
Impression 3D dans le flux de travail de l'investissement
La fabrication moderne de bijoux et le prototypage industriel dépendent fortement de l'impression 3D pour le moulage pour combler l'écart entre la précision numérique et le métal physique. Nous avons optimisé nos matériaux pour s'intégrer parfaitement dans ce flux de travail traditionnel, garantissant que la transition d'un fichier numérique à une pièce moulée finale soit irréprochable. En remplaçant la cire taillée à la main par des motifs imprimés de haute précision, nous permettons une personnalisation de masse sans sacrifier la qualité du produit métallique final.
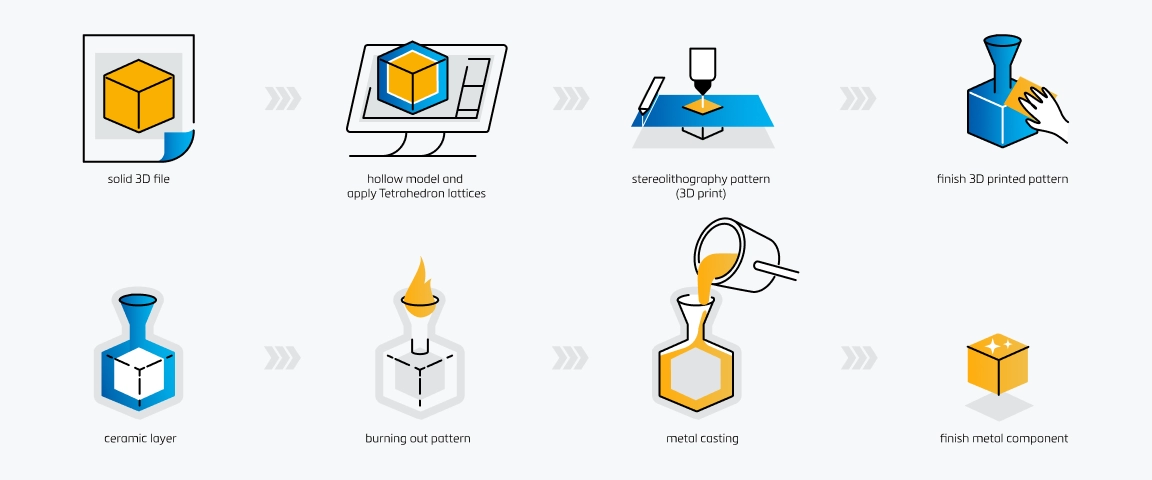
Étape 1 : Conception numérique et CAO
Le processus commence par Conception CAO bijouterie. Les concepteurs utilisent des logiciels spécialisés pour créer des géométries complexes et des structures en treillis sophistiquées qui seraient presque impossibles à obtenir par une gravure manuelle. Notre flux de travail repose sur ces fichiers numériques qui doivent être étanches et optimisés pour l'impression, garantissant que chaque micron de détail dans la conception est prêt pour la production physique.
Étape 2 : Production de motifs avec SLA/DLP
Nous utilisons Impression 3D SLA, DLP ou LCD pour produire le motif sacrificiel. Nos résines résinées sont spécialement formulées pour les imprimantes à longueur d’onde 405 nm et les systèmes à laser. Les principaux avantages à ce stade incluent :
- Haute résolution : Capture de détails extrêmement fins requis pour les bijoux haut de gamme.
- Faible retrait : Générer le modèle imprimé correspondant exactement aux dimensions numériques.
- Vitesse : Production rapide de plusieurs motifs en une seule impression.
Étape 3 : Essentiels du post-traitement
Une fois l'impression terminée, les modèles subissent un nettoyage et une cuisson. Nos résines présentent une faible viscosité, ce qui les rend faciles à nettoyer sans frottement agressif qui pourrait endommager les caractéristiques délicates. Une post-cuisson adéquate est essentielle pour assurer le résine photopolymère atteint la rigidité et la stabilité nécessaires pour la manipulation lors du processus de shotage.
Étape 4 : Techniques de spruing et d'arborescence
We attach the cured 3D printed models to a central wax sprue, creating a “tree.” This step dictates how molten metal will flow into the mold. Because our resin is compatible with standard casting waxes, it adheres easily to the sprue, ensuring a secure assembly that won’t shift during the investment pouring.
