Servizi di lavorazione svizzera di precisione per micro parti a tolleranza ristretta
Lavorazione di alta precisione con macchine CNC svizzere e produzione di torni a testa scorrevole per geometrie complesse e sub-millimetriche, con tracciabilità completa da lotto a lotto.
Micro-diametri e alti rapporti di aspetto
Tornitura-fresatura complessa in un'unica configurazione
Scala senza soluzione di continuità dal prototipo alla produzione
Vastmaterial integra senza soluzione di continuità la tornitura svizzera avanzata con la fusione in investimento post-lavorazione per fornire un ciclo di produzione altamente affidabile e a fonte unica per componenti industriali ad alta richiesta.
Capacità di lavorazione svizzera a tolleranza ristretta
Verifica istantaneamente se le nostre tolleranze di tornitura svizzera ad alta precisione e le capacità di produzione sono allineate con le specifiche delle tue parti di micro precisione per Tornitura CNC.
Precisione
Intervallo di tolleranza tipico
±0,005 mm
(±0,0002")
Capacità dipendente dal processo progettata per applicazioni ad alta ripetibilità.
Diametro
Capacità di diametro esterno
Ø 0,5–32 mm
Layout ottimizzato ideale per componenti in scala micro e profili in miniatura.
Rapporto di aspetto
Capacità Lunghezza-Diametro (L/D)
Fino a 20:1+
Mantenuta tramite stabilità del mandrino scorrevole per eliminare la deflessione del pezzo.
Finitura superficiale
Rugosità Superficiale Raggiungibile
Ra 0,4–0,8 μm
(16–32 μin)
Finiture superiori che minimizzano o eliminano completamente le operazioni di rettifica secondaria.
Produzione in Volume
Capacità di Scala e Lotto
100 a 100k+ Pz
Transizione senza soluzione di continuità da ingegneria a basso volume Lavorazione di prototipi a fornitura continua di massa.
Caratteristiche Complesse
Geometrie Integrate
Attrezzaggio Vivo Multi-Axis
Elaborazione simultanea di micro-fessure, fori incrociati, filettatura a spirale e lavorazione posteriore.
*Nota: Le tolleranze e i parametri esatti raggiungibili dipendono direttamente dalla geometria del pezzo, dal grado del materiale e dallo stato di trattamento termico. Il team di ingegneria Vastmaterial esamina ogni progetto del cliente per abbinare le tolleranze del disegno con percorsi di attrezzaggio ottimizzati e dinamiche specifiche del materiale attraverso i nostri servizi di lavorazione.
Lavorazione CNC Svizzera: Quando Scegliere un Tornio con Mandrino Scorrevole
Il Meccanismo Principale: Perché il Tornio Svizzero Elimina la Deflessione
