Hassas İsviçre İşleme Hizmetleri Sıkı Toleranslı Mikro Parçalar için
Karmaşık, milimetrenin altındaki geometriler için yüksek hassasiyetli İsviçre CNC işleme ve kayar başlıklı torna üretimi, tam parti takip edilebilirliği ile.
Mikro Çaplar ve Yüksek Boyut Oranları
Tek Kurulumda Karmaşık Tornalama-Frezeleme
Kesintisiz Prototipten Üretime Ölçeklendirme
Vastmaterial, yüksek gereksinimli endüstriyel bileşenler için son derece güvenilir, tek kaynaklı bir üretim döngüsü sunmak amacıyla, gelişmiş İsviçre tornalama ile yatırım dökümünü kesim sonrası sorunsuz bir şekilde entegre eder.
Sıkı Toleranslı İsviçre İşleme Yetenekleri
Yüksek hassasiyetli İsviçre tornalama toleranslarımızın ve üretim kapasitelerimizin mikro hassas parçalar spesifikasyonlarınızla uyumlu olup olmadığını anında doğrulayın CNC TORNA.
Hassasiyet
Tipik Tolerans Aralığı
±0.005 mm
(±0.0002")
Yüksek tekrarlanabilirlik uygulamaları için tasarlanmış süreç bağımlı yetenek.
Çap
Dış Çap Yetenekleri
Ø 0.5–32 mm
Mikro ölçekli bileşenler ve minyatür profiller için ideal optimize edilmiş düzen.
Boyut Oranı
Çap-uzunluk (L/D) Kapasitesi
20:1+ kadar
Parça sapmasını ortadan kaldırmak için kayar başlık stabilitesi ile korunur.
Yüzey Bitimi
Elde Edilebilir Yüzey Pürüzlülüğü
Ra 0.4–0.8 μm
(16–32 μin)
İkincil taşlama işlemlerini en aza indiren veya tamamen ortadan kaldıran üstün torna yüzeyleri.
Hacim Üretimi
Ölçek ve Parti Kapasitesi
100'den 100k+ Adet
Düşük hacimli mühendislikten Prototip İşleme sürekli kütle tedarikine sorunsuz geçiş.
Karmaşık Özellikler
Entegre Geometriler
Çok Eksenli Canlı Takım
Mikro yarıklar, çapraz delikler, diş açma ve geri işleme işlemlerinin eşzamanlı işlenmesi.
*Not: Elde edilebilecek kesin toleranslar ve parametreler doğrudan parça geometrisi, malzeme kalitesi ve ısıl işlem durumu ile ilişkilidir. Vastmaterial mühendislik ekibi, her müşteri planını, çizim toleranslarını optimize edilmiş takım yolları ve özel malzeme dinamikleri ile eşleştirmek için inceler.
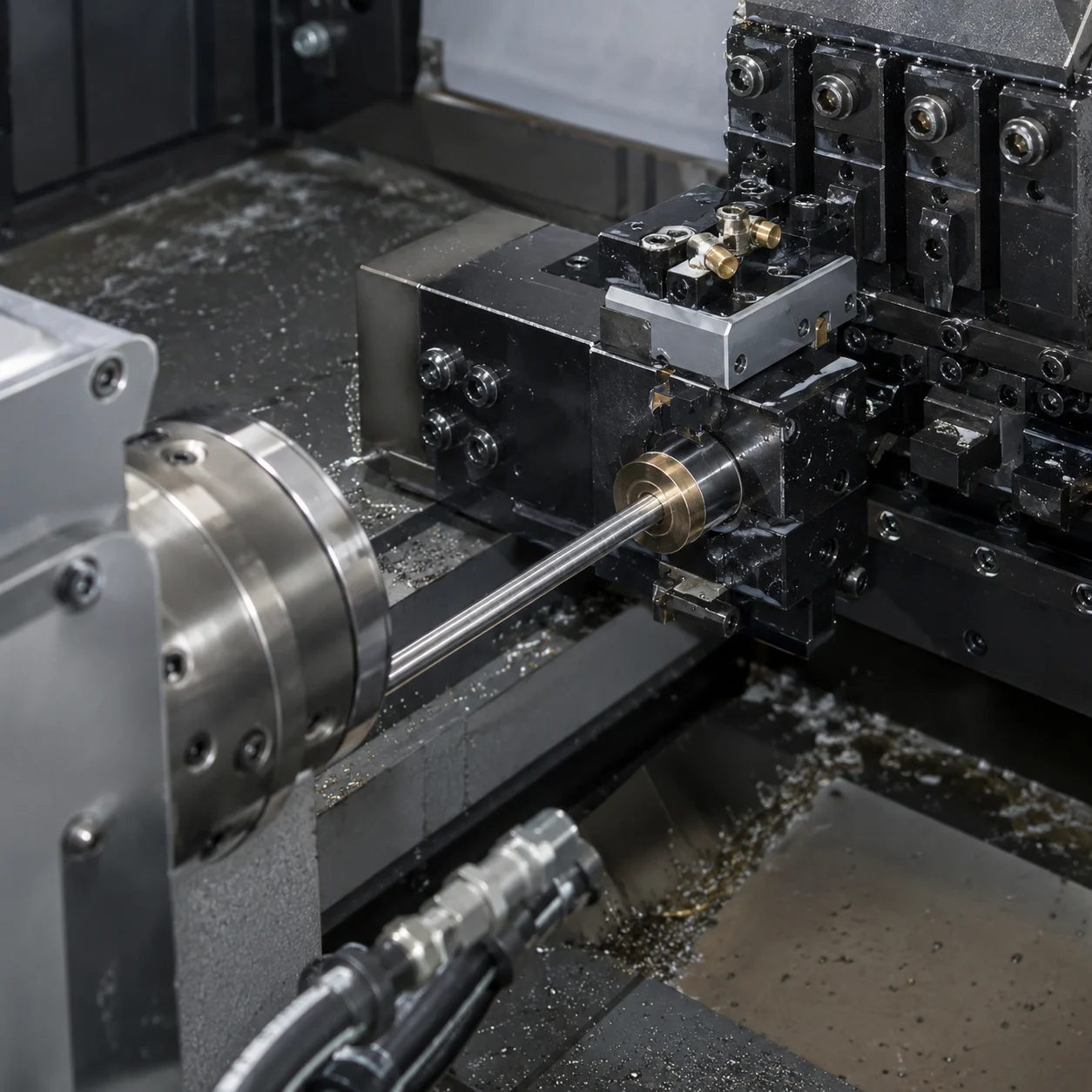
İsviçre CNC İşleme: Kayar Başlık Torna Tezgahını Ne Zaman Seçmelisiniz
Temel Mekanizma: Neden İsviçre Tornası Sapmayı Ortadan Kaldırır
İsviçre tarzı torna merkezlerindeki temel mühendislik değişimi, kesim noktasında malzeme desteği sağlama ilkesine dayanır. Geleneksel CNC tornalarda malzeme bir çenede sabit kalırken, alet parçanın etrafında hareket eder; İsviçre tornası ise çubuk malzemeyi hassas bir kılavuz bushing aracılığıyla besler. Kesme aracı, kılavuz bushing destek noktasına hemen bitişik olarak çalışır—genellikle milimetreler içinde—sert, neredeyse hareket etmeyen bir çalışma alanı oluşturur.
