Präzise Schweizer Bearbeitungsdienstleistungen für enge Toleranz-Mikroteile
Hochpräzise Schweizer CNC-Bearbeitung und Drehmaschinenproduktion mit Schlittenkopf für komplexe, submillimetergeometrische Formen mit vollständiger Chargenrückverfolgbarkeit.
Mikro-Durchmesser & Hoch-Aspekt-Verhältnisse
Einzel-Setup komplexes Drehen-Fräsen
Nahtlose Prototyp-zu-Produktion Skalierung
Vastmaterial integriert nahtlos fortschrittliches Schweizer Drehen mit Nachbearbeitung durch Gießen, um eine äußerst zuverlässige, einquellenfertigende Produktionskette für hochanspruchsvolle Industriekomponenten zu bieten.
Enge Toleranzfähigkeiten beim Schweizer Drehen
Sofort überprüfen, ob unsere hochpräzisen Schweizer Dreh-Toleranzen und Produktionskapazitäten mit Ihren Mikropart-Spezifikationen übereinstimmen CNC-Drehen.
Präzision
Typischer Toleranzbereich
±0,005 mm
(±0,0002")
Prozessabhängige Fähigkeit, entwickelt für hochreproduzierbare Anwendungen.
Durchmesser
Außendurchmesserfähigkeiten
Ø 0,5–32 mm
Optimiertes Layout, ideal für Mikrosystemkomponenten und Miniaturprofile.
Aspektverhältnis
Längen-zu-Durchmesser (L/D) Kapazität
Bis zu 20:1+
Aufrechterhalten durch Stabilität des gleitenden Kopfes, um Teileverformungen zu eliminieren.
Oberflächenfinish
Erreichbare Oberflächenrauhigkeit
Ra 0,4–0,8 μm
(16–32 μin)
Überlegene Drehoberflächen, die sekundäre Schleifoperationen minimieren oder vollständig eliminieren.
Volumenproduktion
Skalierungs- & Batch-Kapazität
100 bis 100k+ Stück
Nahtloser Übergang von der Kleinserienfertigung Prototypenbearbeitung zur kontinuierlichen Massenversorgung.
Komplexe Merkmale
Integrierte Geometrien
Multi-Achsen Live-Werkzeuge
Gleichzeitige Bearbeitung von Mikroschlitzen, Querbohrungen, Gewindewirbeln und Nachbearbeitung.
*Hinweis: Genau erreichbare Toleranzen und Parameter hängen direkt von der Teilegeometrie, Materialgüte und Wärmebehandlungsstatus ab. Das Ingenieurteam von Vastmaterial überprüft jeden Kundenplan, um die Zeichnungstoleranzen mit optimierten Werkzeugwegen und spezifischen Materialdynamiken in unseren Bearbeitungsdiensten abzugleichen.
Schweizer CNC-Bearbeitung: Wann man eine Drehmaschine mit gleitendem Kopf wählen sollte
Der Kernmechanismus: Warum das Schweizer Drehen Verformungen eliminiert
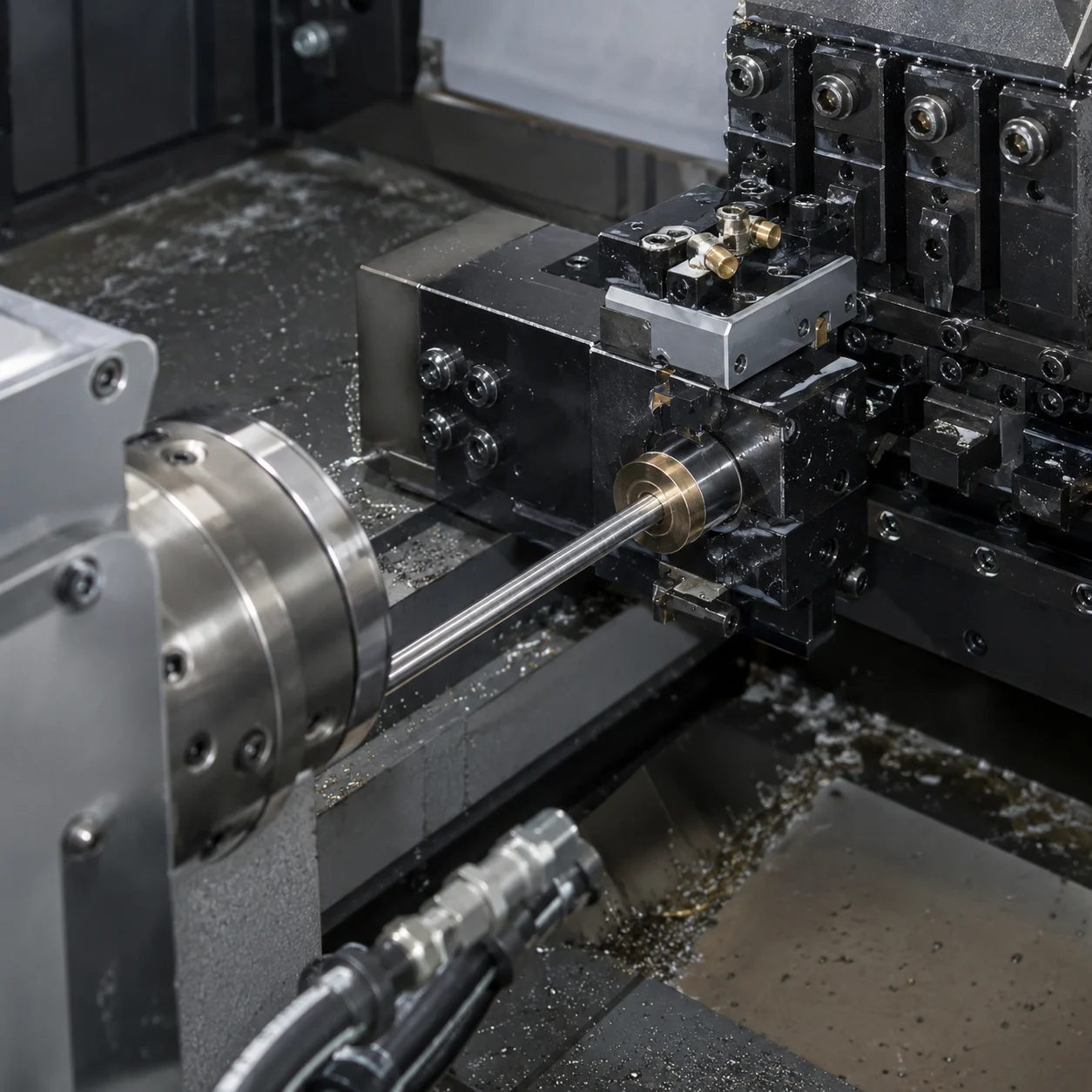
Der grundlegende Ingenieurwechsel bei Schweizer Drehzentren basiert auf einem einzigen, kraftvollen Prinzip: Materialstütze am Schnittpunkt. Im Gegensatz zu herkömmlichen CNC-Drehmaschinen, bei denen das Rohmaterial in einer Spannfutter fixiert bleibt und das Werkzeug entlang des Werkstücks bewegt wird, führt eine Schweizer Drehmaschine das Stangenmaterial durch eine Präzisionsführungshülse. Das Schneidwerkzeug arbeitet unmittelbar neben dem Stützpunkt der Führungshülse—typischerweise nur wenige Millimeter entfernt—und schafft so eine starre, nahezu unbewegliche Arbeitsumgebung.
