
Обучение как делать формы для литья металлов начинается с выбора подходящей семейства форм —песочные формы, инвестиционное литье керамические оболочки или постоянные формы— затем создание колпака, шаблона и системы заливки, которые управляют потоком металла и усадкой. В этом руководстве рассматриваются литье по расходной форме и многоразовые штамповочные инструменты, начиная с упаковки поддона с свойства формовочного песка от литье по lost wax восковой модели и постоянных форм, а также включены заметки по технике безопасности и таблица сравнения методов по объему и соответствию сплавам.
Как делать формы для литья металлов
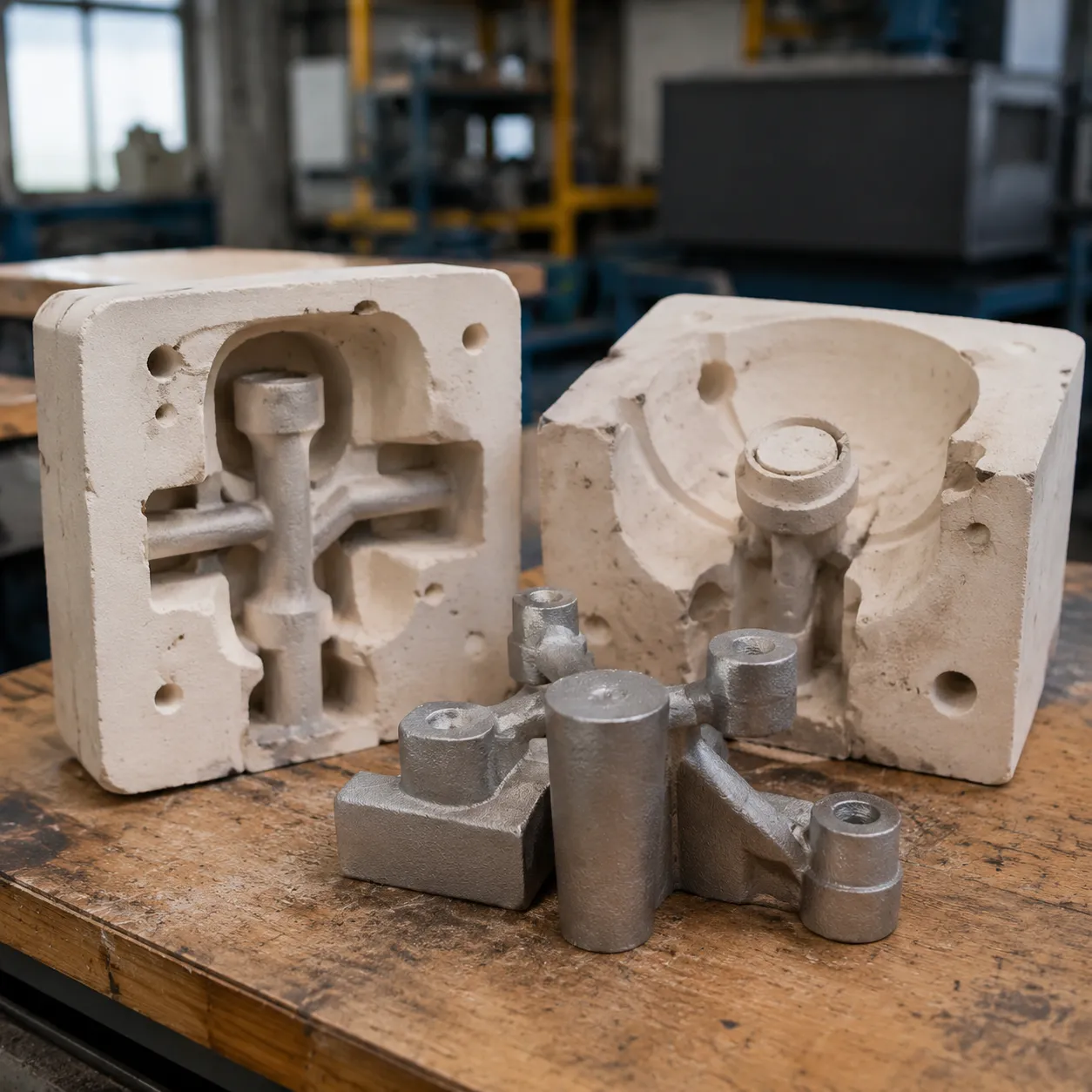
В производственной индустрии форма — это основное сосудистое устройство, определяющее форму, качество поверхности и структурную целостность отливки из металла. Литье металлов включает заливку расплавленного металла в специально сконструированную полость, где он охлаждается и затвердевает, приобретая заданную геометрию. Форма должна выдерживать экстремальные тепловые удары, содержать высокое давление жидкого металла и обеспечивать безопасный выход газов, чтобы предотвратить дефекты.
