
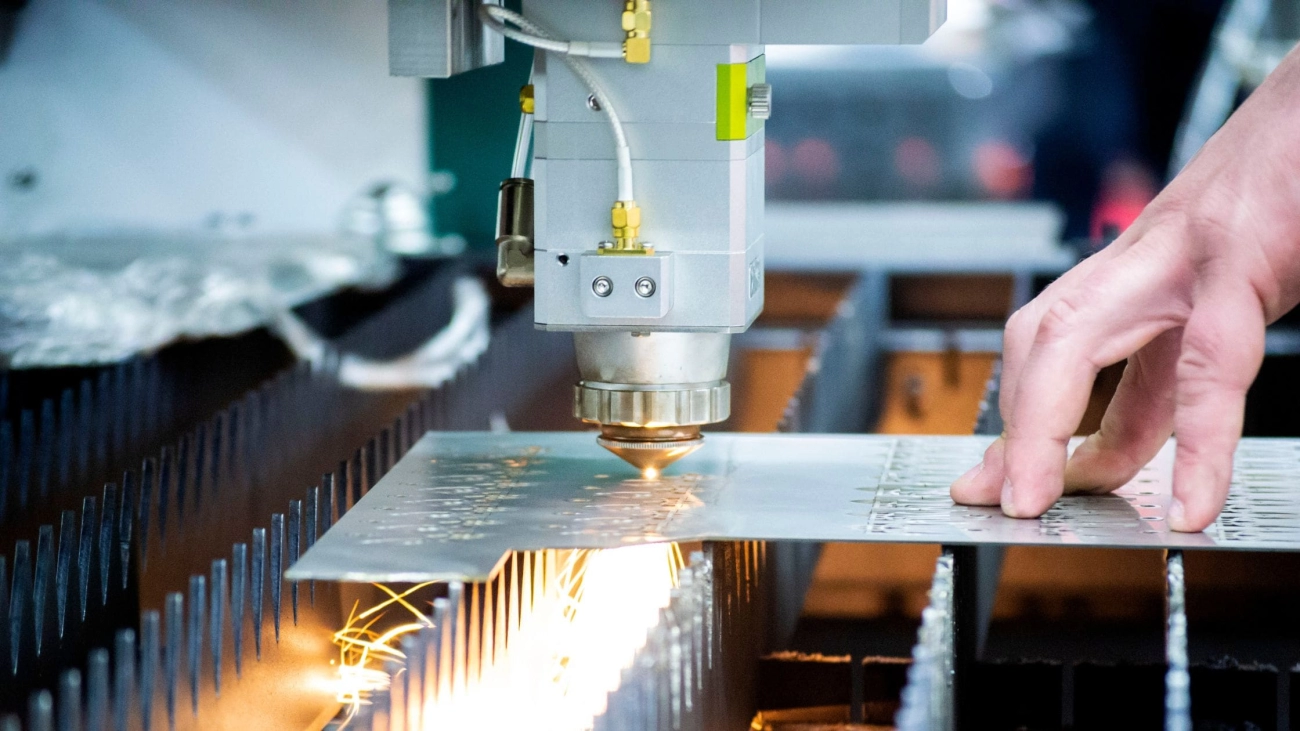
Industrielle Laserzuschnitt Bleche aus Stahl mit 30 kW Leistung, 12 m Bett, engen Toleranzen und vollständigen Fertigungsmöglichkeiten.
Einen Fertigungspartner für finden Laserzuschnitt von Blechstahl ist oft ein Abwägung zwischen Geschwindigkeit, Kapazität und Kantqualität.
Sie benötigen Teile, die perfekt innerhalb Ihrer Toleranzen passen, aber Sie brauchen auch einen Lieferanten, der Großformat-Metallbearbeitung ohne die Mühe des Splicings oder Schweißens durchführen kann.
Genau hier kommen moderne Faserlaserschneiddienstleistungen haben sich weiterentwickelt.
In diesem Leitfaden schneiden wir durch das Marketing-Gerümpel, um die echten technischen Daten zu betrachten: Toleranzen beim CNC-Laserschneiden, Materialdickenfähigkeiten und die enormen Effizienzsteigerungen von Hochleistungs-30kW-Laser Technologie.
Egal, ob Sie für den Schwerlastbereich entwerfen Schnitt von Kohlenstoffstahlplatten oder benötigen chirurgische Präzision für Edelstahl-Laserschneiden, die Herstellungsregeln haben sich geändert.
Hier erfahren Sie, wie Sie vastmaterial’s 12-Meter-Verarbeitungsfähigkeit, um Ihr nächstes Industrieprojekt zu optimieren.