Dies eliminiert Materialverwindungen vollständig, unabhängig von der Länge des Werkstücks. Lange, schlanke Komponenten, die auf einer herkömmlichen Drehmaschine flexen und klappern würden, bleiben perfekt stabil, was enge Toleranzen und überlegene Oberflächenfinishs bei selbst den anspruchsvollsten Geometrien ermöglicht—insbesondere bei hochpräzisen Fertigungsprogrammen.
Strategische Produktionsvorteile
- 01 Unvergleichliche Seitenverhältnisse: Sicheres Bearbeiten langer, schlanker Wellen und Stifte ohne Taper oder Vibrationen, selbst bei Längen-zu-Durchmesser-Verhältnissen von über 20:1.
- 02 Mehrzweckbearbeitung in einer einzigen Einrichtung: Live-Tools, Unterspindeln und Mehr-Achs-Konfigurationen führen Fräsen, Querbohren und Rückfräsen gleichzeitig aus, wodurch kumulative Fehler durch sekundäre Werkstückübergaben vollständig vermieden werden.
- 03 Extrem hohe Steifigkeit bei Mikroteilen: Kontinuierliche strukturelle Unterstützung ermöglicht aggressive Schnitttiefen, selbst bei zerbrechlichen, sub-Millimeter-Durchmessern, ohne Verwindung oder Oberflächenverschlechterung.
Ideale Komponenten-Archetypen
Schweizer Drehen eignet sich hervorragend für:
Wann umschalten: Prozessgrenzen
Kurze, dicke, großvolumige Komponenten oder Teile, die ausschließlich durch schwere Fräsoperationen an der Stirnseite dominiert werden, sind besser für Standard-CNC-Drehzentren oder 5-Achs-Fräszentren geeignet. Schweizer Drehen glänzt bei schlanken, komplexen Geometrien—nicht bei großen, starren Rohstoffen.
Wichtigster Unterschiedsmerkmal
Der Führungsbuchsenstützpunkt – positioniert innerhalb von Millimetern zum Schneidwerkzeug – ist der entscheidende Unterschied. Diese Nähe beseitigt die Abweichung, die konventionelles CNC-Drehen bei langen, schlanken Teilen plagt.
Unsicher, ob die Geometrie Ihres Teils ein Schweizer Drehen erfordert?
Laden Sie Ihre Zeichnung für eine kostenlose Prozessrouting-Analyse und Expertenempfehlung hoch.
Schweizer Drehen vs. traditionelles CNC-Drehen: Der Stabilitätsvorteil
✓ Schweizer Schiebekopf-Drehmaschine
- → Material wird durch die Führungsbuchse für kontinuierliche Unterstützung zugeführt
- → Beseitigt Abweichungen bei langen, schlanken Teilen
- → Komplexe Geometriebearbeitung in einer einzigen Einrichtung
- → Ideal für Seitenverhältnisse über 10:1 oder 20:1
- → Überlegene Oberflächenqualität bei Mikroteilen
○ Traditionelles CNC-Drehzentrum
- → Material wird im Spannfutter gehalten; Werkzeug bewegt sich entlang des Teils
- → Anfällig für Vibrationen und Abweichungen bei langen Teilen
- → Mehrere Einrichtungsarbeiten erforderlich für komplexe Merkmale
- → Besser geeignet für kurze, starre Komponenten
- → Kumulative Fehler durch sekundäre Übergaben
Vastmaterial's integrierter Ansatz
Durch die Überprüfung von Zeichnungen während der frühen Angebotsphase balanciert Vastmaterial die Wahl zwischen eigenständigem Schweizer Drehen und Gießen plus Bearbeitungsmethoden, um die endgültige Wirtschaftlichkeit zu optimieren. Unser Ingenieurteam bewertet die Geometrie Ihres Teils, die Materialeigenschaften und das Produktionsvolumen, um den kosteneffektivsten und zuverlässigsten Fertigungsweg zu empfehlen – sei es präzises Schweizer Drehen, Feinguss mit Nachbearbeitung oder ein hybrider Ansatz.
