
Öğrenme metal döküm için kalıp yapmayı doğru kalıp ailesi seçimiyle başlar—kum kalıplar, yatırım döküm seramik kabuklar veya kalıcı kalıplar—sonra kavanoz, model ve metal akışını ve büzülmeyi kontrol eden kaplar. Bu rehberde tükenebilir kalıp döküm ve tekrar kullanılabilir kalıp kalıp makineleri, kapanışın paketlenmesi ile kalıplama kumları kadar kayıp mum döküm mumdan arındırma ve kalıcı kalıplar, ayrıca güvenlik notları ve hacim ile alaşım uyumu için karşılaştırma tablosu yer almaktadır.
Metal Döküm Kalıplarının Yapımı Nasıl Olur
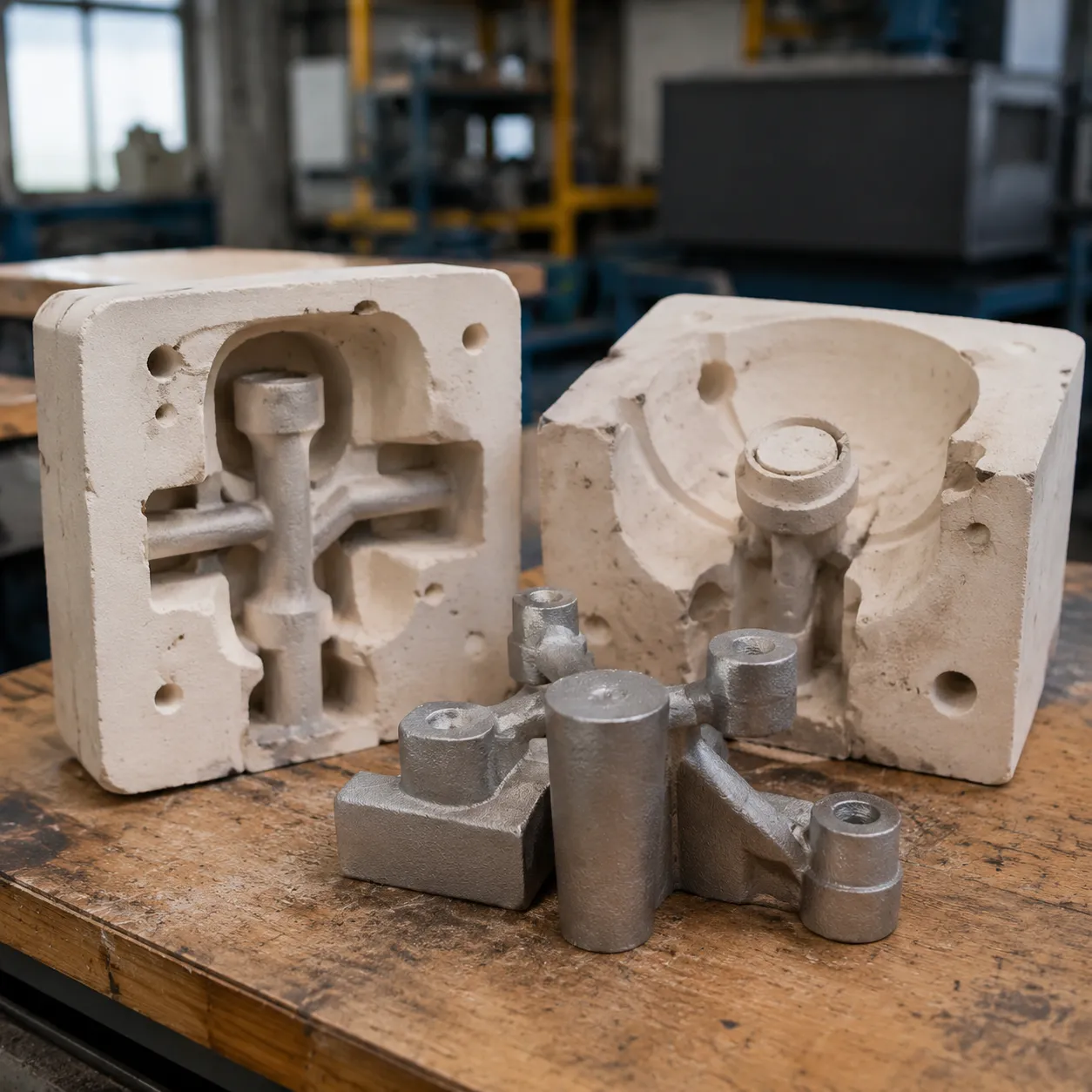
İmalat sektöründe, kalıp, döküm metal bileşenin şekli, yüzey kalitesi ve yapısal bütünlüğünü tanımlayan temel kapaktır. Metal döküm, eritilmiş metalin özel olarak tasarlanmış bir boşluğa dökülmesiyle gerçekleşir; burada soğuyup belirli bir geometrik şekle katılaşır. Kalıp, aşırı termal şoka dayanmalı, sıvı metalin yüksek basıncını içermeli ve gazların güvenli şekilde kaçmasını sağlayarak kusurları önlemelidir.
Döküm Sürecinde Kalıpların Rolü
Kalıp, katılaşma aşaması boyunca kritik plan olarak hizmet eder. Temel görevleri şunları içerir:
- Yüksek çalışma sıcaklıklarına maruz kalan parçalar için vazgeçilmez. Son bileşenin kesin geometrik toleranslara uygun olmasını sağlamak.
- Termal Yönetim: Erimiş metalin soğuma ve katılaşma hızını kontrol ederek iç tane yapısını optimize etmek.
- Yüzey Bitirme Kalitesi: İnce detayları ve dokuları doğrudan kalıp duvarlarından metal parçasına aktarmak.
