
Apprentissage comment fabriquer des moules pour la coulée de métal commence par choisir la bonne famille de moules —moules en sable, cire perdue coquilles en céramique, ou moules permanents— puis construire le flasque, modèle, et système de canalisations qui contrôlent le flux de métal et le retrait. Ce guide couvre la coulée en moule perdu et la fabrication de matrices réutilisables, depuis l'emballage du moule avec sable de moulage jusqu'à coulée sous cire perdue la cire perdue et les matrices permanentes, ainsi que des notes de sécurité et un tableau comparatif des méthodes pour le volume et l'ajustement de l'alliage.
Comment fabriquer des moules pour la coulée de métal
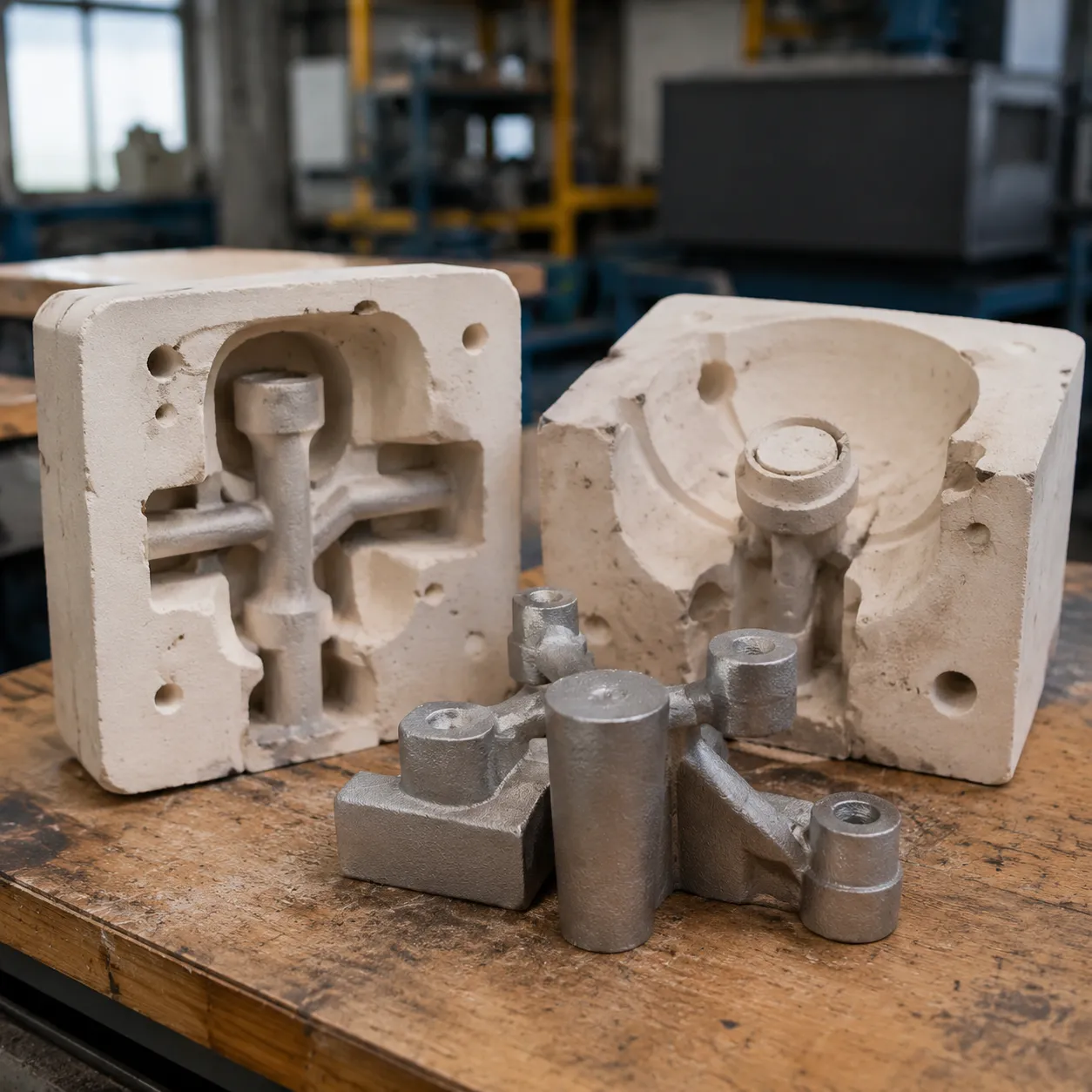
Dans l'industrie manufacturière, un moule est le récipient fondamental qui définit la forme, la finition de surface et l'intégrité structurelle d'une pièce en métal coulée. La coulée de métal consiste à verser du métal en fusion dans une cavité conçue sur mesure, où il refroidit et se solidifie en une géométrie spécifique. Le moule doit résister à un choc thermique extrême, contenir la haute pression du métal liquide, et permettre aux gaz de s'échapper en toute sécurité pour éviter les défauts.
