
Oppdag legeringsstålstøyperiprosessen frå design til CNC-maskinering med Vastmaterial for høgtytande presisjonsdelar.
Kva kjenneteiknar legert stål i støypeverda?
Når standardkomponentar sviktar under ekstrem varme, høgt trykk eller korrosive miljø, vender ingeniørar seg til legert stål. I vår legeringsstålstøpeprosessen, går vi utover grunnleggjande metallurgi. Vi manipulerer materialets mikrostruktur for å oppnå ytingsmålingar som vanleg karbonstål simpelthen ikkje kan matcha. Det handlar ikkje berre om å smelte metall; det handlar om presis kjemisk kontroll for å sikre maksimal mekanisk styrke og haldbarheit i høgstressapplikasjonar.
Karbonstål vs. Legert stål - samansetningsnedbryting
Sjølv om low-carbon stål er effektivt for generelle strukturelle bruksområde på grunn av kostnadseffektiviteten og duktiliteten, men det manglar ofte dei spesialiserte eigenskapane som krevst for kritiske industrielle delar. Ved å introdusere spesifikke legeringselement – som krom, nikkel eller molybden – transformerer vi basismaterialet til ei høgtytande løysing.
| Eigenskap | Karbonstål | Alloy-stål |
|---|---|---|
| Sammensetning | Jern + Karbon (hovudsakleg) | Jern + Karbon + Legeringselement |
| Primær fordel | Kostnadseffektivt, god sveisbarheit | Høg strekkstyrke, slitestyrke |
| Varmebestandigheit | Låg til moderat | Høg (oppretthald stabilitet ved temp) |
| Korrosjonsmotstand | Låg (krev belegg) | Forbetra (avhengig av kvalitet) |
Ytingsforskjellar mellom låglegerte og høglegerte stål
Å velje rett kvalitet er avgjerande for å balansere kostnadar og yting. Vi kategoriserer støypekapasitetane våre i to hovudgrupper basert på legeringsinnhald:
- Låglegerte stål: Inneheld typisk mindre enn 5 vektprosent legeringselement. Vi anbefaler dette for prosjekt som krev overlegen styrke og seigheit samanlikna med karbonstål, utan dei høgare kostnadene knytt til høgkvalitets rustfrie materiale.
- Høglegerte stål: Inneheld over 10% legeringselement. Denne kategorien inkluderer høgtemperaturlimingar og rustfrie stål. Disse er essensielle for komponentar som krev unike korrosjonsbestandheit og termisk stabilitet i tøffe driftsmiljø.
Skreddarsy Materialeigenskaper for Spesifikke Industrielle Behov
Hos Vastmaterial trur vi ikkje på ein “one size fits all”-tilnærming. Vårt avanserte FoU-team samarbeider med kundar for å utvikle skreddarsydde legeringskomposisjonar som møter strenge krav. Enten du treng ekstrem varmebestandigheit for gasturbinar eller slagstyrke for gruveutstyr, justerer vi legeringsstålstøpeprosessen for å levere dei nøyaktige mekaniske eigenskapane som krevst.
Våre Tilpassingsmoglegheiter:
- Legeringsutvikling: Oppretting av eigne blandingar for unike driftsutfordringar.
- Prosessteknikk: Optimalisering av støpeprosessen (sand, trykk eller trykkstøp) basert på materialkvaliteten.
- Integrert Etterbehandling: Kombinerer metallurgisk presisjon med vår CNC-maskineringstjenester for å sikre stramme toleransar og førsteklasses overflatefinishar umiddelbart etter støping.
Steg-for-steg: Prosessflyt for legeringsstålstøping
Hos Haoyu Material ser vi på legeringsstålstøpeprosessen som ein grundig syklus av presisjonsingeniørkunst snarare enn enkel produksjon. Kvar fase, frå den innleiande utforminga til den endelige avkjølinga, blir overvaka for å sikre at dei mekaniske eigenskapane møter kravene i høgstressa industriomgivnader. Vi heller ikkje berre helle metall; vi ingeniørar ytelse.
Mønsterproduksjon og Mould-utviklingsstrategiar
Grunnlaget for alle høgkvalitets støyping ligg i mønsteret. Vi brukar avansert programvare og verktøy for å lage mønster som tek høgde for termisk kontraksjon og herding av avkjøling. Avhengig av volum og kompleksitet, brukar vi ulike strategiar:
- Sandstøpemouldar: For større komponentar eller lågare volum, bruker vi kjemisk bundne sandssystem som gir utmerka dimensjonsstabilitet.