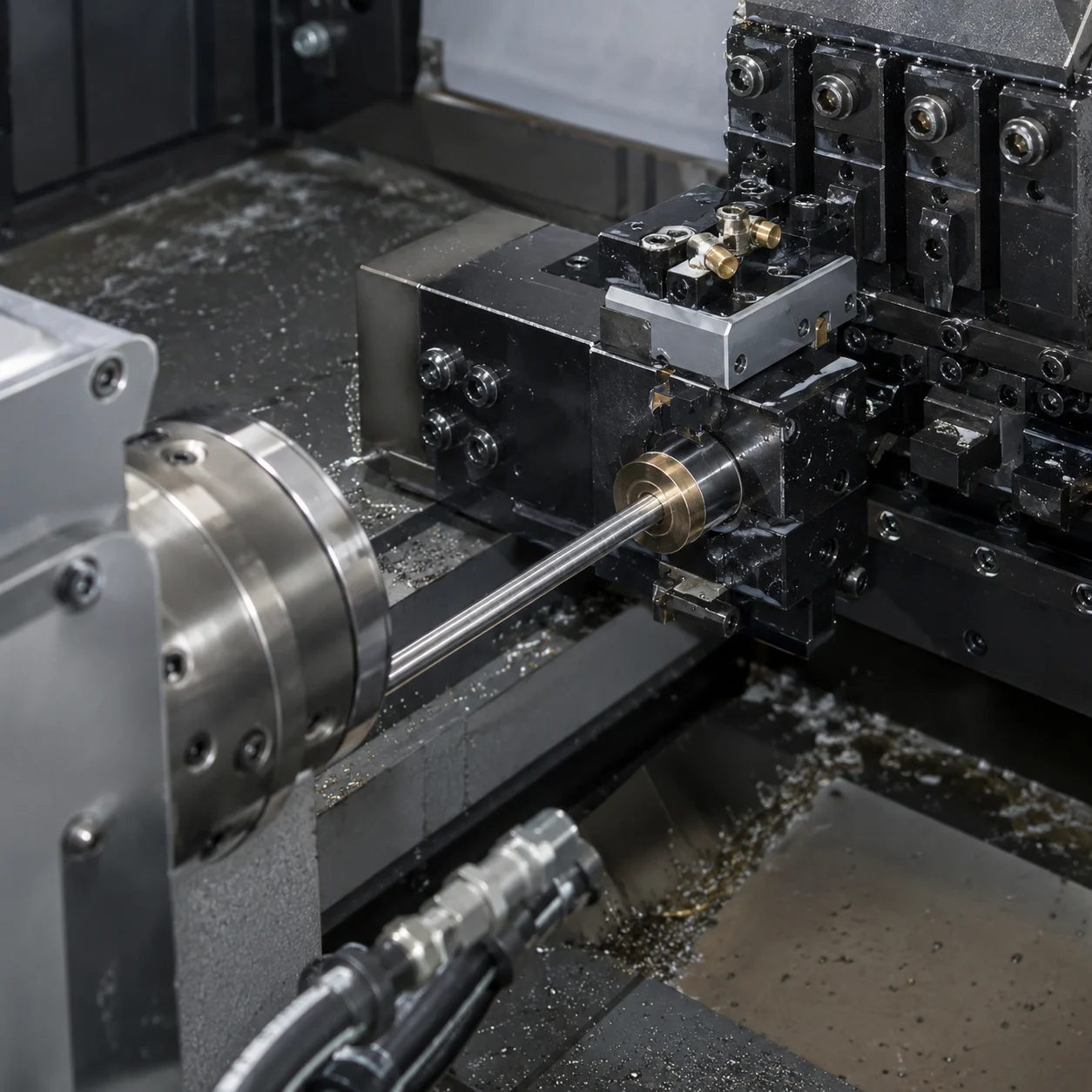
Il fondamentale cambiamento ingegneristico nei centri di tornitura in stile svizzero si basa su un unico, potente principio: supporto del materiale al punto di taglio. A differenza dei torni CNC tradizionali, dove il materiale rimane fisso in un mandrino e l'utensile si muove lungo il pezzo, un tornio svizzero alimenta il materiale attraverso un manicotto guida di precisione. L'utensile da taglio opera immediatamente adiacente al punto di supporto del manicotto guida—tipicamente entro millimetri—creando un involucro di lavoro rigido e quasi immobile.
Questo elimina completamente la deflessione del materiale, indipendentemente dalla lunghezza del pezzo. Componenti lunghi e sottili che si fletterebbero e vibrarebbero su un tornio convenzionale rimangono perfettamente stabili, consentendo tolleranze strette e finiture superficiali superiori anche sulle geometrie più impegnative—specialmente nei programmi di lavorazione ad alta precisione.
Vantaggi Strategici di Produzione
- 01 Rapporti di Aspetto Incomparabili: Lavorare in sicurezza alberi e perni lunghi e sottili senza conicità o vibrazioni, anche con rapporti lunghezza-diametro superiori a 20:1.
- 02 Lavorazione Multifunzionale a Configurazione Singola: Utensili in vivo, sotto-mandrini e configurazioni multi-assi eseguono fresatura, foratura incrociata e fresatura inversa simultaneamente, eliminando completamente gli errori cumulativi dai passaggi secondari del pezzo.
- 03 Estrema Rigidità su Micro Parti: Il supporto strutturale continuo consente profondità di taglio aggressive anche su diametri fragili e sub-millimetrici senza deflessione o degrado della superficie.
Archetipi Ideali di Componenti
La tornitura svizzera eccelle per:
Quando Pivotare: Limiti di Processo
Componenti o parti corti, spessi e di grande diametro o dominati puramente da operazioni di fresatura pesante sono più adatti per centri di tornitura CNC standard o centri di fresatura a 5 assi. La tornitura svizzera brilla su geometrie sottili e complesse—non su materiali rigidi e di grandi dimensioni.
Differenziali Chiave
Il punto di supporto della boccola guida—posizionato a pochi millimetri dello strumento di taglio—è la differenza critica. Questa prossimità elimina la deflessione che affligge il tornio CNC convenzionale su parti lunghe e slanciate.
Non sei sicuro se la geometria della tua parte richiede tornitura svizzera?
Carica il tuo disegno per un'analisi del processo di routing e una raccomandazione esperta gratuite.
