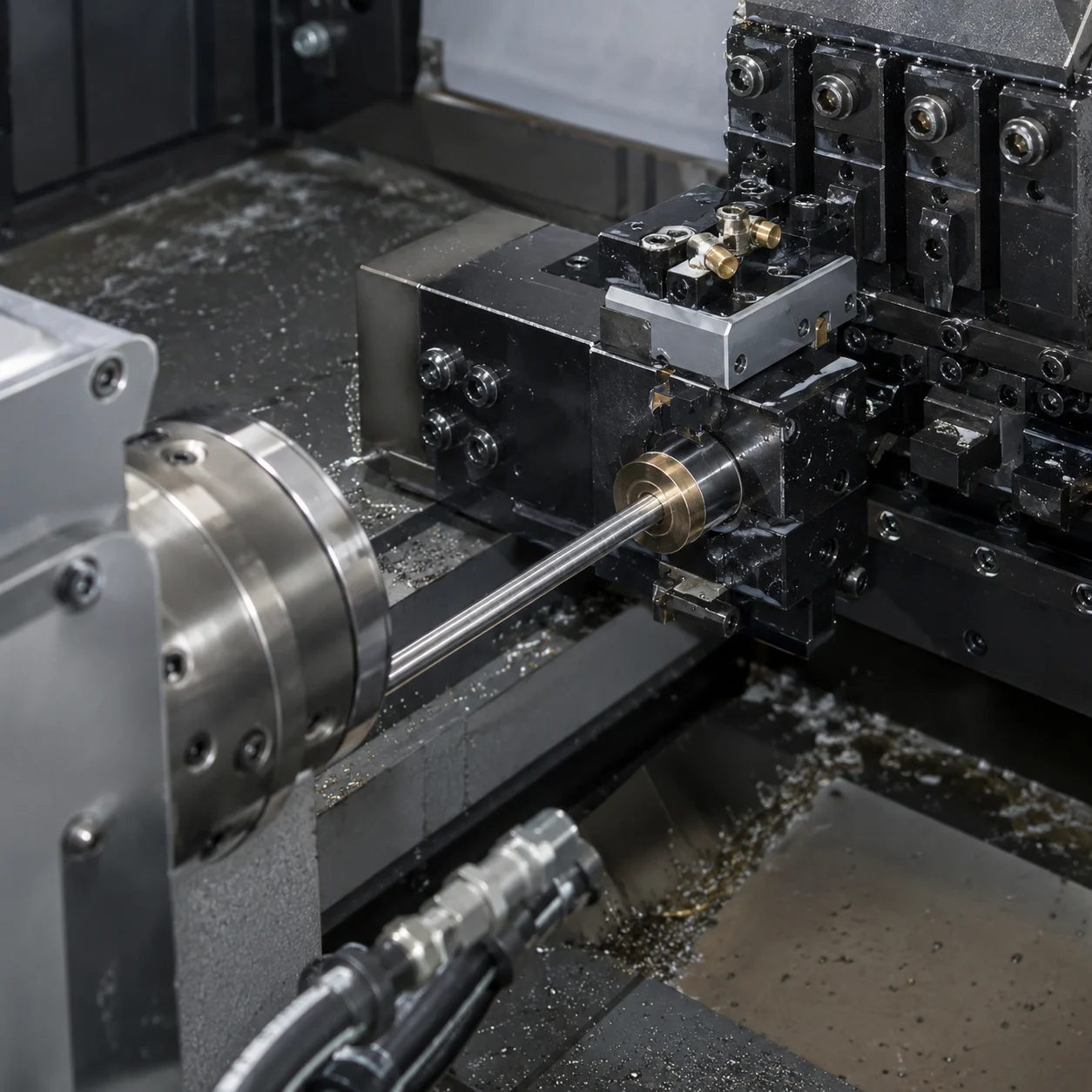
Kjernen: Kvifor sveitsisk dreiing eliminerer avbøying
Den grunnleggjande ingeniørskiftet i sveitsiske dreiingssenter er basert på eit enkelt, kraftfullt prinsipp: materialstøtte ved kuttepunktet. I motsetnad til tradisjonelle CNC-dreiebenkar der stokken heldt fast i ei klype og verktøyet beveger seg langs delen, føder ein sveitsisk dreiebenk stokken gjennom ein presisjonsstyringsbøsning. Skjæringsverktøyet opererer umiddelbart ved sida av støttepunktet til styringsbøyselet—vanlegvis innan millimeter—og skaper eit stivt, nesten ubevegeleg arbeidsområde.