Bu, parça uzunluğundan bağımsız olarak malzeme sapmasını tamamen ortadan kaldırır. Geleneksel bir torna tezgahında esneyip titreyecek uzun, ince bileşenler, mükemmel bir şekilde stabil kalır ve en zorlu geometrilerde bile—özellikle yüksek hassasiyetli işleme programlarında—sıkı toleranslar ve üstün yüzey finisajları sağlar.
Stratejik Üretim Avantajları
- 01 Eşsiz Boyut Oranları: Uzun, ince mil ve pimleri taper veya titreşim olmadan güvenli bir şekilde işleyin, hatta 20:1'i aşan uzunluk-çap oranlarında bile.
- 02 Tek Kurulumda Çok Fonksiyonlu İşleme: Canlı aletler, alt mil ve çok eksenli konfigürasyonlar, frezeleme, çapraz delme ve arka frezelemeyi aynı anda gerçekleştirir, ikincil parça devretmelerinden kaynaklanan birikimli hataları tamamen ortadan kaldırır.
- 03 Mikro Parçalarda Aşırı Sertlik: Sürekli yapısal destek, hassas, alt milimetre çapındaki kırılgan parçalarda bile sapma veya yüzey bozulması olmadan agresif kesme derinliklerine olanak tanır.
İdeal Bileşen Arketipleri
İsviçre tornası, aşağıdakiler için mükemmeldir:
Ne Zaman Yön Değiştirmeli: Süreç Sınırları
Kısa, kalın, büyük çaplı bileşenler veya tamamen ağır yüzey frezeleme işlemleriyle baskın olan parçalar, standart CNC Torna merkezleri veya 5 eksenli freze merkezleri için daha uygundur. İsviçre tornası, ince, karmaşık geometrilerde parlayarak büyük, sert malzemelerde değil.
Ana Fark Yaratıcı
Kılavuz bushing destek noktası—kesme aletine milimetreler içinde konumlandırılmıştır—kritik farktır. Bu yakınlık, uzun ve ince parçalarda geleneksel CNC torna işlemlerinin baş belası olan sapmayı ortadan kaldırır.
Parça geometrinizin İsviçre Torna işlemi gerektirip gerektirmediğinden emin misiniz?
Ücretsiz bir süreç yönlendirme analizi ve uzman önerisi için çiziminizi yükleyin.
İsviçre Torna vs. Geleneksel CNC Torna: Stabilite Avantajı
✓ İsviçre Kayar Başlık Torna
- → Sürekli destek için kılavuz bushing üzerinden beslenen malzeme
- → Uzun, ince parçalarda sapmayı ortadan kaldırır
- → Tek kurulumda karmaşık geometri işleme
- → 10:1 veya 20:1 oranlarını aşan oranlar için idealdir
- → Mikro ölçekli parçalarda üstün yüzey finisajı
○ Geleneksel CNC Torna Merkezi
- → Malzeme çenede tutulur; alet parçanın boyunca hareket eder
- → Uzun parçalarda titreşim ve sapmaya duyarlıdır
- → Karmaşık özellikler için birden fazla kurulum gereklidir
- → Kısa, rijit bileşenler için daha uygundur
- → İkincil geçişlerden kaynaklanan birikimli hatalar
Vastmaterial'ın Entegre Yaklaşımı
Çizimleri erken aşama teklifleri sırasında denetleyerek, Vastmaterial, nihai birim ekonomilerini optimize etmek için bağımsız İsviçre torna ve döküm artı işleme yöntemleri arasında denge kurar. Mühendislik ekibimiz, parça geometrinizi, malzeme özelliklerinizi ve üretim hacminizi değerlendirerek en maliyet etkin ve güvenilir üretim yolunu önermektedir—bu, hassas İsviçre torna, son işlem ile yatırım dökümü veya hibrit bir yaklaşım olabilir.