Le rôle des moules dans le processus de coulée
Le moule sert de plan essentiel tout au long de la phase de solidification. Ses rôles principaux incluent :
- Précision dimensionnelle : Garantir que la pièce finale respecte les tolérances géométriques exactes.
- Gestion thermique : Contrôler la vitesse de refroidissement et de solidification du métal en fusion pour optimiser la structure cristalline interne.
- Qualité de la finition de surface : Transférer directement les détails fins et les textures des parois du moule à la pièce en métal.
- Perméabilité à l'air : Vider l'air et les gaz emprisonnés pour éliminer la porosité et les vides internes.
Composants clés d'un moule de coulée
Un moule de coulée industriel standard est un système hautement conçu comprenant plusieurs composants vitaux fonctionnant en harmonie :
- La Cavité : L'espace négatif façonné exactement comme la pièce en métal souhaitée.
- Le Cœur : Insertions amovibles placées à l'intérieur de la cavité pour créer des sections creuses ou des caractéristiques internes.
- Le bassin / coupe de coulée : Le point d'entrée où le métal en fusion est introduit dans le système de moule.
- Le système de canaux d'alimentation et de couloirs : Le réseau interne de canaux qui dirige en toute sécurité le métal liquide du bassin de coulée vers la cavité principale.
- Les portes : Les points d'entrée spécifiques où le métal passe des couloirs à la cavité du moule.
- Les risers (récupérateurs) : Réservoirs de métal en fusion qui empêchent les défauts de retrait en alimentant la cavité avec du matériau supplémentaire pendant le refroidissement de la pièce.
Types courants de moules pour la coulée de métal
Moules en sable (Coulée en moule jetable)
Les moules en sable représentent la méthode la plus utilisée dans l'industrie de la fonderie. Cette technique de coulée en moule jetable repose sur un mélange de sable, d'argile et d'humidité pour former une cavité temporaire.[1]
- Types de matériaux : Les fonderies utilisent généralement soit sables à base d'eau (sable vert) pour l'efficacité économique ou sables à base d'huile (Petrobond) pour des détails plus précis et des finitions plus lisses.
- Application : Idéal pour la coulée de grandes pièces en fer, acier et bronze. Parce que le moule en sable est détruit pour extraire la pièce finalisée, un nouveau moule doit être préparé pour chaque coulée.
Moules en cire perdue (Méthode de la cire perdue)
Pour des géométries complexes et des finitions de surface exceptionnelles, la coulée en cire perdue est la norme dans l'industrie. Ce procédé utilise une coquille en céramique construite autour d'un modèle en cire sacrifiable.
Nous utilisons cette méthode pour produire des pièces proches de la forme finale nécessitant peu d'usinage supplémentaire. Si votre projet exige une grande précision dimensionnelle pour des pièces complexes, collaborer avec un fournisseur de référence en moulage à la cire perdue pour composants métalliques de précision garantit une qualité de niveau industriel et des tolérances strictes.