Dette eliminerer materialbøying fullstendig, uavhengig av delens lengde. Lange, slanke komponentar som ville bøye og skakke på ein konvensjonell dreiebenk, forblir heilt stabile, noko som gjer det mogleg å oppnå stramme toleransar og overlegen overflatefinish på sjølv dei mest utfordrande geometriane—særleg i høg-precisjons maskineringsprogram.
Strategiske produksjonsfordelar
- 01 Uslåelege aspektforhold: Sikker maskinering av lange, slanke akslar og stiftar utan taper eller skakke, sjølv ved lengde-til-diameter-forhold over 20:1.
- 02 Fleksibel maskinering med éin oppsett: Live-verktøy, under-spindlar og multi-akse konfigurasjonar utfører fresing, tverrboring og bakfresing samtidig, og eliminerer heilt kumulative feil frå sekundære deloverføringar.
- 03 Ekstrem stivheit på mikro-deler: Kontinuerleg strukturell støtte gjer det mogleg med aggressive kutte djupner sjølv på skjøre, sub-millimeter diameter utan bøying eller overflateforringing.
Ideelle komponentar
Sveitsisk dreiing er spesielt godt for:
Når å vende: Prosessgrenser
Korte, tjukke, store diameter komponentar eller delar dominert av tunge ansiktsfresingsoperasjonar passar betre for standard CNC-dreiing eller 5-akse fresingsentere. Sveitsisk dreiing er spesielt godt på slanke, komplekse geometriar—ikkje på store, stive råvarer.
Viktige skilje
Støttepunktet for guidebussen—plassert innanfor millimeter av kutteverktøyet—er den kritiske forskjellen. Denne nærleiken eliminerer bøying som plagar konvensjonell CNC-dreiing på lange, slanke delar.
Usikker på om geometrien til delen din krev Swiss Turning?
Last opp teikninga di for ein gratis prosessrutinganalyse og ekspertanbefaling.
Swiss Turning vs. Tradisjonell CNC Turning: Stabilitetsfordelen
✓ Swiss Sliding Headstock Dreiebenk
- → Materialet blir ført gjennom styringsbussjett for kontinuerleg støtte
- → Fjerar avbøying på lange, tynne delar
- → Enkeltoppsett maskinering av kompleks geometria
- → Ideell for aspektforhold over 10:1 eller 20:1
- → Overlegen overflatefinish på mikro-skala delar
○ Tradisjonelt CNC Turning-senter
- → Materialet heldt i klypen; verktøyet beveger seg langs delen
- → Sårbar for hakk og avbøying på lange delar
- → Fleire oppsett krevst for komplekse funksjonar
- → Passar betre for korte, stive komponentar
- → Kumulative feil frå sekundære overføringar
Vastmaterialets integrerte tilnærming
Ved å revidere teikningar under tidleg tilbudsfasen, balanserer Vastmaterial valget mellom einskild Swiss turning og støping-pluss-maskinering for å optimalisere sluttkostnaden. Vårt ingeniørteam vurderer geometrien på delen, materialeigenskapar og produksjonsvolum for å anbefale den mest kostnadseffektive og pålitelege produksjonsvegen—om det er presisjons Swiss turning, investeringsstøping med etterbehandling, eller ein hybridmetode.
Denne rådgivande prosessen sikrar at du ikkje overspesifiserer utstyr eller prosessar, og at dine kritiske toleransar blir oppnådd med maksimal effektivitet og reproduserbarheit.
Køyrings total delkonsistens: Fordelane med presisjons sveitsisk dreiing
Innkjøps- og ingeniørteam vel sveitsiske maskineringsfordelar for langsiktig dimensjonsstabilitet og risikoreduksjon framfor berre utstyrs kapasitet. Vår strenge toleranse sveitsiske maskineringsoppsett minimerer geometrisk variasjon over komplekse, høgvolums produksjonssyklusar—støtta av dokumenterte maskineringsservice.
Eliminasjon av kumulativ oppsettfeil
Einskild-setup utførelse gjennom synkrone under-spindlar sikrar nær perfekt konsentrisitet, paralellisme og total avvikskontroll over intrikate profileringar, og omgår toleranse-stablinga som er typisk for overføring av komponentar mellom fleire maskiner.
Full PPAP nivå 3 dokumentasjon og FAI-rapporter tilgjengelege på forespørsel.