Bu danışma süreci, ekipman veya süreçleri aşırı şekilde tanımlamadığınızdan emin olmanızı sağlar ve kritik toleranslarınızın maksimum verimlilik ve tekrarlanabilirlik ile elde edilmesini garanti eder.
Toplam Parça Tutarlılığını Sağlamak: Hassas İsviçre Tornası Avantajları
Satın alma ve mühendislik ekipleri, yalnızca ekipman kapasitesine göre uzun vadeli boyutsal stabilite ve risk azaltma için İsviçre işleme avantajlarını tercih eder. Sıkı toleranslı İsviçre işleme düzenimiz, karmaşık, yüksek hacimli üretim döngüleri boyunca geometrik varyansı en aza indirir - kanıtlanmış işleme hizmetleri ile desteklenir.
Kümülatif Kurulum Hatasının Ortadan Kaldırılması
Eşzamanlı alt miler aracılığıyla tek kurulumda yapılan işlemler, karmaşık profillerde neredeyse mükemmel konsantriklik, paralellik ve toplam dışa doğru kontrol sağlar ve çoklu makine bileşen transferlerinin tipik tolerans birikimini atlar.
Tam PPAP Seviye 3 belgeleri ve FAI raporları talep üzerine mevcuttur.
Dinamik Termal ve Titreşim Stabilitesi
Kayar başlık torna tezgahında alet başlığının kılavuz bushing'e olan yapısal yakınlığı, harmonik titreşimi bastırır. Bu sert destek mekanizması, yüzey bütünlüğünü korur ve uzun, ince geometrilerde bile yüksek tutarlılıkta işleme garantisi verir.
İşlem sırasında CPK izleme, çalışma süresince boyutsal doğrulamayı sağlar.
Parametre Kilidi ile Kesintisiz Ölçeklendirme
Hızlı prototiplemeden yüksek hacimli hassas İsviçre tornalama geçişi, aynı çok eksenli kinematiği kullanır. Bu, işlem değişkenlerini dondurur, alet yollarını kilitler ve kesintisiz parti-parti tekrarlanabilirlik sağlar - CNC Tornalama gereksinimlerini standartlaştıran üretim programları için idealdir.
Malzeme izlenebilirliği ve tam ısı partisi sertifikası sıkı bir şekilde korunmaktadır.
Amaca Uygun Üretim Arketipleri
Vastmaterial'in üç katmanlı kalite çerçevesi—proaktif ön üretim mühendislik incelemeleri, sıkı işlem kontrol kapıları ve tamamen belgelenmiş nihai doğrulama ile birleştirerek—karmaşık İsviçre tornalanmış parçaların mühendislik çiziminize tam olarak ulaşmasını sağlar, aşağı akış montaj hatalarını azaltır. hizmetler.
Yüksek Hassasiyetli İsviçre İşleme Malzemeleri ve Alaşım Yetenekleri
Ham malzeme metalurjisi, ön işleme termal işlemleri ve özel çubuk stok toleranslarının, sıkı toleranslı İsviçre CNC işleme operasyonlarında boyutsal sınırları ve yapısal sonuçları nasıl belirlediğini keşfedin.
Paslanmaz Çelik Profilleri
Sık Kullanılan Dereceler
AISI 303, 304, 316L, 17-4 PH, 440C
Cerrahi aletler, tıbbi implantlar ve deniz alt montajları için tasarlanmıştır. Paslanmaz çelik İsviçre işleme, ciddi iş sertleşmesini azaltmak ve kusursuz kenar profilleri sağlamak için gelişmiş çip kırıcı geometrileri ve sürekli yağ-soğutma stratejileri gerektirir, isteğe bağlı CNC Taşlama kritik sızdırmazlık yüzeyleri için.
Mikro delme ve derin yarık açma işlemlerinde burr oluşumunu bastırır.
Karbon ve Düşük Alaşımlı Çelikler
Sık Kullanılan Dereceler
12L14, 1215, 4140, 8620
Endüstriyel dişli pimleri, çok adımlı dişler, hidrolik bobinler ve otomotiv milleri için standarttır. Bu alaşımlar olağanüstü çip kırılma özellikleri ve öngörülebilir alet aşınma döngüleri sunar—yüksek hacimli CNC Torna iş akışları için idealdir—üretim için toplam verim akışını maksimize eder.
Mikro hassas parçaların tekrar edilebilirliği ile hızlı döngü sürelerini sağlar.
Süper alaşımlar ve Refrakter Metaller
Sık Kullanılan Dereceler
Inconel 625/718, Titanyum Grubu 2/5, Hastelloy, Monel
Aşırı havacılık sistemleri, savunma uygulamaları ve yer altı petrol & gaz aletleri için özel olarak seçilmiştir. Yüksek sıcaklık alaşım işleme zorluklarını aşmak, termal sapmayı durdurmak için özel karbür dereceleri ve sert kılavuz bushing ayarları gerektirir.