- Gaz Geçirgenliği: Hapsetmiş hava ve gazları tahliye ederek porozite ve iç boşlukları ortadan kaldırmak.
Döküm Kalıbının Ana Bileşenleri
Standart endüstriyel döküm kalıbı, birlikte çalışan birkaç önemli bileşenden oluşan yüksek mühendislikli bir sistemdir:
- Çatlak: İstenen metal parça gibi şekillendirilmiş negatif boşluk.
- Çekirdek: Hollow bölümler veya iç özellikler oluşturmak için kalıp içine yerleştirilen çıkarılabilir kalıplar.
- Dökme Kabı / Kupa: Erimiş metalin kalıp sistemine giriş noktası.
- Sprue ve Rota Sistemi: Sıvı metalin döküm kabından ana boşluğa güvenli bir şekilde yönlendiren iç kanal ağı.
- Kapılar: Metalın rotalardan kalıp boşluğuna geçtiği belirli giriş noktaları.
- Riserler (Besleyiciler): Döküm soğurken boşlukta fazla malzeme besleyerek çekilme kusurlarını önleyen erimiş metal rezervuarları.
Metal Döküm için Yaygın Kalıp Türleri
Kum Kalıplar (Harcanabilir Kalıp Döküm)
Kum kalıplar, döküm endüstrisinde en yaygın kullanılan yöntemleri temsil eder. Bu harcanabilir kalıp döküm tekniği, geçici bir boşluk oluşturmak için kum, kil ve nem karışımına dayanır.[1]
- Malzeme Türleri: Dökümhaneler genellikle ya su bazlı kumlar (yeşil kum) maliyet etkinliği için veya ya da yağ bazlı kumlar.
- Uygulama: (Petrobond) daha keskin detaylar ve daha düzgün yüzeyler için kullanır.
Büyük demir, çelik ve bronz parçaların dökümü için idealdir. Kum kalıp, son parçayı çıkarmak için yok edildiğinden, her döküm için yeni bir kalıp hazırlanmalıdır.
Yatırım Döküm Kalıpları (Kayıp Mum Yöntemi).
