
Optimize production with machining casting. Learn how combining precision CNC and casting cuts costs and ensures tight tolerances for complex […]
Sie wissen vielleicht bereits, dass Rohgussteile selten direkt aus der Form den Toleranzen der Luft- und Raumfahrt entsprechen.
Aber komplexe Teile vollständig aus einem massiven Block zu bearbeiten? Das sprengt Ihr Budget und verschwendet Material.
Es gibt einen intelligenteren Weg.
Indem Sie beherrschen Bearbeitung Guss, erhalten Sie das Beste aus beiden Welten: die Kosteneffizienz von nahezu fertigen Formen und die extreme Präzision der CNC-Endbearbeitung.
In diesem Beitrag lernen Sie genau, wie man die Kluft zwischen Gießerei und Maschinenwerkstatt überbrückt, um hochleistungsfähige Komponenten zu geringeren Kosten zu liefern.
Lass uns eintauchen.
Warum Gießen Dann Bearbeiten? Die technischen & wirtschaftlichen Vorteile
Haben Sie es satt, dass 80% Ihres teuren Rohmaterials auf der Werkstattfläche zu Schrott wird? Das ist die teure Realität der Bearbeitung komplexer Teile vollständig aus einem festen Block. Bei Vastmaterial verwenden wir Bearbeitung Guss Strategien, um die Kluft zwischen Massenproduktion und Präzisionsengineering zu überbrücken.
Durch die Kombination der geometrischen Freiheit des Gießens mit der hohen Genauigkeit der CNC-Bearbeitung liefern wir Komponenten, die sowohl strukturell überlegen als auch kosteneffizient sind.
Effizienz bei nahezu Net-Form
Der Hauptvorteil von Nahe-Netz-Formguss ist massiver Materialeinsparung. Anstatt eine komplexe Form aus einem festen Block zu schnitzen, gießen wir das Metall bis auf wenige Millimeter der endgültigen Geometrie.
- Materialeinsparung: Wir reduzieren typischerweise die Materialentfernungsanforderungen um 60–80%.
- Zykluszeit: Weniger zu entfernendes Material bedeutet deutlich kürzere Bearbeitungszyklen.
- Werkzeuglebensdauer: Reduzierte Schnittbelastung verlängert die Lebensdauer teurer CNC-Werkzeuge.
Kostenaufstellung: Gießen vs. Blockbearbeitung
Entscheidung zwischen Gießen und Bearbeiten Arbeitsabläufe und Bearbeitung aus Vollmaterial hängen vom Volumen und der Komplexität ab. Hier ist, wie sich die Kosten im Allgemeinen aufteilen:
| Kostenfaktor | Bearbeitung aus Vollmaterial (Block) | Gießenbearbeitung (Hybrid) |
|---|---|---|
| Materialverschwendung | Hoch (Hohe Ausschussrate) | Niedrig (Recycelbare Läufer/Gussteile) |
| Anfängliche Werkzeugherstellung | Niedrig (Standardspannsysteme) | Mittel/Hoch (Formen/Mustererstellung) |
| Stücklohnarbeit | Hoch (Längere Laufzeiten) | Niedrig (Schnelle Fertigstellungspassagen) |
| Skalierbarkeit | Lineare Kosten (Teuer bei hohem Volumen) | Skaleneffekte (Günstiger bei hohem Volumen) |
Erreichen von Präzisionstoleranzen & Festigkeit
Während das Gießen die Form erstellt, Gießen Bearbeitung Perfektioniert die Passform. Gießen allein kann die engen Toleranzen, die für Lagerflächen oder Dichtflächen erforderlich sind, nicht halten. Es bietet jedoch metallurgische Vorteile, die gegossene Barren oft nicht haben.
- Mikrostruktur: Gussstrukturen sind isotrop, was bedeutet, dass sie in alle Richtungen gleichmäßige Festigkeit aufweisen, im Gegensatz zum gerichteten Kornfluss von gewalzten Barren.
- Komplexe Geometrien: Wir können innere Unterkanten und komplexe Kerne gießen, die physisch unmöglich sind, von außen zu bearbeiten.
- Präzisionsfinish: Wir verwenden CNC-gefertigte Gussstücke Protokolle, um kritische Toleranzen (z. B. ±0,005 mm) bei bestimmten Merkmalen zu erreichen, während nicht-kritische Oberflächen als Guss belassen werden, um Kosten zu sparen.