Étape 5 : Investissement avec une boue céramique
L'arbre est placé à l'intérieur d'un flacon et rempli de matériau d'investissement liquide, généralement une poudre à base de gypse ou phase de moulage en coquille de céramique bouillie. Nous veillons à ce que nos matériaux soient chimiquement compatibles avec les poudres d'investissement standard afin de prévenir toute réaction indésirable à la surface de l'interface, garantissant une cavité de moule lisse.
Étape 6 : La phase d’épuisement
C’est le différenciateur le plus critique dans l'impression 3D pour le moulage. Le flacon est placé dans un four pour brûler le motif imprimé. Nos résines sont conçues pour zéro teneur en cendres, ce qui signifie qu’elles brûlent complètement sans laisser de résidus.
- Aucun résidu : Élimine les défauts dans le métal final.
- Contrôle de l’expansion thermique : Empêche le moule d'investissement de se fissurer lors du chauffage.
- Remplacement direct : Imite le procédé de la cire perdue comportement traditionnel.
Étape 7 : Coulée et finition du métal
Une fois le moule propre et chaud, le métal fondu est versé dans la cavité. En raison du burn-out net fourni par notre résine de moulage en cire perdue, le métal s'écoule sans accroc dans chaque détail. Après refroidissement, l'investissement est retiré pour révéler une pièce métallique de qualité de surface supérieure et sans porosité, réduisant sensiblement le temps et la main-d'œuvre nécessaires à la polissage et à la finition finales.
Choisir la Résine Castable Appropriée

Sélectionner le matériau correct est la décision unique et la plus critique dans l'impression 3D pour le moulage. La résine agit comme un moule sacrificial pattern, et ses propriétés chimiques dictent directement la qualité de la pièce métallique finale. Nous concevons nos résines photopolymères pour combler l’écart entre la précision numérique et les exigences traditionnelles de fonderie.
Importance de l’Absence de Cendres
Pour une coulée réussie, le motif doit disparaître complètement pendant la phase de burn-out. Nous privilégions zéro teneur en cendres dans nos formulations pour assurer que la résine brûle proprement sans laisser de suie ou de résidus à l’intérieur du moule. Même des quantités microscopiques de cendre restante peuvent réagir avec le métal fondu, provoquant de la porosité ou des piqûres de surface dans la fonte finale. Cela est particulièrement crucial lors du travail avec des matériaux réactifs comme alliage d'aluminium, où la pureté est non négociable.
Gestion de l’Expansion Thermique
L'un des plus grands défis dans la coulée avec imprimante 3D les résines sont l'expansion thermique. Contrairement à la cire traditionnelle, les plastiques standards se dilatent considérablement avant de fondre ou de brûler. Si une résine se dilate trop agressivement à l'intérieur de la coque céramique durcie ou de l'investissement en plâtre, elle peut fissurer le moule, ruinant la pièce. Nos résines coulables sont formulées pour s'adoucir et fondre avant une expansion significative, relâchant la pression interne et protégeant l'intégrité du moule d'investissement.
Atteindre un haut niveau de détail et de précision
L'avantage principal de l'utilisation d'imprimantes SLA ou DLP est la résolution. Une résine cire coulable de haute qualité résine cire coulable doit capturer les géométries complexes d'un design CAD de bijoux ou prototype industriel sans adoucir ou perdre la définition pendant le processus d'impression. Nous nous concentrons sur une stabilité dimensionnelle élevée et une faible dilatation, garantissant que le modèle imprimé correspond exactement au fichier numérique. Cette précision permet le moulage direct de caractéristiques complexes comme le filigrane ou les trous filetés qui seraient impossibles à réaliser avec le carving traditionnel en cire.
Compatibilité du planning de cuisson
Toutes les résines ne réagissent pas de la même manière à la chaleur. Une résine de moulage pratique doit être compatible avec les standards plans de cuisson utilisés par les fonderies. Cela signifie que le matériau doit brûler proprement dans des plages de températures typiques (généralement entre 700°C et 950°C) sans nécessiter des investissements ultra-haut de gamme. Que vous réalisiez des alliage de cuivre composants ou des métaux précieux, la résine doit suivre une courbe de cuisson prévisible pour assurer des résultats constants et reproductibles en environnement de production.