Karmaşık geometriler ve üstün yüzey kaliteleri için, yatırım döküm endüstri standardıdır. Bu süreç, kurban mum modeli etrafına inşa edilen seramik kabuk kullanır. yüksek hassasiyetli metal bileşenler için kayıp balmumu döküm tedarikçisi olarak faaliyet gösteriyorsanız Bu yöntemi, minimum sonrası işleme gerektiren yakın net şekilli parçalar üretmek için kullanıyoruz. Projeniz karmaşık parçalar için yüksek boyutsal doğruluk gerektiriyorsa,.
endüstriyel kalite ve sıkı toleranslar sağlar.
Kalıcı Metal Kalıplar (Harcanmayan Döküm).
- Üretim hacimleri binlerce birime ulaştığında, geçici kalıplar verimsiz hale gelir. Kalıcı kalıplar, doğrudan yüksek mukavemetli metallardan, demir, çelik veya grafit gibi, işlenir. Yüksek Başlangıç Takım Maliyeti:.
- Kitle Üretim Verimliliği: Bu sağlam kalıpların tasarımı ve işlenmesi önemli bir ön yatırım gerektirir.
Erimiş alüminyum, magnezyum ve bakır alaşımlarından oluşan yüksek sıcaklık şoklarına dayanabilirler, böylece kalıp bozulmadan binlerce aynı döküm yapılabilir.
| Yaklaşım | Nasıl Çalışır | En İyi Kullanım Alanları |
|---|---|---|
| Doğrudan 3D Baskı | Endüstriyel yazıcılar, özel silika kumunu katmanlar halinde bağlayarak otomatik olarak tam bir kum kalıp oluşturur. | Hızlı prototipleme ve yüksek karmaşıklıkta, tek seferlik endüstriyel dökümler. |
| Dolaylı 3D Baskı | Yazıcılar, kalıp oluşturmak için PLA veya özel reçineler kullanır ve ardından geleneksel kum paketlemede kullanılır. | Hızlı tasarım tekrarları gerektiren düşük hacimli üretim çalışmaları. |
Kavanoz, Kalıp Kumları ve Kum Kalıp Araçları
Doğru Kalıp Kumları ve Malzemeleri Seçimi
Harika bir kum kalıbının temelinde, seçtiğiniz kum türü yatar. Seçiminiz tamamen projenizin karmaşıklığına ve metalin erime noktasına bağlıdır.
- Yeşil Kum: Silika kumu, kil ve suyun geleneksel karışımıdır. Ucuzdur, tekrar kullanılabilir ve genel döküm için mükemmeldir.
- Yağ Bazlı Kumlar (Petrobond): Bu karışım su yerine yağ kullanır. Çok daha keskin detaylar sağlar, daha az buhar üretir ve metal parçalarınızda daha pürüzsüz bir yüzey bitişi bırakır.
- Reçine ve Özel Malzemeler: Yüksek hassasiyetli uygulamalar veya alternatif kalıp teknikleri için, profesyonel kalıp döküm malzemeleri temin ederek kalıplarınızın yoğun termal stres altında şeklini mükemmel şekilde korumasını sağlar.
Flask'ı Anlama: Çekme ve Sürükleme
The kavanoz Döküm işlemi sırasında kalıp kumu yerinde tutan sert çerçevedir. İki temel bölüme ayrılmıştır:
| Flask Bileşeni | Pozisyon | Fonksiyon |
|---|---|---|
| Başet | Üst Yarı | Döküm kabını, kurşun ve yükselticileri tutar; metalin girdiği yerdir. |
| Çekiş | Alt Yarı | Kalıbın alt yarısını içerir; kapanışın paketlenmesi sıkı olması, istikrarlı bir temel için kritiktir. |

Bu iki yarı, erimiş metal döküldüğünde mükemmel hizalanmayı sağlamak için hizalama pimleri kullanılarak birbirine kilitlenir.