Lass uns zu den Spezifikationen kommen.
Materialfähigkeiten: Was können wir schneiden?
Beim Bezug Laserzuschnitt von Blechstahl, Materialvielfalt ist ebenso entscheidend wie Präzision. Wir schneiden nicht nur Standardstärken; unsere Anlage ist ausgestattet, um schwere Tragwerkskomponenten und empfindliche architektonische Elemente mit gleicher Genauigkeit zu bearbeiten. Ob Sie robusten Baustahl oder hygienische Edelstahlteile benötigen, unsere Einrichtung ist auf unterschiedliche metallurgische Eigenschaften abgestimmt.
Kohlenstoffstahlplatten-Schneiden
Für strukturelle Anwendungen, Schnitt von Kohlenstoffstahlplatten ist unsere Kernkompetenz. Wir verarbeiten Standard-Qualitäten von Weichstahl wie A36 und 1018, um hohe Zugfestigkeit für Bau- und schwere Maschinenteile zu gewährleisten.
- Dickenkapazität: Mit unserer Hochleistungs-30kW-Laser, schneiden wir durch dicke Kohlenstoffstahlplatten, mit denen Standardmaschinen mit 4 kW oder 6 kW Schwierigkeiten haben.
- Geschwindigkeit & Qualität: Die 30 kW Leistungsdichte ermöglicht sauberere vertikale Kanten und deutlich schnelleren Durchsatz bei schwerem Material, wodurch die wärmebeeinträchtigte Zone (HAZ) reduziert wird.
Edelstahl-Laserschneiden
Wir spezialisieren uns auf Edelstahl-Laserschneiden für Branchen, die Hygiene und Korrosionsbeständigkeit verlangen, wie Lebensmittelverarbeitung und Herstellung medizinischer Geräte.
- Qualifikationen: Wir führen einen umfangreichen Bestand an 304 und 316 Edelstahl.
- Oxidfreie Kanten: Wir verwenden hochreine Stickstoffschnitt. Diese Technik verhindert Oxidation an den Kanten und sorgt für eine saubere, silberne Oberfläche, die sofort für das Schweißen bereit ist, ohne dass eine Nachbearbeitung durch Schleifen oder Beizen erforderlich ist.
Speziallegierungen & Nicht-Eisen-Metalle Vielseitigkeit
Neben eisenhaltigen Stählen übertrifft unsere fortschrittliche Faserlasertechnologie die Verarbeitung hochreflektierender Materialien, die ältere CO2-Laser nicht sicher handhaben konnten.
- Aluminium: Leichte und langlebige Optionen für Luft- und Raumfahrt sowie Automobilbranche.
- Kupfer & Messing: Präzises Schneiden für hochleitfähige elektrische Komponenten.
Der Vorteil des Großformats: Überwindung der 4×8-Barriere

Standard-4×8-Platten sind für kleine Projekte ausreichend, aber industrielle Anwendungen erfordern oft mehr. Wir sind über die Standardgrenzen hinausgegangen, um anzubieten Großformat-Metallbearbeitung das massive Großprojekte ermöglicht. Durch den Einsatz modernster Maschinen beseitigen wir die Einschränkungen durch Standardplattengrößen und ermöglichen nahtlose, einteilige Komponenten, die sowohl die strukturelle Integrität als auch die Ästhetik verbessern.
Die 12-Meter-Lösung
Unsere Anlage ist mit einem massiven 12.000 mm (ca. 12 Meter) Schneidetisch ausgestattet. Diese Fähigkeit verändert grundlegend unsere Herangehensweise an die Laserzuschnitt von Blechstahl Fertigung. Anstatt kleinere Abschnitte zusammenzufügen, verarbeiten wir Platten und Bleche in voller Länge in einem einzigen Durchgang.
Hauptvorteile unserer 12-Meter-Kapazität:
- Kein Spleißen: Wir schneiden lange, durchgehende Strukturteile, ohne dass mehrere Teile geschweißt oder verbunden werden müssen. Dies führt zu stärkeren, saubereren Komponenten.
- Optimierte Schachtelung: Größere Platten ermöglichen es uns, Teile enger zu stapeln. Beim Bearbeiten teurer Materialien wie Edelstahl, reduziert dies erheblich den Verschnitt und senkt die Materialkosten.
- Logistische Effizienz: Der Umgang mit weniger, größeren Platten reduziert die Rüstzeit zwischen den Schnitten und beschleunigt den gesamten Produktionszyklus für Laserschneiden von Stahlblechen Aufträge.