Wann man Gießen + Bearbeitung vs. Massiv-CNC wählt
Nicht jedes Teil benötigt eine Form. Wir empfehlen den Übergang zu bearbeiteten Gussteilen Arbeitsablauf bei:
- Volumen: Produktionsläufe übersteigen 50–100 Einheiten (Ausgleich der Werkzeugkosten).
- Komplexität: Das Teil erfordert übermäßige Materialentfernung (tiefe Taschen oder komplexe Konturen).
- Material: Sie verwenden schwer zu bearbeitende Legierungen (wie Superlegierungen oder Edelstahl), bei denen das Grobfräsen aus Vollmaterial kostspielig ist.
- Gewicht: Sie müssen das Gewicht des Teils durch internes Kernbohren minimieren.
Möchten Sie, dass ich den Break-Even-Punkt berechne, um Ihre aktuellen bearbeiteten Teile in Gussstücke umzuwandeln?
Der Schritt-für-Schritt-Prozess des individuellen Gießens und Bearbeitens

Erstellung eines hochwertigen Maschinengeformte Gussstücke ist nicht so einfach wie Metall gießen und in eine CNC-Fräse werfen. Es erfordert einen eng integrierten Arbeitsablauf, bei dem Gießerei und Maschinenwerkstatt als eine Einheit arbeiten. Wir gehen jedes Projekt mit der finalen Geometrie im Blick an, um einen nahtlosen und kosteneffizienten Übergang vom Rohguss zum fertigen Teil zu gewährleisten.
So führen wir den Bearbeitung Guss Arbeitsablauf aus:
1. Auswahl der Gießmethode
Alles beginnt mit der Wahl des richtigen Gießprozesses basierend auf Ihrem Volumen und Ihren Toleranzanforderungen.
- Feinguss: Am besten für komplexe Geometrien und Edelstahl-Investitionsgussprozessen wo wir enge Toleranzen und minimalen Materialabtrag benötigen.
- Sandguss: Ideal für große, schwere Komponenten, bei denen die Oberflächenqualität zweitrangig gegenüber der strukturellen Integrität ist.
- Druckguss: Der erste Ansprechpartner für Hochvolumenläufe, insbesondere bei Verwendung Aluminium-Druckgussdienstleistungen die Geschwindigkeit und Konsistenz erfordern.
2. Mustervorbereitung & DFM für Bearbeitbarkeit
Wir entwerfen nicht nur für das Gießen; wir entwerfen für den Schnitt. Unsere Design-for-Manufacturability (DFM)-Überprüfungen bestimmen genau, wie viel Bearbeitungsspielraum (zusätzliches Material) benötigt wird. Zu viel Material verschwendet Zykluszeit; zu wenig hinterlässt unzureichende Bereiche. Wir optimieren die Form, um sicherzustellen, dass bestimmte Merkmale wie Bohrungen und Passflächen ausreichend Material für sekundäre Bearbeitung von Gussteilen.
3. Gießen und Erstentnahme
Wenn die Form fertig ist, gießen wir die geschmolzene Legierung ein.
Nach dem Erstarren durchläuft das Teil das Ausschütten und das Entfernen der Gusskanäle.
An dieser Stelle ist es eine „rohe“ Gussform. CNC-gefertigte Gussstücke. Es hat die allgemeine Form, aber es fehlen die präzisen Oberflächen, die für die Montage erforderlich sind.
4. Vorrichtungs- und Ausrichtungsstrategien
Dies ist oft der kritischste Schritt in. Bearbeitung Guss Anders als beim Schneiden aus einem quadratischen Block hat eine rohe Gussform unregelmäßige Oberflächen.
- Wir entwerfen spezielle Vorrichtungen, die das Teil anhand spezifischer Bezugspunkte positionieren, die während des Gussdesigns festgelegt wurden. Schnelles Entfernen der Guss-“Haut” und schwerem Rohmaterial. Dies entlastet innere Spannungen.
- Halbfertigung: Merkmale in die Nähe der Größe bringen und die wahre Geometrie festlegen.
- Präzisionsfinish: Der letzte Durchgang, der die erforderlichen Maßtoleranzen und Oberflächenrauheit (Ra) erreicht.