Dynamisk termisk og vibrasjonsstabilitet
Den strukturelle nærleiken mellom verktøyhodet og styringsbussen på ein glidehode-snekkemaskin undertrykkjer harmonisk vibrasjon. Denne stive støttemekanismen beskytter overflatestrukturen og garanterer høg konsistens i maskineringa sjølv på lange, slanke geometriar.
In-process CPK-overvaking sikrar dimensjonskontroll gjennom heile produksjonen.
Sømløs skalering via parameterlåsing
Overgangen frå rask prototyping til høgvolums presisjons-sveitsisk dreiing nyttar identiske multi-aksiale kinematikk. Dette låser prosessvariablar, låser verktøybanar, og leverer uforuretta batch-til-batch-repetisjon—ideelt for produksjonsprogram som også standardiserer CNC-dreiing krav.
Materialsporbarheit og full varme-lotsertifisering vert strengt oppretthalde.
Produksjonsarchetypar som er tilpassa formålet
Vastmaterials tre-nivå kvalitetsrammeverk—som kombinerer proaktiv føre-produksjons ingeniørgjennomgang, strenge kontrollpunkt under produksjonen, og fullstendig dokumentert sluttvalidering—sikrar at komplekse sveitsiske dreide delar kjem nøyaktig i henhold til dine ingeniørteikningar, og reduserer etterfølgjande monteringsfeil som ein del av vår ende-til-ende-prosess tenester.
Høg-precision sveitsisk maskinering av materialar og legeringsevner
Oppdag korleis råmateriale-metallurgi, føre-maskinering termiske behandlingar, og spesialiserte stangestokkar toleransar bestemmer dimensjonsgrenser og strukturelle utfall i strenge toleranse sveitsisk CNC-maskinering.
Stainless steel-profilar
Hyppige grader
AISI 303, 304, 316L, 17-4 PH, 440C
Utvikla for kirurgiske instrument, medisinske implantat og marine undermontering. Å utføre rustfritt stålsveismaskinering i Sveits krev avanserte skjærebros geometrier og kontinuerlege olje-kjølestrategiar for å redusere alvorleg arbeidsharding og sikre feilfrie kantprofilar, med valfrie CNC-slipjing for kritiske tettingsflater.
Undertrykker burr-danning i mikroboring og djupe sporingsoperasjonar.
Karbon- og lågalloyale stål
Hyppige grader
12L14, 1215, 4140, 8620
Standard for industrielle tannhjulspikrar, fleirtrinnsplines, hydrauliske spolar og bilakser. Desse legeringane leverer framifrå skjærebrot-eigenskapar og føreseielege verktøy-slitasjesyklusar—ideelle for høgvolums CNC Dreiingsarbeid—maksimerer total utbytteproduksjon for produksjon.
Gjer det mogleg med raske syklustider med mikro-presisjonsdelar gjentaking.
Superlegeringar & Refraktære metallar
Hyppige grader
Inconel 625/718, Titan Grad 2/5, Hastelloy, Monel
Valgt for ekstreme luftfartssystem, forsvarsapplikasjonar og borehull for olje og gass. Å overvinne utfordringane med høgtemperaturlegeringar involverer spesialiserte karbidgrader og strenge styringsinnstillinger for guidebøsinger for å stoppe termisk avbøying.
Opprettholder strukturell geometri og dimensjonell integritet under termisk stress.
Ikke-jernholdige legeringar
Hyppige grader
Aluminium 6061-T6/7075, Messing C36000, Kobber, Bronse
Ideell for høghastighets maskinering av elektroniske koblinger, RF-hus og medisinske komponentar. Desse mjuke, men slipande metallene tillèt ultrahøg overflatetempo og strålende, låg-ruhets finishar medan dei minimerer mekanisk skjærekraft.
Gjev utmerkede overflatefinishar og burr-frie mikro-funksjonar.
Råmateriale-råd: Korleis materialtilstand påverkar presisjonen i sveitsisk maskinering
Val av råmateriale & Kvalitet på stangmateriale
I sveitsisk CNC-maskinering er bruk av kaldtrekte, senterlausslipte stangmateriale grunnleggjande for å oppretthalde ein sikker tetning mot guidebøssinga i hovudstokken. Mindre svingningar i ytre diameter eller råstangens rundleik fører til uregelmessige klaringsvariasjonar, som driv vibrasjon og senteravvik over lange produksjonsløp.
- • Senterlausslipte råstoff garanterer ytre diameter-toleransar innan ±0,0005.
- • Jevne kornstrukturar eliminerer uforutsigbar stressfrigjering og deformasjon under djupt skytevåpenboring.