Moules métalliques permanents (Coulée non jetable)
Lorsque les volumes de production atteignent des milliers d'unités, les moules temporaires deviennent inefficaces. Les moules permanents sont usinés directement à partir de métaux à haute résistance comme le fer, l'acier ou le graphite.
- Coût initial élevé des outillages : La conception et l'usinage de ces matrices robustes nécessitent un investissement initial important.
- Efficacité de la production de masse : Ils résistent aux chocs thermiques répétés causés par des alliages d'aluminium, de magnésium et de cuivre en fusion, permettant des milliers de coulées identiques sans dégradation du moule.
Moules et modèles imprimés en 3D
| Approche | Comment ça fonctionne | Meilleure utilisation |
|---|---|---|
| Impression 3D directe | Les imprimantes industrielles lient couche par couche du sable de silice spécialisé pour créer un moule en sable complet automatiquement. | Prototypage rapide et moulages industriels très complexes et uniques. |
| Impression 3D indirecte | Les imprimantes produisent du PLA ou des résines spécialisées pour créer le modèle, qui est ensuite utilisé pour emballer du sable traditionnel. | Séries de production à faible volume nécessitant des itérations rapides de conception. |
Fût, sable de moulage et outils de moule en sable
Choisir les bons sables de moulage et matériaux
La base d’un excellent moule en sable réside dans le type de sable que vous choisissez. Votre choix dépend entièrement de la complexité de votre projet et du point de fusion du métal.
- Sable vert : Un mélange traditionnel de sable de silice, d’argile et d’eau. Il est peu coûteux, réutilisable et excellent pour la coulée générale.
- Sables à base d’huile (Petrobond) : Ce mélange utilise de l’huile au lieu de l’eau. Il offre des détails beaucoup plus précis, génère moins de vapeur et laisse une finition de surface plus lisse sur vos pièces métalliques.
- Résines et matériaux spécialisés : Pour des applications de haute précision ou des techniques de moulage alternatives, la recherche de matériaux de moulage professionnels garantit que vos moules conservent parfaitement leur forme sous un stress thermique intense.
Comprendre le moule : Cope et Drag
Le flasque est le cadre rigide qui maintient le sable de moulage en place pendant le processus de coulée. Il est divisé en deux sections essentielles :
| Composant du moule | Position | Fonction |
|---|---|---|
| Cope | Moitié supérieure | Contient le bassin de coulée, le goujon et les risers où le métal entre. |
| Drag | Moitié inférieure | Contient la moitié inférieure du modèle ; l'emballage du moule serrer est crucial pour une base stable. |

Ces deux moitiés s'enclenchent à l'aide de broches d'alignement pour garantir qu'elles restent parfaitement positionnées lorsque le métal en fusion est versé.
Équipements de sécurité et matériaux du modèle
La coulée de métal implique des températures extrêmes, rendant obligatoire un équipement de sécurité robuste. Votre atelier doit inclure :
- Équipement de Protection Individuelle (EPI) : Vestes de soudure en cuir, gants résistants à la chaleur, visières de protection et bottes à embout en acier.
- Matériaux du modèle : Le modèle est la représentation de votre objet final. Le bois, les plastiques et les résines imprimées en 3D sont les choix les plus courants car ils peuvent supporter la pression du sable comprimé sans se déformer.
Comment réaliser un moule en sable pour la coulée de métal
Créer un moule en sable nécessite de la précision, le bon sable de moulage, et une approche étape par étape claire pour garantir que la pièce finale sorte sans défauts. Comprendre le fonctionnement du procédé de moulage en sable est essentiel pour maîtriser ces étapes.
Étape 1 : Création et préparation du modèle
Le modèle est la réplique de l'objet que vous souhaitez couler. Il peut être en bois, en plastique ou en métal, mais il doit être légèrement plus grand que la pièce finale pour compenser le retrait du métal lors du refroidissement.
