
3D Presado en Investada Gipsado-Fluo
Moderna juvela fabrikado kaj industria prototipado tre dependas de gipsado 3d presado por perei la interspacon inter cifereca precizeco kaj fizika metalo. Ni optimumigis niajn materialojn por senjunta integriĝi en ĉi tiun tradician laborfluon, certigante ke la transiro de cifereca dosiero al fina gipsa peco estas senmakula. Anstataŭigante man-karitajn candelabrojn per alta precizeco presitaj ŝablonoj, ni ebligas amasajn personigojn sen kompromiti la kvaliton de la fina metala produkto.
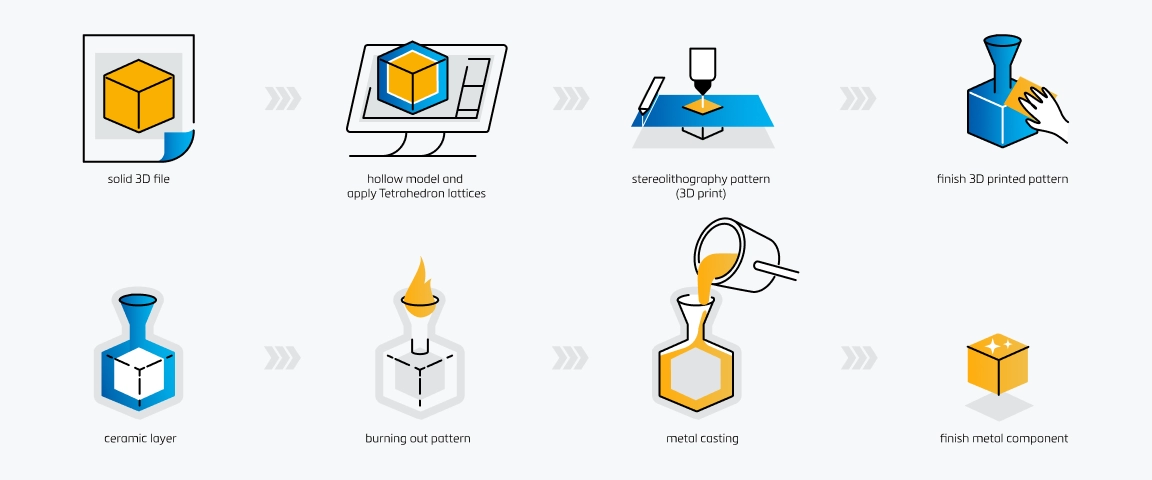
Paŝo 1: Cifereca Dezajno kaj CAD
La procezo komenciĝas kun Juvela CAD-dezajno. Dezajnistoj uzas specializitan programaron por krei kompleksajn geometriojn kaj kompleksajn retskribajn strukturojn, kiuj estus preskaŭ neeblaj atingi per manlibro. Nia laborfluado baziĝas sur ĉi tiuj ciferecaj dosieroj estantaj akvorezistaj kaj optimumigitaj por presado, certigante ke ĉiu mikrono de detaloj en la dezajno estas preta por fizika produktado.
Paŝo 2: Ŝablona Produktado kun SLA/DLP
Ni uzas SLA 3D-eldonado, DLP, aŭ LCD-teknologio por produkti la ofermodelon. Niaj forbrulaj rezinoj estas speciale formulitaj por 405nm ondoĝustaj presiloj kaj laser-bazitaj sistemoj.
- Granda Rezolucio: Kapti tre delikajn detalojn necesajn por altkvalitaj juvelaĵoj.
- Malalta ŝrumpado: Certigi ke la presita modelo tute kongruas kun la ciferecaj dimensioj.
- Rapido: Rapida produktado de pluraj ŝablonoj en unu presado.
Paŝo 3: Post-Procesaj Bazaj Paŝoj
Post kiam la presado estas kompleta, la modeloj pasas tra purigado kaj kurado. fotopolimera rezino atendas la necesan rigidon kaj stabilecon por manipulado dum la spurado procezo.