- • Streng retthet på stanga forhindrar styringsbussingsbinding, og sikrar sanna posisjonsgrenser på mikrofunksjonar.
Innverknad av varmebehandlingsforhold
Den før-maskinerings termiske tilstanden—om den er annealert, normalisert, precipitasjonsherda eller stressavlasta—regulerer verktøyets slitedybdar og sluttkomponentens pålitelegheit. Medan annealert rustfritt stål skjæres under mindre belastningar, fører deira duktilitet til oppbygging av kantar, medan aldrande superlegeringar krev strenge oppsett for å forhindre lokal fraktur i verktøyet.
- • Annealert tilstand: Lavare innleiande hardheit, men auka risiko for kontinuerleg mikro-riving.
- • Precipitertherda tilstandar: Betydelig høgare flytegrense, som krev finjustert fôring.
- • Stressavlasta materialar: Essensielt for tynne veggdelar for å forhindre vridning etter at skjæringskreftene har avtatt.
Vurderingar av maskineringsevne og syklustid
Vastmaterial analyserer samanhengen mellom materialval og maskineringstid for å identifisere kostnadsoptimaliseringsvegar. Å velje materiale med gunstige maskineringsegenskaper gjer at ingeniørar kan auke gjennomstrøyminga, forlenga verktøyets levetid og sikre strammare prosesskapasitetsindeksar i store produksjonsløp.
Skreddarsydde og proprietære legeringar
Arbeidar du med høgspecialiserte, eksotiske eller proprietære materialar? Vårt produksjons- og ingeniørteam samarbeider direkte med dine materialspesifikasjonar for å utføre grundige verktøygjennomgangar, og sikrar full prosesskompatibilitet før maskinering byrjar.
Vastmaterial Fordel
Ved å integrere presisjonsinvestering foringsstøping med høghastigheits sveitsisk maskinering, handterer Vastmaterial komplekse rålegeringskonfigurasjonar og etter-maskineringsprosessar for å levere ein påliteleg, einskildkjelda produksjonsløp.
Arbeidar du med ein proprietær eller uvanleg legering? Lever materialspesifikasjonane dine saman med RFQ-en for spesialiserte verktøyanalyse.
Send inn MaterialspesifikasjonarDesign for Manufacturing (DFM) retningslinjer for kostnadsoptimalisert sveitsisk dreiing
Å redusere produksjonskostnader og auke delutbyttet startar ved teiknebrettet. Bruk desse tekniske DFM-innsiktene for å tilpasse dine komplekse geometriar med høgeffektivitetskapasitetane til sveitsisk CNC-maskinering.
Optimaliserte DFM-praksisar
- Fordel toleransar strategisk
Bruk ultra-innskrenka toleransar (f.eks. ±0,005mm til ±0,01mm) berre der det er funksjonelt nødvendig. Å bruke meir avslappa toleransar på ikkje-kritiske funksjonar gjer at fôringshastigheiter kan aukast og verktøyet får lengre levetid, noko som direkte reduserer kostnaden per del.
- Standardiser trådar og interne funksjonar
Design trådsprofilar og holdybder for å samsvare med standard verktøy. Å unngå tilpassa gjengestenger eller spesialiserte boringar minimerer oppsettetid og sikrar konsekvent kvalitet under langvarig CNC Dreiing-produksjon.
- Spesifiser klare koncentrisitetsdatum
Utpeik ein enkelt primært datumreferanse som er lett tilgjengeleg. Dette forenklar inspeksjonsoppsett og hjelper med å oppretthalde den overlegne coaxialiteten som glidehodebore er kjende for, spesielt på flerstegede akslar.
- Design tilgjengelege filletar og avgradingar
Inkluder små radiusar ved indre hjørner for å imøtekomme den naturlige verktøy-nese-radiusen. Dette forhindrar spenningstopp i skarpe hjørner og unngår behovet for skjøre, nålspissverktøy som reduserer syklustidene.
Kostnads- og risikofeller
- Overdrevne aspektforhold med tynne veggar
Mens sveitsisk maskinering er utmerka for lange delar, kan ein kombinasjon av høgt lengde-diameter-forhold med tynne veggar føre til vibrasjon eller avbøying. Vastmaterial anbefaler midlertidige støttestrukturar eller strukturelle ribber for å oppretthalde overflateintegriteten.
- Djupe, smale ytre spor
Unngå skarpe, smale spor som fører til opphopning av avfall. Desse funksjonane krev ofte fleire passeringar og hyppige verktøybytte, noko som aukar risikoen for avfall og forlenger den totale produksjonstida.