Dieser beratende Prozess stellt sicher, dass Sie keine übermäßigen Spezifikationen für Geräte oder Prozesse angeben und dass Ihre kritischen Toleranzen mit maximaler Effizienz und Wiederholbarkeit erreicht werden.
Führung zur vollständigen Teilekonsistenz: Die Vorteile der präzisen Schweizer Drehbearbeitung
Beschaffungs- und Ingenieurteams wählen die Vorteile der Schweizer Bearbeitung für langfristige dimensionsstabilität und Risikominderung gegenüber bloßer Gerätekapazität. Unser präzises Schweizer Bearbeitungssetup minimiert die geometrische Varianz über komplexe, hochvolumige Produktionszyklen – unterstützt durch bewährte Bearbeitungsdienstleistungen.
Eliminierung des kumulativen Einrichtungsfehlers
Die Ausführung mit einem einzigen Setup durch synchrone Unterspindeln gewährleistet nahezu perfekte Konzentrizität, Parallelität und totale Rundlaufkontrollen über komplexe Profile und umgeht die Toleranzstapelung, die typisch für den Transfer von Komponenten zwischen mehreren Maschinen ist.
Vollständige PPAP Level 3-Dokumentation und FAI-Berichte auf Anfrage verfügbar.
Dynamische thermische und vibrationsstabilität
Die strukturelle Nähe des Werkzeugkopfes zur Führungsbuchse an einer Schiebespindel-Drehmaschine dämpft harmonische Vibrationen. Dieser starre Unterstützungsmechanismus schützt die Oberflächenintegrität und garantiert eine hohe Konsistenz bei der Bearbeitung, selbst bei langen, schlanken Geometrien.
Die CPK-Überwachung im Prozess gewährleistet die dimensionale Überprüfung während des gesamten Laufs.
Nahtloses Skalieren durch Parameter-Sperre
Der Übergang vom schnellen Prototyping zur Hochvolumen-Präzisionsdrehbearbeitung nutzt identische Mehrachsenkinematiken. Dies friert Prozessvariablen ein, sperrt Werkzeugwege und liefert kompromisslose Wiederholgenauigkeit von Charge zu Charge – ideal für Produktionsprogramme, die auch die Anforderungen an CNC-Drehen standardisieren.
Die Materialrückverfolgbarkeit und die vollständige Chargenzertifizierung werden streng eingehalten.
Zweckmäßige Produktionsarchetypen
Das dreistufige Qualitätsframework von Vastmaterial—kombiniert proaktive Ingenieurbewertungen vor der Produktion, strenge Kontrollpunkte im Prozess und vollständig dokumentierte Endvalidierungen—stellt sicher, dass komplexe, schweizerisch gedrehte Teile genau nach Ihrem technischen Plan ankommen und nachgelagerte Montagefehler im Rahmen unseres End-to-End-Prozesses gemindert werden. Dienstleistungen.
Hochpräzise Schweizer Bearbeitungsmaterialien und Legierungsfähigkeiten
Entdecken Sie, wie die Metallurgie der Rohstoffe, thermische Vorbehandlungen vor der Bearbeitung und spezialisierte Toleranzen für Stangenmaterial die dimensionalen Grenzen und strukturellen Ergebnisse in engen Toleranzen bei Schweizer CNC-Bearbeitungsoperationen bestimmen.
Edelstahlprofile
Häufige Noten
AISI 303, 304, 316L, 17-4 PH, 440C
Entwickelt für chirurgische Instrumente, medizinische Implantate und marine Unterbaugruppen. Die Ausführung von Edelstahl-Swiss-Bearbeitung erfordert fortschrittliche Spanbrecher-Geometrien und kontinuierliche Öl-Kühlmittel-Strategien, um starkes Arbeitshärten zu mildern und makellose Kantenprofile zu sichern, optional CNC-Schleifen für kritische Dichtflächen.
Unterdrückt Gratbildung bei Mikrobearbeitung und Tiefschlitzfräsungen.
Kohlenstoff- & niedriglegierte Stähle
Häufige Noten
12L14, 1215, 4140, 8620
Der Standard für industrielle Zahnradstifte, mehrstufige Verzahnungen, Hydraulikspulen und Automobilwellen. Diese Legierungen bieten herausragende Spanbruch-Eigenschaften und vorhersehbare Werkzeugverschleißzyklen—ideal für Hochvolumen-CNC-Drehprozesse—maximieren den Gesamtausstoß für die Produktion.
Ermöglicht schnelle Zykluszeiten mit mikropräziser Teilewiederholbarkeit.
Superlegierungen & Refraktärmetalle
Häufige Noten
Inconel 625/718, Titan Grad 2/5, Hastelloy, Monel
Zweckmäßig ausgewählt für extreme Luft- und Raumfahrtsysteme, Verteidigungsanwendungen und Bohrloch-Öl- & Gaswerkzeuge. Die Bewältigung der Herausforderungen beim Hochtemperatur-Legierungsbearbeitung erfordert spezielle Hartmetall-Grade und starre Führungsbuchseneinstellungen, um thermische Verformung zu verhindern.
Erhält die strukturelle Geometrie und die Maßhaltigkeit unter thermischem Stress.
