
Discover the alloy steel casting process from design to CNC machining with Vastmaterial for high performance precision parts.
What Distinguishes Alloy Steel in the Casting World?
When standard components fail under extreme heat, high pressure, or corrosive environments, engineers turn to alloy steel. In our alloy steel casting process, we go beyond basic metallurgy. We manipulate the material’s microstructure to achieve performance metrics that plain carbon steel simply cannot match. It is not just about melting metal; it is about precise chemistry control to ensure maximum mechanical strength and durability in high-stress applications.
Carbon Steel vs. Alloy Steel Composition Breakdown
While low-carbon steel is effective for general structural applications due to its cost-efficiency and ductility, it often lacks the specialized properties required for critical industrial parts. By introducing specific alloying elements—such as chromium, nickel, or molybdenum—we transform the base material into a high-performance solution.
| Feature | Carbon Steel | Alloy Steel |
|---|---|---|
| Composition | Iron + Carbon (Mainly) | Iron + Carbon + Alloying Elements |
| Primary Benefit | Cost-effective, good weldability | High tensile strength, wear resistance |
| Heat Resistance | Low to Moderate | High (maintains stability at temp) |
| Corrosion Resistance | Low (requires coating) | Enhanced (depending on grade) |
Low-Alloy vs. High-Alloy Performance Differences
Selecting the right grade is critical for balancing cost and performance. We categorize our casting capabilities into two main groups based on alloy content:
- Low-Alloy Steel: Typically contains less than 5% alloying elements. We recommend this for projects requiring superior strength and toughness compared to carbon steel, without the higher cost associated with high-grade stainless materials.
- High-Alloy Steel: Contains over 10% alloying elements. This category includes high-temperature alloys and stainless steels. These are essential for components demanding exceptional corrosion resistance and thermal stability in harsh operating environments.
Tailoring Material Properties for Specific Industry Needs
At Vastmaterial, we do not believe in a “one size fits all” approach. Our advanced R&D team partners with clients to develop bespoke alloy compositions that meet exacting specifications. Whether you need extreme heat resistance for gas turbines or impact strength for mining equipment, we adjust the alloy steel casting process to deliver the precise mechanical properties required.
Our Customization Capabilities:
- Alloy Development: Creating proprietary blends for unique operational challenges.
- Process Engineering: Optimizing the casting method (sand, pressure, or die) based on the material grade.
- Integrated Finishing: Combining metallurgical precision with our CNC machining services to ensure tight tolerances and superior surface finishes immediately after casting.
Step-by-Step: The Alloy Steel Casting Process Flow
At Haoyu Material, we view the alloy steel casting process as a rigorous cycle of precision engineering rather than simple manufacturing. Every stage, from the initial design to the final cool-down, is monitored to ensure the mechanical properties meet the demands of high-stress industrial environments. We don’t just pour metal; we engineer performance.
Pattern Making and Mold Development Strategies
The foundation of any high-quality cast lies in the pattern. We utilize advanced software and tooling to create patterns that account for thermal contraction and solidification shrinkage. Depending on the volume and complexity, we deploy different strategies:
- Sand Casting Molds: For larger components or lower volumes, we use chemically bonded sand systems that provide excellent dimensional stability.
- Die and Pressure Tooling: For high-volume production, we engineer durable metal dies that withstand repeated thermal cycling.
Our focus here is on dimensional tolerances. If the mold isn’t perfect, the part won’t be either. We ensure that draft angles and parting lines are optimized to facilitate clean extraction without compromising the part’s geometry.
Melting and Alloying Critical Chemistry Control
Once the mold is ready, we move to the metallurgy. This is where we define the material’s character. Whether we are producing high-alloy steel for heat resistance or specialized low-carbon variants, chemistry control is non-negotiable.
We use precise induction melting technologies to achieve exact metallurgy grades. During this phase, we actively monitor the chemical composition using spectrometry to ensure the mix aligns perfectly with our comprehensive casting alloy standards. This real-time analysis allows us to adjust the melt before pouring, guaranteeing that the final material properties—like tensile strength and corrosion resistance—are locked in.