Güvenlik Ekipmanları ve Kalıp Malzemeleri
Metal döküm, aşırı sıcaklıklar içerdiğinden, ağır hizmet tipi güvenlik ekipmanları zorunludur. Atölyenizde bulunması gerekenler:
- Kişisel Koruyucu Ekipman (KKE): Deriden kaynak ceketleri, ısıya dayanıklı döküm eldivenleri, yüz maskeleri ve çelik burunlu botlar.
- Kalıp Malzemeleri: Kalıp, nihai nesnenizin modelidir. Ahşap, plastikler ve 3D baskılı reçineler en yaygın seçimlerdir çünkü bunlar sıkıştırılmış kumun baskısına dayanabilir ve deformasyona uğramaz.
Metal Döküm İçin Kum Kalıp Nasıl Yapılır
Kum kalıp oluşturmak hassasiyet, doğru kalıplama kumları, ve kusursuz çıkan son parça için net bir adım adım yaklaşım gerektirir. Anlamak daha sonra ek 1.5mm ile 3.0mm malzeme stoğu alır. Bu ayar, yüzey işlemi araçlarınızın temiz metal kesebilecek kadar malzeme olmasını sağlar; bu, kılavuzumuzda detaylandırılan önemli bir adımdır bu adımların ustalaşması için esastır.
Adım 1: Kalıp Oluşturma ve Hazırlama
Desen, dökmek istediğiniz nesnenin kopyasıdır. Ahşap, plastik veya metalden yapılabilir, ancak soğuma sırasında metalin büzülmesini telafi etmek için son parçadan biraz daha büyük olmalıdır.
- Uygula ayırıcı ajan (krem veya grafit gibi) desen üzerine, kumdan kolayca ayrılmasını sağlar.
- Desenin hafifçe konik olması, bilinen kama açısı, olarak adlandırılır, desen çıkarıldığında kum kalıbının parçalanmasını önlemek için.

Adım 2: Drag Kalıbını Paketleme
Standart döküm kabı iki parçadan oluşur: üst parça (kupa) ve alt parça (drag). Her zaman alt yarısı hazırlayarak başlarsınız.
- Çerçeveyi kama düz bir kalıp tahtası üzerine ters çevirin.
- Hazırlanan deseni çerçevenin ortasına yerleştirin.
- İnce kalıplama kumları üzerine eleyerek ince detayları yakalayın.
- Kalan çerçeveyi daha kaba kumla doldurun ve kapanışın paketlenmesi sıkıca kullanmak için bir tokmakla başlayın.
- Fazla kumu, kalıbın kenarıyla tamamen hizalanacak şekilde düz bir kenar kullanarak temizleyin.
Adım 3: Ayırma Hattı, Sprue ve Riser Deliklerini Ayarlama
Drag doldurulduktan sonra, tüm çerçeveyi ters çevirin. Desen artık üst yüzeyde açıktır.
- Temiz bir yüzey oluşturmak için yüzeyi daha fazla ayırıcı tozla tozlayın eşleştirmeyi böylece kalıp iki yarısı birbirine yapışmaz.
- Çerçeveyi kale (üst çerçeve) doğrudan sürük üzerine.
- Kama şeklinde ahşap çiviler veya borular sandığa yerleştirerek kuyruk (eritilmiş metalin döküldüğü yer) ve yükselti (fazla metalin büzülmeyi beslemek ve gazları havalandırmak için yükseldiği yer).
4. Adım: Kaplama Kalıbını Paketleme ve Deseni Çıkarma
Kuyruk ve yükselti çivileri yerinde iken, kalıbın üst yarısını paketlemeye hazırsınız.
- Kaplamayı kumla doldurun ve sürükte yaptığınız gibi sıkıca paketleyin.
- Kuyruk ve yükselti çivilerini dikkatlice çıkararak temiz, açık kanallar bırakın.
- Kaplamayı hafifçe sürükten ayırın.