Tornitura svizzera vs. tornitura CNC tradizionale: il vantaggio della stabilità
✓ Tornio a testa mobile svizzero
- → Materiale alimentato attraverso la boccola guida per supporto continuo
- → Elimina la deflessione su parti lunghe e slanciate
- → Lavorazione di geometrie complesse in un'unica impostazione
- → Ideale per rapporti di aspetto superiori a 10:1 o 20:1
- → Finitura superficiale superiore su parti in micro scala
○ Centro di tornitura CNC tradizionale
- → Materiale tenuto nel mandrino; lo strumento si muove lungo la parte
- → Susceptibile a vibrazioni e deflessione su parti lunghe
- → Richiesta di più impostazioni per caratteristiche complesse
- → Migliore per componenti corti e rigidi
- → Errori cumulativi da passaggi secondari
L'approccio integrato di Vastmaterial
Audendo i disegni durante la fase iniziale di quotazione, Vastmaterial bilancia la scelta tra tornitura svizzera autonoma e metodi di fusione più lavorazione per ottimizzare l'economia finale dell'unità. Il nostro team di ingegneri valuta la geometria della tua parte, le proprietà del materiale e il volume di produzione per raccomandare il percorso di produzione più conveniente e affidabile—che si tratti di tornitura svizzera di precisione, fusione per investimento con post-lavorazione, o un approccio ibrido.
Questo processo consultivo garantisce che non si stia specificando eccessivamente l'attrezzatura o i processi, e che le tolleranze critiche siano raggiunte con la massima efficienza e ripetibilità.
Guidare la Consistenza Totale dei Componenti: I Vantaggi della Tornitura di Precisione Svizzera
I team di approvvigionamento e ingegneria scelgono i vantaggi della lavorazione svizzera per la stabilità dimensionale a lungo termine e la mitigazione del rischio rispetto alla semplice capacità dell'attrezzatura. Il nostro setup di lavorazione svizzera a tolleranza stretta minimizza la variazione geometrica attraverso cicli di produzione complessi e ad alto volume, supportato da servizi di lavorazione collaudati.
Eliminazione dell'errore di impostazione cumulativa
L'esecuzione a singolo setup attraverso sottospindli sincroni garantisce una concentricità, parallelismo e controllo totale dell'uscita quasi perfetti su profili intricati, bypassando l'accumulo di tolleranza tipico dei trasferimenti di componenti tra più macchine.
Documentazione completa PPAP di livello 3 e rapporti FAI disponibili su richiesta.
Stabilità termica e vibrazionale dinamica
La prossimità strutturale della testa dell'utensile al bush di guida su un tornio a testa mobile sopprime le vibrazioni armoniche. Questo meccanismo di supporto rigido protegge l'integrità della superficie e garantisce lavorazioni ad alta coerenza anche su geometrie lunghe e sottili.
Il monitoraggio CPK in processo garantisce la verifica dimensionale durante l'intero ciclo.
Scalabilità senza soluzione di continuità tramite blocco dei parametri
La transizione dalla prototipazione rapida alla tornitura svizzera di alta precisione ad alto volume utilizza cinematica multi-assiale identica. Questo congela le variabili di processo, blocca i percorsi degli utensili e offre una ripetibilità batch-to-batch senza compromessi, ideale per programmi di produzione che standardizzano anche i requisiti di tornitura CNC.
La tracciabilità dei materiali e la certificazione completa del lotto di calore sono rigorosamente mantenute.
Archetipi di produzione adatti allo scopo
Il framework di qualità a tre livelli di Vastmaterial—combinando revisioni ingegneristiche proattive pre-produzione, rigorosi controlli in processo e validazione finale completamente documentata—garantisce che parti complesse tornite in Svizzera arrivino esattamente secondo il tuo disegno ingegneristico, mitigando i difetti di assemblaggio a valle come parte del nostro processo end-to-end servizi.
Materiali e capacità di lavorazione svizzera ad alta precisione
Scopri come la metallurgia delle materie prime, i trattamenti termici pre-lavorazione e le tolleranze specializzate delle barre determinano i limiti dimensionali e i risultati strutturali nelle operazioni di tornitura CNC svizzera a tolleranza stretta.
Profili in acciaio inossidabile
Voti frequenti
AISI 303, 304, 316L, 17-4 PH, 440C
Progettato per strumenti chirurgici, impianti medici e sotto-assemblaggi marini. L'esecuzione di lavorazioni in acciaio inossidabile con tornitura svizzera richiede geometrie avanzate di spezzachip e strategie di raffreddamento con olio continuo per mitigare l'indurimento severo e garantire profili di taglio impeccabili, con opzioni Rettifica CNC per superfici di tenuta critiche.
Inibisce la formazione di trucioli nelle operazioni di microforatura e fresatura di scanalature profonde.
Acciai al Carbonio e a Bassa Lega
Voti frequenti
12L14, 1215, 4140, 8620
Lo standard per perni di ingranaggi industriali, spline multi-gradini, spools idraulici e alberi automobilistici. Queste leghe offrono eccezionali proprietà di frattura del truciolo e cicli di usura degli utensili prevedibili—ideali per flussi di lavoro di tornitura CNC ad alto volume—massimizzando la resa totale e il throughput di produzione.
Consente cicli rapidi con ripetibilità di parti di micro precisione.
Superleghe e Metalli Refrattari
Voti frequenti
Inconel 625/718, Titanio Grado 2/5, Hastelloy, Monel
Selezionato per sistemi aerospaziali estremi, applicazioni di difesa e strumenti per pozzi di petrolio e gas. Superare le difficoltà della lavorazione di leghe ad alta temperatura richiede gradi di carburo specializzati e impostazioni rigide di guide bushing per evitare deflessione termica.