Hochleistungs-Effizienz: 20 kW-30 kW vs. Standard
Leistung bestimmt Geschwindigkeit und Kantenqualität. Während viele Werkstätten auf Standardmaschinen mit 4 kW oder 6 kW setzen, nutzen wir Hochleistungs-Laser 30 kW Technologie. Dieser Unterschied betrifft nicht nur die Wattzahl; es geht um die Fähigkeit, dickere Laserschneiden von Stahlplatten schneller und mit überlegener Kantengenauigkeit.
Leistungsvergleich:
| Merkmal | Standardlaser (4kW – 6kW) | Hochleistungs-Laser (20kW – 30kW) |
|---|---|---|
| Schnittgeschwindigkeit | Mäßig bei dünnen Blechen; langsam bei dicker Platte | Extrem schnell bei allen Messungen |
| Maximale Dicke | Begrenzt (hat oft Schwierigkeiten >25mm) | In der Lage, schwere Platten zu schneiden |
| Kantqualität | Erfordert sekundäres Entgraten bei dicken Schnitten | Saubere, gratfreie Kanten (auch bei dicken Platten) |
| Wärmezone | Größere wärmebeeinflusste Zone (HAZ) | Minimale HAZ durch schnelle Schnittgeschwindigkeit |
Durch den Einsatz von Hochleistungs-Faserlasern stellen wir sicher, dass Ihre industrielle Metallherstellung Projekte mit engeren Toleranzen und schnelleren Durchlaufzeiten abgeschlossen werden, unabhängig von der Materialdicke.
Design for Manufacturing (DFM) für Laserschneiden
Optimierung Ihrer CAD-Dateien für Laserzuschnitt von Blechstahl geht nicht nur darum, die Form richtig zu bekommen; es geht darum, sicherzustellen, dass das Teil effizient und kostengünstig hergestellt werden kann. Bei Haoyu Material arbeiten wir täglich mit Ingenieuren zusammen, um Designs für unsere Faserlasersysteme zu verfeinern. Die Befolgung einiger grundlegender Design-for-Manufacturing-(DFM)-Prinzipien stellt sicher, dass Sie die Toleranzen beim CNC-Laserschneiden Sie erwarten ohne unnötige Verzögerungen.
Toleranzen und Kerbbreite
Jarker ist die physische Breite eines Laserstrahls. Während Faserlaser äußerst präzise sind, verbrennt der Laser eine kleine Menge Material – typischerweise zwischen 0,004“ und 0,010”, abhängig von der Dicke und der Düsenkonfiguration.
- Standardtoleranzen: Wir halten im Allgemeinen Toleranzen von +/- 0,1 mm für die meisten Schnitt von Kohlenstoffstahlplatten und Edelstahlanwendungen.
- CAD-Anpassungen: Sie müssen Ihre Geometrie für den Kerf in der Regel nicht ausgleichen; unsere Nesting-Software übernimmt die Balkenkompensation automatisch. Zeichnen Sie Ihre Teile einfach auf die genauen Nennmaße.
Die Goldene Regel: Lochdurchmesser vs. Dicke
Eines der häufigsten Probleme, die wir bei kundenspezifischer Blechbearbeitung Dateien sind zu kleine Löcher. Die intensive Hitze des Lasers kann “Ausbrüche” verursachen, wenn der Durchmesser im Vergleich zur Materialtiefe zu klein ist.
- Das Verhältnis: Halten Sie Lochdurchmesser gleich oder größer als die Materialdicke. Zum Beispiel sollte bei Schneiden von 1/2” Stahl das kleinste Loch mindestens 1/2” im Durchmesser haben.
- Alternative: Wenn Sie Gewindelöcher oder Durchmesser kleiner als die Blechdicke benötigen, empfehlen wir das Bohren oder die Verwendung unseres Bearbeitungsdienste für Niedrigkohlenstoffstahl als Sekundärprozess, um Präzision zu gewährleisten.
Dateiformate und Vorbereitung
Um ein sofortiges Angebot und eine schnelle Produktionsdurchführung zu erhalten, ist das Dateiformat entscheidend. Wir bevorzugen saubere, vektorbasierte Dateien ohne doppelte Linien oder offene Konturen.
- DXF/DWG: Der Industriestandard für 2D-Schneiden. Stellen Sie sicher, dass alle Texte und Titelblöcke entfernt sind, sodass nur die Teilegeometrie verbleibt.