- Appliquer un agent de démoulage (comme de la poudre de talc ou du graphite) sur le modèle afin qu'il se détache facilement du sable.
- S'assurer que le modèle a une légère inclinaison, appelée angle de tirage, pour éviter que le moule en sable ne s'effondre lors du retrait du modèle.

Étape 2 : Remplissage du moule en coquille
Une boîte de moulage standard se compose de deux parties : la coupe (haut) et la coquille (bas). Vous commencez toujours par préparer la moitié inférieure.
- Placer le drag cadre à l'envers sur une planche à mouler plate.
- Centrez le modèle préparé à l'intérieur du cadre.
- Tamiser de la fine sable de moulage sur le modèle pour capturer les détails fins.
- Remplir le reste du cadre avec du sable plus grossier et commencer l'emballage du moule à compacter fermement avec un pilon.
- Égaliser le sable en le frappant avec une règle pour qu'il soit parfaitement au niveau du bord du moule.
Étape 3 : Mise en place de la ligne de séparation, du canal d'alimentation et des trous de noyau
Une fois que la coquille est remplie, retourner l'ensemble du cadre. Le modèle est maintenant exposé sur la surface supérieure.
- Saupoudrez la surface avec plus de poudre de démoulage pour créer une surface propre ligne de séparation afin que les deux moitiés du moule ne collent pas ensemble.
- Placer le cope (le cadre supérieur) directement sur la coulée.
- Insérez des broches ou des tubes en bois coniques dans le sable pour créer la gorge (où le métal en fusion est versé) et le récupérateur (où l'excès de métal monte pour compenser le retrait et évacuer les gaz).
Étape 4 : Emballer le moule en coquille et retirer le modèle
Avec les broches de la gorge et du récupérateur en place, vous êtes prêt à emballer la moitié supérieure du moule.
- Remplissez la coquille avec du sable et tassez-la fermement, comme vous l'avez fait avec la partie inférieure.
- Retirez soigneusement les broches de la gorge et du récupérateur pour laisser des canaux propres et ouverts.
- Séparez délicatement la coquille de la partie inférieure.
- Coupez un petit système de canaux (canaux) dans la face en sable reliant la gorge et le récupérateur à la cavité du modèle.
- Soulevez soigneusement le modèle hors du sable. Refermez la boîte, serrez-la solidement, et votre moule en sable est prêt pour la coulée.
Comment fabriquer des moules en cire perdue (méthode de la cire perdue)
La coulée en cire perdue est la méthode privilégiée lorsque votre projet exige une précision extrême, des finitions de surface lisses et des géométries complexes que les moules en sable ne peuvent tout simplement pas réaliser. Voici comment nous construisons un moule en cire perdue de haute précision à partir de zéro.
Étape 1 : Création du modèle en cire
Chaque moule de fonderie à investissement commence par une réplique très détaillée de la pièce métallique finale, entièrement réalisée en cire de moulage spécialisée.
- Injection de cire : Pour les séries de production, nous injectons de la cire fondue dans un moule en métal pour créer des modèles identiques. Pour les travaux sur mesure ou de prototypage, ces modèles peuvent également être imprimés en 3D.
- Le système de canalisations : Nous assemblons plusieurs modèles en cire sur une barre de coulage centrale, créant ainsi un “ arbre en cire ”. Cet arbre établit les canaux par lesquels le métal fondu circulera.
- Inspection : Toute imperfection sur le modèle en cire apparaîtra sur la pièce métallique finale, nous nettoyons donc et inspectons minutieusement l'assemblage avant de passer à l'étape suivante.
Étape 2 : Application de l'enduit de coulis céramique
Pour transformer l'arbre en cire en un moule rigide, nous l'enveloppons dans une coquille en céramique de haute qualité. Cela nécessite un processus de trempage et de stucage répété.