Mantiene la geometria strutturale e l'integrità dimensionale sotto stress termico.
Leghe non ferrose
Voti frequenti
Alluminio 6061-T6/7075, Ottone C36000, Rame, Bronzo
Ideale per lavorazioni ad alta velocità di connettori elettronici, involucri RF e componenti medici. Questi metalli morbidi ma abrasivi consentono velocità superficiali ultra-veloci e finiture brillanti a bassa rugosità, minimizzando la forza di taglio meccanica.
Fornisce finiture superficiali eccellenti e micro-caratteristiche prive di trucioli.
Consulenza sui Materiali di Ingegneria: Come lo Stato del Materiale Influenza la Precisione della Lavorazione Svizzera
Selezione delle Materie Prime & Qualità del Barra Stock
Nella lavorazione CNC svizzera, l'uso di barre di materia prima a sezione centrale e rettificate a freddo è fondamentale per mantenere una tenuta sicura contro la guida del manicotto del mandrino mobile. Fluttuazioni minori nel diametro esterno o nella rotondità della barra grezza portano a variazioni di clearance irregolari, causando vibrazioni e deriva di concentricità durante lunghe produzioni.
- • La materia prima rettificata a sezione centrale garantisce tolleranze di diametro esterno entro ±0,0005" per evitare vibrazioni.
- • Le strutture granulari uniformi eliminano il rilascio erratico di stress e deformazioni durante la perforazione profonda.
- • La rigorosa planarità delle barre previene l'inceppamento delle bussole guida, salvaguardando i limiti di posizione reali sulle microcaratteristiche.
Impatto della Condizione di Trattamento Termico
Lo stato termico pre-lavorazione—che sia ricotto, normalizzato, indurito per precipitazione o rilassato da stress—regola i profili di usura degli utensili e l'affidabilità finale del componente. Mentre gli acciai inossidabili ricottati tagliano sotto carichi inferiori, la loro natura duttile porta all'accumulo di bordi, mentre le superleghe invecchiate richiedono configurazioni rigide per prevenire fratture localizzate dell'utensile.
- • Condizioni ricotte: durezza iniziale inferiore ma rischio aumentato di micro-screpolature continue.
- • Stati induriti per precipitazione: resistenza allo snervamento notevolmente superiore, richiedendo un controllo di avanzamento finemente regolato.
- • Materiali rilassati da stress: essenziali per parti a pareti sottili per prevenire torsioni dopo il rilassamento delle forze di taglio.
Valutazioni di lavorabilità e considerazioni sui tempi di ciclo
Vastmaterial analizza la relazione tra selezione del materiale e tempi di ciclo di lavorazione per identificare percorsi di ottimizzazione dei costi. La scelta di materiali con profili di lavorabilità favorevoli permette agli ingegneri di aumentare la produttività, estendere la durata degli utensili e garantire indici di capacità di processo più stretti in produzioni di grande volume.
Leghe personalizzate e proprietarie
Lavori con materiali altamente specializzati, esotici o proprietari? Il nostro team di produzione e ingegneria collabora direttamente con le schede tecniche dei tuoi materiali per eseguire approfondite revisioni degli utensili, garantendo piena compatibilità del processo prima dell'inizio della lavorazione.
Vantaggio Vastmaterial
Integrando la fusione a cera persa di precisione con la lavorazione Swiss ad alta velocità, Vastmaterial gestisce configurazioni complesse di leghe grezze e processi post-lavorazione per offrire un ciclo di produzione affidabile e a sorgente unica.
Lavori con una lega proprietaria o rara? Fornisci le schede di specifica del materiale insieme alla tua richiesta di preventivo per un'analisi specializzata degli utensili.
Invia Schede MaterialiLinee guida DFM (Design for Manufacturing) per un tornio Swiss a costi ottimizzati
Ridurre i costi di produzione e migliorare la resa dei pezzi inizia dal disegno. Usa queste intuizioni tecniche DFM per allineare le tue geometrie complesse alle capacità ad alta efficienza della lavorazione CNC Swiss.
Pratiche DFM ottimizzate
- Distribuisci le tolleranze strategicamente
Applicare tolleranze ultra-rigide (ad es., ±0,005 mm a ±0,01 mm) solo dove funzionalmente necessario. Utilizzare tolleranze rilassate su caratteristiche non critiche consente velocità di avanzamento più elevate e una vita utile prolungata degli utensili, abbassando direttamente il prezzo per pezzo.
- Standardizzare filettature e caratteristiche interne
Progettare profili di filettatura e profondità dei fori per adattarsi agli utensili standard. Evitare punte personalizzate o barre di foratura specializzate riduce i tempi di impostazione e garantisce una qualità costante durante la produzione di tornitura CNC a lungo termine.