- Udefinerte burrar på komplekse kryssningar
Å ikkje spesifisere tillatte burrgrensar på kryssborra hol eller overlappande funksjonar kan føre til kostbar manuelt fjerning av burrar. Definer kritiske kanter tidleg for å tillate automatisert burrfjerning i maskinen.
Viktig RFQ innsending sjekkliste
For å gi eit nøyaktig tilbod og ein omfattande DFM-rapport, må du sikre at innsendinga di inkluderer følgjande tekniske data. Dersom du validerer eit nytt design før full produksjon, hjelper vår Prototype Machining-arbeidsflyt med å stadfeste toleransar og produksjonsmoglegheit tidleg.
Lever STEP/IGES-filer for geometri og 2D PDF-ar for kritiske toleransar, GD&T og overflatefinish.
Oppgje klart den spesifikke legeringskvaliteten og varmebehandlingsforholdet (f.eks. annealing, herding) for å bestemme maskinerbarheit.
Oppgi eventuelle belegg, plating eller passivering saman med mål EAU (Estimert Årsbruk) for prisfastsetjing basert på skala.
Sveitsisk maskinkvalitetskontroll, inspeksjonssystem og prosesssporbarheit
Vastmaterial tilpassar presisjonsproduksjonsarbeidsflytar med krevjande globale standardar innan luftfart, medisin og industri gjennom avansert maskinering. Vi tilbyr transparente dimensjonskontrollrapportar og full sporbarheit av varme-nummer for å eliminere risikoar ved innkommande inspeksjon på di verksemd.
Fase 1: Verifisering av råmateriale og forberedelse av stangmateriale
For å oppnå tett toleranse Swiss-maskinering, gjennomgår innkommende presisjonsgrunna stangmateriale streng legeringsverifisering og sentrallauskvalitet støtta av CNC-maskinering. Dette sikrar konstant rundhet, rettheit og stabilitet i ytre diameter før materialet lastes inn i den glidehode-svarte maskinen.
Fase 2: Statistisk prosesskontroll (SPC) & CPK-overvaking
Produksjonskjøringane startar med ein grundig Første Artikkel-Inspeksjon (FAI). Vi implementerer planlagde automatiserte koordinatmålingssystem og sanntids maskinverknad for å aktivt styre verktøybruk og oppretthalde høge CPK-indeksar på kritiske miniatyrdimensjonar for CNC-svarte.
Fase 3: Utgående validering & mikroburr-verifisering
Vår sluttlottsprøving bruker høgoppløysings optiske comparatorar, automatiserte visjonsinspeksjonssystem og digitale profilometre. Vi sjekkar for overflate-ruhet, fullstendig fjerning av mikroburrar og geometrisk samsvar for å garantere feilfrie pakningar.

Leveringsklare inspeksjonsrapportar
Vastmaterial tilbyr transparente, reviderbare kvalitetspakker tilpassa dine innkjøpskrav. Desse verifikasjonsdokumenta garanterer at kvar batch av mikro-presisjonsdeler perfekt reflekterer dine ingeniørteikningar.
- Fullstendige dimensjonskontrollrapportar — Omfattande første artikkel- og sluttlotts dimensjonskontrolldata direkte knytt til dine teikningar sine karakteristikkar.
- Materialtestsertifikat — Mill-testrapportar (MTR) som dokumenterer kjemisk samansetjing og mekanisk samsvar for rustfritt stål, titan eller superlegeringar.
- Varmebehandling & beleggkonformitet — Uavhengige sertifikat for spesialisert etterbehandling, inkludert passivering, anodisering og kastharding.
- Full sporbarheit av varme-nummer — Ubrutte produksjonslinjeprotokollar som knytter dine ferdige Swiss-maskinerte komponentar til den nøyaktige råmaterialbaten.
All dokumentasjon vert levert i sikre, digitale format som er enkle å integrere i ditt interne kvalitetssystem (QMS).
Kvifor verifiserbar sporbarheit beskytter forsyningskjeda di
I høg-precision sveitsisk dreiing er strukturell og dimensjonell einskap viktig. Vastmaterial sitt trelags kvalitetsrammeverk kombinerer proaktiv forhåndsproduksjons ingeniørgjennomgang, strenge kontrollpunkt under produksjonen, og fullstendig dokumentert sluttvalidering. Denne omfattande overvakinga forhindrar verktøyavdrift og opprettholder kritisk konsentrisitet, og sikrar at komplekse komponentar passar perfekt under sluttmontering.