- Trempage dans le coulis principal : Nous trempons l'arbre en cire dans un coulis de céramique liquide pour couvrir chaque crevasse uniformément.
- Stucage : Pendant que la couche est encore humide, nous la recouvrons de sable fin ou de particules de silice pour augmenter l'épaisseur.
- Séchage et répétition : La couche est laissée à sécher complètement dans un environnement contrôlé. Nous répétons ce cycle de trempage et de séchage 5 à 10 fois, en utilisant progressivement un sable plus grossier pour construire une coquille en céramique épaisse et durable capable de résister à des températures extrêmes de coulée du métal.
Étape 3 : Dégarnissage et cuisson du moule
Une fois que la coquille en céramique est complètement durcie, le cire doit être enlevée pour créer la cavité creuse pour le métal.
- Dégarnissage à la vapeur dans un autoclave : Nous plaçons le moule en céramique dans un autoclave à vapeur. La chaleur intense fait fondre rapidement la cire, permettant à celle-ci de s'écouler en toute sécurité par le bas du moule. C'est pourquoi le processus est largement connu sous le nom de coulée sous cire perdue.
- Cuisson à haute température: Après déwaxage, nous chauffons la coquille en céramique creuse dans un four à des températures comprises entre 800°C et 1100°C.
- Préparation : Ce processus de cuisson brûle tout résidu de cire restant, sinte la céramique pour maximiser sa résistance structurelle, et préchauffe le moule afin qu'il soit prêt à recevoir de l'acier ou de l'aluminium en fusion sans craqueler.
Comment créer des moules métalliques permanents et réutilisables
Lorsque vous devez augmenter la production, il est essentiel d'apprendre comment fabriquer des moules pour la coulée de métal que cela dure des milliers de cycles. Les moules permanents remplacent les structures temporaires en sable ou en cire par des cavités durables usinées capables de résister à des chocs thermiques répétés.
Sélection des matériaux pour les moules réutilisables
Choisir le bon matériau garantit que l'outil peut supporter la chaleur intense du métal en fusion sans se déformer ni s'éroder.
- Fonte grise : Résistance exceptionnelle à la fatigue thermique et très rentable ; le choix privilégié pour la coulée de métaux non ferreux.
- Acier à outils H13 : Parfait pour la coulée sous pression en aluminium et en zinc en grande quantité grâce à sa dureté extrême et sa résistance aux fissures thermiques.
- Graphite : Idéal pour de petites séries ou des alliages spécifiques, offrant une excellente conductivité thermique et une facilité d'usinage.

Le processus de fabrication de moules permanents de base
Créer un moule en métal réutilisable nécessite une ingénierie de haute précision pour garantir une qualité constante des pièces.
- Usinage CNC : Nous découpons la cavité négative dans les blocs de métal choisis à l'aide de fraisage et de tournage CNC de haute précision.
- Installation de broches d'éjection et de micro-ventilations : Nous forons des canaux précis pour les broches d'éjection mécaniques afin de pousser la pièce finie et ajoutons des micro-ventilations pour permettre à l'air emprisonné de s'échapper.
- Application de revêtement thermique : Avant chaque cycle de coulée, nous appliquons un lavage réfractaire. Cela protège la surface du moule, contrôle le transfert de chaleur et empêche la pièce coulée de coller.
Pour les entreprises recherchant des composants industriels prêts à l'emploi, tirer parti de notre expertise professionnelle services de coulée sous moule permanent pour des pièces en aluminium et en cuivre de précision réduit considérablement votre délai de développement.