- Specificare riferimenti di concentricità chiari
Designare un singolo riferimento di dato primario che sia facilmente accessibile. Questo semplifica le impostazioni di ispezione e aiuta a mantenere la superiore coassialità per cui sono noti i torni a testa mobile, specialmente su alberi multi-step.
- Progettare raccordi e smussi accessibili
Incorporare raggi piccoli agli angoli interni per adattarsi al raggio naturale della punta dell'utensile. Questo previene le concentrazioni di stress agli angoli acuti e riduce la necessità di utensili fragili a punta di ago che rallentano i tempi di ciclo.
Costi e rischi
- Rapporti di aspetto eccessivi con pareti sottili
Sebbene la lavorazione svizzera eccella in parti lunghe, combinare un alto rapporto lunghezza-diametro con pareti sottili può portare a vibrazioni o deformazioni. Vastmaterial raccomanda caratteristiche di supporto temporanee o nervature strutturali per mantenere l'integrità della superficie.
- Fessure esterne profonde e strette
Evitare scanalature strette e acute che causano accumulo di trucioli. Queste caratteristiche richiedono spesso più passaggi e frequenti cambi di utensile, aumentando il rischio di scarti e prolungando il tempo totale di produzione.
- Bave non definite su intersezioni complesse
Non specificare limiti di bave ammissibili su fori forati incrociati o caratteristiche sovrapposte può portare a costosi processi di sbavatura manuale. Definire i bordi critici in anticipo per consentire processi di sbavatura automatizzati in macchina.
Elenco di controllo essenziale per la presentazione di RFQ
Per fornire un preventivo preciso e un rapporto DFM completo, si prega di assicurarsi che la propria presentazione includa i seguenti dati tecnici. Se si sta convalidando un nuovo design prima della produzione completa, il nostro flusso di lavoro di lavorazione prototipale aiuta a confermare tolleranze e producibilità in anticipo.
Fornire file STEP/IGES per la geometria e PDF 2D per tolleranze critiche, GD&T e indicazioni di finitura superficiale.
Indicare chiaramente il grado specifico della lega e la condizione di trattamento termico (ad esempio, ricotto, indurito) per determinare la lavorabilità.
Specificare eventuali esigenze di rivestimento, placcatura o passivazione insieme all'EAU target (Utilizzo Annuale Stimato) per la determinazione dei prezzi basati sul volume.
Controllo Qualità della Lavorazione Svizzera, Sistemi di Ispezione e Tracciabilità dei Processi
Vastmaterial allinea i flussi di produzione di precisione con gli esigenti standard globali dell'industria aerospaziale, medica e industriale attraverso la lavorazione avanzata. Forniamo rapporti di ispezione dimensionale trasparenti e completa tracciabilità del numero di lotto per eliminare i rischi di ispezione in entrata presso la tua struttura.
Fase 1: Verifica del Materiale Grezzo e Preparazione del Barre Stock
Per ottenere tolleranze strette nella lavorazione svizzera, il barre stock di precisione in entrata subisce una rigorosa verifica della lega e una validazione della rettifica senza centro supportata dalla rettifica CNC. Questo garantisce costante rotondità, linearità e stabilità del diametro esterno prima che il materiale venga caricato nel tornio a testa mobile.
Fase 2: Controllo Statistico del Processo (SPC) e Monitoraggio CPK
Le produzioni iniziano con una rigorosa Ispezione del Primo Articolo (FAI). Implementiamo il tracciamento programmato del sistema di misurazione delle coordinate automatizzato combinato con la compensazione in tempo reale degli utensili per gestire attivamente l'usura degli utensili e mantenere alti indici CPK su dimensioni miniature critiche per il Tornitura CNC.
Fase 3: Validazione in Uscita e Verifica dei Micro-Burr
Il nostro campionamento finale utilizza comparatori ottici ad alta risoluzione, sistemi di ispezione visiva automatizzati e profilometri digitali. Controlliamo i limiti di rugosità superficiale, la completa rimozione dei micro-burr e la conformità geometrica per garantire imballaggi privi di difetti.

Consegne di Ispezione Turnkey
Vastmaterial fornisce pacchetti di qualità trasparenti e auditabili personalizzati in base alle tue esigenze di approvvigionamento. Questi documenti di verifica garantiscono che ogni lotto di parti micro di precisione rifletta perfettamente i tuoi disegni ingegneristici.
- Rapporti di Ispezione Dimensionale Completi — Dati di ispezione dimensionale completi del primo articolo e del lotto finale mappati direttamente alle caratteristiche balloonate del tuo disegno.
- Certificazioni di Test del Materiale — Rapporti di test di fabbrica (MTR) che dimostrano la composizione chimica e la conformità meccanica per acciaio inossidabile, titanio o superleghe.