Ved å revidere kvar kritisk dimensjon og oppretthalde strenge produksjonshistorikk, hjelper vi internasjonale forsyningskjedeleiing med å redusere risiko, forenkle regelverksrevisjonar, og sikre forutsigbar ytelse på tvers av tusenvis av einingar.
Sveitsiske maskineringsapplikasjonar & målretta komponentfunksjonar
Høg-precision sveitsisk maskinering dekker kritiske ingeniørsektorar der små komponentar med strenge toleransar må oppfylle strenge dimensjons-, material- og overflateintegritetsstandardar. Våre glidehode-sentrerte dreiemaskiner er finjustert for dei kravløysa innan luftfart, industriell automasjon, væskekraft og djupt nede i borehòl.
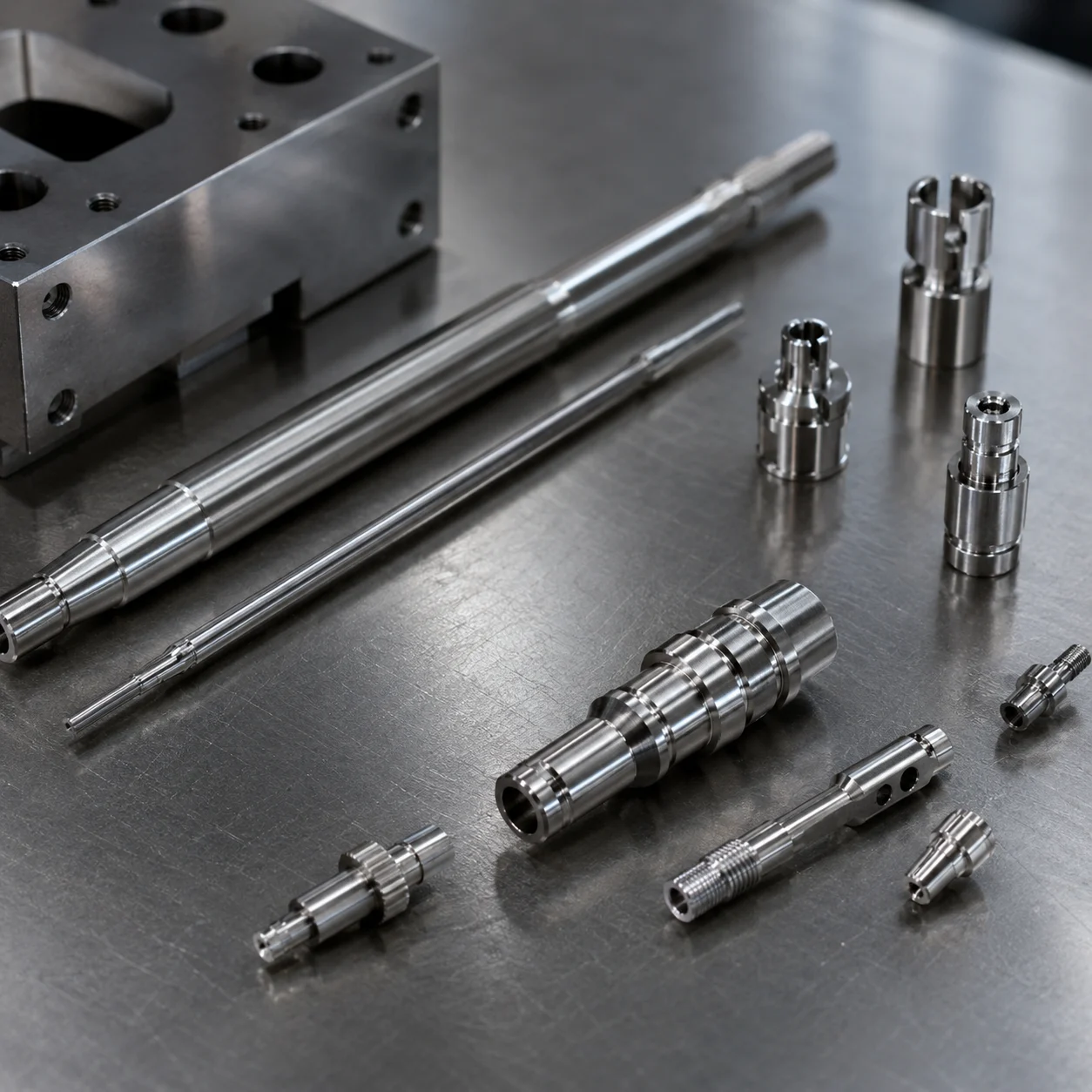
Typiske sveitsiskdreiing delar
Luftfart og forsvarsapplikasjonar krev presis sveitsisk dreiing for komplekse, små komponentar der vektreduksjon, dimensjonsstabilitet og streng materialsporbarheit er kritiske parameterar.