6. Strenge Inspektionsprotokolle
Wir validieren die endgültige Komponente mit fortschrittlicher Messtechnik. Dazu gehören Koordinatenmessgeräte (CMM) zur Überprüfung komplexer 3D-Geometrien gegen das CAD-Modell und Oberflächenprofilometrie zur Überprüfung der Glätte. Für kritische Anwendungen verwenden wir auch zerstörungsfreie Prüfverfahren (NDT), um sicherzustellen, dass während des Bearbeitungsprozesses keine porösen Stellen unter der Oberfläche freigelegt wurden.
von Prozessschritten
| Schritt | Aktion | Schwerpunkt |
|---|---|---|
| Auswahl | Wählen Sie den Gießtyp | Kosten vs. Toleranz-Balance |
| DFM | Designform & Toleranzen | Optimieren für minimale Materialentfernung |
| Einrichtung | Benutzerdefinierte Vorrichtungen | Sichere Fixierung unregelmäßiger Formen |
| Bearbeitung | Rauheit & Oberflächenbearbeitung | Erreichen der Endmaße Gießtoleranzen |
| QC | Koordinatenmessgerät & ZfP | Überprüfung von Spezifikationen und Integrität |
Möchten Sie, dass ich die spezifischen Toleranzunterschiede zwischen rohen Gussteilen und den endgültigen bearbeiteten Komponenten detailliert erläutere?
Schlüsseloperationen beim Zerspanen und Gießen

Ein rohes Blank in eine Präzisionskomponente zu verwandeln, erfordert einen strategischen Ansatz. Wir schneiden nicht nur Metall; wir entwickeln den Prozess, um die strukturelle Integrität des gegossenen Materials zu erhalten, während wir enge geometrische Toleranzen einhalten. Ob es sich um eine einfache Halterung oder ein komplexes Gehäuse handelt, sekundäre Bearbeitung von Gussteilen ist der Punkt, an dem das Teil wirklich funktionsfähig wird.
Hier zeigen wir, wie wir die kritischen Schritte in der Bearbeitung Guss Arbeitsablauf aus:
- 5-Achs-Fräsen für komplexe Geometrien umsetzen: Viele Gussteile weisen organische Formen, Unterzüge und Verbundwinkel auf, die Standard-3-Achs-Maschinen ohne mehrere Nachspannvorgänge nicht bearbeiten können. Wir verwenden 5-Achs-Fräsen, um komplexe Konturen in einer einzigen Einrichtung zu bearbeiten und so eine überlegene Positionsgenauigkeit zwischen den Merkmalen zu gewährleisten.
- Präzisionsdrehen: Für zylindrische Komponenten wie Pumpengehäuse oder Ventilkörper nutzen wir CNC-Drehzentren. Dies gewährleistet perfekte Kongruenz und Rechtwinkligkeit der Flansche in Bezug auf das Hauptloch und korrigiert kleinere Fehlstellungen aus dem Gießprozess.
- Bohr-, Fräs- und Gewindeschneiden: Gebohrte Löcher sind oft nur “Positionierer” oder werden massiv gegossen, um Porositätsprobleme zu vermeiden. Wir bohren sie auf präzise Durchmesser und schneiden Gewindelöcher, um die Zuverlässigkeit der Befestigungselemente zu gewährleisten.
- Oberflächenveredelung für Dichtungen: Rohgüsse haben typischerweise eine raue Textur (Ra 6,3 $mu$m oder höher). Wir bearbeiten kritische Passflächen maschinell, um glatte Oberflächen (Ra 0,8–1,6 $mu$m) zu erzielen. Während das Bearbeiten uns nahe kommt, erfordern einige Anwendungen die Integration spezifischer Oberflächenbehandlung Protokolle zur Maximierung der Korrosionsbeständigkeit und Dichtungsleistung.
Durch strenge Kontrolle dieser Prozesse stellen wir sicher, dass jeder CNC-bearbeitete Guss den genauen Spezifikationen Ihrer technischen Zeichnungen entspricht. Beginnend mit einem massiven Präzisionsguss Die Foundation ermöglicht es uns, uns auf diese Feinarbeiten zu konzentrieren, die Qualität definieren.
