
Metalbrulado estas la fundamenta konstruo kiu form*as nian mondon.
Eksploru tipojn de metalaj volĉadoj inkluzive de sabl-volvo, investaĵo kaj permanenta ŝelo metodoj, same kiel materialoj, procezoj kaj respondoj al ofte aŭigitaj demandoj
-
La Evoluo de Manĝilo: Reto pri kiel tiu 5,000-jara procezo fariĝis altteknologia industrila normo.
-
Moldoj Disigeblaj vs. Ne-disigeblaj: navigado de la diferencoj inter Sanda, Investa kaj Die-tsarado.
-
Materiala Mastroto: Kial elekti la ĝustan alojo-n de Hil: malpeza aluminio ĝis forta feraj muldoktoj faras aŭ rompigas vian projekton.
-
Spertuma Elekto-Strategio: Ĉefaj faktoroj por konsideri (tolerado, volumo, kaj kosto) kiam vi elektas la perfektan formiĝan metodon.
Kio estas metalaj volĉadoj?
Metalaj volĉadoj estas baza fabrikada procezo kie fandita metalo estas aldonita en speciala formo kun honita kaverno de la dezirata formo. Post kiam la metalsoŭlas kaj solidiĝas, la parto estas forprenita, malkaĝigante precizan, dauran komponenton. Ni estas Profesiaj Precizaj Ĵetolistaj Servoj, dediĉita liveri altkvalitajn, kompleksajn metalajn partojn por tutmondaj industrioj. De pezaj maŝinoj al precizaj aviad-komponentoj, metalaj volĉadoj restas unu el la efikaj vojoj por produkti kompleksajn geometraĵojn en granda kvanto.
Historio de Metalaj Volĉadoj
La deveno de metalaj volĉadoj remontiĝas pli ol 5,000 jaroj. Fruaj civilizoj uzis elementajn moldojn faritajn el roko, abeljuso kaj argilo por foti kuprajn armilojn, ilojn kaj ornamejojn. Kiel la teknologio progresis tra la bronza kaj feroĝoj, la volĉadaj teknikoj evoluis signife. La Industriaal Revolucio enkondukitis mekanizitajn procezojn kaj plibonigitan metaloĵeton, malfermante vojon por moderna, alta-volumo produktado. Hodiaŭ, tiu antikva metio transformiĝis al tiel tre aŭtomata, precizec-igita industrio kapabla je nekredeblaj dimensiaj precizecoj.
La Metal-Volĉada Procezo
Malgraŭ ke specifaj teknikoj varias laŭ la elektita metodo, la kerna metodaro de kreado de metalmano restas konsekvenca. Jen la normala, paŝo-post-paso fabrikada procezo:
- Moldado de modelo: Fizika replaĝo (modelo) de la fina objekto estas kreita, ofte uzante ŝtonon, metalon, kandelo aŭ plaston.
- Faro-Makado (se bezonata): Solidaj firmajaj estas fabrikitaj kaj metitaj ene de la formo por krei internajn kavernojn en la fina parto.
- Formado: La modelo estas uzata por formi malplenan kavernon en la molda materialo, preparante ĝin por ricevi la metalon.
- Fandado kaj elverŝo: Solidaj metalaj alojoj estas fanditaj en industria forno ĝis ili fariĝas likva. Ĉi tio fandita metalo estas poste zorgeme verŝita, nutrata per gravito, aŭ enpuŝita sub alta premo en la kaverno de la likva moldo.
- Malvarmigo kaj Solidiĝo: La metalĵo estas maligita por malvarmiĝi kaj hardiĝi, akirante la ekzaktan internan formon de la muldilo.
- Forigado de la muldilo kaj Finumado: La nov-formita ŝtanso estas forigita el la muldilo. Troa materialo (kiel enirejoj kaj riseroj) estas forĝata, kaj la surfaco estas maŝinita, sablita aŭ polurita por plenumi ekzaktajn inĝenieristajn specifaĵojn.