- Conformità al Trattamento Termico e alla Placcatura — Certificazioni indipendenti per post-trattamenti specializzati tra cui passivazione, anodizzazione e indurimento superficiale.
- Registri Completi di Tracciabilità del Numero di Lotto — Registri di linea di produzione ininterrotta che collegano i tuoi componenti torniti svizzeri finiti al loro esatto lotto di materiale grezzo.
T tutta la documentazione è fornita in formati digitali sicuri pronti per integrarsi senza problemi nel tuo sistema di gestione della qualità interno (QMS).
Perché la Tracciabilità Verificabile Protegge la Tua Supply Chain
Nella tornitura svizzera ad alta precisione, l'uniformità strutturale e dimensionale è fondamentale. Il framework di qualità a tre livelli di Vastmaterial combina revisioni proattive di ingegneria pre-produzione, rigorosi controlli di processo e validazioni finali completamente documentate. Questa supervisione approfondita previene il drift degli utensili e mantiene la concentricità critica, garantendo che i componenti complessi si adattino perfettamente durante l'assemblaggio finale.
Auditando ogni dimensione critica e mantenendo storie di produzione rigorose, aiutiamo i responsabili della supply chain internazionali a ridurre i rischi, semplificare le verifiche normative e garantire prestazioni prevedibili su migliaia di unità.
Applicazioni di Tornitura Svizzera & Caratteristiche Mirate dei Componenti
Le applicazioni di tornitura svizzera ad alta precisione coprono settori ingegneristici critici dove piccoli componenti con tolleranze strette devono rispettare rigorosi standard di dimensione, materiale e integrità superficiale. Le nostre capacità di tornio a testa scorrevole sono ottimizzate per le richieste impareggiabili dell'aerospaziale, dell'automazione industriale, della potenza fluida e degli strumenti di perforazione profonda.
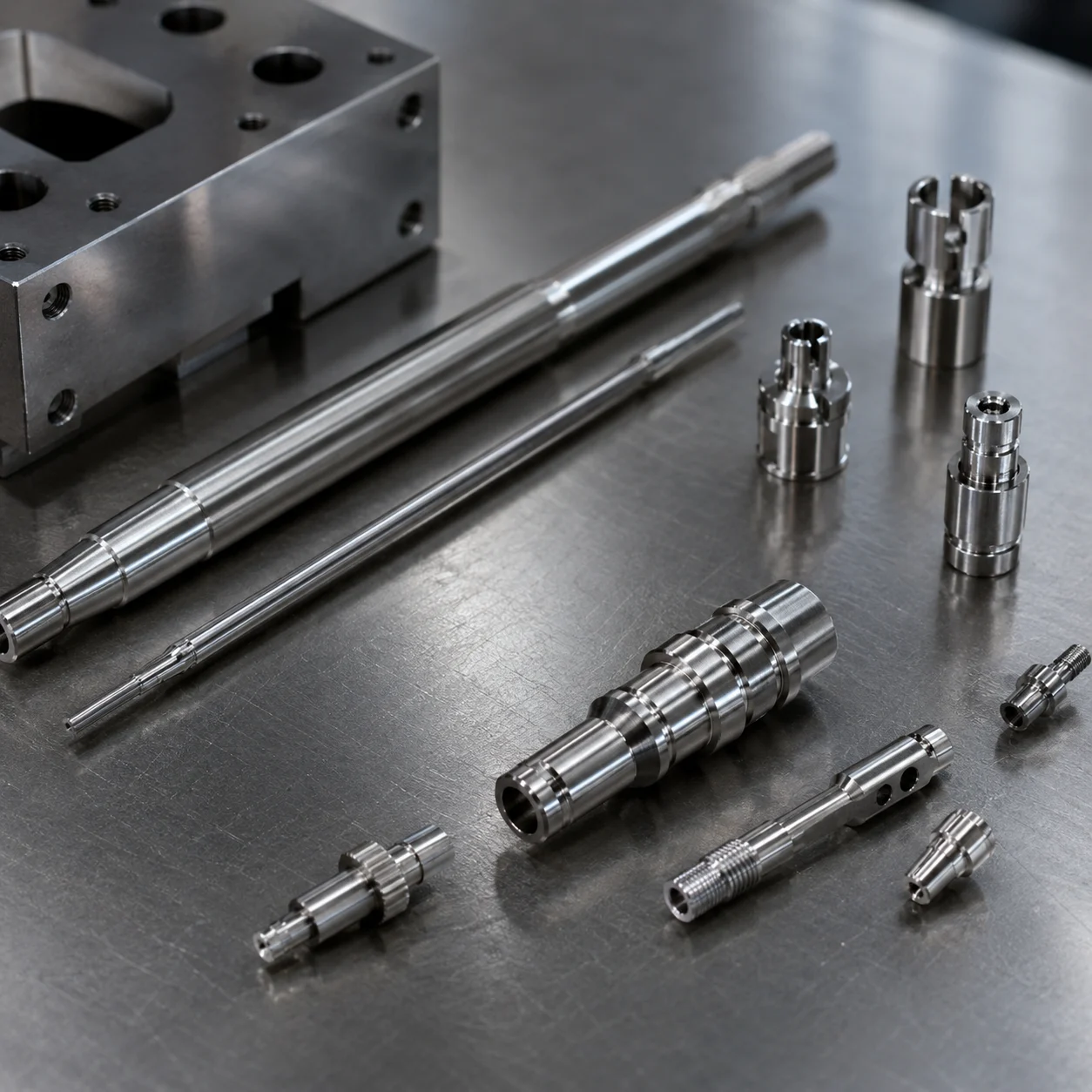
Componenti tipici torniti con tecnologia svizzera
Le applicazioni aerospaziali e di difesa richiedono tornitura svizzera di precisione per componenti complessi e di piccole dimensioni, dove la riduzione del peso, la stabilità dimensionale e la tracciabilità rigorosa dei materiali sono parametri critici.