Avantages et Limitations des Moules Permanents
| Caractéristique / Avantage | Moules Permanents |
|---|---|
| Finition de surface | Exceptionnel, réduisant le besoin d'usinage après la coulée. |
| Tolérance dimensionnelle | Très précis et cohérent du 1er pièce à la 10 000ème pièce. |
| Coût initial de l’outillage | Investissement élevé en ingénierie et usinage initial. |
| Restrictions de Matériaux | Mieux adapté pour les métaux non ferreux à point de fusion plus bas comme l'aluminium, le cuivre et le magnésium. |
Moules Imprimés en 3D pour la Coulée de Métal
L'impression 3D comble le fossé entre les conceptions numériques complexes et les pièces métalliques physiques, éliminant les goulets d'étranglement traditionnels de l'outillage et accélérant le cycle de production.
Approches d'Impression 3D Directe et Indirecte
Lors de l'apprentissage comment fabriquer des moules pour la coulée de métal avec la fabrication additive, deux méthodologies principales émergent :
- Approche Directe : Impression 3D du moule ou du noyau directement à partir de matériaux spécialisés comme le sable ou la céramique. Le métal en fusion est versé directement dans la pièce imprimée.
- Approche Indirecte : Impression 3D d'un modèle sacrificiel (souvent à l'aide de résines ou de cire spécialisée) qui est ensuite incorporé dans un matériau d'investissement. Le modèle est ensuite brûlé pour créer la cavité.
| Approche | Matériaux Typiques | Meilleure utilisation | Avantage clé |
|---|---|---|---|
| Impression Directe | Sable de silice, poudres céramiques | Pièces industrielles de grande taille, composants de machines lourdes | Élimine complètement les motifs ; réduit les délais |
| Impression indirecte | Résines à combustion propre, cire pouvant être fondue | Bijoux complexes, composants aéronautiques, prototypes rapides | Obtenez une finition de surface élevée et des tolérances strictes |
Pour les entreprises souhaitant éviter les outils traditionnels pour des prototypes complexes, en utilisant des techniques spécialisées Des services de fonderie à recours d'impression 3D pour des prototypes métalliques rapides offre une voie directe du fichier CAO à la pièce métallique finale sans le coût initial élevé des moules en dur.
Avantages de l'impression 3D pour les géométries complexes
- Liberté de conception : Les angles de tirage des moules et les lignes de séparation complexes ne sont plus des facteurs limitants.
- Zéro résidu de cendres : L'utilisation de matériaux consommables spécialisés garantit une combustion propre lors du processus d'investissement. Pour des résultats optimaux, suivre un guide d'impression 3D pour la coulée pour une combustion propre et des résines sans cendres empêche les défauts tels que la porosité gazeuse et la rugosité de surface dans la pièce finale.
- Assemblages consolidés : Plusieurs composants peuvent être redessinés et imprimés en une seule géométrie complexe, éliminant ainsi les étapes ultérieures de soudure ou d'assemblage.
Comparaison : Choisir la bonne méthode de fabrication de moules
Comparer les coûts, la rapidité et la compatibilité des matériaux
Le choix comment fabriquer des moules pour la coulée de métal dépend entièrement du budget, du calendrier et des exigences matérielles de votre projet. Chaque méthode comporte des compromis distincts en termes de coûts initiaux d'outillage et de vitesse de production.
| Type de moule | Coût initial | Vitesse de production | Adéquation du matériau optimal |
|---|---|---|---|
| Moules en sable | Très faible | Lent (Usage unique) | Fer, Acier, Bronze, Aluminium |
| Coulée sous pression | Moyen | Moyen (Main-d'œuvre élevée) | Acier inoxydable, Alliages de bijoux, Acier au carbone |
| Moules Permanents | Élevé | Rapide (Moule réutilisable) | Alliages d'aluminium, de magnésium, de cuivre |
| Moules imprimés en 3D | Moyen | Rapide (Pas de modèles physiques) | Alliages complexes, Métaux pour prototypes |
Pour des projets spécialisés nécessitant des géométries complexes ou des séries de faible volume avant de s'engager dans des outils durables, utiliser des services avancés de prototypage rapide et d'outillage pour une production en faible volume peut réduire considérablement les délais et les coûts de développement initiaux.