Nicht-Eisen-Legierungen
Häufige Noten
Aluminium 6061-T6/7075, Messing C36000, Kupfer, Bronze
Ideal für Hochgeschwindigkeitsbearbeitung von elektronischen Steckverbindern, RF-Gehäusen und medizinischen Komponenten. Diese weichen, aber abrasive Metalle ermöglichen ultraschnelle Oberflächenbewegungen und brillante, niedrige Rauheitsabschlüsse bei gleichzeitiger Minimierung der mechanischen Schnittkräfte.
Bietet hervorragende Oberflächenfinishs und gratfreie Mikrofunktionen.
Beratung zu Werkstofftechnik: Wie der Materialzustand die Präzision der Swiss-Bearbeitung beeinflusst
Auswahl des Rohmaterials & Qualität des Stangenmaterials
Bei der Swiss-CNC-Bearbeitung ist die Verwendung von kaltgezogener, zentrisch geschliffener Stangenware grundlegend, um eine sichere Abdichtung gegen die Führungsbuchse des laufenden Spindelkopfes zu gewährleisten. Geringfügige Schwankungen im Außendurchmesser oder in der Rundheit der Rohstange führen zu unregelmäßigen Spielraumvariationen, was Vibrationen und Konzentritätsabweichungen bei langen Produktionsläufen verursacht.
- • Zentrisch geschliffene Rohware garantiert Toleranzen des Außendurchmessers innerhalb von ±0,0005", um Vibrationen zu vermeiden.
- • Einheitliche Kornstrukturen eliminieren unregelmäßige Spannungsentladung und Verzug beim tiefen Bohrprozess.
- • Strenge Geradheit der Stange verhindert Blockierung der Führungsbuchse und schützt die tatsächlichen Positionsgrenzen bei Mikrofunktionen.
Auswirkungen des Wärmebehandlungszustands
Der thermische Zustand vor der Bearbeitung—ob geglüht, normalisiert, ausscheidungshärtet oder spannungsarm gemacht—regelt das Werkzeugverschleißprofil und die Zuverlässigkeit des Endbauteils. Während geglühte Edelstahllegierungen bei geringeren Belastungen schneiden, führt ihre duktilen Eigenschaften zu Kantenaufbau, während gealterte Superlegierungen starre Vorrichtungen erfordern, um lokale Werkzeugbrüche zu verhindern.
- • Geglühte Zustände: Geringere Anfangshärte, aber erhöhtes Risiko für kontinuierliches Mikrisschneiden.
- • Ausscheidungshärtete Zustände: Deutlich höhere Streckgrenze, erfordern fein abgestimmte Vorschubkontrolle.
- • Spannungsarme Materialien: Wesentlich für dünnwandige Teile, um Verdrehen nach dem Nachlassen der Schnittkräfte zu verhindern.
Bearbeitbarkeitsbewertungen & Zykluszeitüberlegungen
Vastmaterial analysiert die Beziehung zwischen Materialauswahl und Bearbeitungszykluszeiten, um Kosteneinsparungspotenziale zu identifizieren. Die Wahl von Materialien mit günstigen Bearbeitbarkeitsprofilen ermöglicht es Ingenieuren, die Durchsatzrate zu erhöhen, die Werkzeuglebensdauer zu verlängern und engere Prozessfähigkeitsindizes bei Großserienfertigung zu sichern.
Maßgeschneiderte & proprietäre Legierungen
Arbeiten Sie mit hochspezialisierten, exotischen oder proprietären Materialien? Unser Fertigungs- und Engineering-Team arbeitet direkt mit Ihren Materialdatenblättern zusammen, um umfassende Werkzeugüberprüfungen durchzuführen und die vollständige Prozesskompatibilität vor Beginn der Bearbeitung sicherzustellen.
Vastmaterial-Vorteil
Durch die Integration von Präzisions-Investitionsguss mit Hochgeschwindigkeits-Swiss-Bearbeitung verarbeitet Vastmaterial komplexe Rohlegierungskonfigurationen und Nachbearbeitungsprozesse, um eine zuverlässige, einheitliche Fertigungskette zu gewährleisten.
Arbeiten Sie mit einer proprietären oder ungewöhnlichen Legierung? Stellen Sie Ihre Materialdatenblätter zusammen mit Ihrer Anfrage für eine spezialisierte Werkzeuganalyse bereit.
Materialdatenblätter einreichenDesign for Manufacturing (DFM)-Richtlinien für kosteneffiziente Swiss-Drehteile
Die Senkung der Produktionskosten und die Verbesserung der Teileausbeute beginnen beim Entwurf. Nutzen Sie diese technischen DFM-Einblicke, um Ihre komplexen Geometrien mit den hoch effizienten Fähigkeiten der Swiss-CNC-Bearbeitung abzustimmen.
Optimierte DFM-Praktiken
- Verteilen Sie Toleranzen strategisch
Ultraharte Toleranzen (z. B. ±0,005 mm bis ±0,01 mm) nur dort anwenden, wo es funktional notwendig ist. Die Verwendung von entspannten Toleranzen bei nicht kritischen Merkmalen ermöglicht schnellere Vorschubgeschwindigkeiten und eine längere Werkzeuglebensdauer, was direkt die Stückkosten senkt.
- Standardisieren Sie Gewinde & Innere Merkmale
Entwerfen Sie Gewindeformen und Bohrungstiefen, die mit handelsüblichem Werkzeug übereinstimmen. Das Vermeiden von Sondergewinden oder spezialisierten Bohrern minimiert die Rüstzeit und gewährleistet eine gleichbleibende Qualität bei der Langzeitproduktion im CNC-Drehen.