- • Alberi di attuatori in miniatura con profili complessi a più gradini
- • Perni di strumentazione ad alta densità per avionica e assemblaggi di controllo del volo
- • Conchiglie di connettori e alloggiamenti specializzati per contatti elettrici
- • Ancoraggi ad alta resistenza ingegnerizzati con precisione micro-filettata
- • Alloggiamenti di sensori che richiedono un allineamento impeccabile su più assi per sigillature ermetiche
Caratteristiche Critiche & Focus sulla Qualità
La tornitura svizzera per aerospaziale si concentra su un'estrema precisione geometrica e prestazioni senza difetti per eliminare guasti sul campo in ambienti ad alta vibrazione e alta quota.
- • Prestazioni di alta resistenza rispetto al peso: Lavorazione avanzata di titanio, superleghe e alluminio per minimizzare la massa proteggendo l'integrità meccanica.
- • Integrità del filo impeccabile: Esecuzione precisa di micro-filetti esterni di Classe 3A e interni di Classe 3B con zero rischio di svitamento o bloccaggio.
- • Fori micro-trapanati profondi: Trapanazione stabile di fori assiali e radiali fino a Ø0,5 mm per passaggi di fluidi idraulici e strumentazione incorporata.
Operazioni di finitura secondaria:
Vantaggio Vastmaterial: Utilizzando la nostra esperienza manifatturiera intersettoriale, i nostri team di ingegneria mappano le principali modalità di guasto e le vulnerabilità dimensionali precocemente nella fase DFM, garantendo prestazioni pronte per il campo per componenti aerospaziali mission-critical.
Tempi di Consegna della Tornitura Svizzera e Ciclo di Vita della Produzione: Da RFQ a Scala
Processo RFQ Snellito
Invia i tuoi disegni CAD 2D/3D insieme alle specifiche dei materiali, ai requisiti di tolleranza e al volume annuale stimato per un preventivo completo.
Revisione e Allineamento DFM
Gli ingegneri di Vastmaterial analizzano le dimensioni critiche (CTQs) per ottimizzare i percorsi di lavorazione, stabilizzare i costi di produzione e ridurre al minimo i tempi di consegna.
Dal prototipo alla produzione
Produciamo campioni iniziali direttamente sulle nostre macchine CNC svizzere ad alta precisione e forniamo un rapporto FAI completo per la verifica del cliente.
Blocco del Processo e della Qualità
Una volta approvato il prototipo, tutti gli offset di programmazione, le impostazioni degli utensili e i protocolli di controllo qualità sono bloccati in modo sicuro per eliminare la deriva del processo.
Serializzazione ad Alto Volume
Passiamo senza problemi alla produzione su larga scala, supportati da una continua tracciabilità dei lotti, dati di stabilità CPK e garanzie di consegna puntuale.
Processo RFQ Snellito
Invia i tuoi disegni CAD 2D/3D insieme alle specifiche dei materiali, ai requisiti di tolleranza e al volume annuale stimato per un preventivo completo.
Revisione e Allineamento DFM
Gli ingegneri di Vastmaterial analizzano le dimensioni critiche (CTQs) per ottimizzare i percorsi di lavorazione, stabilizzare i costi di produzione e ridurre al minimo i tempi di consegna.
Dal prototipo alla produzione
Consegniamo campioni di lavorazione del prototipo direttamente sulle nostre macchine CNC svizzere ad alta precisione ottimizzate per la tornitura CNC e forniamo un rapporto FAI completo per la verifica del cliente.
Blocco del Processo e della Qualità
Una volta approvato il prototipo, tutti gli offset di programmazione, le impostazioni degli utensili e i protocolli di controllo qualità sono bloccati in modo sicuro per eliminare la deriva del processo.
Serializzazione ad Alto Volume
Passiamo senza problemi alla produzione su larga scala, supportati da una continua tracciabilità dei lotti, dati di stabilità CPK e garanzie di consegna puntuale.