- Verktøy for stansing og forming: For høgvolumsproduksjon konstruerer vi slitesterke metallformer som toler gjenteken termisk syklus.
Vårt fokus her er på dimensjonstoleransar. Om forma ikkje er perfekt, blir ikkje delen det heller. Vi sikrar at slippvinklar og delingslinjer er optimaliserte for å lette rein uttrekking utan å kompromittere geometrien til delen.
Smelting og legering – kritisk kjemisk kontroll
Når forma er klar, går vi over til metallurgien. Det er her vi definerer materialets karakter. Enten vi produserer høglegerte stål for varmebestandigheit eller spesialiserte lavkarbonvariantar, er kjemisk kontroll ikkje til å forhandle om.
Vi brukar presise induksjonssmelteteknologiar for å oppnå nøyaktige metallurgiske kvalitetar. I løpet av denne fasen overvakar vi aktivt den kjemiske samansetjinga ved hjelp av spektrometri for å sikre at blandinga stemmer perfekt med våre omfattande standardar for støypelegeringar. Denne sanntidsanalysen gjer oss moglegheit til å justere smelta før helling, og garanterer at dei endelege materialeigenskapane – som strekkfastleik og korrosjonsbestandigheit – er låste.
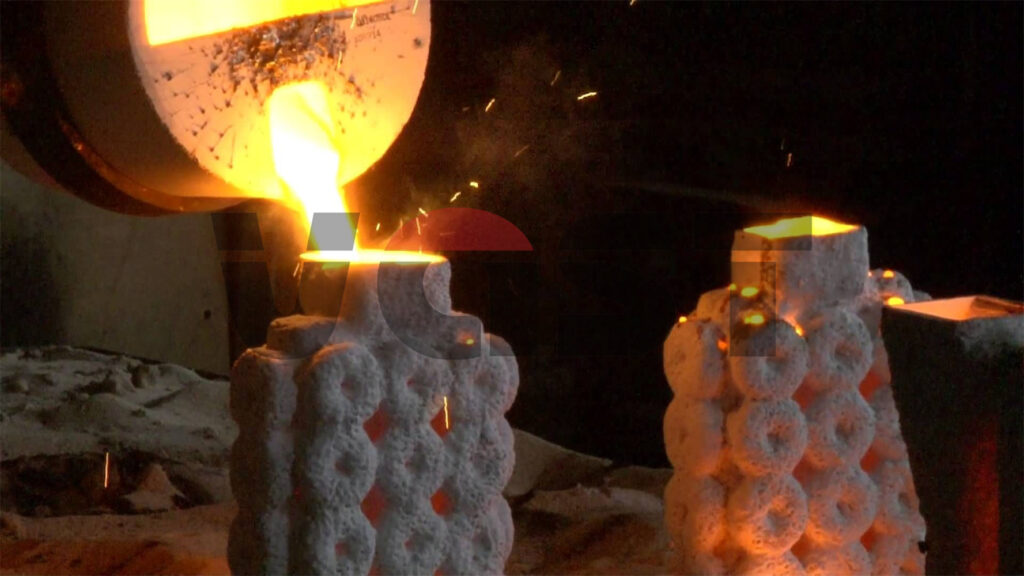
Helling og størkning – temperaturstyring
Helling er ein kritisk variabel i legeringsstålstøpeprosessen. Vi kontrollerer helletemperaturen og -hastigheita for å førebyggje vanlege problem som porøsitetsskadar eller kalde skøyter.
- Turbulenskontroll: Vi nyttar innløpssystem som er utforma for å minimere turbulens, og sikrar at den smelta legeringa flyt jamt inn i kvar holrom i forma.
- Termisk styring: Kontrollerte avkjølingshastigheiter er essensielle. Om ein del avkjøler for raskt eller for sakte, kan det utvikle indre spenningar.
Vi overvakar herdefasen nøye for å sikre ein jamn kornstruktur, som er avgjerande for den strukturelle integriteten til den ferdige komponenten.
Risting og rengjeringsteknikkar
Etter at metallet har herdast og avkjølt til ein trygg handterings-temperatur, går vi vidare med risting. Dette involverer å vibrere forma for å bryte vekk sanden eller skyve ut delen frå forma.
Når støpeforma er fri, går vi over til rengjering og førehandspussing. Vi fjerner porter, løparar og stigarar ved bruk av kutte- eller slipemiddel. Denne fasen avdekkjer ofte det rå overflatefinish, og forbereder komponenten for påfølgjande varmebehandlingsprosessar eller presisjonsmaskinering. Målet vårt i denne fasen er å levere ein rein, nesten-nett-form del klar for endelig forfining.