Applications clés de l'impression 3D pour le moulage

La polyvalence de l'impression 3D pour le moulage a largement dépassé les ateliers de passionnés. En comblant le fossé entre la précision numérique et la métallurgie traditionnelle, nous permettons à des industries de produire des pièces métalliques complexes qui étaient autrefois impossibles ou trop coûteuses à fabriquer avec les outillages standards.
Fabrication de bijoux et conceptions sur mesure
C’est notre terrain de prédilection. L’industrie joaillière a largement adopté Conception CAO bijouterie pour proposer des pièces sur mesure sans l’intensité de travail du taillage à la cire à la main. En utilisant des résines haute précision adaptables à la coulée, les joailliers peuvent imprimer des filigranes complexes, des réglages pavés et des formes organiques qui conservent parfaitement leur forme pendant le processus d’investissement.
- Personnalisation de masse : Créez des bagues de fiançailles uniques à la demande.
- Qualité de surface : Nos résines garantissent que le métal coulé nécessite un polissage minimal.
- Fiabilité : La coulée directe à partir des impressions 3D élimine le besoin de moules en caoutchouc dans les tirages de faible volume.
Couronnes et ponts pour l’industrie dentaire
Dans les laboratoires dentaires, l’ajustement est tout. Modèles de coulée dentaire produits via l’impression SLA ou DLP offrent une intégrité marginale supérieure par rapport aux wax-ups traditionnels. Nous voyons des laboratoires utilisant la coulée avec imprimante 3D la technologie pour produire des couronnes, des incrustations et des cadres de prothèse partielle. Le facteur critique ici est une combustion propre; toute trace de cendre peut provoquer la porosité du métal, conduisant à une restauration défaillante. Nos matériaux sont conçus pour brûler complètement, garantissant que le dispositif médical final est sûr et durable.
Prototypes d’ingénierie industrielle
Les ingénieurs utilisent des résines coulables pour contourner des outillages coûteux pour des pièces métalliques en petites séries. Au lieu d’usiner un bloc d’acier, ils peuvent imprimer un motif et le couler en aluminium, bronze ou acier pour des essais fonctionnels. Cette capacité de prototypage rapide réduit considérablement les délais pour Prototypes d’ingénierie industrielle. Lors du passage d’un prototype imprimé à une pièce métallique fonctionnelle, en se référant à un guide de fonderie de moulage en acier pour des composants de précision aide à s’assurer que le design respecte les normes industrielles de résistance et de durabilité. Ce flux de travail permet des tests en conditions réelles des composants en métal avant d’opter pour des moules de production en série.
Optimisation des impressions pour la coulée
Gestion du retrait et des facteurs d’échelle
Lorsqu'il s'agit de l'impression 3D pour le moulage, la précision est non négociable. Le métal rétrécit naturellement en refroidissant d’un état liquide à solide, ce qui signifie que le motif imprimé doit être légèrement plus grand que l’objet final souhaité. Je calcule toujours un facteur d’échelle basé sur l’alliage métallique spécifique utilisé; par exemple, en coulant dans des matériaux complexes comme alliage de titane nécessite une compensation soigneuse pour la contraction thermique. Nos résines sont conçues pour une grande stabilité dimensionnelle, garantissant que l’impression elle-même ne se déforme pas ni ne rétrécisse de manière imprévisible avant le début du processus de coulée. Cela nous permet d’isoler la variable retrait du métal et d’ajuster le modèle numérique dans le logiciel de découpe avec confiance.
Amélioration de la finition de surface
La qualité de surface du motif imprimé en 3D détermine directement la finition de la pièce métallique finale. Dans la coulée avec imprimante 3D des flux de travail, les arêtes de couche ou le pixellisation sur le modèle résine seront fidèlement reproduites dans le métal. Pour obtenir une finition professionnelle, je recommande d’imprimer à des hauteurs de couche plus faibles, généralement entre 25 et 50 microns. Cette résolution minimise l’effet d’escalier. Bien que nos résines soient conçues pour une capture de détails haute précision, assurer que la maille numérique est haute résolution et que les réglages de l’imprimante sont bien ajustés réduira considérablement le besoin de polissage manuel après la coulée.