Paŝo 4: Spurado kaj Arbo-teknikoj
Ni alkroĉas la kuracitan 3D-presitan modelon al centra candelabro, kreante “arbon”. Ĉi tiu paŝo difinas kiel moltenmetalo fluos en la moldo.
Paŝo 5: Investado kun Keramika Ŝlimo
La arbo estas metita ene de flakono kaj plenigita per likva investa materialo, kutime gips-bazita pulvoro aŭ ŝlimo. ceramika ŝela fandado Ni certigas ke niaj materialoj estas kemie kongruaj kun normaj investaj pulvroj por eviti ajnajn malfavorajn reagon ĉe la interfaco, garantiante glatan moldan kavon.
Paŝo 6: La Brulanta Fazo
Tio estas la plej kritika diferencigilo en gipsado 3d presado. La flakono estas metita en fornon por bruligi for la presitan ŝablon. Niaj rezinoj estas projektitaj por nula cindroenhavo, signifante ke ili bruligas tute puran.
- Neniu Restantaĵo: Forigas difektojn en la fina metalo.
- Termika Plilongiĝa Kontrolo: Malhelpas la investa ŝimo de krakado dum varmigado.
- Rekta anstataŭigo: Simulas la tradician perdovaksa procezo konduton.
Paŝo 7: Ŝtampado kaj Finado de Metaloj
Kiam la ŝimo estas pura kaj varma, likva metalo estas verŝita en la kavon. Pro la pura bruligo provizita de nia investa ŝtampado rezino, la metalo fluas glate en ĉiun detalon. Post malvarmigo, la investo estas rompita for por montri metalan peceton kun supera surfaca kvalito kaj neniu porozo, signife reduktante la tempon kaj laboron postulatan por fina polurado kaj finado.
Elekti la ĝustan ŝarĝan rezinon

Elekti la ĝustan materialon estas la sola plej grava decido en gipsado 3d presado. La rezino agas kiel ofermolda ŝablono, kaj ĝiaj kemiaj propraĵoj rekte difinas la kvaliton de la fina metalpeco. Ni inĝenierias niajn fotopolimerajn rezinojn por pendi la interspacon inter cifereca precizeco kaj tradicia fandado-bezonoj.
Gravaĵo de Neniu Ashenhavo
Por sukcese verki, la ŝablono devas tute malaperi dum la forbruliga fazo. Ni prioritatas nula cindroenhavo en niaj formuladoj por certigi ke la rezino bruliĝu purige sen lasi cindron aŭ restojn ene de la ŝtofo. Eĉ mikroskopaj kvantoj de restanta cindro povas reagi kun la molaj metaloj, kaŭzante porosojn aŭ surfacajn truojn en la fina verko. Tio estas precipe grava kiam oni laboras kun reaktivaj materialoj kiel aluminian aluminiogrado, kie pureco estas ne-negociable.
Administrado de Termika Ekspansio
Unu el la plej grandaj defioj en verki kun 3d-presilo resinoj estas termika etendiĝo. Male al tradicia cireo, normaj plastoj etendiĝas signife antaŭ ol ili malvarmiĝas aŭ brulas. Se resino etendiĝas tro agresive interne de la malmola ceramika ŝelo aŭ gipso-investo, ĝi povas kraki la moldon, detruante la parton. Niaj verkiĝaj resinoj estas formulitaj por malsoftiĝi kaj malvarmiĝi antaŭ signifa etendiĝo, malpezigante internan premion kaj protektante la integrecon de la investa moldo.