- Küçük bir kapı sistemi (kanallar) oluşturarak kuyruk ve yükseltinin desen boşluğuna bağlanmasını sağlayın.
- Deseni dikkatlice kumdan çıkarın. Kabı tekrar kapatın, sıkıca kelepçeleyin ve kum kalıbınız döküm için hazırdır.
Yatırım döküm kalıplarının nasıl yapılacağı (Kayıp Mum Yöntemi)
Yatırım döküm, projenizin aşırı hassasiyet, pürüzsüz yüzey bitişleri ve karmaşık geometriler gerektirdiği durumlarda tercih edilen yöntemdir; çünkü kum kalıplar bununla başa çıkamaz. İşte sıfırdan yüksek hassasiyetli bir yatırım kalıbı nasıl inşa edilir.
Adım 1: Mum Deseninin Oluşumu
Her yatırım döküm kalıbı, tamamen özel döküm mumu kullanılarak yapılmış, nihai metal parçanın yüksek detaylı bir replikasıyla başlar.
- Balmumu Enjeksiyon: Üretim seri çalışmaları için, erimiş mum metal kalıba enjekte edilerek aynı desenler oluşturulur. Özel veya prototip çalışmalarında, bu desenler ayrıca 3D yazıcıyla da üretilebilir.
- Yönlendirme Sistemi: Birden fazla mum desenini merkezi bir mum koşu çubuğuna monte ederiz ve böylece bir “mum ağacı” oluştururuz. Bu ağaç, erimiş metalin akacağı kanalları belirler.
- Denetim: Mum deseninde herhangi bir kusur, nihai metal parçaya yansıyacağından, montajı dikkatlice temizler ve inceleriz, ardından bir sonraki aşamaya geçeriz.
Adım 2: Seramik Çorba Kaplama Uygulaması
Mum ağacını sert bir kalıba dönüştürmek için, onu yüksek kaliteli seramik kabukla kaplarız. Bu, tekrarlayan daldırma ve sıva işlemi gerektirir.
- Birincil Çorba Daldırma: Mum ağacını sıvı seramik çorba içine daldırarak her kıvrımı eşit şekilde kaplarız.
- Sıva İşlemi: Islak haldeyken, ağacı ince kum veya silika parçacıklarıyla kaplayarak kalınlık oluştururuz.
- Kuruma ve Tekrarlama: Katmanı tamamen kuruması için kontrollü bir ortamda bırakırız. Bu daldırma ve kuruma döngüsünü 5 ila 10 kez tekrar ederiz, giderek daha kaba kum kullanarak, aşırı metal döküm sıcaklıklarına dayanabilecek kalın ve dayanıklı bir seramik kabuk oluştururuz.
Adım 3: Mum Çıkarma ve Kalıbın Pişirilmesi
Seramik kabuk tamamen kürlendikten sonra, metal için boşluk oluşturmak amacıyla mum çıkarılmalıdır.
- Buhar Otoklava Mum Çıkarma: Seramik kalıbı bir buhar otoklava yerleştiririz. Yoğun ısı, mumun hızla erimesini sağlar ve kalıbın altından güvenli bir şekilde boşalmasını sağlar. Bu nedenle süreç yaygın olarak kayıp mum döküm.
- Yüksek Sıcaklıkta Pişirme: Yağ alma işleminden sonra, boş seramik kabuk bir fırında 800°C ile 1100°C arasında sıcaklıklarda yakılır.
- Hazırlık: Bu pişirme işlemi kalan mum kalıntılarını yakar, seramiği yapısal dayanıklılığını artırmak için sinterler ve kalıbı önceden ısıtarak erimiş çelik veya alüminyumun çatlamadan alınmasını sağlar.