Modèles creux vs solides
Choisir entre des géométries creuses et solides est crucial pour prévenir l’échec du moule d’investissement. Alors que les petits objets comme les bagues peuvent souvent être imprimés solides, les pièces industrielles plus grandes ou les bijoux volumineux doivent être creux. Des blocs solides de résine se dilatent considérablement au cours des premières étapes de combustion, ce qui peut exercer une pression suffisante pour fissurer la coque en gypse de l’investissement.
- Épaisseur des murs : J’ambitionne généralement une épaisseur de paroi de 2 mm à 3 mm. Cela offre une résistance suffisante pour la manipulation tout en minimisant le volume de matériau qui doit brûler.
- Trous d’évacuation : Il est essentiel d’ajouter des trous d’évacuation aux modèles creux. La résine non durcie piégée à l’intérieur peut provoquer des défauts de coulée ou même endommager le moule lors du cycle de chauffage.
- Soutiens en treillis : Pour les sections creuses plus grandes, des structures internes en treillis aident à maintenir la forme du modèle sans créer une masse solide de plastique.
Dépannage des défis courants de coulée
Passer d’un fichier numérique à une pièce métallique physique implique des variables qui peuvent faire ou défaire le produit final. Alors que l'impression 3D pour le moulage fluidifie la phase de patronage, la transition vers les étapes de burnout et de coulée nécessite un contrôle strict du processus. Même avec la résine de la plus haute qualité, ignorer la physique du processus d’investissement entraînera des défauts. Voici comment nous abordons les problèmes les plus fréquents rencontrés par les fonderies et les joailliers.
Prévention des fissures d’investissement
La défaillance la plus courante lors du passage de la cire à la résine est la fissure du creuset ou de la coquille. Cela se produit parce que les résines photopolymères ont tendance à se dilater thermiquement avant de fondre ou de brûler, créant une pression interne qui pousse contre le matériel d’investissement.
- Contrôler le taux d’augmentation: Do not rush the initial heating phase. We recommend a slow ramp (around 1-2°C per minute) specifically during the 200°C to 300°C window to allow the resin to soften and combust without shocking the mold.
- Sélection de résine: Utilisez des matériaux spécifiquement conçus pour une faible dilatation thermique. Nos résines sont conçues pour se contracter vers l’intérieur plutôt que de se dilater vers l’extérieur, protégeant l’intégrité du moule.
- Solidité du moule: Assurez-vous que votre répartition d’investissement est correcte. Lors de l’utilisation professionnelle services de fonderie par investissement de précision, la coque en céramique est conçue pour résister à ces pressions spécifiques, mais les configurations DIY doivent garantir que la fiole est robuste.
Fixation des surfaces métalliques rugueuses
Une surface rugueuse ou irrégulière indique généralement une réaction entre la résine et l’investissement, ou des cendres résiduelles laissées à l’intérieur du moule.
- Zéro cendres : Ceci est non négociable. Si votre résine laisse des cendres, ce résidu s’incrustera dans la surface du métal. Nous formulons nos résines pour qu’elles se consument complètement et proprement.
- Cure postérieure appropriée : Never invest a sticky or under-cured print. Uncured resin on the surface of the model can chemically react with the gypsum or phosphate-bonded investment, creating a rough “orange peel” texture on the final casting.
- Nettoyage propre : Assurez-vous que tout l’alcool isopropylique s’est évaporé du modèle avant l’investissement. Le solvant piégé peut bouillir lors de la phase de mise en place, créant des micro-porosités.
Résolution des problèmes de moulage incomplet
Incomplete castings, or “misruns,” occur when the molten metal freezes before filling the entire mold cavity. In la coulée avec imprimante 3D des motifs, cela est souvent dû à un gaz piégé ou à une combustion insuffisante.
- Évacuation des gaz : Les motifs en résine génèrent plus de gaz pendant la combustion qu’une cire traditionnelle. Vous devez concevoir votre arbre d’alimentation avec une évacuation adéquate pour permettre à ces gaz de s’échapper rapidement.
- Durée de combustion : Assurez-vous de maintenir la température maximale assez longtemps. Si le centre d’un modèle épais n’a pas complètement vaporisé, cela crée un blocage.
- Gestion de la température : Ajustez la température de votre flacon au métal. Pour les applications à haute température, telles que alliages d'acier pour la fonderie à cire perdue, la cavité doit être suffisamment chaude pour maintenir la fluidité du métal tout au long du coulage, garantissant que les détails fins sont capturés avant la solidification.