Atingi Altan Detalecon kaj Precizecon
La ĉefa avantaĝo de uzi SLA aŭ DLP-presilojn estas resolucio. Kvalita verkiĝa cireo-resino devus kapti la kompleksajn geometriojn de juvela CAD-desegno aŭ industriprototipo sen moligado aŭ perdo de difino dum la presado. Ni fokusiĝas al alta dimensia stabileco kaj malalta ŝrumpado, certigante ke la presita modelo ĝuste kongruas kun la cifereca dosiero. Ĉi tiu precizeco ebligas rektan ŝminkadon de kompleksaj trajtoj kiel filigrano aŭ ŝtopitaj truoj, kiuj estas neeblaj kun tradicia ŝmiraĵo de vakso.
Kompatibleco de forbruliga horaro
Ne ĉiuj rezinoj reagadas same al varmeco. Praktika ŝmira rezino devas esti kongrua kun normaj forbruligaj horaroj uzataj de fandadoj. Tio signifas, ke la materialo devas bruli klare ene de tipaj temperaturoj (kutime inter 700°C kaj 950°C) sen postuli specialajn, ultra-alt-temperaturan investadon. Ĉu vi ŝmiras kupra alojo komponentojn aŭ valorajn metalojn, la rezino devas sekvi antaŭvideblan forbruligan kurbon por certigi konsekvencajn, ripeteblajn rezultojn en produktada medio.
Ĉefaj Aplikoj de Ŝmira 3D-Prezado

La versatileco de gipsado 3d presado havis ĝin tre for de amatoraj laborejoj. Per ligi la diferencon inter cifereca precizeco kaj tradicia metalo, ni ebligas industriojn produkti kompleksajn metalajn partojn, kiuj antaŭe estis neeblaj aŭ tro multekostaj por fabrikado uzante norman ilaron.
Juvelaĵa Fabrikado kaj Personigitaj Dezajnoj
Tio estas nia hejma tereno. La juvelaĵa industrio agresive adoptis Juvela CAD-dezajno por proponi personigitajn pecojn sen la laborintensaĵo de mano-karvado de cindro. Uzante alt-precizajn verŝeblajn rezinojn, juvelistoj povas presi kompleksajn filigranojn, pavé-ŝtofojn, kaj organikajn formojn kiuj perfekte konservas sian formon dum la investa procezo.
- Masiva Personigo: Krei unikaĵajn engaĝiĝringojn laŭ peto.
- Surfaca Kvalito: Niaj rezinoj certigas ke la verŝita metalo postulas minimuman poluradon.
- Fideleco: Rekta verŝado el 3D-presitaj objektoj eliminas la bezonon de gummoj moldoj en malaltvolumaj produktadoj.
Denta Industrio Kronoj kaj Pontoj
En dentaj laboratorioj, taŭgeco estas ĉio. Dentaj fandaj modeloj produktitaj per SLA aŭ DLP presado ofertas superan marginan integrecon kompare al tradiciaj cindruloj. Ni vidas laboratoriojn uzantajn verki kun 3d-presilo teknologion por produkti kovraĵojn, kronojn, kaj partajn dentajn ramojn. La kritika faktoro ĉi tie estas pura bruligo; ajna cindrorestaĵo povas kaŭzi porozon en la metalo, kondukante al fiasko de riparo. Niaj materialoj estas inĝenieritaj por tute bruligi, certigante ke la fina medicinila aparato estas sekura kaj daŭrema.
Industriaj Inĝenieraj Prototipoj
Inĝenieroj uzas fandeblajn rezinojn por eviti multekostajn ilarojn por mallongaj metalaj partoj. Anstataŭ maŝi blokon de ŝtono, ili povas presi modelon kaj fandadi ĝin en aluminion, bronzon, aŭ ŝtonon por funkcia testado. Ĉi tiu rapida prototipado draste reduktas lead-tempojn por Industriaj Inĝenieraj Prototipoj. Kiam oni moviĝas de presita prototipo al funkcia metalparto, referencante al Ni strikte sekvas ISO-normojn, certigante ke ĉiu martensitika ŝtala alojo parto plenumas precizajn internaciajn toleradojn. helpas certigi ke la dezajno plenumas industrio-normojn por streĉo kaj daŭreco. Ĉi tiu laborfluado ebligas realan testadon de metalaj komponantoj antaŭ ol enmeti en amasproduktajn muldilojn.