Vergleich von Bearbeitungsoperationen
| Betrieb | Merkmalsfokus | Typisches Ziel |
|---|---|---|
| 5-Achs-Fräsen | Konturen & Unterbrüche | Reduzierte Rüstzeit & hohe geometrische Genauigkeit |
| CNC-Drehen | Zylindrische Merkmale | Konzentrizitäts- & Laufkontrolle |
| Bohren | Innendurchmesser | H7/H8-Lochtoleranzen |
| Fasenfräsen | Dichtflächen | Geradheit & Ra 0,8–1,6 $mu$m Oberflächenfinish |
Möchten Sie, dass ich die spezifischen Materialauswahlkriterien für die Optimierung von Schnittgeschwindigkeiten und Vorschub im nächsten Abschnitt detailliert erläutere?
Materialauswahl: Welche Legierungen bearbeiten am besten nach dem Gießen?
Die Wahl des richtigen Materials für ein Bearbeitung Guss Projekt ist ein Balanceakt. Wir benötigen eine Legierung, die reibungslos in die Form fließt, um komplexe Geometrien zu erstellen, aber auch genügend Bearbeitbarkeit beibehält, um präzise fertiggestellt zu werden, ohne unsere CNC-Werkzeuge zu zerstören. Bei Vastmaterial beraten wir unsere Kunden bei der Auswahl von Materialien, die die beste Leistung beim “Gießen-then-Bearbeiten” bieten.
Edelstähle: Umgang mit Arbeitshärtung
Edelstahl, insbesondere die Serie 300 (wie 304 und 316), ist der Branchenstandard für Korrosionsbeständigkeit. Für bearbeiteten Gussteilen, stellen diese Grade jedoch eine besondere Herausforderung dar: Arbeitshärtung. Wenn der Fräser zu lange an einer Stelle verweilt oder einen flachen Schnitt macht, härtet das Material sofort aus, was nachfolgende Durchgänge erschwert.
- 304/304L: Ausgezeichnete allgemeine Korrosionsbeständigkeit, erfordert jedoch starre Befestigungen und aggressive Vorschubraten, um Härtung zu verhindern.
- 316/316L: Fügt Molybdän für überlegenen Korrosionsschutz hinzu. Wir verwenden spezialisierte Werkzeugbeschichtungen, um die Hitzeentwicklung hier zu steuern.
Legierungsstähle für hochfeste Komponenten
Wenn Sie überlegene mechanische Eigenschaften wie Zähigkeit und Verschleißfestigkeit benötigen, sind niedriglegierte Stähle die erste Wahl. Sorten wie 4140 und 4340 sind hervorragend für schwere Einsätze geeignet. Gussstahlkomponenten. Diese Materialien reagieren gut auf Wärmebehandlung nach dem Gießen und bearbeiten sich im Allgemeinen vorhersehbarer als Edelstahl.
Wir empfehlen oft spezielle Gießstahllegierungen Optionen, die formuliert sind, um Porosität zu reduzieren, damit beim Bearbeiten in das Bauteil keine subsurface Defekte freigelegt werden.
Aluminium (A356): Der Leichtgewicht-Champion
Für Luft- und Raumfahrt sowie Automobilanwendungen, Aluminiumguss CNC-Bearbeitung ist unser häufigster Vorgang. Das A356 Legierung ist hier der Goldstandard. Es bietet hohe Festigkeit und Duktilität (nach T6-Wärmebehandlung) und lässt sich im Vergleich zu Stahl wie Butter bearbeiten. Dies ermöglicht extrem hohe Spindeldrehzahlen und schnelle Materialabtragsraten, was die Kosten pro Teil erheblich senkt.
Bearbeitung von Superlegierungen (Inconel, Hastelloy)
Für extreme Umgebungen—denken Sie an Strahltriebwerke oder chemische Reaktoren—greifen wir auf Superlegierungen zurück. Bearbeitung Inconel 625 oder 718 ist ein anderes Spiel. Diese Materialien behalten bei hohen Temperaturen eine hohe Festigkeit, was bedeutet, dass sie Schneidkräfte aggressiv widerstehen.
- Werkzeuglebensdauer: Wir erwarten einen schnelleren Werkzeugverschleiß und berücksichtigen dies bei den Kosten.
- Strategie: Wir verwenden fortschrittliche Keramikeinlagen und langsame, bedachte Schnittwege, um die Präzision zu erhalten.