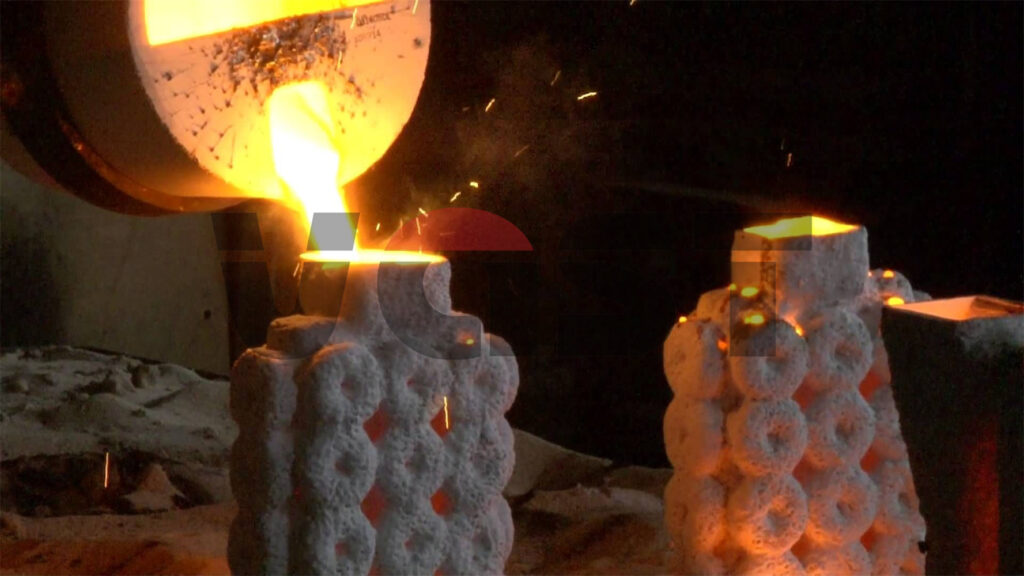
Pouring and Solidification Temperature Management
Pouring is a critical variable in the alloy steel casting process. We control the pouring temperature and speed to prevent common issues like porosity defects or cold shuts.
- Turbulence Control: We utilize gating systems designed to minimize turbulence, ensuring the molten alloy flows smoothly into every cavity of the mold.
- Thermal Management: Controlled cooling rates are essential. If a part cools too fast or too slow, it can develop internal stresses.
We monitor the solidification phase closely to ensure a uniform grain structure, which is vital for the structural integrity of the final component.
Shakeout and Cleaning Techniques
After the metal has solidified and cooled to a safe handling temperature, we proceed to shakeout. This involves vibrating the mold to break away the sand or ejecting the part from the die.
Once the casting is free, we move to cleaning and preliminary finishing. We remove gates, runners, and risers using cutting or grinding tools. This stage often reveals the raw surface finish, preparing the component for subsequent heat treatment processes or precision machining. Our goal at this stage is to deliver a clean, near-net-shape part ready for final refinement.
Core Casting Methods for Alloy Steel
At Haoyu Material, we don’t believe in a one-size-fits-all approach. The specific alloy steel casting process we recommend depends entirely on your design complexity, volume, and mechanical requirements. We leverage state-of-the-art facilities to execute different casting techniques that maximize the performance of the metal while keeping production efficient.
Advanced Sand Casting for Large Components
When dealing with massive components or intricate internal geometries, sand casting is our workhorse. We utilize advanced sand casting molds that allow for greater design flexibility compared to rigid metal molds. This method is particularly effective for low-to-medium volume runs where keeping tooling costs down is a priority. It gives us the ability to cast heavy-duty alloy steel parts that maintain high structural integrity without breaking the bank on initial setup.
Precision Die Casting and Pressure Casting for Volume
If your project demands high speed and tight dimensional tolerances, we utilize pressure casting techniques. Pressure die casting forces molten alloy into the mold cavity under high pressure, resulting in parts with superior surface finishes and thinner walls. This is the preferred route for high-volume production where consistency is non-negotiable. It significantly reduces the need for secondary machining, streamlining the entire manufacturing cycle. To understand how specific materials align with these production methods, you can review our comprehensive casting alloy guide.