- Klare Konzentritäts-Datumsangaben festlegen
Benennen Sie eine einzelne primäre Bezugsebene, die leicht zugänglich ist. Dies vereinfacht die Prüfaufbauten und hilft, die überlegene Koaxialität zu erhalten, für die Drehbänke mit Schlitten bekannt sind, insbesondere bei mehrstufigen Wellen.
- Zugängliche Fasen & Radien entwerfen
Kleinradien an inneren Ecken integrieren, um den natürlichen Radius des Werkzeugkopfes zu berücksichtigen. Dies verhindert Spannungsansammlungen an scharfen Ecken und vermeidet die Notwendigkeit fragiler, nadelspitzen Werkzeuge, die die Zykluszeiten verlangsamen.
Kosten- & Risiko-Fallen
- Übermäßige Aspektverhältnisse bei dünnen Wänden
Während das Schweizer Bearbeiten bei langen Teilen hervorragend ist, kann eine hohe Längen-Durchmesser-Verhältnis in Kombination mit dünnen Wänden zu Vibrationen oder Verformungen führen. Vastmaterial empfiehlt temporäre Stützfunktionen oder strukturelle Rippen, um die Oberflächenintegrität zu bewahren.
- Tiefe, schmale äußere Schlitze
Vermeiden Sie scharfe, schmale Rillen, die zu Chippackungen führen. Diese Merkmale erfordern oft mehrere Durchgänge und häufige Werkzeugwechsel, was das Risiko von Ausschuss erhöht und die gesamte Fertigungszeit verlängert.
- Nicht definierte Gratstellen an komplexen Schnittstellen
Das Versäumnis, zulässige Gratgrenzen bei quer gebohrten Löchern oder überlappenden Merkmalen festzulegen, kann zu teuren manuellen Entgratarbeiten führen. Kritische Kanten frühzeitig definieren, um automatisierte Entgratprozesse in der Maschine zu ermöglichen.
Wesentliche Angebots-Checkliste (RFQ)
Um ein präzises Angebot und einen umfassenden DFM-Bericht zu erstellen, stellen Sie bitte sicher, dass Ihre Einreichung die folgenden technischen Daten enthält. Wenn Sie ein neues Design vor der Serienfertigung validieren, hilft unser Prototyp-Bearbeitungsworkflow, Toleranzen und Herstellbarkeit frühzeitig zu bestätigen.
Stellen Sie STEP/IGES-Dateien für Geometrie und 2D-PDFs für kritische Toleranzen, GD&T und Oberflächenfinish-Details bereit.
Geben Sie die spezifische Legierungsqualität und den Wärmebehandlungszustand (z. B. geglüht, gehärtet) an, um die Bearbeitbarkeit zu bestimmen.
Geben Sie etwaige Beschichtungs-, Galvanisierungs- oder Passivierungsanforderungen sowie den Ziel-EAU (Geschätzter Jahresverbrauch) für skalierte Preisgestaltung an.
Schweizer Qualitätssicherung in der Zerspanung, Inspektionssysteme und Prozessnachverfolgung
Vastmaterial richtet präzise Produktionsabläufe mit anspruchsvollen globalen Luftfahrt-, Medizin- und Industriestandards durch fortschrittliche Bearbeitung aus. Wir stellen transparente Maßkontrollberichte und vollständige Hitzenummer-Nachverfolgbarkeit bereit, um Risiken bei der Wareneingangskontrolle in Ihrer Einrichtung zu eliminieren.
Stufe 1: Überprüfung des Rohmaterials & Vorbereitung des Stangenmaterials
Um eine enge Toleranz bei der Schweizer Bearbeitung zu erreichen, durchläuft das eingehende, präzise geschliffene Stangenmaterial eine strenge Legierungsüberprüfung und eine Validierung des zentrenlosen Schleifens, unterstützt durch CNC-Schleifen. Dies garantiert eine konstante Rundheit, Geradheit und Stabilität des Außendurchmessers, bevor das Material in die Schlitten-Drehmaschine geladen wird.
Stufe 2: Statistische Prozesskontrolle (SPC) & CPK-Überwachung
Die Produktionsläufe beginnen mit einer rigorosen Erststückprüfung (FAI). Wir implementieren geplante automatisierte Koordinatenmesssystem-Tracking in Kombination mit Echtzeit-Werkzeugmaschinenkompensation, um den Werkzeugverschleiß aktiv zu steuern und hohe CPK-Werte bei kritischen Miniaturmaßen für CNC-Drehen aufrechtzuerhalten.
Stufe 3: Ausgangsvalidierung & Mikrofeder-Überprüfung
Unsere abschließende Chargenprobe verwendet hochauflösende optische Vergleichssysteme, automatisierte Bildinspektionssysteme und digitale Profiler. Wir prüfen Oberflächenrauheitsgrenzen, vollständige Mikrofeder-Entfernung und geometrische Konformität, um eine fehlerfreie Verpackung zu garantieren.

Turnkey-Inspektionslieferungen
Vastmaterial stellt transparente, prüfbare Qualitätsdokumente bereit, die auf Ihre Beschaffungsanforderungen zugeschnitten sind. Diese Verifizierungsdokumente garantieren, dass jede Charge von Mikroprecisionsteilen Ihre technischen Zeichnungen perfekt widerspiegelt.
- Vollständige Maßkontrollberichte — Umfassende Erststück- und Endlot-Maßkontrolldaten, direkt auf die in Ihrer Zeichnung dargestellten Eigenschaften abgebildet.
- Materialprüfungzertifikate — Mill-Testberichte (MTRs), die die chemische Zusammensetzung und mechanische Konformität für Edelstahl, Titan oder Superlegierungen nachweisen.