Kjerne-støpemetodar for legeringsstål
Hos Haoyu Material trur vi ikkje på ein storleik-passar-alle tilnærming. Den spesifikke legeringsstålstøpeprosessen vi anbefaler, avhenger heilt av designkompleksiteten, volumet og mekaniske krav. Vi utnyttar toppmoderne fasilitetar for å utføre ulike støpeteknikkar som maksimerer metallets yting, samtidig som produksjonen held seg effektiv.
Avansert sandstøping for store komponentar
Når vi arbeider med massive komponentar eller intrikate indre geometriar, er sandstøping vår arbeidshelt. Vi brukar avanserte sandstøpemodellar som gir større designfleksibilitet samanlikna med stive metallformer. Denne metoden er spesielt effektiv for lave til medium volum, der det er viktig å halde kostnadene nede. Det gir oss moglegheit til å støype kraftige legeringsstål-deler som oppretthald høg strukturell integritet utan å sprenge budsjettet for oppstarten.
Presisjons-die-støping og trykkstøping for volum
Om prosjektet krev høg hastigheit og tett dimensjonstoleransar, brukar vi trykkstøpeteknikkar. Trykkstøping tvinger smelta legering inn i forma under høgt trykk, noko som gir delar med overlegen overflateslitasje og tynnare veggar. Dette er den foretrukne metoden for høgvolumsproduksjon der konsistens er ikkje til å forhandle om. Det reduserer vesentleg behovet for sekundær maskinering, og strømlinjeformer heile produksjonsprosessen. For å forstå korleis spesifikke materialar passar med desse produksjonsmetodane, kan du lese vår omfattande støpelegeringsguide.
Sammenlikning av sand- og trykkforma for prosjektet ditt
Å velje mellom desse smelteverkskapabilitetar kjem ofte ned til balansen mellom oppstartskostnad og per-enhet effektivitet. Her er ein rask oversikt over korleis vi hjelper deg å velje:
- Volum: Trykkforming vinn for masseproduksjon; sandforma er betre for prototyper og små parti.
- Storleik: Sandforming handterer store, tunge delar; trykkforming er avgrensa til mindre, lettare komponentar.
- Overflate: Trykkforming tilbyr ein nesten-nettform med glatte overflater; sandforming krev vanlegvis meir etterbehandling.
- Kostnad: Sandforming har lågare verktøy kostnader, medan trykkforming tilbyr lågare per-enhetskostnader ved høge volum.
Utanfor Forma: Sekundære operasjonar og Etterbehandling

Den rå forma er ofte berre startpunktet. For å møte dei strenge krava til industrien i Noreg, legeringsstålstøpeprosessen er sterkt avhengig av etterforma-operasjonar. Dette er der vi forvandler ein grov del til ein presisjonskomponent klar for montering. Vi stoppar ikkje berre ved smelteverket; vi forfiner metallet for å sikre at det yter nøyaktig som tenkt i feltet.
Varmebehandlingsprosessar for holdbarheit
Du kan ikkje hoppe over dette steget om du vil ha reell ytelse. Varmebehandlingsprosessar manipulerer kornstrukturen i stålet for å auke hardheit, ductilitet eller slitestyrke. Enten vi jobbar med komplekse høg-alloyar eller standardgrader, er termisk syklisering nøkkelen til å låse opp maksimal strekkstyrke og strukturell integritet.
Her er korleis vi vanlegvis justerer eigenskapar gjennom varme:
| Behandling | Formål | Typisk bruk |
|---|---|---|
| Annelering | Gjer metallet mjukare for å betre maskineringsevne og redusere indre stress. | Strukturelle brakettar og innkapslingar. |
| Varmekjøling og herding | Balansar høg hardheit med nødvendig seighet for å forhindre sprøheit. | Gears, akslar og tunge-slitasje delar. |
| Normalisering | Forbetrar kornstrukturen for jamnheit og mekanisk stabilitet. | Høg-stressa motor komponentar. |
Presisjons CNC-maskinering for strenge toleransar
Medan moderne støypemetodar får oss til å oppnå ein “nær-nett form,” krev nokre funksjonar den absolutte presisjonen til ein maskinverkstad. Vi handterar planing, boring og gjenging for å sikre perfekte samanførslar. Ved å bruke ein online CNC-teneste for presisjonsdeler kan vi byggje bro mellom støypa og den endelige teikninga, og sikre at sjølv komplekse geometriar møter strenge krav dimensjonstoleransar som berre støyping ikkje kan oppnå.