Termal stres altında yapısal geometriyi ve boyutsal bütünlüğü korur.
Bakır Dışı Alaşımlar
Sık Kullanılan Dereceler
Alüminyum 6061-T6/7075, Pirinç C36000, Bakır, Bronz
Elektronik konnektörler, RF muhafazaları ve tıbbi bileşenlerin yüksek hızlı işlenmesi için idealdir. Bu yumuşak ama aşındırıcı metaller, mekanik kesme kuvvetini en aza indirirken ultra hızlı yüzey hızlarına ve mükemmel, düşük pürüzlülükte yüzeylere izin verir.
Mükemmel yüzey finisleri ve burrsız mikro özellikler sağlar.
Mühendislik Malzeme Danışmanlığı: Malzeme Durumunun İsviçre İşleme Hassasiyetini Nasıl Etkilediği
Hammadde Seçimi ve Çubuk Stok Kalitesi
İsviçre CNC işleme sırasında, soğuk çekilmiş merkezsiz zemin çubuk stokunun kullanılması, kayar başlık kılavuz bushing'e karşı güvenli bir sızdırmazlık sağlamak için temeldir. Dış çap veya ham çubuk yuvarlaklığındaki küçük dalgalanmalar, düzensiz boşluk varyasyonlarına yol açarak uzun üretim koşulları boyunca titreşim ve konsantriklik kaymasına neden olur.
- • Merkezsiz zemin ham stok, titreşimi önlemek için dış çap toleranslarını ±0.0005" içinde garanti eder.
- • Tekdüze tahıl yapıları, derin silah delme sırasında düzensiz stres salınımını ve eğilmeyi ortadan kaldırır.
- • Sıkı çubuk düzlüğü, kılavuz bushing'in sıkışmasını önler ve mikro özelliklerde gerçek konumsal sınırları korur.
Isıl İşlem Durumu Etkisi
Ön işleme termal durumu - tavlanmış, normalize edilmiş, çökelti sertleştirilmiş veya stres giderilmiş olsun - alet aşınma profillerini ve nihai bileşen güvenilirliğini düzenler. Tavlanmış paslanmaz çelikler daha düşük yüklerde kesilirken, sünek doğaları kenar birikimine yol açar; yaşlandırılmış süper alaşımlar ise yerel alet kırılmalarını önlemek için sert kurulumlar gerektirir.
- • Tavlanmış koşullar: Daha düşük başlangıç sertliği ancak sürekli mikro-yırtılma riski artar.
- • Çökelti sertleştirilmiş durumlar: Önemli ölçüde daha yüksek akma dayanımı, ince ayarlanmış besleme kontrolü gerektirir.
- • Stres giderilmiş malzemeler: Kesme kuvvetleri gevşediğinde burkulmayı önlemek için ince duvarlı parçalar için gereklidir.
İşlenebilirlik Derecelendirmeleri ve Döngü Süresi Dikkate Alınmaları
Vastmaterial, malzeme seçimi ile işleme döngü süreleri arasındaki ilişkiyi analiz ederek maliyet optimizasyon yollarını belirler. İşlenebilirlik profilleri uygun olan malzemeleri seçmek, mühendislerin üretim hızını artırmasına, alet ömrünü uzatmasına ve büyük hacimli üretim çalışmaları boyunca daha sıkı süreç yetenek indeksleri elde etmesine olanak tanır.
Özel ve Patentli Alaşımlar
Son derece özel, egzotik veya patentli malzemelerle mi çalışıyorsunuz? Üretim ve mühendislik ekibimiz, işleme başlamadan önce tam süreç uyumluluğunu sağlamak için malzeme spesifikasyon belgelerinizle doğrudan işbirliği yapar.
Vastmaterial Avantajı
Hassas yatırım dökümünü yüksek hızlı İsviçre işleme ile entegre ederek, Vastmaterial karmaşık ham alaşım yapılandırmalarını ve işleme sonrası süreçleri yönetir ve güvenilir, tek kaynaklı bir üretim döngüsü sunar.
Patentli veya alışılmadık bir alaşım ile mi çalışıyorsunuz? Özel alet analizi için RFQ'nuzla birlikte malzeme spesifikasyon belgelerinizi sağlayın.
Malzeme Özelliklerini GönderinMaliyet Optimizasyonu için Üretim Tasarımı (DFM) Kılavuzları
Üretim maliyetlerini düşürmek ve parça verimini artırmak, çizim tahtasında başlar. Bu teknik DFM içgörülerini kullanarak karmaşık geometrilerinizi İsviçre CNC işleme yüksek verimlilik yetenekleriyle hizalayın.
Optimize Edilmiş DFM Uygulamaları
- Toleransları Stratejik Olarak Dağıtın
Fonksiyonel olarak gerekli olduğu yerlerde yalnızca ultra sıkı toleranslar (örn. ±0.005mm ile ±0.01mm) uygulayın. Kritik olmayan özelliklerde gevşek toleranslar kullanmak, daha hızlı besleme hızlarına ve uzatılmış alet ömrüne olanak tanır, bu da parça başına maliyeti doğrudan düşürür.
- Diğerleri İçin Standartlaştırılmış Dişler ve İç Özellikler
Diş profilleri ve delik derinliklerini standart aletlerle eşleşecek şekilde tasarlayın. Özel tapalar veya özel delme çubuklarından kaçınmak, kurulum süresini en aza indirir ve uzun süreli CNC Torna üretimi sırasında tutarlı kalite sağlar.