- Härtungs- und Beschichtungs-Konformität — Unabhängige Zertifizierungen für spezielle Nachbearbeitungen wie Passivierung, Anodisierung und Fallhärten.
- Vollständige Hitzenummer-Nachverfolgungsaufzeichnungen — Ununterbrochene Herstellungsreihenfolge-Dokumentation, die Ihre fertigen Schweizer Drehteile mit ihrer genauen Rohmaterialcharge verbindet.
Alle Dokumentationen werden in sicheren, digitalen Formaten bereitgestellt, die nahtlos in Ihr internes Qualitätsmanagementsystem (QMS) integriert werden können.
Warum überprüfbare Rückverfolgbarkeit Ihre Lieferkette schützt
Bei hochpräzisem Schweizer Drehen sind strukturelle und dimensionale Einheitlichkeit entscheidend. Das dreistufige Qualitätsframework von Vastmaterial kombiniert proaktive Ingenieurbewertungen vor der Produktion, strenge Kontrollpunkte während des Prozesses und vollständig dokumentierte Endvalidierung. Diese umfassende Aufsicht verhindert Werkzeugdrift und erhält die kritische Konzentrizität, sodass komplexe Komponenten während der Endmontage perfekt passen.
Durch die Prüfung jeder kritischen Dimension und die Aufrechterhaltung strenger Fertigungshistorien helfen wir internationalen Lieferkettenmanagern, Risiken zu reduzieren, regulatorische Prüfungen zu vereinfachen und eine vorhersehbare Leistung über Tausende von Einheiten hinweg sicherzustellen.
Schweizer Bearbeitungsanwendungen & gezielte Komponentenmerkmale
Hochpräzise Schweizer Bearbeitungsanwendungen erstrecken sich über kritische Ingenieursektoren, in denen kleine Komponenten mit engen Toleranzen strengen dimensionalen, materialtechnischen und oberflächlichen Integritätsstandards entsprechen müssen. Unsere Drehmaschinen mit gleitendem Kopf sind auf die kompromisslosen Anforderungen der Luft- und Raumfahrt, der industriellen Automatisierung, der Fluidtechnik und der tiefen Bohrinstrumentierung abgestimmt.
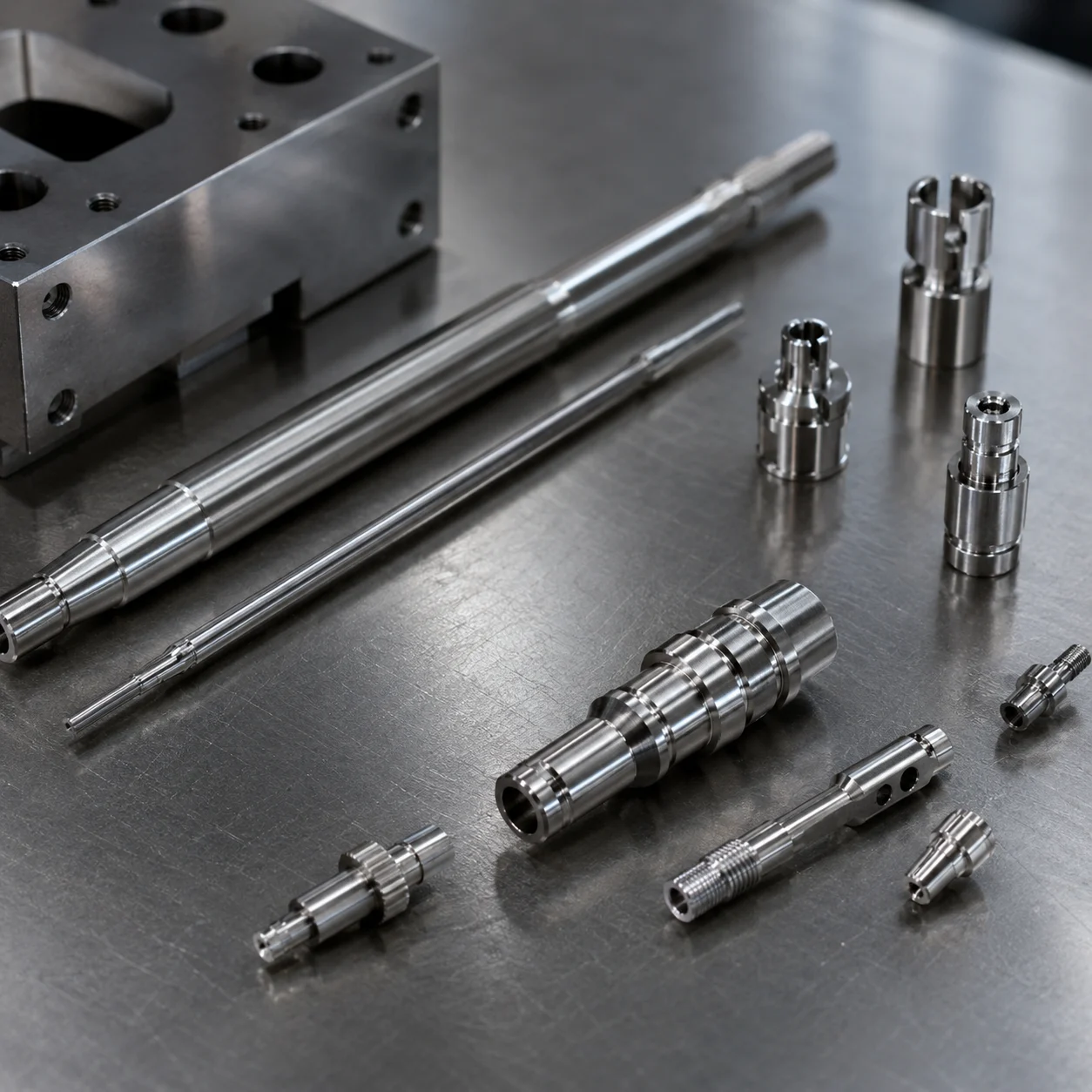
Typische Schweizer Drehteile
Anwendungen in der Luft- und Raumfahrt und Verteidigung erfordern präzises Schweizer Drehen für komplexe, kleine Komponenten, bei denen Gewichtsreduktion, dimensionale Stabilität und strenge Materialrückverfolgbarkeit kritische Parameter sind.