- STEP/IGES: Wichtig, wenn Ihr Teil nachbearbeitete Biegungen erfordert. Ein 3D-Modell ermöglicht es uns, Biegungsverluste genau zu berechnen.
Gemeinsame Linien (Gemeinsamer Linienzuschnitt)
Bei Großaufträgen können wir den gemeinsamen Linienzuschnitt nutzen. Diese Technik beinhaltet die Anordnung der Teile, sodass sie eine einzige Schnittlinie teilen. Dies reduziert die Gesamtschnittstrecke und die Durchstoßzyklen erheblich, was die Kosten für Lasergeschnittene Stahlbleche Produktion senkt, während Materialverschwendung minimiert wird. Dies ist ideal für rechteckige oder quadratische Teile, bei denen die Qualitätsanforderungen an die Kanten dies zulassen.
Jenseits des Schnitts: Integrierte Fertigungsdienstleistungen

Wir wissen, dass für viele Projekte das Erhalten einer flachen Laserzuschnitt von Blechstahl Der Teil ist nur der Anfang. Um ein 2D-Profil in ein funktionales Produkt zu verwandeln, bieten wir eine umfassende Palette an Sekundärbearbeitungsdiensten an. Dieser Ansatz ermöglicht es uns, die Qualität vom ersten Schnitt bis zur Endmontage zu kontrollieren und sicherzustellen, dass jede Dimension Ihren Vorgaben entspricht.
CNC-Biegen und -Formen
Das Umwandeln eines flachen Blatts in eine 3D-Komponente erfordert Präzision. Unsere Blechbiege- und -falzfähigkeiten nutzen fortschrittliche CNC-Pressebraken, die automatisch auf Materialrückfederung einstellen. Egal, ob Sie mit dünnen Gehäusen oder schweren Tragarmen arbeiten, wir sorgen für genaue Winkel und wiederholbare Ergebnisse bei großen Produktionsläufen. Dieses Maß an Kontrolle ist entscheidend, um während des Montageprozesses durchgehend Qualität zu gewährleisten. präzise CNC-Hohtoleranzen Schweißen und Montage.
Wir bieten sowohl robotergestützte als auch manuelle Schweißdienste an, abhängig vom Volumen und der Komplexität des Auftrags. Roboterschweißen ist ideal für hohe Stückzahlen
und komplexe Anwendungen. Laserschneiden von Stahlplatten Projekte, bei denen Konsistenz entscheidend ist, während unsere zertifizierten manuellen Schweißer komplexe Stahlbauarbeiten ausführen. Wir sorgen für starke, saubere Verbindungen, die den Anforderungen entsprechen industrielle Metallherstellung Standards sind.
Metalloberflächenveredelung
Rohstahl erfordert oft Schutz gegen Witterungseinflüsse oder eine bestimmte ästhetische Optik. Wir bieten umfangreiche Wir bieten umfassende Optionen zur Verbesserung der Haltbarkeit und des Aussehens:
- Entgraten: Mechanische Entfernung scharfer Kanten oder Schlacke nach dem Laserschneiden von Stahlblechen Prozesses ansammelt.
- Pulverbeschichtung: Eine langlebige, schlagfeste Oberfläche in verschiedenen Farben für Verbraucherteile.
- Galvanisierung: Feuerverzinkung, die maximalen Korrosionsschutz für Außenanwendungen bietet.
Der Vorteil des One-Stop-Shops
Die Verwaltung mehrerer Anbieter für Schneiden, Biegen und Lackieren verursacht logistische Albträume und Verzögerungen. Durch die Bearbeitung kundenspezifischer Blechbearbeitung unter einem Dach reduzieren wir die Vorlaufzeiten und Transportkosten erheblich. Sie erhalten ein fertiges Produkt, das bereit für die Montagelinie ist, was Ihre Lieferkette optimiert und das Projektmanagement vereinfacht.
Faktoren, die die Kosten für lasergecuteten Stahl beeinflussen
Verstehen, wie wir Angebote für Laserzuschnitt von Blechstahl berechnen, ermöglicht es Ihnen, Ihre Designs für bessere Preise zu optimieren, ohne die Qualität zu beeinträchtigen. Die endgültigen Kosten hängen nicht nur vom Gewicht des Rohmaterials ab; sie sind eine Berechnung von Maschinenzeit, Energieverbrauch und Materialnutzung.