- Açık Konsantriklik Referansları Belirleyin
Kolay erişilebilir tek bir ana referans belirleyin. Bu, muayene kurulumlarını basitleştirir ve kayar başlıklı tornaların bilinen üstün koaksiyalitesini korumaya yardımcı olur, özellikle çok adımlı millerde.
- Erişilebilir Fillet ve Çamferler Tasarlayın
İç köşelerde doğal alet burun yarıçapını karşılamak için küçük yarıçaplar ekleyin. Bu, keskin köşe gerilimi yoğunlaşmalarını önler ve döngü sürelerini yavaşlatan kırılgan, iğne uçlu aletlere olan ihtiyacı ortadan kaldırır.
Maliyet ve Risk Tuzakları
- İnce Duvarlarla Aşırı Boyut Oranları
İsviçre işleme uzun parçalar için mükemmel olsa da, ince duvarlarla yüksek uzunluk-çap oranını birleştirmek titreşim veya sapmaya yol açabilir. Vastmaterial, yüzey bütünlüğünü korumak için geçici destek özellikleri veya yapısal kaburgalar önermektedir.
- Derin, Dar Dış Slotlar
Parça birikmesine neden olan keskin, dar oluklardan kaçının. Bu özellikler genellikle birden fazla geçiş ve sık alet değişimi gerektirir, bu da atık riskini artırır ve toplam üretim süresini uzatır.
- Karmaşık Kesişmelerde Belirsiz Burrlar
Çapraz deliklerde veya örtüşen özelliklerde izin verilen burr sınırlarını belirtmemek, pahalı manuel burr temizleme ile sonuçlanabilir. Otomatik makine içi burr temizleme süreçlerine izin vermek için kritik kenarları erken tanımlayın.
Temel RFQ Gönderim Kontrol Listesi
Kesin bir teklif ve kapsamlı bir DFM raporu sağlamak için, lütfen gönderiminizin aşağıdaki teknik verileri içerdiğinden emin olun. Tam üretimden önce yeni bir tasarımı doğruluyorsanız, Prototip İşleme iş akışımız toleransları ve üretilebilirliği erken onaylamaya yardımcı olur.
Geometri için STEP/IGES dosyaları ve kritik toleranslar, GD&T ve yüzey finisajı çağrıları için 2D PDF'ler sağlayın.
Makine işlenebilirliğini belirlemek için belirli alaşım derecesini ve ısıl işlem koşulunu (örneğin, tavlanmış, sertleştirilmiş) açıkça belirtin.
Ölçek bazlı fiyatlandırma için hedef EAU'yu (Tahmini Yıllık Kullanım) belirterek herhangi bir kaplama, kaplama veya pasivasyon ihtiyacını belirtin.
İsviçre İşleme Kalite Kontrolü, Muayene Sistemleri ve Süreç İzlenebilirliği
Vastmaterial, hassas üretim iş akışlarını, gelişmiş işleme ile küresel havacılık, tıbbi ve endüstriyel standartların talepleriyle uyumlu hale getirir. Tesisinizde gelen muayene risklerini ortadan kaldırmak için şeffaf boyutsal muayene raporları ve tam ısı numarası izlenebilirliği sağlıyoruz.
Aşama 1: Hammadde Doğrulama ve Çubuk Stok Hazırlığı
Sıkı toleranslı İsviçre işleme elde etmek için, gelen hassas zemin çubuk stokları, CNC Taşlama ile desteklenen katı alaşım doğrulama ve merkezsiz taşlama doğrulamasından geçer. Bu, malzeme kayar başlık torna tezgahına yüklenmeden önce sürekli yuvarlaklık, düzlük ve dış çap stabilitesini garanti eder.
Aşama 2: İstatistiksel Süreç Kontrolü (SPC) ve CPK İzleme
Üretim çalışmaları, titiz bir İlk Parça Muayenesi (FAI) ile başlar. Araç aşınmasını aktif olarak yönetmek ve CNC Torna için kritik mini boyutlarda yüksek CPK indekslerini korumak amacıyla, planlı otomatik koordinat ölçüm sistemi takibi ve gerçek zamanlı makine aracı telafisi uyguluyoruz.
Aşama 3: Dış Doğrulama ve Mikro-Burr Doğrulaması
Son parti örneklememiz, yüksek çözünürlüklü optik karşılaştırıcılar, otomatik görsel muayene sistemleri ve dijital profilometreler kullanır. Yüzey pürüzlülük sınırlarını kontrol ediyor, mikro-burrların tamamen kaldırılmasını sağlıyor ve geometrik uyumu garanti ediyoruz.

Anahtar Teslim Muayene Teslimatları
Vastmaterial, tedarik gereksinimlerinize özel şeffaf, denetlenebilir kalite paketleri sunar. Bu doğrulama belgeleri, her bir mikro hassas parça partisinin mühendislik çizimlerinizi mükemmel bir şekilde yansıttığını garanti eder.
- Tam Boyutsal Muayene Raporları — Baskıdaki balonlu özelliklere doğrudan haritalanmış kapsamlı ilk parça ve son parti boyutsal muayene verileri.
- Malzeme Test Sertifikaları — Paslanmaz çelik, titanyum veya süper alaşımlar için kimyasal bileşimi ve mekanik uyumu kanıtlayan değirmen test raporları (MTR'ler).