- • Miniatur-Aktuatorschaft mit komplexen mehrstufigen Profilen
- • Hochdichte Instrumentierungsstifte für Avionik- und Flugsteuerungsbaugruppen
- • Steckverbindergehäuse und spezialisierte elektrische Kontaktgehäuse
- • Hochfeste Befestigungselemente, die mit Mikrogewinde-Präzision konstruiert sind
- • Sensorgehäuse, die eine fehlerfreie Kreuzachsausrichtung für hermetische Abdichtungen erfordern
Kritische Merkmale & Qualitätsfokus
Schweizer CNC-Bearbeitung in der Luft- und Raumfahrt priorisiert extreme geometrische Genauigkeit und Null-Fehler-Leistung, um Feldfehler in hochvibrations- und hochgelegenen Umgebungen zu eliminieren.
- • Hohe Festigkeit-zu-Gewicht-Leistung: Fortgeschrittene Bearbeitung von Titan, Superlegierungen und Aluminium zur Minimierung der Masse bei gleichzeitiger Wahrung der mechanischen Integrität.
- • Makellose Gewindeintegrität: Präzise Ausführung von externen Mikrowinden der Klasse 3A und internen Mikrowinden der Klasse 3B mit null Risiko von Abnutzung oder Verklemmen.
- • Tiefe Mikrobore: Stabiles Bohren von axialen und radialen Löchern bis Ø0,5 mm für hydraulische Fluiddurchgänge und eingebettete Instrumentierung.
Sekundäre Nachbearbeitungsoperationen:
Vastmaterial Vorteil: Durch die Nutzung unserer branchenübergreifenden Fertigungsexpertise kartieren unsere Ingenieurteams wichtige Ausfallmodi und dimensionale Schwachstellen frühzeitig in der DFM-Phase, um eine einsatzbereite Leistung für mission-kritische Luft- und Raumfahrtkomponenten sicherzustellen.
Fertigungszeit & Produktionslebenszyklus der Schweizer Bearbeitung: Von der Anfrage bis zur Skalierung
Vereinfachter RFQ-Prozess
Reichen Sie Ihre 2D/3D-CAD-Zeichnungen zusammen mit Materialanforderungen, Toleranzvorgaben und geschätztem Jahresvolumen für ein umfassendes Angebot ein.
DFM-Überprüfung & Abstimmung
Die Ingenieure von Vastmaterial analysieren kritische Abmessungen (CTQs), um Bearbeitungswege zu optimieren, die Herstellungskosten zu stabilisieren und die Durchlaufzeiten zu minimieren.
Prototyp bis zur Produktion
Wir fertigen erste Muster direkt auf unseren hochpräzisen Schweizer CNC-Maschinen und stellen einen vollständigen FAI-Bericht zur Überprüfung durch den Kunden zur Verfügung.
Prozess- & Qualitätsverriegelung
Sobald der Prototyp genehmigt ist, werden alle Programmversätze, Werkzeuganordnungen und Qualitätskontrollprotokolle sicher verriegelt, um Prozessabweichungen zu beseitigen.
Hochvolumige Serialisierung
Wir wechseln nahtlos in die Serienproduktion, unterstützt durch kontinuierliche Chargenrückverfolgbarkeit, CPK-Stabilitätsdaten und pünktliche Liefergarantien.
Vereinfachter RFQ-Prozess
Reichen Sie Ihre 2D/3D-CAD-Zeichnungen zusammen mit Materialanforderungen, Toleranzvorgaben und geschätztem Jahresvolumen für ein umfassendes Angebot ein.
DFM-Überprüfung & Abstimmung
Die Ingenieure von Vastmaterial analysieren kritische Abmessungen (CTQs), um Bearbeitungswege zu optimieren, die Herstellungskosten zu stabilisieren und die Durchlaufzeiten zu minimieren.
Prototyp bis zur Produktion
Wir liefern Prototyp-Bearbeitungsmuster direkt auf unseren hochpräzisen Schweizer CNC-Maschinen, die für CNC-Drehen optimiert sind, und stellen einen vollständigen FAI-Bericht zur Überprüfung durch den Kunden zur Verfügung.
Prozess- & Qualitätsverriegelung
Sobald der Prototyp genehmigt ist, werden alle Programmversätze, Werkzeuganordnungen und Qualitätskontrollprotokolle sicher verriegelt, um Prozessabweichungen zu beseitigen.
Hochvolumige Serialisierung
Wir wechseln nahtlos in die Serienproduktion, unterstützt durch kontinuierliche Chargenrückverfolgbarkeit, CPK-Stabilitätsdaten und pünktliche Liefergarantien.
Schweizer Bearbeitung FAQ: Präzision, Technik & Logistik
Finden Sie fachkundige technische Einblicke zu engen Toleranzen in der Schweizer Bearbeitung, Materialien, Kostenoptimierung und wie Vastmaterial die Konsistenz der Teile vom Prototyping bis zur Serienproduktion sicherstellt.