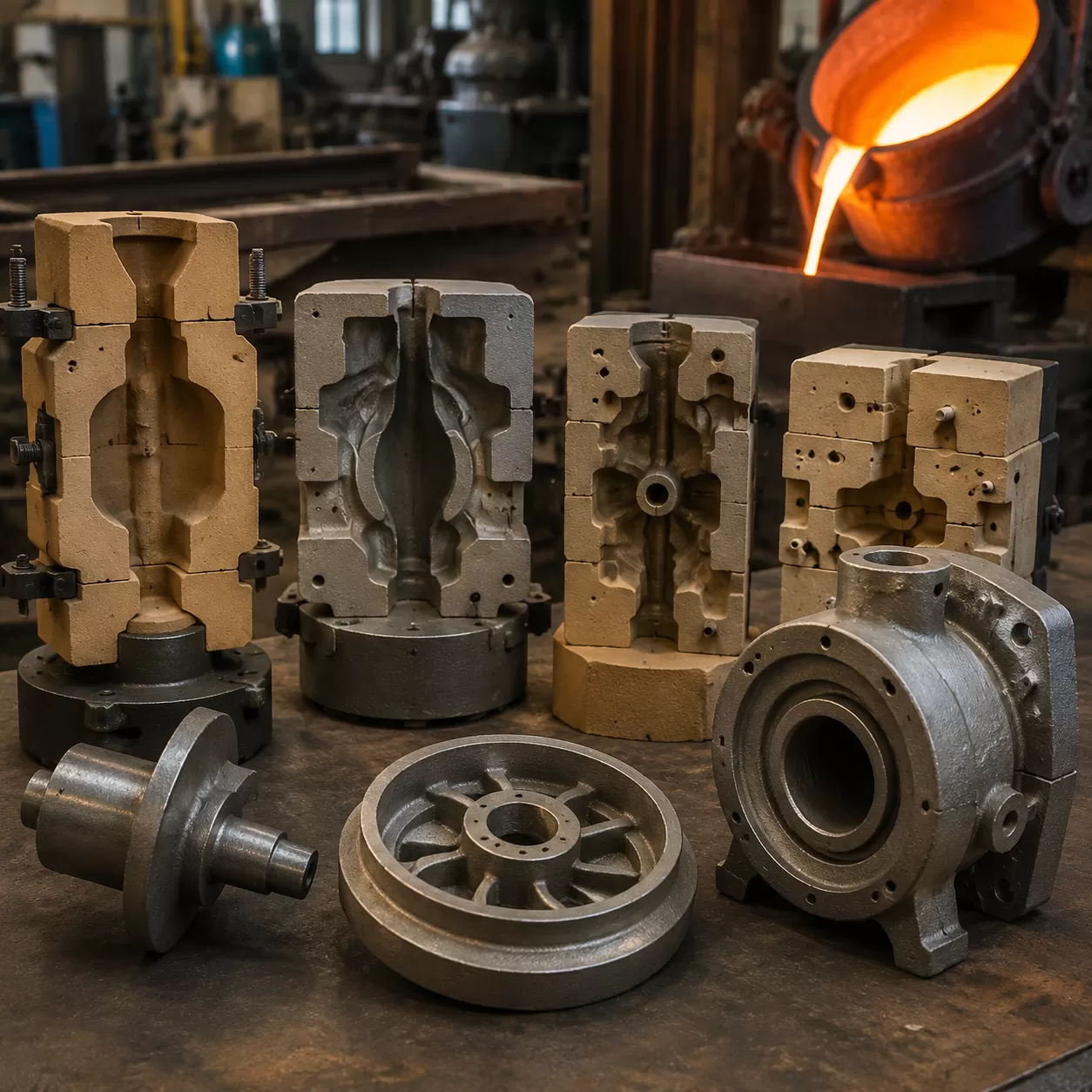
Eksplodeblaj Muldoj formas Procesoj

Kiel profesiaj precizaj ŝtalĉerpaj servaj provizantoj, ni komprenas, ke la elekto de la ĝusta produktadotekniko difinas la kvaliton de la fina parto. Eksplodeblaj muldoj postulas la muldo malmutili por elpreni la finitan eron. Ĉi tiuj metodoj ofertas grandan flekseblecon kaj reprezentas iun el la plej fidindaj metalaj pret-karboj uzataj tra la mondaj industrioj hodiaŭ.