- Isıl İşlem ve Kaplama Uygunluğu — Pasivasyon, anodizasyon ve yüzey sertleştirme dahil özel sonrası işleme için bağımsız sertifikalar.
- Tam Isı Numarası İzlenebilirlik Kayıtları — Tamamlanmış İsviçre torna bileşenlerinizi tam hammadde partisinin bağlantısını sağlayan kesintisiz üretim soy ağacı kayıtları.
Tüm belgeler, iç kalite yönetim sisteminize (QMS) sorunsuz bir şekilde entegre olmaya hazır güvenli, dijital formatlarda sağlanmaktadır.
Neden Doğrulanabilir İzlenebilirlik Tedarik Zincirinizi Korur
Yüksek hassasiyetli İsviçre tornalama işlemlerinde, yapısal ve boyutsal tutarlılık kritik öneme sahiptir. Vastmaterial'in üç aşamalı kalite çerçevesi, proaktif ön üretim mühendislik incelemeleri, sıkı süreç kontrol kapıları ve tamamen belgelenmiş nihai doğrulama ile birleşir. Bu kapsamlı denetim, alet kaymasını önler ve kritik konsantrikliği korur, karmaşık bileşenlerin nihai montaj sırasında mükemmel bir şekilde uyum sağlamasını garanti eder.
Her kritik boyutu denetleyerek ve titiz üretim geçmişleri tutarak, uluslararası tedarik zinciri yöneticilerine riskleri azaltmalarında, düzenleyici denetimleri basitleştirmelerinde ve binlerce birim arasında öngörülebilir performans sağlamalarında yardımcı oluyoruz.
İsviçre İşleme Uygulamaları ve Hedeflenen Bileşen Özellikleri
Yüksek hassasiyetli İsviçre işleme uygulamaları, sıkı toleranslara sahip küçük bileşenlerin titiz boyutsal, malzeme ve yüzey bütünlüğü standartlarını karşılaması gereken kritik mühendislik sektörlerini kapsar. Kayar başlıklı torna tezgahı yeteneklerimiz, havacılık, endüstriyel otomasyon, sıvı güç ve derin kuyu enstrümantasyonu gibi taviz verilmeyen talepler için ince ayar yapılmıştır.
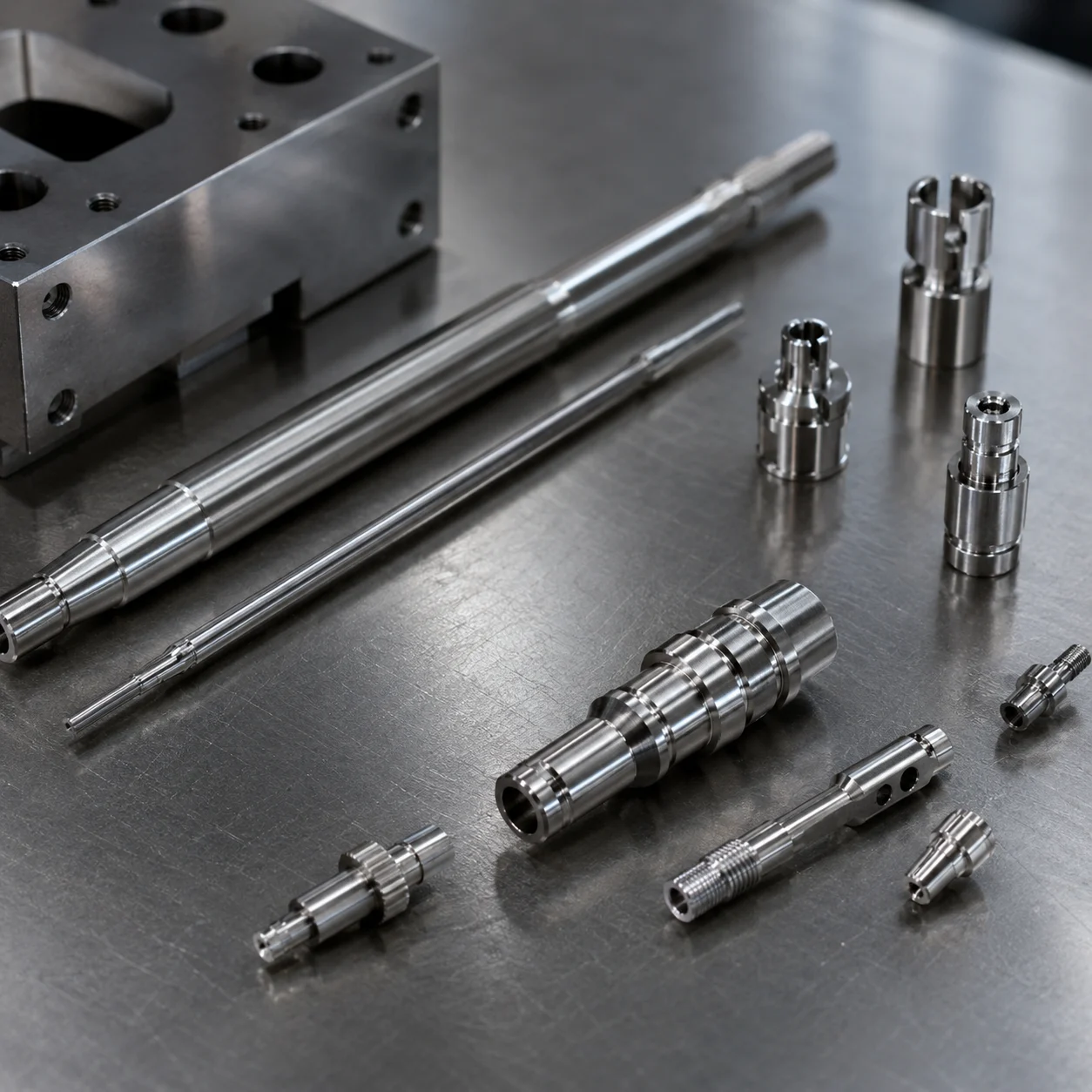
Tipik İsviçre Tornalanmış Parçaları
Havacılık ve savunma uygulamaları, ağırlık azaltma, boyutsal stabilite ve sıkı malzeme izlenebilirliğinin kritik parametreler olduğu karmaşık, küçük bileşenler için hassas İsviçre tornalamasını gerektirir.