Pourquoi les fonderies utilisent des résines Vastmaterial

Lorsque nous parlons de l'impression 3D pour le moulage, nous savons que la cohérence est le seul critère qui compte sur le plan industriel. Nous avons formulé nos résines pour combler l’écart entre la précision numérique et la fiabilité du moulage physique, assurant une transition fluide d’un modèle 3D vers une pièce métallique.
Fiabilité et cohérence chimique
Nous comprenons qu’une pièce coulée défaillante signifie une perte de temps et du métal gaspillé. Notre processus de fabrication garantit une cohérence chimique stricte d’un lot à l’autre. Vous n’aurez plus à ajuster constamment vos paramètres; notre résine de moulage en cire perdue se comporte de manière prévisible à chaque fois, vous permettant d’augmenter la production sans craindre l’échec du motif. Cette fiabilité est cruciale pour les entreprises qui ne peuvent pas se permettre les temps d’arrêt liés à des matériaux incohérents.
Compatibilité avec les imprimantes
Nous avons conçu nos matériaux pour être universellement compatibles avec le matériel que vous possédez probablement déjà. Que vous utilisiez des systèmes SLA à base de laser ou des imprimantes LCD/DLP 405 nm, nos résines sont optimisées pour offrir des impressions à haute résolution. Cette polyvalence fait la coulée avec imprimante 3D que la technologie soit accessible sans équipement propriétaire et coûteux, rationalisant votre flux de travail immédiatement.
Équilibre rigidité et capacité de fusion
Le motif parfait doit être assez robuste pour supporter mais suffisamment propre pour brûler proprement. Nous avons conçu un équilibre précis pour répondre à ces besoins opposés :
- Résistance à la manipulation : Nos résines offrent une grande stabilité dimensionnelle et rigidité, garantissant que des parois fines et des détails complexes ne se déforment pas pendant le processus d’investissement.
- Brûlage propre : Nous avons donné la priorité à une zéro teneur en cendres formule. La résine fond et se vaporise complètement, laissant une cavité de moule vierge prête pour tout, des métaux précieux aux prototypes industriels pour solutions de coulée en acier de grande taille.
Cet équilibre garantit que la pièce métallique finale reflète exactement le design numérique, sans résidu qui gênerait la surface.
Questions Fréquemment Posées
Quelle est la meilleure résine pour la coulée à cire perdue ?
La résine la plus efficace pour la coulée par impression 3D est celle qui garantit zéro teneur en cendres au démoulage. Si une résine laisse des résidus à l’intérieur du moule, la pièce métallique finale souffrira de porosité et de défauts de surface. Vous avez besoin d'un matériau spécialement conçu pour la coulée sous cire perdue offrant une grande stabilité dimensionnelle et une faible contraction. Nos résines compatibles moulage sont formulées pour fonctionner sans problème avec les imprimantes SLA, DLP et LCD, offrant le brûlage net nécessaire pour les applications professionnelles de joaillerie et industrielles.
Comment prévenir les résidus de cendres dans le moulage ?
La prévention des cendres commence par le choix du bon matériau. Les résines d'impression 3D standard laissent souvent des cendres de carbone qui obstruent la coquille céramique, entraînant des moulages ratés. Pour éviter cela, utilisez un système spécialisé résine de moulage en cire perdue conçu pour se vaporiser complètement. De plus, respecter un planning de démarrage strict est crucial. En tant que principal fournisseur de moulage à la cire perdue, nous savons que le contrôle du taux de ramp et des temps de maintien dans le four garantit que le motif est entièrement éliminé sans endommager le moule d'investissement.
Puis-je utiliser n'importe quelle imprimante 3D pour des motifs de coulée ?
Bien que de nombreuses imprimantes existent, elles ne conviennent pas toutes à la création de motifs destinés à la coulée. Les imprimantes FDM (filament) manquent généralement de résolution nécessaire pour les détails fins en bijouterie ou en odontologie. Pour obtenir les meilleurs résultats dans la coulée avec une imprimante 3D, nous recommandons d'utiliser des systèmes à base de résine comme SLA, DLP, ou LCD des machines fonctionnant à une longueur d’onde de 405 nm. Ces imprimantes offrent la finition de surface lisse et les détails complexes nécessaires au succès dans un contexte professionnel fonderie de moulage à cire perdue dédiée.