Materialbearbeitbarkeit Vergleich
Um Ihnen bei der Entscheidung zu helfen, hier eine kurze Übersicht, wie gängige Gusslegierungen auf der Maschine abschneiden:
| Materialfamilie | Häufige Sorten | Gießbarkeit | Bearbeitbarkeitsbewertung | Hauptaufgabe |
|---|---|---|---|---|
| Aluminium | A356, 356 | Ausgezeichnet | Hoch | Chip-Ablösung |
| Legierungsstahl | 4140, 8620 | Gut | Mittel | Oberflächenfinish-Anforderungen |
| Edelstahl | 304, 316, 17-4PH | Gut | Niedrig-Mittel | Arbeitsverfestigung |
| Superlegierungen | Inconel, Hastelloy | Befriedigend | Niedrig | Schneller Werkzeugverschleiß |
Ob Sie nach Standard Edelstahl oder Legierungsstahl Komponenten suchen, die Auswahl der richtigen Güteklasse in der frühen Entwurfsphase stellt sicher, dass wir enge Toleranzen einhalten können, ohne das Budget zu sprengen.
Möchten Sie, dass ich den nächsten Abschnitt zu “Toleranzen, Oberflächenfinish & Qualitätsstandards” erstelle, um zu erläutern, wie wir Präzision erreichen?
Bearbeitungs-Gieß-Toleranzen & Qualitätsstandards

Wenn man die Lücke zwischen einem rohen Gießteil und einer fertigen Komponente überbrückt, ist es entscheidend, die Differenz zwischen Gießtoleranzen und den endgültigen Spezifikationen zu verstehen. Während moderne Gießverfahren immer präziser werden, erfüllen sie selten die engen geometrischen Anforderungen hochleistungsfähiger Baugruppen ohne Nachbearbeitung.
Vergleich von Gusszustand und CNC-Präzision
In unserem Bearbeitung Guss Arbeitsablauf, wir betrachten die Gussoberfläche als Ausgangspunkt. Standard-Investitionsgussteile können Toleranzen von etwa ±0,005 Zoll pro Zoll aufweisen, aber Sandgüsse können deutlich variieren. Um die funktionalen Anforderungen einer Passfläche oder eines Lagerbohrers zu erfüllen, verlassen wir uns auf CNC-gefräste Präzision.
Hier ist eine kurze Übersicht über die Toleranzverschiebung, die wir typischerweise verwalten:
| Merkmaltyp | Typische Guss-Toleranz | CNC-gefräste Toleranz |
|---|---|---|
| Lineare Abmessungen | ±0,010″ – ±0,030″ | ±0,0005″ – ±0,002″ |
| Flachheit | 0,005″ – 0,020″ | < 0,0005″ |
| Lochdurchmesser | ±0,005″ | ±0,0002″ (Gefeilt/Gefräst) |
| Oberflächenfinish (Ra) | 63 – 125 µin | 16 – 32 µin |
Verwaltung von Bearbeitungszugaben
Ein entscheidender Aspekt des Designs für die Fertigung (DFM) ist die Bestimmung der richtigen Bearbeitungszugaben. Dies ist das zusätzliche “Material” – Rohstoff, der dem Gussmuster hinzugefügt wird, um sicherzustellen, dass das CNC-Werkzeug genügend Material zum Schneiden hat, um eine saubere Oberfläche zu erzielen, ohne so viel zu entfernen, dass es die Zykluszeit verschwendet oder Porosität tief im Inneren der Wand freilegt.
- Zu wenig Material: Das Werkzeug kann über niedrige Stellen im Guss “springen”, wodurch unbearbeitete Flächen (Nicht-Feinbearbeitung) verbleiben.
- Zu viel Material: Erhöht den Werkzeugverschleiß und die Zykluszeit, was die Kosten unnötig in die Höhe treibt.
GD&T und Rückverfolgbarkeit
Für kritische Merkmale sind einfache lineare Toleranzen nicht ausreichend. Wir verwenden Geometrische Tolerierung & Maßtolerierung (GD&T) um die wahre Position, Konzentricität und Parallelität der Maschinengeformte Gussstücke. Dies stellt sicher, dass Teile nicht nur einzeln korrekt gemessen werden, sondern sich auch jedes Mal perfekt zusammenfügen.