Kalıcı ve Yeniden Kullanılabilir Metal Kalıplar Nasıl Oluşturulur
Üretimi artırmanız gerektiğinde, öğrenmek metal döküm için kalıp yapmayı binlerce döngü boyunca dayanacak şekilde tasarlanmış kalıcı kalıplar, geçici kum veya balmumu yapılarının yerini alır ve dayanıklı, işlenmiş boşluklara sahiptir, tekrar tekrar termal şoka dayanabilir.
Yeniden Kullanılabilir Kalıp Malzeme Seçimi
Doğru malzeme seçimi, aracın erimiş metalin yoğun ısısına dayanmasını sağlar, şekil bozulması veya aşınma olmadan.
- Gri Dökme Demir: Olağanüstü termal yorgunluk direnci ve yüksek maliyet etkinliği ile; dökümde kullanımı tercih edilen seçimdir, hafif alaşımlı metalleri dökümünde kullanılır.
- H13 Takım Çeliği: Yüksek hacimli alüminyum ve çinko dökümünde mükemmel, aşırı sertlik ve ısı çatlamasına direnç gösterir.
- Grafit: Küçük üretim serileri veya belirli alaşımlar için idealdir, mükemmel termal iletkenlik ve kolay işlenebilirlik sağlar.

Temel Kalıcı Kalıp Üretim Süreci
Yeniden kullanılabilir metal kalıp oluşturmak, tutarlı parça kalitesi sağlamak için yüksek hassasiyetli mühendislik gerektirir.
- CNC İşleme: Negatif boşluğu, yüksek hassasiyetli CNC frezeleme ve tornalama kullanarak seçilen metal bloklara kesiyoruz.
- Atıcı Pin ve Hava Kanalları Kurulumu: Bitmiş parçayı çıkarmak için mekanik atıcı pinler için hassas kanallar deliyoruz ve hava sıkışmasını önlemek için mikro havalandırmalar ekliyoruz.
- Termal Kaplama Uygulaması: Her döküm döngüsünden önce, refrakter yıkama uygularız. Bu, kalıp yüzeyini korur, ısı transferini kontrol eder ve dökülen parçanın yapışmasını engeller.
Hazır endüstriyel bileşenler arayan işletmeler için, profesyonel hizmetlerimizden yararlanmak alis varmış için hassas alüminyum ve bakır parçaların kalıcı kalıplama hizmetleri geliştirme sürecinizi önemli ölçüde kısaltır.
Kalıcı Kalıpların Avantajları ve Sınırlamaları
| Özellik / Fayda | Kalıcı Kalıplar |
|---|---|
| Yüzey Bitimi | Olağanüstü, döküm sonrası işleme ihtiyacını azaltır. |
| Boyutsal Tolerans | İlk parçadan 10.000.inci parçaya kadar yüksek hassasiyet ve tutarlılık. |
| Başlangıç Takım Maliyeti | Yüksek başlangıç mühendislik ve işleme yatırımı. |
| Malzeme Kısıtlamaları | Alüminyum, bakır ve magnezyum gibi düşük erime noktası olmayan hafif metaller için en uygunudur. |
Metal Döküm için 3D Baskılı Kalıplar
3D baskı, karmaşık dijital tasarımlar ile fiziksel metal parçalar arasındaki boşluğu doldurur, geleneksel kalıp üretim engellerini ortadan kaldırır ve üretim döngüsünü hızlandırır.
Doğrudan ve Dolaylı 3D Baskı Yaklaşımları
Öğrenirken metal döküm için kalıp yapmayı katmanlı üretim ile iki temel metodoloji ortaya çıkar:
- Doğrudan Yaklaşım: Özel kum veya seramik malzemelerden doğrudan 3D baskı ile kalıp veya çekirdek üretimi. Erimiş metal, doğrudan baskılı parçaya dökülür.