Sabla Fandado
Sablopretado restas unu el la plej vaste uzataj kaj konte-dekvaj metodoj por formi metalon.
- Kiel ĝi funkcias: Ni opakaĵigas specialan sablan miksaĵon ĉirkaŭ modelo por krei malplenan kavon, poste elĵetas lavman metalon rekte en la muldilon.
- Ĉefaj Avantaĝoj: Ĝi estas tre adaptiĝema, postulas malaltajn iltoolajn kostojn, kaj estas perfektega por produkti grandajn, pezajn komponantojn.
- Plej bonaj Aplikaĵoj: Motoro blokoj, maŝinaj bazo, kaj malalta volumaj Personaj partoj.
Investfandado
Ankaŭ konata vaste kiel perdita vasko-ĝustigo, ĉi tiu metodo estas fama pro liverado de escepta detalo kaj striktaj tolerancoj.
- Kiel ĝi funkcias: Vaska modelo estas kovrita per eluzita keramika ŝelo. Post stiffiĝo, la vaskaĵo estas varme forigita, lasante tre precizan kavon por la moligita metal.
- Ĉefaj Avantaĝoj: Ĝi produktas partojn kun elstara surfaca finado kaj komplika geometrio, reduktante la bezonon de dua maŝinado. Ĉi tiu tekniko estas precipe valora kiam oni uzas novan aluminiuma ŝtala fandado por alt-precizaj CNC-partoj por plenumi striktajn industrispecifikojn.
Plasta Ŝtofa Ŝtampado
Marmora muldoformiĝo kunhavas similan kernan koncepton kun sabla muldo formiĝo, sed uzas plagon de Parizo por la mulda materialo.
- Kiel ĝi funkcias: La plato kreas tre detalan, glatan kavon.
- Ĉefaj Avantaĝoj: Ĝi disponigas supera surfaca finiĝo kaj egala dimensia precizeco kompare kun normaj sabloformaj muldoj.
- Plej bonaj Aplikaĵoj: Pro la termikaj limoj de la plato, ĉi tiu procezo estas strikt rezervita por ne-fereaj metaloj kun pli malaltaj faligaj punktoj, kiel alumino kaj zinka alioj.
Perdita Ŝaŭma Ŝtofo-Ĝuado
Perdita ŝaŭmo guldo estas noviga aliro celanta simpligi la produkton de tre kompleksaj formoj.
- Kiel ĝi funkcias: Ni uzas ŝaŭmomaterialan modelon kunmetitan en rezistema dipigaĵo. Kiam la likva metalpulvero estas pourata en la muldeon, la intensan varmon rekte vaporizas la ŝaŭmon, permesante al la metalo plenigi la ekzaktajn formojn de la modelo.
- Ĉefaj Avantaĝoj: Ĉi tiu procezo forigas la bezonon de malstrekaj anguloj kaj partigaj linioj, rezultigante tre ĝustajn partojn kiuj postulas malmultan finisadon.
Moldaj procezoj sen-ekkumuligha forĵeto
Moldaj procezoj sen-ekkumuligha uzas konstantajn muldojn, kutime faritajn el daŭraj metaloj, kiuj povas elteni milojn da cikloj. Ĉi tiu aliro signife rapidigas la fabrikadon dum konservante striktajn tolerajnojn.
Matritc-fandado
Preĝado per muldo-metalo implikas fortigon plej alta premo en reuzebla ŝtala muldo-kavo. Ĝi estas tre rapida kaj fidinda metodo por produkti kompleksajn metalajn partojn kun glataj surfacaj finantoj. Direktante la projektajn postulojn, ni uzas ambaŭ alt-premaj premitajn presado por rapida, alta volumrapido kaj malalt-preama presado por aplikoj postulantaj pli granda struktura enteno. Elektante materialojn por ĉi tiu procezo, elekti la ĝustan ŝtalado estas esenca por certigi la longvivecon kaj rendimenton de la fina parto.
Permanenta Muldika Verŝado
Ofta nomata gravita gvidsubeto-eldudo, ĉi tiu metodo relyas al pezo de gravito anstataŭ alta premo por plenigi la muldon per likva metalo.