Dieses Maß an Präzision ist in Branchen, die Hochleistungsbauteile erfordern, unverhandelbar. Zum Beispiel erfordert die Erreichung der erforderlichen Laufabweichung und Oberflächenbalance für Aluminiumlegierungsfelgen Bearbeitungsdienste strikte Einhaltung der GD&T-Protokolle, um Sicherheit und Leistung bei Geschwindigkeit zu gewährleisten.
Wir untermauern unsere Prozesse mit AS9100 Rückverfolgbarkeit und ISO 9001 Zertifizierungen. Das bedeutet, dass jede Heiznummer, Materialcharge und Dimensionalinspektionsbericht dokumentiert wird. Ob es sich um ein medizinisches Gerät oder eine Luft- und Raumfahrtbefestigung handelt, Sie erhalten vollständige Transparenz in der Qualitätskette.
Möchten Sie, dass ich Ihre aktuellen Gusszeichnungen analysiere, um optimale Bearbeitungszugaben zur Kostensenkung zu empfehlen?
Anwendungen in der realen Welt & Erfolgsgeschichten
Wenn wir die Designfreiheit des Gießens mit der Präzision der CNC-Bearbeitung kombinieren, erschließen wir Fähigkeiten, die herkömmliche Fertigung einfach nicht erreichen kann. Wir sehen Bearbeitung Guss nimmt eine zentrale Rolle in Branchen ein, in denen Scheitern keine Option ist und geometrische Komplexität hoch ist.
Luft- und Raumfahrtkomponenten
In der Luft- und Raumfahrt sind Gewichtsreduzierung und Hitzebeständigkeit alles. Wir bearbeiten häufig CNC-gefertigte Gussstücke für Strukturhalterungen und Turbinenschaufeln. Diese Teile verwenden oft Superlegierungen, die in unseren Inconel-Legierungen Leitfaden, bei dem die grobe Form gegossen wird, um Abfall zu minimieren, und kritische Passflächen auf Mikrometer-Toleranzen bearbeitet werden.
Automobilinnovation
Von Motorblöcken bis zu Getriebegehäusen und Aufhängungsarmen ist die Automobilbranche auf bearbeiteten Gussteilen für die Massenproduktion.
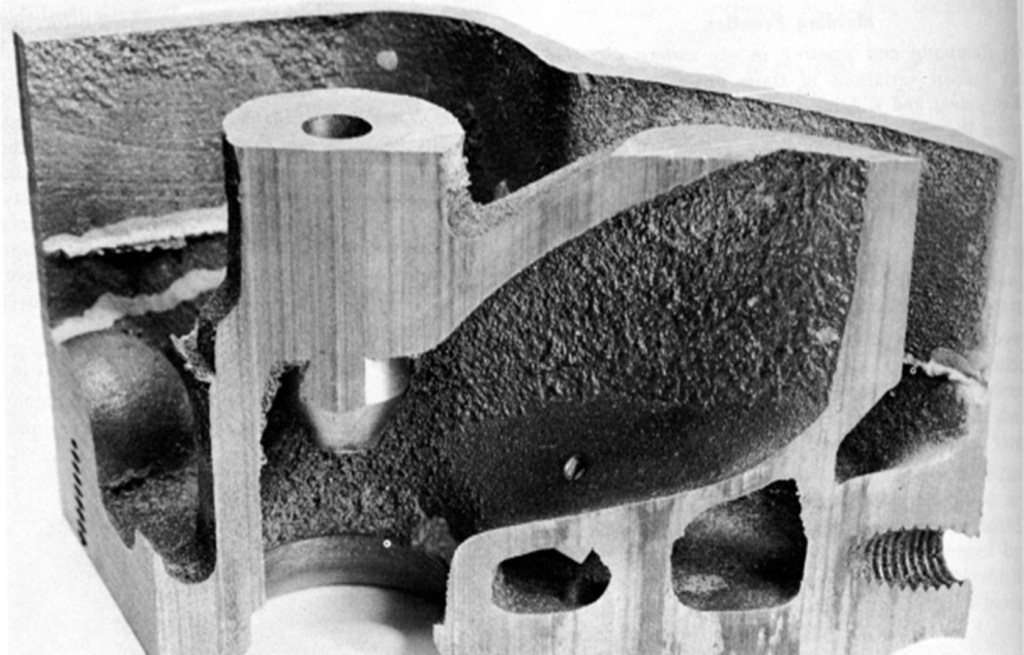
- Motorblöcke: Gießen erzeugt komplexe interne Kühlkanäle, die beim Bearbeiten aus einem festen Block nicht erreicht werden können.