Choisir une méthode en fonction du volume de production
- Faible volume et prototypage (1 – 100 pièces) : Des moules en sable et Moules imprimés en 3D sont idéaux ici. Ils éliminent le besoin d'outillage fixe coûteux, permettant des ajustements rapides de conception.
- Volume moyen (100 – 5 000 pièces): Cire d'investissement correspond à cet intervalle optimal lorsque des exigences de haute précision et de finitions de surface excellentes sont nécessaires pour des composants complexes.
- Grand volume (plus de 5 000 pièces) : Moules métalliques permanents sont le choix le plus économique. Bien que la fabrication initiale du moule soit coûteuse, le coût par pièce diminue considérablement lors de longues séries de production.
Questions Fréquemment Posées sur les Moules de Coulée de Métal
Puis-je fabriquer en toute sécurité des moules de coulée de métal à la maison ?
Oui, vous pouvez fabriquer en toute sécurité des moules de coulée de métal à la maison, mais cela nécessite de respecter strictement les protocoles de sécurité et d'avoir la bon équipement. Moules en sable vert et les moules en plâtre pour investissements sont les choix DIY les plus courants. Le plus grand danger est l'humidité ; toute eau piégée se transformera instantanément en vapeur lorsqu'elle entrera en contact avec le métal en fusion, provoquant des explosions dangereuses.[2] Travaillez toujours dans un espace bien ventilé, portez un équipement de protection individuelle approprié (EPI) — y compris un écran facial, un tablier en cuir et des gants résistants à la chaleur — et assurez-vous que votre moule est complètement sec avant de verser.
Quels sont les métaux les plus faciles à couler pour les débutants ?
Pour les débutants apprenant à fabriquer des moules pour la coulée de métal, il est fortement recommandé de commencer avec des métaux à faible point de fusion :
- Laiton : Fond à environ 170–230°C (338–446°F). Il peut être fondu sur une cuisinière standard et versé dans des moules en silicone ou en bois.
- Aluminium : Fond à 660°C (1220°F). Il est largement disponible, facile à fluidifier, et fonctionne parfaitement avec des moules en sable.
- Zinc : Fond à 419°C (786°F). Il s'écoule facilement et capture bien les détails fins sans nécessiter des températures industrielles extrêmes.
Combien de fois un seul moule peut-il être réutilisé ?
La durée de vie d'un moule dépend entièrement de son matériau et de la méthode de coulée utilisée :
| Type de moule | Durée de vie / Réutilisabilité | Meilleure utilisation |
|---|---|---|
| Moules en sable | Usage Unique Seulement (Brisé pour extraire la pièce) | Prototypes, formes personnalisées et production flexible |
| Moules de Coulée en Investissement | Usage Unique Seulement (L'enveloppe en céramique est détruite) | Pièces aérospatiales et joaillerie de haute précision et complexes |
| Moules métalliques permanents | Des milliers de cycles (souvent 10 000 à 100 000+ utilisations selon l'alliage et l'entretien)[5] | Production industrielle à volume élevé |
Alors que les moules jetables doivent être refaits pour chaque coulée, nous concevons des moules métalliques durables moules de moulage métalliques personnalisés conçus pour résister à des milliers de cycles répétés pour la fabrication à volume élevé.
Besoin d'outillage en sable, en investissement ou en moule permanent pour les pièces de production ? Demander un devis avec des cibles d'alliage, de volume et de tolérance.
Références
- Wikipedia — Moulage en sable (aperçu du processus de moule jetable)
- Publication CDC NIOSH 99-105 — Contrôler les expositions dans les opérations de fonderie et de moulage
- Monroe Engineering — Le processus en 6 étapes du moulage en sable
- Monroe Engineering — Qu'est-ce que le moulage en investissement (cire perdue)
- Monroe Engineering — Qu'est-ce que le moulage en moule permanent