- Forto: Produktas tre densajn, strukture bonanajn ero-s.
- Koste-efika: Ideale por meza ĝis alta-produkto kun muldada ilo-kostoj eble tro altaj.
- Finado: Pli bone finita surfacaro kaj pli mallarĝa dimensa precizeco ol tradicia sablo-multiado.
Centrifuga Ŝtampado
Kentro-centrada muldo-eldudo estas unika procezo kie la muldo konstante turniĝas je altaj rapidecoj dum la likva metalo estas enŝutita interne. La sentiforta forto disdonas la metalon egale laŭ la muldo-muroj.
- Plej Bona Por: Kreante simetriajn, cilindrformajn partojn kiel tuboj, tuboj, kaj ringoj.
- Alta Denseco: La turniga ago fortigas malpurajn partojn al la centro, lasante la eksteraĵon densa kaj sen malkonformoj.
- Efikeco: Forlasas la bezonon de centra kernono, ŝparante tempon kaj materialajn kostojn.
Oftaj Metaloj uzataj en Muldoj

Kiam ni verŝas likvaĵon en muldon, la materialo kiun ni elektas perfekte difinas la finan rendimenton de la parto. En la diverseco de metalaj muldoj, iuj metaloj staras el proklamo pro sia ekvilibrigo inter laborebleco kaj fidindaj mehanikaj ecoj.
Alumino
Alumino estas malpeza, tre maŝinebla kaj ofertas elstaran korrodreziston.
- Plej bone por: Alt-volumea produktado, kompleksaj geometrioj, kaj pez-ŝvelitaj partoj.
- Komunaj metodoj: Alumino estas tre preferata en la industria muldado per malmola metalo pro sia kapablo rapide formi precizajn formojn por la aŭtoj- kaj kosmosaĵaj sektoroj.
Fajne Fero
Galejo estas la malfidinda laborbrako de la fabrikadotero. Ĝiafluas facile kiam moltenita kaj provizas mirindan eluzan reziston post solidiĝado.
- Plej bone por: Pez-bazitaj, alt-uzaj komponantoj kiel motoro-blokoj, tuboj, kaj grandaj maŝinbasisoj.
- Komunaj metodoj: Sanda kalandado restas la plej praktikaj kaj koste-efikaj metodoj por pritrakti tiun pezan materialon.
Ŝtono
Ŝtalo alportas senkompareblan forton, malfacilatecon kaj daŭrecon al la tablo. Ni dependas de ĝi kiam la komponantoj devas supervivi altan streson kaj malfacilajn labordojn.
- Plej bone por: Industriaj iloj, struktura ŝarĝaĵo, kaj pezaj maŝlaroj.
- Komunaj metodoj: Investa kalandado bele prenas ŝtalo por kompleksaj desegnoj. Por ekstermoj, inkluzive specialajn alojojn kiel 15-5 PH-stalo certigas ke viaj partoj konservu altan forton kaj esceptan korrodreziston.
Kupro kaj bronzaj alojoj
Kupro kaj bronzo estas tre valorataj pro iliaj superaj elektraj kondukteco, termaj trajtoj, kaj malmutilaj trajtoj.
- Plej bone por: Ruladoj, radoj, maraj aparatoj, kloakaĵaj valvoj, kaj elektrikaj aparataroj.
- Komunaj metodoj: Ni ofte uzas centifugan kalandon por krei tre eluzeblajn, densajn kaj senomalajn cilindrajn partojn el ĉi tiuj alojoj.
Elekti la ĝustan metalkalandan metodon

Elekti la idean teknikiston el la diversaj tipoj de metalkaldado povas fari aŭ rompigi vian fabrikadan projekton. Trovi la perfektan efikon certigas ke vi akiros daŭrigeblajn partojn dum ŝparante produktokostojn kaj tembelajn.
Kovriĝaj Faktoj
Antaŭ ol verŝi ajnan likvan metalon, vi bezonas taksi la specifajn postulojn de via projekto. Memorigu ĉi tiujn gravajn faktorojn por certigi maksimuman rezulton:
- Produktadvolumo: Alta-prema fandado estas perfektigita por masivaj produktsemajnoj, dum sabfando estas multe pli kosta efika por malgrandaj, laŭvolaj partoj.