Der grundlegende Unterschied liegt im Mechanismus des gleitenden Kopfes und der Führungsbuchse. Bei einer Drehmaschine mit gleitendem Kopf bewegt sich der Rohmaterialstamm axial durch die Führungsbuchse, während die Schneidwerkzeuge in der Nähe des Stützpunkts fixiert bleiben. Dies beseitigt die Materialablenkung vollständig am Schnittpunkt. Herkömmliche CNC-Drehzentren mit festem Kopf halten das Werkstück in einem Spannfutter oder einer Spannzange, was dünne, lange Komponenten sehr anfällig für Werkzeugdruckablenkung, Vibrationen und geometrische Konizität macht.
Die Schweizer CNC-Bearbeitung wird dringend empfohlen, wenn das Längen-zu-Durchmesser-(L/D)-Seitenverhältnis eines Bauteils 3:1 oder 4:1 übersteigt. Für komplexe, miniature Teile mit extremen Seitenverhältnissen von bis zu 20:1 oder mehr ist das Schweizer Drehen die einzige zuverlässige Produktionsmethode, die in der Lage ist, enge Toleranzen und Geradheit über die gesamte Länge ohne sekundäre Schleifoperationen zu halten.
Ja. Moderne Mehrachsen-Schweizer Dreh-Fräszentren verfügen über lebende Werkzeuge, Unterspindeln und unabhängige Y-Achsen-Fähigkeit. Diese Konfiguration ermöglicht es uns, komplizierte exzentrische Kreuzbohrungen, komplexe Nutfräsungen, Gewindefräsen, Konturfräsen und Rückbearbeitungsmerkmale durchzuführen. Durch die vollständige Teilefertigung in einem einzigen automatisierten Setup eliminieren wir die kumulierten Fehler und Vorrichtungskosten, die mit der sekundären Handhabung verbunden sind.
Haben Sie eine einzigartige technische Herausforderung? Sprechen Sie noch heute mit einem Anwendungenstechniker von Vastmaterial für eine umfassende Überprüfung des Designs für die Fertigung (DFM).
Härtere Materialien, wie vorgehärtete Edelstahllegierungen, Titanlegierungen oder nickelbasierte Superlegierungen, erzeugen höhere Werkzeugdrücke und beschleunigten Werkzeugverschleiß. Während ultra-präzises, enges Toleranz-Schweizer Drehen mit diesen Legierungen vollständig erreichbar ist, müssen Werkzeugwege, spezielle Beschichtungen, maßgeschneiderte Schneidparameter und fortschrittliche Kühlmittel eng verwaltet werden. Vastmaterial optimiert diese Faktoren, um eine zuverlässige statistische Prozesskontrolle (CPK) über lange Produktionsläufe aufrechtzuerhalten.
Die Gratkontrolle bei mikroskopisch kleinen Komponenten beginnt mit konstruierten Werkzeugwegen, optimierten Schnittsequenzen und regelmäßiger Werkzeuglebenszyklusverwaltung, um stumpfe Kanten zu vermeiden. Für interne Konfigurationen oder Mikrorillen setzen wir mechanische Entgratungsroutinen mit Unterspindeln direkt in der Maschine ein. Abhängig von Ihren Blaupausenspezifikationen können Nachbearbeitungsoperationen wie zentrifugales Fass-Trommeln, chemische Entgratung oder elektrochemisches Polieren integriert werden, um eine 100% gratfreie Lieferung zu gewährleisten.
Um eine genaue, schnelle Bearbeitung von Angeboten zu gewährleisten, laden Sie bitte ein 3D-CAD-Modell (STEP, IGES oder X_T-Format) zur genauen Geometrieüberprüfung hoch, zusammen mit einer entsprechenden 2D-Technischen Zeichnung (PDF, DWG oder DXF), die kritische Abmessungen, Toleranzen, Oberflächenrauhigkeitsgrenzen, Rohmaterial-Spezifikationen und alle Nachbehandlungsanforderungen klar angibt. Bitte geben Sie auch Ihre angestrebten Muster- und Jahresproduktionsvolumina an.
Bereit, ein Angebot anzufordern? Reichen Sie Ihre Projektdatenblätter direkt über unser sicheres Portal ein, um innerhalb von 24 Stunden eine umfassende Antwort zu erhalten.
Wir setzen strenge Datenschutzprotokolle in unserem gesamten Unternehmen durch. Alle proprietären Konstruktionszeichnungen, technischen Spezifikationen und digitalen Modelle werden auf sicheren, eingeschränkten internen Servern gehostet. Vastmaterial führt routinemäßig umfassende Geheimhaltungsvereinbarungen (NDAs) vor der Dateieinreichung durch, um vollständige Vertraulichkeit von der ursprünglichen Konzeptbewertung bis zur Serienproduktion und dem Versand zu gewährleisten.
Fordern Sie ein Angebot für präzises Schweizer Drehen an
Arbeiten Sie mit Vastmaterial für Ihre eng tolerierten, maßgeschneiderten Schweizer Drehteile und umfassende Bearbeitungsunterstützung zusammen. Für komplexe zylindrische Merkmale wenden wir häufig CNC-Drehen an, und für Flächen/Nuten und Mehrflächen-Details bieten wir auch CNC-Fräsen an. Reichen Sie Ihre Konstruktionszeichnungen unten ein, um innerhalb von 24–48 Stunden ein detailliertes technisches Angebot und eine kostenlose DFM-Analyse zu erhalten.