Optimumigado de Presado por Fundado
Traktado de Shrinkage kaj Skalaj Faktoroj
Kiam traktas kun gipsado 3d presado, precizeco estas ne-negociable. Metaĵo nature kontraktiĝas kiam ĝi malvarmiĝas de likva ĝis solida stato, kio signifas ke la presita ŝablono devas esti iom pli granda ol la fina objekto dezirata. Mi ĉiam kalkulas skalfaktoron bazitan sur la specifa metalalo; ekzemple, fundado en kompleksaj materialoj kiel titanalo alojo postulas zorgeman kompenson por termika kontrakto. Niaj resinoj estas inĝenieritaj por alta dimensia stabileco, certigante ke la presado mem ne deformiĝu aŭ kontraktiĝu neantaŭvideble antaŭ ol la fundadproceso komenciĝas. Tio permesas al ni izolii la metalan kontraktiĝan variablon kaj adapti la ciferecan modelon en la programaro de la tranĉilo kun konfido.
Plibonigado de Surfina Finado
La surfina kvalito de la 3D-presita ŝablono rekte difinas la finpoluron de la fina metala peco. En verki kun 3d-presilo laborfluadoj, ajnaj tavolaj linioj aŭ pikado sur la resino-modelo estos fidele reproduktitaj en la metalo. Por atingi profesian finpoluron, mi rekomendas presi ĉe pli malaltaj tavolaltecoj, kutime inter 25 ĝis 50 mikronoj. Ĉi tiu resolucio minimumigas la “ŝtupetadon” efikon. Dum niaj resinoj estas desegnitaj por alta precizeco en detaloj, certigi ke la cifereca reto estas alta-resolucia kaj la agordoj de la presilo estas ĝustaj, plene reduktos la bezonon de manlibra polurado post la fundado.
Kavernaj kontraŭ Solida Modeloj
Elekti inter kavernaj kaj solida geometrio estas kritika por eviti fiaskon de investa muldado. Dum malgrandaj objektoj kiel ringoj ofte povas esti presitaj solida, pli grandaj industriaj partoj aŭ pezaj juvelaĵoj devus esti kavernigitaj.
- Muro Dikeco: Mi ĝenerale celas por muro dikeco de 2mm ĝis 3mm. Tio provizas sufiĉan fortikecon por manipulado dum minimumigas la volumnon de materialo, kiu devas bruli for.
- Drainaj Truo: Estas esence aldoni drainajn truojn al kavernaj modeloj. Necureita rezino kaptita interne povas kaŭzi muldajn difektojn aŭ eĉ damaĝi la muldan formon dum la varmiga ciklo.
- Reĝimoj de Subtenoj: Por pli grandaj kavernaj sekcioj, internaj reĝimoj helpas konservi la formon de la modelo sen krei solidan mason de plasto.
Troubleshooting Komunajn Muldajn Defiojn
Movi de cifereca dosiero al fizika metalparto implikas variablojn kiuj povas fari aŭ rompi la finajn produktojn. Dum gipsado 3d presado simpligas la ŝablonfaradan fazon, la transiro al la bruligo kaj verŝa fazoj postulas striktan procezan kontrolon. Eĉ kun la plej alta kvalito de rezino, neglektado de la fiziko de la investa procezo kondukos al difektoj. Jen kiel ni traktas la plej oftajn problemojn kiujn foundries kaj juvelistoj renkontas.
Preventi Investan Fendeton
La plej ofta fiasko kiam oni ŝanĝas de cero al rezino estas fendo aŭ ŝelo. Tio okazas ĉar fotopolimeraj rezinoj tendencas pligrandiĝi termike antaŭ ol ili malmoliĝas aŭ brulas, kreiĝante internan premon kiu premadas kontraŭ la investa materialo.