- Dolaylı Yaklaşım: Daha sonra yatırım malzemesine gömülen (genellikle özel reçine veya balmumu kullanılarak) kurban deseninin 3D baskısı. Desen daha sonra yakılarak boşluk oluşturulur.
| Yaklaşım | Tipik Malzemeler | En İyi Kullanım Alanları | Ana Avantaj |
|---|---|---|---|
| Doğrudan Baskı | Silika kumu, seramik tozlar | Büyük endüstriyel parçalar, ağır makine bileşenleri | Desenleri tamamen ortadan kaldırır; süreleri kısaltır |
| Dolaylı Baskı | Temiz yanma reçineleri, dökülebilir balmumu | Karmaşık mücevherler, havacılık bileşenleri, hızlı prototipler | Yüksek yüzey kalitesi ve sıkı toleranslar elde edin |
Karmaşık prototipler için geleneksel kalıp kullanmadan, uzmanlaşmış teknolojilerden yararlanmak isteyen işletmeler için Hızlı metal prototipler için 3D baskı yatırım döküm hizmetleri CAD dosyasından nihai metal bileşene doğrudan ulaşım sağlar, yüksek ön maliyetli kalıp maliyetleri olmadan.
Karmaşık geometrilerde 3D baskının avantajları
- Tasarım Özgürlüğü: Kalıp eğim açıları ve karmaşık ayırma çizgileri artık sınırlayıcı faktörler değil.
- Sıfır Kül Kalıntısı: Uzmanlaşmış tüketilebilir malzemelerin kullanımı, yatırım sürecinde temiz yanma sağlar. En iyi sonuçlar için, özel olarak hazırlanan döküm 3D baskı kılavuzunu ve sıfır kül reçinelerini takip etmek sonuçta gaz gözenekliliği ve yüzey pürüzlülüğü gibi kusurları önler.
- Bütünleşmiş Montajlar: Birden fazla bileşen, tek bir karmaşık geometrik olarak yeniden tasarlanabilir ve baskı yapılabilir, böylece sonraki kaynak veya montaj adımlarını ortadan kaldırır.
Karşılaştırma: Doğru Kalıp Yapım Yöntemini Seçmek
Maliyetler, Hız ve Malzeme Uygunluğunu Karşılaştırmak
Seçmek metal döküm için kalıp yapmayı projenizin bütçesine, zaman çizelgesine ve malzeme gereksinimlerine tamamen bağlıdır. Her yöntemin ön maliyetler ve üretim hızı konusunda farklı avantajları vardır.
| Kalıp Türü | Peşin Maliyet | Üretim Hızı | En İyi Malzeme Uygunluğu |
|---|---|---|---|
| Kum Kalıplar | Çok Düşük | Yavaş (Tek kullanımlık) | Demir, Çelik, Bronz, Alüminyum |
| Yatırım Döküm | Orta | Orta (Yüksek işçilik) | Paslanmaz Çelik, Mücevher Alaşımları, Karbon Çelik |
| Kalıcı Kalıplar | Yüksek | Hızlı (Yeniden kullanılabilir kalıp) | Alüminyum, Magnezyum, Bakır alaşımları |
| 3D Baskı Kalıplar | Orta | Hızlı (Fiziksel kalıplar yok) | Karmaşık Alaşımlar, Prototip Metal |
Karmaşık geometrilere veya düşük hacimli üretimlere ihtiyaç duyan uzman projeler için, gelişmiş hızlı prototipleme ve kalıp hizmetleri kullanarak düşük hacimli üretim başlangıç geliştirme sürelerini ve maliyetleri önemli ölçüde azaltabilir.
Üretim Hacmine Göre Bir Yöntem Seçimi
- Düşük Hacim ve Prototipleme (1 – 100 parça): Kum kalıplar ve 3D baskılı kalıplar burada idealdir. Pahalı sabit kalıplara ihtiyaç duymadan, hızlı tasarım değişikliklerine olanak tanır.
- Orta Hacim (100 – 5.000 parça): Yatırım döküm karmaşık bileşenler için yüksek hassasiyet ve mükemmel yüzey bitişlerinin gerektiği bu tatlı noktaya uyar.