Hier sind die wichtigsten Variablen, die den Preis von Laserschneiden von Stahlblechen:
- Materialqualität & Dicke: Dies ist der wichtigste Faktor. Dickere Platten erfordern unsere Hochleistungslaser, die langsamer bewegen, um eine saubere Kante zu gewährleisten, was die gesamte Maschinenzeit erhöht. Außerdem sind Premium-Legierungen erforderlich für spezielle Anwendungen, wie sie in der Luft- und Raumfahrtindustrie erfüllt, haben höhere Rohstoffkosten und erfordern oft Stickstoffschneiden, was teurer ist als Sauerstoffunterstütztes Schneiden, das für Standard verwendet wird Schnitt von Kohlenstoffstahlplatten.
- Schnittpfadkomplexität: Der Laserstrahl muss physisch den Umfang jeder Funktion abfahren. Ein Teil mit Hunderten kleiner Löcher oder komplexen, künstlerischen Geometrien dauert deutlich länger zu schneiden als ein einfaches Quadrat oder Rechteck. Mehr “Durchstiche” (bei denen der Laser einen Schnitt beginnt) bedeuten mehr Zeit.
- Effizienz beim Nesting: Wir verwenden fortschrittliche CAM-Software, um Teile auf einem Bogen anzuordnen, um Abfall zu minimieren. Wenn eine Form eine unregelmäßige Form hat, die eine enge Packung verhindert, wird die Kosten des verschwendeten “Skelett”-Materials in den Preis eingerechnet. Teile, die gut nisten, können zu erheblichen Einsparungen führen.
- Menge: Industrielle Metallherstellung beruht auf Skaleneffekten. Es gibt eine feste Einrichtzeit für die Programmierung der Maschine und das Laden des Materials. Diese Einrichtungskosten auf eine Produktionscharge von 1.000 Einheiten zu verteilen, führt zu einem viel niedrigeren Preis pro Teil als eine einzelne Prototypenserie.
Häufig gestellte Fragen zum Laserschneiden von Stahlblech
Wie dick darf Stahl aus Kohlenstoffstahl für Lasergravur maximal sein?
Die maximale Dicke hängt stark von der Leistung des Geräts ab. Mit unserem fortschrittlichen Hochleistungs-30kW-Laser Technologie können wir Schnitt von Kohlenstoffstahlplatten viel dickere Materialien verarbeiten als Standard-Faserlaser. Während herkömmliche 4-kW-Geräte oft bei etwa 2,5 cm (25 mm) für Produktionsqualität an ihre Grenzen stoßen, verschieben unsere Hochleistungs-Setups diese Grenzen erheblich und ermöglichen saubere, senkrechte Kanten bei schweren Strukturplatten, die im Bau und in der Maschinenbau verwendet werden.
Wie beeinflusst 30-kW-Laserleistung die Schnittgeschwindigkeit und die Kosten?
Leistung entspricht Geschwindigkeit und Qualität. Ein Hochleistungs-30kW-Laser schneidet durch dickes Laserzuschnitt von Blechstahl deutlich schneller als Geräte mit geringerer Leistung. Diese Geschwindigkeit reduziert die gesamte Maschinenzeit für Ihre Bestellung, was die Kosten pro Teil direkt senkt. Zusätzlich verdampft die hohe Energiedichte das Metall sofort, was zu einer saubereren Kante mit minimalem Schlacke führt und oft den Bedarf an Nachbearbeitung wie Schleifen oder Entgraten eliminiert.
Können Sie Teile länger als die standardmäßigen 4×8-Platten schneiden?
Absolut. Wir verstehen, dass industrielle Anwendungen oft Komponenten erfordern, die die Standardmaße von 4×8 oder 5×10 Fuß übersteigen. Unser Großformat-Metallbearbeitung Fähigkeiten ermöglichen es uns, Platten bis zu 12 Meter (ca. 40 Fuß) Länge zu verarbeiten. Das ist ein Wendepunkt für Tragbalken und Fahrgestellschienen, da es Ihnen erlaubt, einzelne, durchgehende Teile zu entwerfen, anstatt mehrere kleinere Stücke mit Schweißnähten zu verbinden.
Welche Dateiformate sind am besten für Laser-Schneidangebote?
Um das schnellste und genaueste Angebot zu erhalten, Laserschneiden von Stahlblechen, empfehlen wir die Einreichung von 2D-Vektordateien. Der Branchenstandard ist die DXF-Datei für Laserschneiden, da sie präzise Geometrien enthält, die unsere Nesting-Software sofort lesen kann. Wir akzeptieren auch DWG- und STEP-Dateien. Stellen Sie sicher, dass Ihre Dateien im Maßstab 1:1 sind und nur die Schnittlinien enthalten (Titelblöcke und Maße entfernen), um den Schätzprozess zu beschleunigen.