- • Karmaşık çok basamaklı profillere sahip mini aktüatör milleri
- • Havacılık ve uçuş kontrol montajları için yüksek yoğunluklu enstrümantasyon pimleri
- • Bağlantı kabukları ve özel elektrik temas muhafazaları
- • Mikro diş hassasiyeti ile tasarlanmış yüksek dayanımlı bağlantı elemanları
- • Hermetik sızdırmazlık için kusursuz çapraz eksen hizalaması gerektiren sensör muhafazaları
Kritik Özellikler ve Kalite Odaklılık
Havacılık İsviçre CNC işleme, yüksek titreşim ve yüksek irtifa ortamlarında saha hatalarını ortadan kaldırmak için aşırı geometrik doğruluk ve sıfır hata performansını önceliklendirir.
- • Yüksek dayanım-ağırlık performansı: Kütleyi minimize ederken mekanik bütünlüğü korumak için titanyum, süper alaşımlar ve alüminyumun ileri işlenmesi.
- • Kusursuz iplik bütünlüğü: Sıfır riskle, 3A dış ve 3B iç mikro ipliklerin hassas bir şekilde işlenmesi.
- • Derin mikro delik açma: Hidrolik sıvı geçişleri ve gömülü enstrümantasyon için Ø0.5 mm'ye kadar eksenel ve radyal deliklerin stabil bir şekilde açılması.
İkincil Yüzey İşlemleri:
Geniş Malzeme Avantajı: Sektörler arası üretim uzmanlığımızı kullanarak, mühendislik ekiplerimiz DFM aşamasında ana arıza modlarını ve boyutsal zayıflıkları erken belirler, kritik görev havacılık bileşenleri için saha hazır performans sağlar.
İsviçre İşleme Öncelik Süresi ve Üretim Yaşam Döngüsü: RFQ'dan Ölçeğe
Hızlandırılmış RFQ Süreci
Kapsamlı bir teklif için 2D/3D CAD çizimlerinizi, malzeme spesifikasyonlarınızı, tolerans gereksinimlerinizi ve tahmini yıllık hacminizi gönderin.
DFM İncelemesi ve Hizalama
Vastmaterial mühendisleri, işleme yollarını optimize etmek, üretim maliyetlerini stabilize etmek ve teslimat sürelerini minimize etmek için kritik boyutları (CTQ'lar) analiz eder.
Prototipten Üretime
İlk örnekleri doğrudan yüksek hassasiyetli İsviçre CNC makinelerimizde üretiyoruz ve müşteri doğrulaması için tam bir FAI raporu sağlıyoruz.
Süreç ve Kalite Kilitleme
Prototip onaylandıktan sonra, tüm programlama ofsetleri, alet kurulumları ve kalite kontrol protokolleri güvenli bir şekilde kilitlenir, böylece süreç kayması ortadan kaldırılır.
Yüksek Hacimli Seri Üretim
Sürekli parti izlenebilirliği, CPK stabilite verileri ve zamanında teslimat garantileri ile desteklenen tam ölçekli üretime sorunsuz bir geçiş yapıyoruz.
Hızlandırılmış RFQ Süreci
Kapsamlı bir teklif için 2D/3D CAD çizimlerinizi, malzeme spesifikasyonlarınızı, tolerans gereksinimlerinizi ve tahmini yıllık hacminizi gönderin.
DFM İncelemesi ve Hizalama
Vastmaterial mühendisleri, işleme yollarını optimize etmek, üretim maliyetlerini stabilize etmek ve teslimat sürelerini minimize etmek için kritik boyutları (CTQ'lar) analiz eder.
Prototipten Üretime
Prototip İşleme örneklerini doğrudan CNC Tornalama için optimize edilmiş yüksek hassasiyetli İsviçre CNC makinelerimizde teslim ediyoruz ve müşteri doğrulaması için tam bir FAI raporu sağlıyoruz.
Süreç ve Kalite Kilitleme
Prototip onaylandıktan sonra, tüm programlama ofsetleri, alet kurulumları ve kalite kontrol protokolleri güvenli bir şekilde kilitlenir, böylece süreç kayması ortadan kaldırılır.
Yüksek Hacimli Seri Üretim
Sürekli parti izlenebilirliği, CPK stabilite verileri ve zamanında teslimat garantileri ile desteklenen tam ölçekli üretime sorunsuz bir geçiş yapıyoruz.