- • Miniatyraktuatorskaft med komplekse flertrinnsprofilar
- • Høg-tettheits instrumenteringspinnar for avionikk og flykontrollmontering
- • Kontaktkapslingar og spesialiserte elektriske kontaktkapslingar
- • Høgstyrke festemateriell utvikla med mikro-trådsnørring for presisjon
- • Sensorhuset som krev feilfri kryssaksejustering for hermetisk tetting
Kritiske funksjonar & kvalitetsfokus
Luftfart sveitsisk CNC-maskinering prioriterer ekstrem geometrisk nøyaktigheit og null-feil ytelse for å eliminere feltfeil i miljø med høg vibrasjon og høg høgd.
- • Høg styrke-til-vekt ytelse: Avansert maskinering av titan, superlegeringar og aluminium for å minimere masse samtidig som mekanisk integritet vert oppretthalde.
- • Feilfri trådintegritet: Nøyaktig utførelse av klasse 3A eksterne og klasse 3B interne mikro-trådar med null risiko for avskraping eller binding.
- • Djupe mikroboringar: Stabil boring av aksiale og radiale hol, ned til Ø0,5 mm for hydraulikkpassasjar og innebygd instrumentering.
Sekundære ferdigstillingsoperasjonar:
Vastmaterialfordel: Ved å bruke vår tverrfaglege produksjonsekspertise kartlegg våre ingeniørteam nøkkelfeilmodusar og dimensjonale sårbarheiter tidleg i DFM-fasen, og sikrar feltklar ytelse for kritiske luftfartskomponentar.
Sveitsisk maskinering leveringstid og produksjonslivssyklus: Frå RFQ til skala
Strømlinjeforma RFQ-prosess
Send inn dine 2D/3D CAD-teikningar saman med materialspesifikasjonar, toleransekrav og estimert årleg volum for eit omfattande tilbod.
DFM-gjennomgang og tilpassing
Vastmaterial-ingeniørar analyserer kritiske dimensjonar (CTQ) for å optimalisere maskineringsvegar, stabilisere produksjonskostnadar og minimere leveringstider.
Prototyp til produksjon
Vi produserer innleiande prøvetakingar direkte på våre høg-precisjons sveitsiske CNC-maskiner og leverer ein full FAI-rapport for kundegodkjenning.
Prosess- og kvalitetslåsing
Når prototypen er godkjent, vert alle programmeringsavvik, verktøyoppsett og kvalitetskontrollprotokollar låst sikkert for å eliminere prosessavvik.
Høgvolums serialisering
Vi går sømløst over til fullskala produksjon, støtta av kontinuerleg lot-sporbarheit, CPK-stabilitetsdata og punktlege leveringsgarantiar.
Strømlinjeforma RFQ-prosess
Send inn dine 2D/3D CAD-teikningar saman med materialspesifikasjonar, toleransekrav og estimert årleg volum for eit omfattande tilbod.
DFM-gjennomgang og tilpassing
Vastmaterial-ingeniørar analyserer kritiske dimensjonar (CTQ) for å optimalisere maskineringsvegar, stabilisere produksjonskostnadar og minimere leveringstider.
Prototyp til produksjon
Vi leverer prototype maskineringsprøver direkte på våre høg-precisjons sveitsiske CNC-maskiner optimalisert for CNC-vridning, og leverer ein full FAI-rapport for kundegodkjenning.
Prosess- og kvalitetslåsing
Når prototypen er godkjent, vert alle programmeringsavvik, verktøyoppsett og kvalitetskontrollprotokollar låst sikkert for å eliminere prosessavvik.
Høgvolums serialisering
Vi går sømløst over til fullskala produksjon, støtta av kontinuerleg lot-sporbarheit, CPK-stabilitetsdata og punktlege leveringsgarantiar.
Sveitsisk maskinering FAQ: Presisjon, ingeniørkunst og logistikk
Finn eksperttekniske innsikter om stramme toleransar i sveitsisk maskinering, materialar, kostnadsoptimalisering, og korleis Vastmaterial sikrar parts-heit frå prototyping til høgvolumsproduksjon.