Роль форм в процессе литья
Опока служит критической основой на протяжении всей фазы затвердевания. Ее основные функции включают:
- Точность размеров: Обеспечение соответствия конечного компонента точным геометрическим допускам.
- Тепловое управление: Контроль скорости охлаждения и затвердевания расплавленного металла для оптимизации внутренней зернистой структуры.
- Качество отделки поверхности: Передача тонких деталей и текстур непосредственно от стенок формы к металлической детали.
- Газопроницаемость: Вентиляция захваченного воздуха и газов для устранения пористости и внутренних пустот.
Ключевые компоненты литейной формы
Стандартная промышленная литейная форма — это высокотехнологичная система, состоящая из нескольких важных компонентов, работающих в гармонии:
- Полость: Отрицательное пространство, точно сформированное в виде желаемой металлической детали.
- Ядро: Съемные вставки, размещенные внутри полости для создания полых секций или внутренних элементов.
- Литьевой канал / Воронка: Входная точка, через которую расплавленный металл поступает в систему формы.
- Система распылителя и рендеров: Внутренняя сеть каналов, которая безопасно направляет жидкий металл из воронки в основную полость.
- Клапаны: Конкретные точки входа, через которые металл переходит из рендеров в полость формы.
- Подпорные колодцы (кормушки): Резервуары расплавленного металла, предотвращающие дефекты усадки за счет подачи дополнительного материала в полость по мере охлаждения отливки.
Распространенные типы форм для металлического литья
Песочные формы (расходные формы для литья)
Песочные формы представляют собой наиболее широко используемый метод в литейной промышленности. Эта техника расходных форм основана на смеси песка, глины и влаги для формирования временной полости.[1]
- Типы материалов: Литейные заводы обычно используют либо водные пески (зелёный песок) для экономии затрат, либо масляные пески (Petrobond) для получения более острых деталей и гладких поверхностей.
- Применение: Идеально подходит для заливки крупных железных, стальных и бронзовых деталей. Поскольку песочная форма уничтожается для извлечения готовой детали, для каждого заливки необходимо подготовить новую форму.
Формы для литья по выплавляемым моделям (метод потери воска)
Для сложных геометрий и исключительных поверхностей используется стандартная промышленная технология — литье по выплавляемым моделям. Этот процесс использует керамическую оболочку, построенную вокруг временной восковой модели.
Мы используем этот метод для производства деталей с почти готовой формой, требующих минимальной последующей обработки. Если ваш проект требует высокой точности размеров для сложных деталей, сотрудничество с поставщик литья по lost wax для прецизионных металлических компонентов обеспечит промышленное качество и точность в пределах допусков.
Постоянные металлические формы (нерасходные формы для литья)
Когда объем производства достигает тысяч единиц, временные формы становятся неэффективными. Постоянные формы изготавливаются напрямую из высокопрочных металлов, таких как железо, сталь или графит.
- Высокая начальная стоимость инструментов: Проектирование и обработка этих прочных штампов требуют значительных первоначальных инвестиций.
- Эффективность массового производства: Они выдерживают многократные термические удары от расплавленного алюминия, магния и медных сплавов, позволяя выполнять тысячи одинаковых заливок без ухудшения формы.