- Materiala Elekto: Certaj metalkonkresoj fluas pli bone en specifaj formoj. Via elekto de materialo direkte diktas la plej viglan procezon.
- Tolerance kaj Precizeco: Investada ĉasektado (perditaŭla ĉasektado) liveras tre striktajn tolerojn, dum gravita muldado eble bezonos sekundaran CNC-maŝadon.
- Ilaj Kostoj: Maldekvotaj muldoj havas malpli grandajn komencajn kostojn kompare kun la muladilo pri uzebla muldo por ripete uzeblaj muldoj.
- Surfaca Finado Postuloj: Se glata, preskaŭ retoŝtona formo estas kritika, gip-molda ĉasektado aŭ malaltprema muldado savos al vi signifan tempon pri posttraktado.
Kompare al la Procezoj de Ĉasektado
Kiam vi komparas malsamajn metodojn, vi devas pezigi la alternativojn inter rapideco, starigokosto kaj fina kvalito. Sanda ĉasektado estas tre vielseitima kaj malmultekosta sed mankas al la delikata detalo de investada ĉasektado. Samtempe, centrifugalĉasektado estas neregebla por krei tre daŭrajn, malpezmezajn cilindraj partojn.
Por altaŭdprodukto kie konsekvenco kaj mekanika forto estas nenegociindaj, uzado de la permanenta ŝima gisado procezo provizas elstaran dimensionan precizon kaj supera surfaca finiĝo. Male, se via projekto enhavas specifajn kuproalloj kaj intricajn detalojn, kunlaborante kun speciala kuprofandadservon certigos ke viaj hazarda OEM precizaj partoj renkontu ekzaktajn industrio-normojn sen materiala forĵeto. Kunmalkovri la specifan ĉasektadan procezon al viaj ekzaktaj strukturaj kaj financaj postuloj estas la ultimatevo ŝlosilo por fabrikad-sukceso.
FAQ-oj Pri Tipo de Metal-Ŝostado
Kio estas la plej bona metodo por tre kompleksaj formoj?
Ni ĝenerale rekomendas investadan ĉasektadon, ankaŭ vaste konatan kiel perditaŭla ĉasektado, por intricaj dezajnoj. Ĝi liveras elstaran dimensonan precizon kaj glatan surfacon. Se vi volas plendi pri la specifaj materialoj, kiujn ni uzas por atingi tiun precizecon, rigardu nian investada fandadmateriala gvidilo detalantan zircon kaj silico-sol rezidan pulvoraĵon.
Kio estas la plej kostefika procezo por altaŭdprodukto?
Mulda ĉasektado, precipe alta premoĉasektado, estas ĝenerale la plej bona elekto por grandaj produktadaj serioj. Ĉi tiu metodo alpremas forĵetitan fero en reuzeblaj ŝtalaj muldomoj ĉe tre altaj rapidecoj, farante la procezon rapidan, ripeteblan kaj kostefikan po unuo.
Ĉu fero-partoj povas esti ĉasitaj kun alta precizeco?
Plej bonege. Procezoj kiel investada ĉasektado kaj speciala sabla ĉasektado estas perfektaj por malfacilaj metaloj. Kiel profesiaj precizaj ĉasektadaj servaj provizantoj, ni produktas alt-kvalitajn karbonŝtelĉasektado por precizaj opelsteelaj partoj desegnita por konveni al striktaj tutmondaj industriaj normoj.
Kio estas la diferenco inter eluzeblaj kaj ne-eluzeblaj ŝablonoj?
- Forĵeteblaj Formoj: Uzata en sablokasto kaj gipsa ŝablonkasto. la ŝablono estas detruita por forigi la parton. Tiuj estas pli malmultekraj por agordi kaj ideaj por mal-gravaj serioj.
- Ne-eluzeblaj ŝablonoj: Uzata en gravitaĵa muldado, malaltpremaj muldaj muldoj, kaj centrifugaj muldado. La ŝablonoj estas reuzeblaj, farante ilin perfektaj por alta- volumaj produktadoj kie la iniziala ilaro-kosto kompenseas per la skalo.