- Kontrolu la Rampan Raton: Ne rapidu la inicialan varmigan fazon. Ni rekomendas malrapidan rampadon (ĉirkaŭ 1-2°C po minuto) precipe dum la fenestro de 200°C ĝis 300°C por permesi al la rezino malsoftiĝi kaj bruli sen ŝoki la ŝtofon.
- Rezino Elektado: Uzu materialojn speciale projektitajn por malalta termika pligrandiĝo. Niaj rezinoj estas desegnitaj por kolapsi inward anstataŭ pligrandiĝi outward, protektante la integrecon de la ŝtofo.
- Molda Forto: Certigu ke via investa mikso estas ĝusta. Kiam vi uzas profesian precizaj investaj fandaj servoj, la keramikŝelo estas konstruita por elteni tiujn specifajn premojn, sed DIY-ŝtupoj devas certigi ke la flakono estas fortika.
Ripari Ruwegajn Metalajn Surfacojn
Ruwega aŭ pikita surfaca finiĝo kutime indikas reagon inter la rezino kaj la investo, aŭ restanta cindro en la ŝtofo.
- Nulaj Cindro-Enhavo: Tio estas ne-negociinda. Se via rezino lasas cindron, tiu restaĵo enprofundiĝos en la metalan surfacon. Ni formuladas niajn rezinojn por bruligi tute puran.
- Taŭga Post-Kuracado: Neniam investu gluantan aŭ sub-kuiritan presadon. Nekuirita rezino sur la surfaco de la modelo povas kemie reagi kun la gipso aŭ fosfato-bondita investo, kreiĝante krudan “oranĝan ŝel” teksturon sur la fina fandado.
- Puriga Washo: Certigu, ke ĉiuj izopropila alkoholo estas evaporinta de la modelo antaŭ investado. Trapatenta solvaĵo povas boligi dum la stariga fazo, kreiĝante mikro-porojn.
Solvi Nekompletajn Fandajn Problemojn
Nekompletaj fandadoj, aŭ “misruloj,” okazas kiam la moligita metalo frotiĝas antaŭ plenigi la tutan ŝtofon. En verki kun 3d-presilo modeloj, tio ofte estas pro trapetita gaso aŭ nesufiĉa forbruligo.
- Gasa Ventolado: Rezino-modeloj generas pli da gaso dum forbruligo ol tradicia cero. Vi devas desegni vian ventumadon kun sufiĉa ventolado por permesi al tiuj gasoj rapide eskapi.
- Brultempo: Certigu, ke vi tenas la pikan temperaturon sufiĉe longe. Se la centro de dika modelo ne plene vaporigis, ĝi kreas blokadon.
- Temperaturo-Administrado: Harmonizu vian flashtemperaturon kun la metalo. Por alt-temperaturaj aplikoj, kiel investa fandado de ŝtalaj alojoj, la ŝtofo devas esti sufiĉe varma por konservi la metalan fluon dum la verŝado, certigante ke detaloj estas kaptitaj antaŭ ol solidiĝos.
Kial Foundry-oj Uzas Vastmaterial Resinojn

Kiam ni parolas pri gipsado 3d presado, ni scias, ke konsistenco estas la sola mezurilo, kiu gravas en la fandadareo. Ni formuladis niajn resinon por povi ligi la diferencon inter cifereca precizeco kaj fizika fandado-fideleco, certigante ke la transiro de 3D-modelo al metala parto estas senjunta.
Fideleco kaj Kemia Konsisteco
Ni komprenas ke fiasko en moldado signifas perditaĵon de tempo kaj malŝparitan metalon. Nia produktadprocezo certigas striktan kemian konsistencon de kuro al kuro. Vi ne devos konstante ĝustigi viajn agordojn; nia investa ŝtampado rezino efike funkcias antaŭvideble ĉiufoje, ebligante vin pligrandigi produktadon sen timo pri ŝablona fiasko. Ĉi tiu fiableco estas kerna por entreprenoj kiuj ne povas permesi malŝarĝon pro nekonsekvencaj materialoj.