3D-печать форм и моделей
| Подход | Как это работает | Лучшее применение |
|---|---|---|
| Прямое 3D-печать | Промышленные принтеры слой за слоем связывают специализированный кварцевый песок для автоматического создания полноценной песочной формы. | Быстрое прототипирование и высоко сложные, уникальные промышленные отливки. |
| Косвенная 3D-печать | Принтеры выводят PLA или специализированные смолы для создания шаблона, который затем используется для укладки традиционного песка. | Малосерийное производство, требующее быстрых итераций дизайна. |
Фласк, формовочный песок и инструменты для песочного формования
Выбор подходящих формовочных песков и материалов
Основой отличной песочной формы является выбранный тип песка. Ваш выбор полностью зависит от сложности проекта и температуры плавления металла.
- Зеленый песок: Традиционная смесь кварцевого песка, глины и воды. Он недорогой, многоразовый и отлично подходит для общего литья.
- Пески на масляной основе (Petrobond): Эта смесь использует масло вместо воды. Она обеспечивает более четкое деталирование, создает меньше пара и оставляет более гладкую поверхность ваших металлических деталей.
- Смолы и специализированные материалы: Для высокоточных применений или альтернативных методов формовки, подбор профессиональных материалов для формовочного литья обеспечивает идеальную сохранность формы под сильным тепловым стрессом.
Понимание формы: крепление и перемещение
эволюция колпака это жесткая рама, которая удерживает песок для формовки на месте во время процесса литья. Она разделена на два основных раздела:
| Компонент формы | Положение | Функция |
|---|---|---|
| Копировать | Верхняя половина | Держит лейку для заливки, литник и подъемники, через которые поступает металл. |
| Тянуть | Нижняя половина | Содержит нижнюю часть формы; упаковки поддона плотное соединение критично для стабильной основы. |

Эти две половины фиксируются вместе с помощью направляющих штифтов, чтобы обеспечить их точное совмещение при заливке расплавленного металла.
Средства индивидуальной защиты и материалы для формы
Литье металла связано с экстремальными температурами, поэтому обязательна использование прочной защитной экипировки. В вашей мастерской должны быть:
- Средства индивидуальной защиты (СИЗ): Кожаные сварочные куртки, термостойкие перчатки для литья, защитные щитки и обувь с металлическими носками.
- Материалы для формы: Образец — это модель вашего конечного изделия. Дерево, пластики и 3D-напечатанные смолы — самые распространённые материалы, поскольку они могут выдерживать давление сжатого песка без деформации.
Как сделать песочную форму для литья металла
Создание песочной формы требует точности, правильного свойства формовочного песка, и четкого пошагового подхода, чтобы конечное изделие получилось без дефектов. Понимание как работает процесс песчаного литья является важным для освоения этих шагов.
Шаг 1: Создание и подготовка модели
Шаблон — это копия объекта, который вы хотите отлить. Он может быть сделан из дерева, пластика или металла, но он должен быть немного больше конечной детали, чтобы учесть усадку металла при охлаждении.
- Нанесите разделительный агент (например, тальк или графит) на шаблон, чтобы он легко отделялся от песка.
- Убедитесь, что у шаблона есть небольшой уклон, известный как наклон, чтобы предотвратить разрушение песочной формы при снятии шаблона.

Шаг 2: Упаковка формы для литья
Стандартная форма для литья состоит из двух частей: верхней — ковша (cope) и нижней — формы (drag). Вы всегда начинаете с подготовки нижней половины.
- Поместите поддон каркас вверх дном на плоскую форму для литья.
- Центрируйте подготовленный шаблон внутри каркаса.
- Просейте мелкий свойства формовочного песка через шаблон, чтобы запечатлеть мелкие детали.
- Заполните остальную часть каркаса более крупным песком и начните упаковки поддона прочно утрамбовывать его при помощи трамбовки.
- Сровняйте излишки песка прямой стороной, чтобы он был идеально заподлицо с краем формы.
Шаг 3: Установка линии раздела, каналов и отверстий для подъемных элементов
После того как форма для литья заполнена, переверните весь каркас. Теперь шаблон находится на верхней поверхности.