Comparing Sand vs. Die Casting for Your Project
Deciding between these foundry capabilities often comes down to the balance between upfront cost and per-unit efficiency. Here is a quick breakdown of how we help you choose:
- Volume: Die casting wins for mass production; sand casting is better for prototypes and small batches.
- Size: Sand casting handles large, heavy parts; die casting is limited to smaller, lighter components.
- Finish: Die casting offers a near-net shape with smooth surfaces; sand casting usually requires more finishing.
- Cost: Sand casting has lower tooling costs, while die casting offers lower per-unit costs at high volumes.
Beyond the Mold: Secondary Operations and Finishing

The raw casting is often just the starting line. To meet the strict demands of American industries, the alloy steel casting process relies heavily on post-casting operations. This is where we transform a rough part into a precision component ready for assembly. We don’t just stop at the foundry floor; we refine the metal to ensure it performs exactly as intended in the field.
Heat Treatment Processes for Durability
You cannot skip this step if you want real performance. Heat treatment processes manipulate the grain structure of the steel to enhance hardness, ductility, or wear resistance. Whether we are working with complex high-alloys or standard grades, thermal cycling is key to unlocking maximum tensile strength and structural integrity.
Here is how we typically adjust properties through heat:
| Treatment | Purpose | Typical Application |
|---|---|---|
| Annealing | Softens metal to improve machinability and reduce internal stress. | Structural brackets and housings. |
| Quenching & Tempering | Balances high hardness with necessary toughness to prevent brittleness. | Gears, shafts, and heavy-wear parts. |
| Normalizing | Refines grain structure for uniformity and mechanical stability. | High-stress engine components. |
Precision CNC Machining for Tight Tolerances
While modern casting methods get us to a “near-net shape,” some features require the absolute precision of a machine shop. We handle facing, boring, and threading to ensure perfect mating surfaces. Utilizing an online CNC service for precision parts allows us to bridge the gap between the foundry and the final blueprint, ensuring that even complex geometries meet strict dimensional tolerances that casting alone cannot achieve.
Surface Treatments and Plating Options
The final step is protecting the investment. Alloy steel often needs a barrier against the elements to ensure long-term corrosion resistance. We tailor the surface finish based on the specific operating environment of the part.
- Zinc Plating: A cost-effective shield against rust for standard industrial parts.
- Electropolishing: Removes microscopic peaks to create a smooth, clean surface, often used in food or medical applications.
- Powder Coating: Provides a durable, aesthetic finish that withstands chipping and scratching.
- Passivation: Essential for stainless steel alloys to remove free iron and restore the protective oxide layer.
Key Industries Relying on Alloy Steel Castings

The alloy steel casting process is the backbone of sectors where failure isn’t an option. When standard carbon steel can’t handle the heat, pressure, or corrosive environments, we turn to specialized alloys. These materials are engineered to deliver specific mechanical properties that keep critical infrastructure running.
High-Temperature Applications in Aerospace
In the aerospace sector, materials are pushed to their absolute limits. We aren’t just looking for strength; we need tensile strength that holds up at extreme temperatures. High-alloy steel is essential here because it resists “creep”—the tendency of a solid material to move slowly or deform permanently under mechanical stresses.
- Engine Components: Turbine blades and exhaust systems require heat-resistant grades.
- Landing Gear: High-impact resistance is non-negotiable for safety.
- Structural Mounts: Precision investment casting is often used here to achieve complex geometries with minimal weight.
Lightweight Structural Parts for Automotive
Modern automotive manufacturing is a constant battle between reducing weight and maintaining structural integrity. We use alloy steel castings to create thinner, lighter parts that don’t sacrifice safety. By tweaking the metallurgy grades, we can produce components that absorb impact energy better than standard steel.
Common applications include:
- Transmission Gears: High wear resistance for longevity.
- Suspension Arms: Critical for handling and load-bearing.
- Crankshafts: utilizing high fatigue strength.
For high-volume automotive runs, selecting the right production method is vital. Manufacturers often weigh the benefits of sand casting vs. die casting processes to balance tooling costs against per-part pricing and surface finish requirements.
Corrosion-Resistant Solutions for Oil and Gas
The oil and gas industry operates in some of the most hostile environments on earth. Downhole drilling tools and subsea pipelines face high pressure, saltwater, and sour gas (H2S). Standard steel would corrode rapidly, leading to catastrophic leaks or failures.