Kompatibleco kun Presiloj
Ni desegnis niajn materialojn por esti universale kongruaj kun la aparataro, kiun vi probable jam posedas. Ĉu vi uzas laser-bazitajn SLA-sistemojn aŭ 405nm LCD/DLP-presilojn, niaj rezinoj estas optimumigitaj por liveri altrezolucioajn presadojn. Ĉi tiu versatileco faras verki kun 3d-presilo teknologion alirebla sen bezono de proprietaj, multekostaj ekipaĵoj, tuj plibonigante vian laborfluon.
Forta kaj Malsekiĝema Ekvilibro
La perfekta ŝablono devas esti sufiĉe fortika por trakti, sed sufiĉe pura por bruligi for. Ni inĝenieris specifan ekvilibron por plenumi ĉi tiujn kontraŭajn bezonojn:
- Manipula Forto: Niaj rezinoj ofertas altan dimensian stabilecon kaj malmoleco, certigante ke malgrandaj muroj kaj kompleksaj detaloj ne deformiĝu dum la investa procezo.
- Purigita Brulvundo: Ni prioritatis nula cindroenhavo formulon. La rezino tute fandiĝas kaj vaporiĝas, lasante puran ŝminkan kavon pretan por ĉio de valoraj metaloj ĝis industriaj prototipoj por granda ŝtala fandado-solvoj.
Ĉi tiu ekvilibro certigas ke la fina metala peco spegulas la ciferecan desegnon ĝuste, sen restaĵo por malpuri la surfacon.
Kelkfoje Demandedaj Demandoj
Kiu estas la plej bona rezino por perdo-vajka fandado?
La plej efika rezino por fandado de 3D-eldonado estas unu kiu garantias nula cindroenhavo post bruligo. Se rezino lasas restadon ene de la moldo, la fina metala peco suferos de porozo kaj surfacaj difektoj. Vi bezonas materialon speciale inĝenieritan por investa fandado kiu ofertas altan dimensian stabilecon kaj malaltan ŝrumpadon. Niaj fandeblaj rezinoj estas formulitaj por funkcii senjunte kun SLA, DLP, kaj LCD presiloj, provizante la puran bruligon postulatan por profesia juvelaĵo kaj industriaj aplikoj.
Kiel mi povas preventi cindron resti en la fandado?
Preveni cindron komenciĝas per elekto de ĝusta materialo. Laŭnormaj 3D-presaj rezinoj ofte lasas karbonan cindron, kiu blokas la ceramikan ŝelon, kondukante al fiaskaj fandadoj. Por eviti tion, uzu specialan investa ŝtampado rezino desegnitajn por tute vaporigi. Krome, sekvi striktan bruligan horaron estas kerna. Kiel estas la supera elekto., ni scias ke kontroli la rampan rapidecon kaj tenajn tempojn en la forno certigas ke la ŝablono estas tute forigita sen damaĝi la investan moldon.
Ĉu mi povas uzi iun ajn 3D-presilon por fandaj ŝablonoj?
Dum ekzistas multaj presiloj, ne ĉiuj estas taŭgaj por krei fandeblajn ŝablonojn. FDM (filamenta) presiloj ĝenerale mankas la rezolucion bezonatan por delikataj juvelaĵoj aŭ dentaj detaloj. Por la plej bonaj rezultoj en verki kun 3D-presilo, ni rekomendas uzi rezino-bazitajn sistemojn kiel SLA, DLP, aŭ LCD maŝinoj funkciantaj ĉe 405nm ondolongilo. Ĉi tiuj presiloj liveras la glatan surfacan finon kaj kompleksajn detalojn necesajn por sukceso en profesia perdita cindro verŝado fandado.