- Yüksek Hacim (5.000+ parça): Kalıcı metal kalıplar en maliyet etkin seçenektir. Başlangıçta kalıp üretimi pahalı olsa da, parça başına maliyet uzun üretim serilerinde büyük ölçüde düşer.
Metal Döküm Kalıpları Hakkında Sıkça Sorulan Sorular
Evde güvenli bir şekilde metal döküm kalıpları yapabilir miyim?
Evet, evde güvenli bir şekilde metal döküm kalıpları yapabilirsiniz, ancak bu sıkı güvenlik protokollerine ve doğru kurulumlara uyum gerektirir. Yeşil kum kalıpları ve alçı esaslı yatırım kalıpları en yaygın DIY seçenekleridir. En büyük tehlike nemdir; herhangi bir hapsedilmiş su, erimiş metal ile temas ettiğinde anında buhara dönüşür ve tehlikeli patlamalara neden olur.[2] Her zaman iyi havalandırılan bir alanda çalışın, uygun kişisel koruyucu ekipman (PPE) kullanın—bir yüz siperliği, deri önlük ve ısıya dayanıklı eldivenler dahil—and kalıbınızın tamamen kuru olduğundan emin olun döküm yapmadan önce.
Başlangıç seviyesindekiler için en kolay dökülebilecek metaller hangileridir?
Metal döküm kalıpları yapmayı öğrenen yeni başlayanlar için, düşük erime noktası olan metalleri kullanmak şiddetle önerilir:
- Kurşun: Yaklaşık 170–230°C (338–446°F) sıcaklıkta erir. Standart bir ocakta eritilebilir ve silikon veya ahşap kalıplara dökülebilir.
- Alüminyum: 660°C (1220°F) sıcaklıkta erir. Geniş çapta bulunabilir, akışkanlaştırması kolaydır ve standart ile mükemmel çalışır kum kalıplar.
- Çinko: 419°C (786°F) sıcaklıkta erir. Kolayca akar ve ince detayları iyi yakalar, aşırı endüstriyel sıcaklıklara ihtiyaç duymaz.
Tek bir kalıp kaç kez kullanılabilir?
Bir kalıbın ömrü tamamen kullanılan malzeme ve döküm yöntemine bağlıdır:
| Kalıp Türü | Ömür / Yeniden Kullanılabilirlik | En İyi Kullanım Alanları |
|---|---|---|
| Kum Kalıplar | Sadece Bir Kez Kullanılır (Parçayı çıkarmak için kırılır) | Prototipler, özel şekiller ve esnek üretim |
| Yatırım Döküm Kalıpları | Sadece Bir Kez Kullanılır (Seramik kabuk yok edilir) | Yüksek hassasiyetli, karmaşık havacılık ve mücevherat parçaları |
| Kalıcı Metal Kalıplar | Binlerce döngü (çoğunlukla alaşıma ve bakım durumuna bağlı olarak 10.000–100.000+ çalıştırma)[5] | Yüksek hacimli endüstriyel üretim |
İmha edilebilir kalıplar her döküm için yeniden yapılmalı iken, biz yüksek dayanıklılığa sahip özelleştirilmiş metal döküm kalıpları tasarlıyoruz yüksek hacimli üretim için binlerce tekrarlanan döngüye dayanacak şekilde mühendislik yapılmış.
Üretim dökümleri için kum, yatırım veya kalıcı kalıp kalıp araçlarına mı ihtiyacınız var? Teklif isteyin alaşım, hacim ve tolerans hedefleriyle birlikte.
Referanslar
- Vikipedi — Kum döküm (imha edilebilir kalıp süreci genel bakış)
- CDC NIOSH Yayını 99-105 — Dökümhane ve döküm operasyonlarında maruziyetleri kontrol altına alma
- Monroe Mühendislik — Kum dökümünün 6 aşamalı süreci
- Monroe Mühendislik — Yatırım döküm nedir (kayıp mum)
- Monroe Mühendislik — Kalıcı kalıp döküm nedir