Overflatebehandlingar og beleggval
Det siste steget er å beskytte investeringen. Alloysstaal treng ofte eit barrier mot elementa for å sikre langvarig korrosjonsbestandheit. Vi skreddarsyr den overflatefinish basert på den spesifikke driftsmiljøet til delen.
- Sinkbelegg: Eit kostnadseffektivt skjold mot rust for standard industrideler.
- Elektropolering: Fjerar mikroskopiske toppar for å skape ei glatt, rein overflate, ofte brukt i mat- eller medisinske applikasjonar.
- Pulverlakkering: Gir eit slitesterkt, estetisk utseende som tåler flising og riper.
- Passivering: Viktig for rustfrie stållegeringar å fjerne fri jern og gjenopprette det beskyttande oksidlaget.
Nøkkelindustrier som er avhengige av legeringsstålstøypingar

Har legeringsstålstøpeprosessen er ryggraden i sektorar der svikt ikkje er eit alternativ. Når standard karbonstål ikkje kan takle varmen, trykket eller korrosive miljø, vender vi oss til spesialiserte legeringar. Desse materiala er utvikla for å levere spesifikke mekaniske eigenskapar som held kritisk infrastruktur i gang.
Høgtemperaturapplikasjonar i luftfart
I luftfartssektoren blir materiala pressa til sine absolutte grenser. Vi ser ikkje berre etter styrke; vi treng strekkstyrke som tåler ekstreme temperaturar. Høglegeringsstål er naudsynt her fordi det motstår “krepp”—den tendensen ein fast stoff har til å bevege seg sakte eller deformere seg permanent under mekaniske påkjenningar.
- Motor-deler: Turbinskjær og eksosanlegg krev varmebestandige kvalitetar.
- Landingsutstyr: Høg slagmotstand er ikkje til å forhandle om for tryggleik.
- Strukturelle monteringar: Presisjonsinvesteringstøping brukast ofte her for å oppnå komplekse geometriar med minimal vekt.
Lette strukturelle delar for bilindustri
Moderne bilproduksjon er ei konstant kamp mellom å redusere vekt og oppretthalde strukturell integritet. Vi bruker legeringsstålstøypningar for å lage tynnare, lettare delar som ikkje går på bekostning av tryggleik. Ved å justere metallurgiske kvalitetar kan vi produsere komponentar som absorberer støtenergi betre enn standardstål.
Vanlege bruksområde inkluderer:
- Køyringsgear: Høg slitestyrke for lang levetid.
- Fjæringsarmer: Kritiske for handtering og lastbæring.
- Krankar: bruker høg trettheitsstyrke.
For høgvolums bilproduksjon er det avgjerande å velje riktig produksjonsmetode. Produsentar vurderer ofte fordelane med sandstøyping vs. trykkstøyping for å balansere verktøykostnader mot pris per del og overflatefinishkrav.
Korrosjonsbestandige løysingar for olje og gass
Olje- og gassindustrien opererer i nokre av dei mest fiendtlige miljøa på jorda. Boreverktøy og undersjøiske rørleidningar møter høg trykk, saltvatn og sur gass (H2S). Standardstål ville korrodere raskt, noko som kunne føre til katastrofale lekkasjar eller sviktar.
Vi er avhengige av legeringsstål med tilsett krom og molybden for å gi overlegen korrosjonsbestandheit.
- Ventilhus: Må oppretthalde strenge dimensjonstoleransar under enormt press.
- Pumpeskjermar:Motstandsdyktig mot slitasje frå abrasive slam og kjemisk angrep.
- Borebor: Herda legeringar hindrar tidleg slitasje under utvinning.
Kvalitetskontroll: Sikrar strukturell integritet
I vår legeringsstålstøpeprosessen, vi overlèt ikkje strukturell integritet til tilfeldigheiter. Produksjon av komponentar for miljø med høg belastning krev meir enn berre å helle metall; det krev ein grundig kvalitetssikring. Vi implementerer eit omfattande inspeksjonssystem som overvakar kvart steg av produksjonen, og sikrar at sluttproduktet oppfyller dei nøyaktige mekaniske eigenskapane og slitestyrken som prosjektet krev.
Ikkje-Destruktiv Testing (NDT) Protokollar
For å sikre intern soliditet utan å skade komponenten, stol vi på avanserte Ikke-destruktiv testing (NDT) metodar. Visuell inspeksjon er berre startpunktet. Vi bruker teknikkar som ultralydtesting, magnetpartikkelinspeksjon og røntgenanalyse for å oppdage undergrunnsfeil.