İsviçre İşleme SSS: Hassasiyet, Mühendislik ve Lojistik
Sıkı toleranslı İsviçre işleme yetenekleri, malzemeler, maliyet optimizasyonu ve Vastmaterial'in prototipten yüksek hacimli üretime kadar parça tutarlılığını nasıl sağladığı hakkında uzman teknik bilgiler bulun.
Temel fark, kayar başlık ve kılavuz bushing mekanizmasındadır. Kayar başlıklı bir torna tezgahında, ham çubuk, kılavuz bushing aracılığıyla eksenel olarak hareket ederken, kesici aletler destek noktasının yakınında sabit kalır. Bu, kesim noktasında malzeme sapmasını tamamen ortadan kaldırır. Geleneksel sabit başlıklı CNC tornalama merkezleri, iş parçasını bir çeneye veya mandrene tutarak ince, uzun bileşenleri alet basıncı sapmasına, titreşime ve geometrik konikleşmeye son derece duyarlı hale getirir.
İsviçre CNC işleme, bir bileşenin uzunluk-çap (L/D) en-boy oranı 3:1 veya 4:1'i aştığında şiddetle tavsiye edilir. 20:1 veya daha fazla olan karmaşık, minyatür parçalar için, İsviçre tornası, sıkı toleransları ve düzlüğü tüm uzunluk boyunca tutabilen tek güvenilir üretim yöntemidir ve ikincil taşlama işlemlerine ihtiyaç duymaz.
Evet. Modern çok eksenli İsviçre tornalama-freze merkezleri canlı aletler, alt mil ve bağımsız Y ekseni yeteneği ile donatılmıştır. Bu yapılandırma, karmaşık off-center çap delme, karmaşık oluk açma, diş frezesi, kontur oluşturma ve geri işleme özelliklerini gerçekleştirmemizi sağlar. Tek bir otomatik kurulumda tam parça üretimi gerçekleştirerek, ikincil işlemlerle ilişkili birikimli hataları ve aparat maliyetlerini ortadan kaldırıyoruz.
Benzersiz bir teknik zorluğunuz mu var? Tam bir üretim için tasarım (DFM) incelemesi için bugün Vastmaterial uygulama mühendisi ile görüşün.
Ön sertleştirilmiş paslanmaz çelikler, titanyum alaşımları veya nikel bazlı süper alaşımlar gibi daha sert malzemeler, daha yüksek alet basınçları ve hızlandırılmış kesici uç aşınması oluşturur. Bu alaşımlarla ultra hassas sıkı toleranslı İsviçre işleme tamamen mümkündür, ancak alet yolları, özel kaplamalar, özel kesim parametreleri ve gelişmiş soğutma sıvıları dikkatlice yönetilmelidir. Vastmaterial, uzun üretim süreleri boyunca güvenilir istatistiksel süreç kontrolü (CPK) sağlamak için bu faktörleri optimize eder.
Mikro boyutlu bileşenlerde burr kontrolü, mühendislik alet yolları, optimize edilmiş kesim sıralaması ve körelmiş kenarları önlemek için düzenli alet yaşam döngüsü yönetimi ile başlar. İç yapılandırmalar veya mikro oluklar için, makinenin içinde doğrudan alt mil mekanik burr temizleme rutinleri uyguluyoruz. Mavi baskı spesifikasyonlarınıza bağlı olarak, santrifüj varil yuvarlama, kimyasal burr temizleme veya elektrokimyasal parlatma gibi işleme sonrası işlemler entegre edilebilir ve 100% burr'suz teslimat sağlanabilir.
Doğru ve hızlı teklif dönüşü sağlamak için, lütfen kesin geometri doğrulaması için bir 3D CAD modeli (STEP, IGES veya X_T formatında) ve kritik boyutları, toleransları, yüzey pürüzlülüğü sınırlarını, ham malzeme spesifikasyonlarını ve herhangi bir işlem sonrası gereksinimleri açıkça belirten bir 2D teknik çizim (PDF, DWG veya DXF) yükleyin. Ayrıca hedeflediğiniz örnek ve yıllık üretim hacimlerinizi belirtin.
Bir teklif talep etmeye hazır mısınız? Proje veri sayfalarınızı doğrudan güvenli portalımız aracılığıyla gönderin ve 24 saat içinde kapsamlı bir yanıt alın.
Tüm işletmemiz genelinde sıkı veri güvenliği protokolleri uyguluyoruz. Tüm mülkiyet mühendislik çizimleri, teknik spesifikasyonlar ve dijital modeller güvenli, kısıtlı erişim iç sunucularında barındırılmaktadır. Vastmaterial, dosya gönderiminden önce kapsamlı Gizlilik Sözleşmeleri (NDA'lar) imzalayarak, orijinal konsept değerlendirmesinden seri üretim ve sevkiyata kadar tam gizliliği garanti eder.
Hassas İsviçre İşleme Teklifi Talep Edin
Sıkı toleranslı özel İsviçre işlenmiş parçalarınız ve uçtan uca işleme desteği için Vastmaterial ile ortaklık kurun. Karmaşık silindirik özellikler için genellikle CNC Tornalama uyguluyoruz ve düz/oluklar ve çok yüzeyli detaylar için CNC Freze de sunuyoruz. Aşağıda mühendislik çizimlerinizi gönderin ve 24-48 saat içinde detaylı bir teknik teklif ve ücretsiz bir DFM analizi alın.