- Посыпьте поверхность дополнительным разделительным порошком, чтобы создать чистую линию раздела чтобы две половины формы не прилипали друг к другу.
- Поместите корпус (верхняя рама) непосредственно на драг.
- Вставьте конические деревянные штифты или трубы в песок, чтобы создать жилье (куда заливается расплавленный металл) и подъемник (куда поднимается избыточный металл для компенсации усадки и выпуска газов).
Шаг 4: Упаковка формы и извлечение модели
С установленными штифтами для жилья и подъема, вы готовы упаковать верхнюю половину формы.
- Заполните верхнюю часть песком и плотно утрамбуйте, как вы делали с драгом.
- Аккуратно выньте штифты для жилья и подъема, чтобы оставить чистые, открытые каналы.
- Осторожно отделите верхнюю часть формы от драга.
- Вырежьте небольшую систему каналов (каналы) в песчаной поверхности, соединяющие жилье и подъемник с полостью модели.
- Аккуратно выньте модель из песка. Закройте форму обратно, надежно зажмите ее, и ваша песчаная форма готова к заливке.
Как изготовить формы для литья по моделям (метод потерянной восковой модели)
Литье по моделям — это основной метод, когда ваш проект требует высокой точности, гладких поверхностей и сложных геометрий, которые песчаные формы просто не могут обеспечить. Вот как мы создаем высокоточные формы для литья с нуля.
Шаг 1: Создание воскового шаблона
Каждая форма для литья по выплавляемым моделям начинается с очень детализированной копии конечной металлической детали, полностью выполненной из специализированного литейного воска.
- Восковая инъекция: Для производственных серий мы впрыскиваем расплавленный воск в металлическую форму, чтобы создать идентичные шаблоны. Для индивидуальных или прототипных работ эти шаблоны также могут быть напечатаны на 3D-принтере.
- Система подачи: Мы собираем несколько восковых шаблонов на центральной восковой направляющей, создавая “восковое дерево”. Это дерево устанавливает каналы, по которым будет течь расплавленное металл.
- Инспекция: Любое несовершенство на восковом шаблоне проявится на конечной металлической детали, поэтому мы тщательно очищаем и проверяем сборку перед переходом к следующему этапу.
Шаг 2: Нанесение керамической суспензии
Чтобы превратить восковое дерево в жесткую форму, мы помещаем его в высококачественную керамическую оболочку. Для этого используется повторяющийся процесс погружения и нанесения слоев.
- Первое погружение в суспензию: Мы погружаем восковое дерево в жидкую керамическую суспензию, чтобы равномерно покрыть все щели.
- Нанесение слоя: Пока оно влажное, мы покрываем дерево мелким песком или силикатными частицами для увеличения толщины слоя.
- Сушка и повторение: Слой оставляют полностью высыхать в контролируемой среде. Мы повторяем этот цикл погружения и сушки от 5 до 10 раз, постепенно используя более крупный песок для создания толстого, прочного керамического слоя, способного выдерживать экстремальные температуры заливки металла.
Шаг 3: Удаление воска и обжиг формы
Когда керамическая оболочка полностью затвердеет, воск необходимо удалить, чтобы создать полую полость для металла.
- Паровая автоклавная дегазация: Мы помещаем керамическую форму в паровой автоклав. Интенсивное тепло быстро расплавляет воск, позволяя ему безопасно стекать из нижней части формы. Именно поэтому этот процесс широко известен как литье по lost wax.
- Обжиг при высокой температуре: После декальцинации мы обжигаем полую керамическую оболочку в печи при температурах от 800°C до 1100°C.
- Подготовка: Этот процесс обжига удаляет остатки воска, спекает керамику для максимизации её прочностных характеристик и предварительно нагревает форму, чтобы она была готова принять расплавленную сталь или алюминий без трещин.
Как создавать постоянные и многоразовые металлические формы
Когда вам нужно увеличить производство, обучение как делать формы для литья металлов которое длится тысячи циклов, является важным. Постоянные формы заменяют временные песочные или в wax-структуры на прочные, обработанные с помощью станков полости, способные выдерживать повторные тепловые удары.