We rely on alloy steels with added chromium and molybdenum to provide superior corrosion resistance.
- Valve Bodies: Must maintain tight dimensional tolerances under immense pressure.
- Pump Housings:Resistant to abrasive slurries and chemical attack.
- Drilling Bits: Hardened alloys prevent premature wear during extraction.
Quality Control: Ensuring Structural Integrity
In our alloy steel casting process, we don’t leave structural integrity to chance. Manufacturing components for high-stress environments requires more than just pouring metal; it demands a rigorous quality assurance strategy. We implement a comprehensive inspection system that monitors every stage of production, ensuring that the final product meets the exact mechanical properties and durability requirements of your project.
Non-Destructive Testing (NDT) Protocols
To guarantee internal soundness without damaging the component, we rely on advanced Non-destructive testing (NDT) methods. Visual inspection is just the starting point. We utilize techniques such as ultrasonic testing, magnetic particle inspection, and X-ray analysis to detect subsurface irregularities.
- Ultrasonic Testing: Identifies internal voids or cracks using high-frequency sound waves.
- Magnetic Particle Inspection: Detects surface and near-surface discontinuities in ferromagnetic materials.
- Radiographic Testing (X-Ray): Reveals hidden porosity defects or inclusions deep within the casting.
These protocols are essential for validating the safety of parts used in critical applications, ensuring that our alloy casting foundry delivers reliable components every time.
Dimensional Inspection and CMM Verification
Achieving tight dimensional tolerances is critical, especially for parts that must integrate seamlessly into larger assemblies. We employ Coordinate Measuring Machines (CMM) to verify the geometry of complex shapes with micron-level accuracy.
This step is particularly important after secondary operations. We verify that the finished dimensions align perfectly with your CAD data, validating the precision of our CNC turning and machining services. By combining real-time monitoring with final CMM inspection, we ensure that every angle, hole, and surface meets the specified design constraints.
Material Certification and Standards Compliance
Traceability is the backbone of our quality system. We provide full documentation for every batch, certifying that the chemical composition and mechanical properties match the required metallurgy grades.
- Chemical Analysis: Verifies the precise percentage of alloying elements (like chromium, molybdenum, or nickel).
- Mechanical Testing: Confirms tensile strength, yield strength, and elongation.
- Standard Compliance: We adhere to international standards (such as ASTM, ISO, and DIN) to ensure your parts are compliant for global markets.
We ensure that the material you specify is exactly what you get, providing the data needed to satisfy your own quality audits and industry regulations.
FAQs About the Alloy Steel Casting Process
How does alloy composition affect casting quality?
The specific chemical mix is the blueprint for performance. In the alloy steel casting process, tweaking elements like carbon, chromium, or molybdenum directly impacts the final tensile strength, hardness, and corrosion resistance. If the balance is off, the part fails. We strictly monitor metallurgy grades to ensure the material properties align perfectly with your industrial application, whether it requires high heat tolerance or extreme durability.
What is the typical lead time for alloy steel parts?
Timelines depend heavily on complexity and volume. A standard project involves pattern making, casting, and finishing. Simple parts move faster, while complex geometries requiring intricate sand casting molds or secondary CNC machining services naturally take a bit longer. We focus on efficient production management systems to minimize downtime, ensuring you get your parts as fast as possible without sacrificing precision.
Can alloy steel castings be welded?
Yes, most are weldable, but the approach depends on the grade. Low-carbon alloys are generally easier to weld, while high-alloy steels often require pre-heating and post-weld heat treatment to prevent cracking. For critical components like custom alloy steel flanges, we ensure the material composition supports strong, reliable welds so they integrate seamlessly into your piping or structural systems.
What are the most common defects in alloy steel casting?
The main issues we watch for are porosity defects, shrinkage cavities, and inclusions. These usually stem from trapped gas or uneven cooling during solidification. To combat this, we employ rigorous Non-destructive testing (NDT) protocols. By catching these imperfections early, we guarantee that every component delivered meets strict structural integrity standards.
Pingback: Alloy Steel Screw Machining Services | Swiss CNC Swiss Parts - vast-cast.com