Den grunnleggjande forskjellen ligg i glideskruvstokken og styreskinne-mekanismen. På ein sveitsisk glideskruvstokk, beveger råstokken seg aksialt gjennom styreskinna medan kutteverktøyet forblir fast nær støttespennet. Dette eliminerer materialavbøying heilt ved kuttet. Tradisjonelle faste-headstock CNC-vridingssenter held arbeidsstykket i ein klype eller collet, noko som gjer tynne, lange komponentar svært sårbare for verktøytrykkavbøying, vibrasjon og geometrisk taper.
Sveitsisk CNC-maskinering er sterkt anbefalt når lengde-diameter (L/D) aspektforholdet til ein komponent overstiger 3:1 eller 4:1. For komplekse, miniatyrdeler med alvorlege aspektforhold opp til 20:1 eller meir, er sveitsisk vending den einaste pålitelege produksjonsmetoden som kan halde stramme toleransar og rettheit over heile lengda utan sekundære slipingoperasjonar.
Ja. Moderne multi-akse sveitsiske drei- og fresesenter har levande verktøy, under-spindlar og uavhengig Y-aksekapasitet. Denne konfigurasjonen gjer oss i stand til å utføre intrikate avkutt avsatskrossboring, komplekse sporingsarbeid, gjengeskjæring, konturering og bak-arbeidsfunksjonar. Ved å oppnå full delproduksjon i ein enkelt automatisert oppsett, eliminerer vi kumulative feil og festekostnader knytt til sekundær håndtering.
Har du ein unik teknisk utfordring? Snakk med ein Vastmaterial applikasjonsingeniør i dag for ein fullstendig design-for-produksjon (DFM) vurdering.
Hardare materialar, som forharde rustfrie stål, titanlegeringar eller nikkelbaserte superlegeringar, genererer høgare verktøytrykk og auka innsats-slitasje. Sjølv om ultra-presise, stramme toleransar for sveitsisk maskinering er fullt oppnåelege med desse legeringane, må verktøybanar, spesialiserte belegg, tilpassa kutteparametrar og avanserte kjølevæsker handterast nøye. Vastmaterial optimaliserer desse faktorane for å oppretthalde påliteleg statistisk prosesskontroll (CPK) over lange produksjonsløp.
Burrkontroll på mikro-størrelse komponentar startar med utforma verktøybanar, optimalisert kutte-sekvens og regelmessig verktøy-livssyklusstyring for å unngå sløve kanter. For interne konfigurasjonar eller mikro-groover, bruker vi mekaniske deburring-rutinar direkte inne i maskinen. Avhengig av dine blåkopi-spesifikasjonar, kan etterbehandlingsoperasjonar som sentrifugal barrel tumbling, kjemisk burrfjerning eller elektrokjemisk polering integrerast for å sikre 100% burr-fri levering.
For å sikre rask og nøyaktig vurdering av tilbod, last opp ein 3D CAD-modell (STEP, IGES eller X_T format) for presis geometrivurdering, saman med ein tilsvarande 2D teknisk teikning (PDF, DWG eller DXF) som tydeleg viser kritiske dimensjonar, toleransar, overflatebehandlingsgrenser, råmaterialspesifikasjonar og eventuelle etterbehandlingskrav. Vennlegast oppgi også dine mål for prøveproduksjon og årlege produksjonsvolum.
Klar til å be om eit tilbod? Send inn prosjektdatasheetane dine direkte via vår sikre portal for eit omfattande svar innan 24 timar.
Vi håndterer strenge datasikkerheitsprotokollar over heile bedrifta. Alle proprietære ingeniørteikningar, tekniske spesifikasjonar og digitale modellar vert lagra på sikre, restriktive interne serverar. Vastmaterial gjennomfører rutinemessig omfattande konfidensialitetsavtalar (NDA-ar) før innsending av filer, og garanterer fullstendig konfidensialitet frå vurdering av den opprinnelege konseptet til serieproduksjon og frakt.
Be om eit presisjons sveitsisk maskineringstilbod
Samarbeid med Vastmaterial for dine stramme toleranse tilpassa sveitsiske maskinerte delar og ende-til-ende maskineringsstøtte. For komplekse sylindriske funksjonar bruker vi ofte CNC Dreiing, og for flatar/spor og flerfasedetaljar tilbyr vi også CNC Fresing. Send inn ingeniørteikningane dine under for å motta eit detaljert teknisk tilbod og ein gratis DFM-analyse innan 24–48 timar.