FAQ sulla Tornitura Svizzera: Precisione, Ingegneria e Logistica
Trova approfondimenti tecnici esperti riguardo alle capacità di tornitura svizzera a tolleranza stretta, materiali, ottimizzazione dei costi e come Vastmaterial garantisce la coerenza dei pezzi dalla prototipazione alla produzione ad alto volume.
La differenza fondamentale risiede nel mandrino scorrevole e nel meccanismo della boccola guida. Su un tornio a mandrino scorrevole, la barra di materiale grezzo si muove assialmente attraverso la boccola guida mentre gli utensili da taglio rimangono fissi vicino al punto di supporto. Questo elimina completamente la deflessione del materiale al punto di taglio. I centri di tornitura CNC a mandrino fisso tradizionali tengono il pezzo in un morsetto o colletto, rendendo i componenti sottili e lunghi altamente vulnerabili alla deflessione da pressione dell'utensile, vibrazioni e conicità geometrica.
La tornitura CNC svizzera è altamente raccomandata quando il rapporto di lunghezza-diametro (L/D) di un componente supera 3:1 o 4:1. Per parti complesse e miniature con rapporti di aspetto severi che raggiungono fino a 20:1 o più, la tornitura svizzera è l'unico metodo di produzione affidabile in grado di mantenere tolleranze strette e linearità lungo tutta la lunghezza senza operazioni di rettifica secondarie.
Sì. I moderni centri multi-asse di tornitura e fresatura svizzeri sono dotati di utensili a comando diretto, sub-spindle e capacità indipendente sull'asse Y. Questa configurazione ci permette di eseguire forature trasversali intricate fuori centro, fresature complesse, filettature, contorni e caratteristiche di lavorazione posteriore. Raggiungendo la fabbricazione completa del pezzo in un'unica configurazione automatizzata, eliminiamo gli errori cumulativi e i costi di fissaggio associati alla gestione secondaria.
Hai una sfida tecnica unica? Parla oggi con un ingegnere applicativo di Vastmaterial per una revisione completa del design per la produzione (DFM).
Materiali più duri, come acciai inossidabili pre-ricottati, leghe di titanio o superleghe a base di nichel, generano pressioni più elevate sugli utensili e un'usura accelerata delle inserti. Sebbene la tornitura svizzera ad altissima precisione con tolleranze strette sia pienamente realizzabile con queste leghe, è necessario gestire attentamente i percorsi degli utensili, rivestimenti specializzati, parametri di taglio personalizzati e fluidi di raffreddamento avanzati. Vastmaterial ottimizza questi fattori per mantenere un controllo statistico di processo affidabile (CPK) durante lunghe produzioni.
Il controllo delle bave su componenti di dimensioni micro inizia con percorsi utensile progettati, sequenze di taglio ottimizzate e gestione regolare del ciclo di vita degli utensili per evitare bordi opachi. Per configurazioni interne o micro-rilievi, utilizziamo routine di sbavatura meccanica con sub-spindle direttamente all’interno della macchina. In base alle specifiche del progetto, operazioni post-lavorazione come tumbling centrifugo, sbavatura chimica o lucidatura elettrochimica possono essere integrate per garantire consegne prive di bave 100%.
Per garantire un preventivo accurato e rapido, si prega di caricare un modello CAD 3D (STEP, IGES o X_T) per una verifica precisa della geometria, insieme a un disegno tecnico 2D corrispondente (PDF, DWG o DXF) che indichi chiaramente le dimensioni critiche, le tolleranze, i limiti di rugosità superficiale, le specifiche del materiale grezzo e eventuali requisiti di trattamento post-lavorazione. Si prega inoltre di specificare i volumi di campioni e di produzione annua desiderati.
Pronto per richiedere un preventivo? Invia direttamente le schede dati del progetto tramite il nostro portale sicuro per una risposta completa entro 24 ore.
Applichiamo rigorosi protocolli di sicurezza dei dati in tutta l’azienda. Tutti i disegni di ingegneria proprietari, le specifiche tecniche e i modelli digitali sono ospitati su server interni sicuri e a accesso ristretto. Vastmaterial esegue regolarmente accordi di non divulgazione (NDA) completi prima della consegna dei file, garantendo la massima riservatezza dalla valutazione del concetto originale fino alla produzione in serie e alla spedizione.
Richiedi un preventivo per lavorazioni di tornitura svizzera di precisione
Collabora con Vastmaterial per i tuoi pezzi personalizzati a tolleranze strette e supporto di lavorazione end-to-end. Per caratteristiche cilindriche complesse applichiamo comunemente la tornitura CNC, e per superfici piane/scanalature e dettagli multi-faccia offriamo anche fresatura CNC. Invia i tuoi disegni tecnici qui sotto per ricevere un preventivo tecnico dettagliato e un’analisi DFM gratuita entro 24–48 ore.