- Ultralydtesting: Identifiserer indre hulrom eller sprekkar ved bruk av høgfrekvente lydbølger.
- Magnetpartikkelinspeksjon: Detekterer overflate- og nær-overflate diskontinuitetar i ferromagnetiske materialar.
- Røntgeninspeksjon (X-ray): Avdekkjer skjulte porøsitetsskadar eller innleiringar djupt inne i støpeverket.
Desse protokollane er essensielle for å validere tryggleiken til delar brukt i kritiske applikasjonar, og sikrar at våre alloy støperifabrikk leverer pålitelege komponentar kvar gong.
Dimensjonskontroll og CMM-verifisering
Oppnå stramme dimensjonstoleransar er avgjerande, spesielt for delar som må integrerast sømløst i større samansetjingar. Vi bruker koordinatmålingsmaskiner (CMM) for å verifisere geometrien til komplekse former med mikron-nøyaktigheit.
Dette steget er spesielt viktig etter sekundære operasjonar. Vi verifiserer at dei ferdige måla stemmer overeins med CAD-dataene dine, og validerer presisjonen til våre CNC dreiing og maskineringstjenester. Ved å kombinere sanntidsovervåking med sluttkontroll med CMM, sikrar vi at kvar vinkel, hol og overflate møter dei spesifiserte designkrava.
Materialsertifisering og standardoverholding
Spårbarheit er ryggraden i vårt kvalitetssystem. Vi gir full dokumentasjon for kvar batch, og sertifiserer at den kjemiske samansetjinga og dei mekaniske eigenskapane stemmer overeins med krava metallurgiske kvalitetar.
- Kjemisk analyse: Verifiserer den nøyaktige prosentdelen av legeringselement (som krom, molybden eller nikkel).
- Mekanisk testing: Bekreftar strekkstyrke, flytegrense og forlenging.
- Standardovereinsstemmelse: Vi følgjer internasjonale standardar (som ASTM, ISO og DIN) for å sikre at delane dine er i samsvar med globale marknader.
Vi sørgjer for at materialet du spesifiserer er nøyaktig det du får, og gir data som er nødvendige for å tilfredsstille dine eigne kvalitetskontrollar og industrireglar.
FAQ om prosessen for støping av legeringsstål
Korleis påverkar legeringssamansetjinga kvaliteten på støypinga?
Den spesifikke kjemiske blandinga er blåkopien for ytelse. I legeringsstålstøpeprosessen, påverkar justering av element som karbon, krom eller molybden direkte den endelige strekkstyrke, hardheit og korrosjonsmotstand. Om balansen er feil, sviktar delen. Vi overvakar strengt metallurgiske kvalitetar for å sikre at materialeigenskapane stemmer overeins med di industrielle krav, enten det krev høg varmebestand eller ekstremt slitestyrke.
Kva er den typiske leveringstida for legeringsståldelar?
Tidsrammene avhenger i stor grad av kompleksitet og volum. Eit standardprosjekt involverer mønsterproduksjon, støping og etterbehandling. Enkle delar går raskare, medan komplekse geometriar som krev intrikate sandstøpemodellar eller sekundære CNC-maskineringstjenester naturlegvis tek litt lengre tid. Vi fokuserer på effektive produksjonsstyringssystem for å minimere nedetid, og sikre at du får delane dine så raskt som mogleg utan å gå på kompromiss med presisjon.
Kan legeringsstålstøypingar sveises?
Ja, dei fleste er sveiselege, men tilnærminga avhenger av kvaliteten. Lavkarbonlegeringar er generelt lettare å sveise, medan høglegerte stål ofte krev forvarming og ettervarmingsbehandling for å forhindre sprekkdanning. For kritiske komponentar som skreddarsydde legeringsstålflensar, me sikrar at materialsamansetjinga støttar sterke, pålitelege sveisingar slik at dei integrerast sømlaust i røyr- eller konstruksjonssystema dine.
Kva er dei vanlegaste defektane i støyping av legert stål?
Hovudproblema me ser etter er porøsitetsskadar, krympingsholrom og inneslutningar. Desse stammar vanlegvis frå fanga gass eller ujamn kjøling under størkning. For å motverke dette nyttar me strenge Ikke-destruktiv testing (NDT) protokollar. Ved å fange desse ufullkommenheitene tidleg, garanterer me at kvar komponent som blir levert oppfyller strenge standardar for strukturell integritet.