- Präzision: Sekundärbearbeitung stellt sicher, dass Zylinderlaufbuchsen und Befestigungspunkte perfekt kongruent sind.
Öl- & Gas- sowie Medizinsektoren
- Öl & Gas: Hochdruckventilgehäuse und Pumpenräder erfordern die strukturelle Integrität einer kontinuierlichen Gusskornstruktur, um Lecks unter extremem Druck zu verhindern.
- Medizin: Wir produzieren Gehäuse für chirurgische Instrumente und implantatgeeignete Komponenten. Materialien wie die in Cobaltlegierung Gießen verwendeten sind hier für ihre Biokompatibilität und Verschleißfestigkeit unerlässlich und erfordern spezielle Werkzeuge zum effektiven Bearbeiten.
Fallstudie: Schweißkonstruktion vs. Einzelguss
Eine unserer wirkungsvollsten Erfolgsgeschichten war die Umwandlung einer 12-teiligen geschweißten Baugruppe eines Kunden in eine einzelne Gussbearbeitung Projekt. Durch den Wechsel zu einem monolithischen Gussstück:
- Festigkeit: Haben wir potenzielle Fehlerquellen an den Schweißnähten eliminiert.
- Genauigkeit: Verzerrungen durch Schweißhitze wurden entfernt.
- Kosten: Die Gesamtherstellungskosten sanken um 30% aufgrund verringerter Arbeitskosten.
Möchten Sie, dass ich Ihre aktuellen Schweißbaugruppen analysiere, um zu sehen, ob eine einzelne bearbeitete Gussform Ihnen Geld sparen könnte?
Herausforderung bei der Bearbeitung von Gussstücken überwinden
Wenn wir uns an die Projekte wagen, Bearbeitung Guss schneiden wir nicht nur Metall; wir managen die inhärenten Inkonsistenzen von erstarrten Legierungen. Im Gegensatz zu Standardstangenmaterial Maschinengeformte Gussstücke verfügt über eine einzigartige Reihe von Variablen, die erfahrene Prozesskontrolle erfordern. Wenn diese nicht richtig verwaltet werden, landen Sie bei Ausschuss und defekten Werkzeugen.
Umgang mit Fehlern: Porosität und harte Stellen
Das größte Hindernis bei sekundäre Bearbeitung von Gussteilen enthüllt Unterflächenfehler. Porosität (Lufttaschen) oder Einschlüsse (fremdes Material) treten oft erst nach dem Durchtrennen der äußeren Schicht auf.
- Porosität: Wir verwenden zerstörungsfreie Prüfverfahren (ZfP) vor der Bearbeitung, um Hohlräume zu erkennen, damit wir keine Maschinenzeit an schlechte Teile verschwenden.
- Harte Stellen: Schnelles Abkühlen kann im Metall äußerst harte Bereiche erzeugen. Dies ist besonders häufig bei Gussstahlkomponenten, wo unerwartete harte Stellen Schneidklingen aus Karbid sofort zerbrechen lassen können. Wir mildern dies durch präzise Wärmebehandlung (Normalisieren oder Anlassen) vor der Bearbeitung, um eine einheitliche Mikrostruktur zu gewährleisten.
Optimierung der Bearbeitbarkeit und Oberflächenqualität
Erreichen einer konsistenten Oberflächenqualität nach der Bearbeitung erfordert die Abstimmung von Vorschubgeschwindigkeiten mit dem Zustand des Materials. Einige Legierungen sind “gummiartig”, während andere abrasiv sind. Wir optimieren Bearbeitbarkeitsbewertungen durch Anpassung unserer Kühlmittelstrategien und Werkzeugbeschichtungen. Dies stellt sicher, dass jede Charge identisch aussieht und strenge Ra-Anforderungen erfüllt, unabhängig von leichten Variationen im Rohguss.
Verzerrungskontrolle und Toleranzen
Das Entfernen der äußeren Schicht eines Gusses entlastet innere Restspannungen. Wenn wir Material zu aggressiv entfernen, verzieht sich das Teil oder läuft aus der Toleranz.