Выбор материалов для многоразовых форм
Правильный выбор материала обеспечивает способность инструмента выдерживать интенсивное тепло расплавленного металла без деформации или эрозии.
- Серый чугун: Исключительная стойкость к тепловой усталости и высокая экономическая эффективность; основной выбор для литья цветных металлов.
- Инструментальная сталь H13: Идеально подходит для крупносерийного литья алюминия и цинка благодаря своей высокой твердости и сопротивлению тепловым трещинам.
- Графит: Идеален для небольших партий производства или определённых сплавов, предлагая отличную теплопроводность и легкую обработку.

Основной процесс производства постоянных форм
Создание многоразовой металлической формы требует высокой точности инженерных решений для обеспечения стабильного качества деталей.
- ЧПУ обработка: Мы вырезаем отрицательную полость в выбранных металлических блоках с помощью высокоточной ЧПУ-фрезеровки и токарной обработки.
- Установка штифтов и вентиляционных каналов: Мы просверливаем точные каналы для механических штифтов, чтобы вытолкнуть готовую деталь, и добавляем микровентиляционные отверстия для выхода застрявшего воздуха.
- Нанесение термического покрытия: Перед каждым циклом литья мы наносим огнеупорное покрытие. Оно защищает поверхность формы, регулирует теплообмен и предотвращает прилипание отливки.
Для предприятий, ищущих готовые к использованию промышленные компоненты, использование наших профессиональных услуги литья по постоянной форме для точных изделий из алюминия и меди значительно сокращает сроки разработки.
Преимущества и ограничения постоянных форм
| Особенность / выгода | Постоянные формы |
|---|---|
| Поверхностная отделка | Исключительные, уменьшающие необходимость последующей механической обработки после литья. |
| Размерные допуски | Высокоточная и стабильная от первой детали до десятитысячной. |
| Начальная стоимость оснастки | Высокие первоначальные инвестиции в проектирование и обработку. |
| Ограничения по материалам | Лучше всего подходят для металлов с низкой точкой плавления, таких как алюминий, медь и магний. |
3D-печатные формы для литья металлов
3D-печать сокращает разрыв между сложными цифровыми проектами и физическими металлическими деталями, устраняя традиционные узкие места в инструментах и ускоряя производственный цикл.
Прямые и косвенные подходы 3D-печати
При обучении как делать формы для литья металлов с аддитивным производством выделяются два основных метода:
- Прямой подход: 3D-печать формы или ядра непосредственно из специальных песков или керамических материалов. Расплавленный металл заливается прямо в напечатанную деталь.
- Косвенный подход: 3D-печать жертвенного шаблона (часто с использованием специальных смол или воска), который затем внедряется в инвестиционный материал. После этого шаблон сжигается, образуя полость.
| Подход | Типичные материалы | Лучшее применение | Ключевое преимущество |
|---|---|---|---|
| Прямая печать | Кремнеземный песок, керамические порошки | Крупные промышленные детали, компоненты тяжелого оборудования | Полностью устраняет шаблоны; сокращает сроки изготовления |
| Косвенная печать | Чистые материалы для обжига, литейный воск | Изысканные украшения, аэрокосмические компоненты, быстрые прототипы | Достигайте высокого качества поверхности и точных допусков |
Для предприятий, желающих пропустить традиционные инструменты для сложных прототипов, используя специализированные 3D-печать, литьё под инвестиции для быстрого создания прототипов из металла предоставляет прямой путь от CAD-файла до конечного металлического компонента без больших первоначальных затрат на жесткое оборудование.
Преимущества 3D-печати для сложных геометрий
- Свобода проектирования: Углы заделки инструмента и сложные линии разделения больше не являются ограничивающими факторами.
- Нулевые остатки золы: Использование специализированных расходных материалов обеспечивает чистый обжиг во время инвестиционного процесса. Для достижения оптимальных результатов следуйте специализированному руководству по литейной 3D-печати для чистого обжига и нулевых остатков золы в материалах предотвращает дефекты, такие как газовая пористость и шероховатость поверхности в конечной отливке.