- Spannungsarmglühen: Wir führen oft Spannungsarmglühzyklen vor der Endbearbeitung durch.
- Toleranzen: Wir berechnen sorgfältig Bearbeitungszugaben—genügend Material zum Reinigen der Oberfläche lassen, aber nicht so viel, dass wir bei der Entfernung starke Verzerrungen verursachen.
Indem wir diese Probleme vorhersehen, stellen wir sicher, dass das Endprodukt Gießen Bearbeitung ein dimensional stabiles und strukturell solides Bauteil ergibt.
Möchten Sie, dass ich unsere spezifische Qualitätskontrollliste für die Überprüfung der Toleranzen bei gegossenen Teilen skizziere?
Warum Vastmaterial für Ihre Gieß- und Bearbeitungsanforderungen wählen
Bei Vastmaterial verstehen wir, dass die Verwaltung von zwei separaten Anbietern – einer Gießerei für die Rohteile und einer Werkstatt für die Endbearbeitung – ein Rezept für Verzögerungen und Schuldzuweisungen ist. Wir haben das gelöst, indem wir alles unter einem Dach vereinen. Wenn Sie uns für Ihre Bearbeitung Guss Projekte wählen, erhalten Sie einen nahtlosen Übergang vom flüssigen Metall zum finalen Präzisionsteil.
Integrierte hauseigene Fähigkeiten
Wir kontrollieren den gesamten Prozess. Unsere Anlage beherbergt sowohl fortschrittliche Gießlinien (Investitions-, Sand- und Druckguss) als auch eine hochmoderne CNC-Abteilung. Dazu gehören hochpräzise CNC-Drehservices und 5-Achsen-Fräszentren, die komplexe Geometrien bearbeiten können, die Standard-3-Achsen-Maschinen nicht bewältigen können. Indem wir den bearbeiteten Gussteilen Prozess intern halten, gewährleisten wir Verantwortlichkeit und eine strengere Qualitätskontrolle in jeder Phase.
Kundenorientiertes DFM und Rapid Prototyping
Wir drucken nicht nur Teile; wir optimieren sie. Unser Engineering-Team führt gründliche Design for Manufacturability (DFM)-Überprüfungen durch, bevor wir auch nur ein Gramm Metall verarbeiten. Wir analysieren Ihre CAD-Dateien, um Merkmale zu identifizieren, die Porosität verursachen oder die Bearbeitungskosten unnötig in die Höhe treiben könnten. Wenn Sie zuerst ein Design validieren müssen, ermöglichen Ihnen unsere Rapid-Prototyping-Services, Passform und Form schnell zu testen.
Der Vastmaterial-Vorteil:
- Keine MOQ-Beschränkungen: Ob Sie einen einzelnen Prototyp oder eine Produktionsserie von 10.000 Einheiten benötigen, wir kümmern uns darum. Wir unterstützen deutsche Startups und etablierte Unternehmen gleichermaßen.
- Globale Logistik: Wir kümmern uns um die Versandlogistik, um Teile pünktlich zu Ihrem Dock zu bringen, und navigieren durch Zoll und Fracht, damit Sie es nicht tun müssen.
- Gesamtkostenreduzierung: Durch die Optimierung des “Gießen-then-Bearbeiten”-Arbeitsablaufs reduzieren wir Abfall und Maschinenzeit, was direkt Ihre Stückkosten senkt.
Vergleich zwischen Vastmaterial und traditioneller Beschaffung
| Merkmal | Vastmaterial (One-Stop-Shop) | Traditionelle Beschaffung (geteilte Anbieter) |
|---|---|---|
| Verantwortung | Ein einziger Ansprechpartner | Schuldzuweisung zwischen Gießer und Maschinenführer |
| Lieferzeit | Vereinfachte (gleichzeitige Entwicklung) | Langsam (Versand zwischen Anbietern) |
| Ausschussrate | Sofortiges Feedback korrigiert Fehler | Hoher Ausschuss spät in der Bearbeitung entdeckt |
| Kosten | Optimiert Bearbeitung Guss Arbeitsablauf | Aufschläge gestapelt auf Aufschläge |
Wir verpflichten uns, qualitativ hochwertig zu liefern CNC-gefertigte Gussstücke die Ihren genauen Spezifikationen entsprechen, ohne den Kopfschmerz einer fragmentierten Lieferkette.