- Объединенные сборки: Несколько компонентов могут быть переработаны и напечатаны как единая сложная геометрия, что исключает последующие сварочные или сборочные операции.
Сравнение: выбор метода изготовления формы
Сравнение стоимости, скорости и пригодности материалов
Выбор как делать формы для литья металлов зависит полностью от бюджета, сроков и требований к материалам вашего проекта. Каждый метод имеет свои преимущества и недостатки в отношении начальных затрат на инструменты и скорости производства.
| Тип формы | Предварительная стоимость | Скорость производства | Лучшее соответствие материала |
|---|---|---|---|
| Песочные формы | Очень низкий | Медленный (одноразовое использование) | Железо, сталь, бронза, алюминий |
| Литье по выплавляемым моделям | Средний | Средний (высокие трудозатраты) | Нержавеющая сталь, ювелирные сплавы, углеродистая сталь |
| Постоянные формы | Высокая | Быстрый (многоразовая форма) | Алюминий, магний, медные сплавы |
| 3D-печатные формы | Средний | Быстрый (без физических шаблонов) | Сложные сплавы, прототипные металлы |
Для специализированных проектов, требующих сложных геометрий или малых тиражей перед переходом на жесткое оборудование, использование передовых услуг быстрого прототипирования и изготовления форм для малых тиражей может значительно сократить время и затраты на начальную разработку.
Выбор метода в зависимости от объема производства
- Малый объем и прототипирование (1 – 100 деталей): Песочные формы и 3D-печать форм идеально подходит для этого. Они исключают необходимость в дорогом стационарном оборудовании, позволяя быстро вносить изменения в дизайн.
- Средний объем (100 – 5 000 деталей): Инвестиционное литье подходит для этого оптимального диапазона, когда требуется высокая точность и отличное качество поверхности для сложных компонентов.
- Объемные партии (более 5000 деталей): Постоянные металлические формы являются наиболее экономичным выбором. Хотя первоначальная стоимость изготовления формы высока, стоимость за деталь значительно снижается при длительных сериях производства.
Часто задаваемые вопросы о формах для литья металлов
Могу ли я безопасно делать формы для литья металлов дома?
Да, вы можете безопасно делать формы для литья металлов дома, но это требует строгого соблюдения правил безопасности и правильной организации рабочего места. Зеленые песочные формы и гипсовые инвестиционные формы являются наиболее распространённым выбором для самостоятельного изготовления. Самая большая опасность — влага; любое захваченное вода мгновенно превращается в пар при контакте с расплавленным металлом, вызывая опасные взрывы.[2] Всегда работайте в хорошо проветриваемом помещении, носите соответствующие средства индивидуальной защиты (СИЗ) — включая защитный щиток, кожаный фартук и термостойкие перчатки — и убедитесь, что ваша форма полностью высохла перед заливкой.
Какие металлы легче всего лить новичкам?
Для новичков, изучающих процесс изготовления форм для литья металлов, настоятельно рекомендуется начинать с металлов с низкой температурой плавления:
- Олово: Плавится при температуре около 170–230°C. Его можно расплавить на обычной плите и залить в силиконовые или деревянные формы.
- Алюминий: Плавится при 660°C. Он широко доступен, легко поддается жидкостной обработке и отлично работает с стандартными песочные формы.
- Цинк: Плавится при 419°C. Легко течет и хорошо захватывает мелкие детали без необходимости использования экстремальных промышленных температур.
Сколько раз можно использовать одну и ту же форму?
Срок службы формы полностью зависит от её материала и используемого метода литья:
| Тип формы | Срок службы / Многократное использование | Лучшее применение |
|---|---|---|
| Песочные формы | Только однократное использование (разрушение для извлечения детали) | Прототипы, индивидуальные формы и гибкое производство |
| Инвестиционные формы для литья | Только однократное использование (разрушение керамической оболочки) | Высокоточные, сложные аэрокосмические и ювелирные детали |
| Постоянные металлические формы | Тысячи циклов (часто 10 000–100 000+ запусков в зависимости от сплава и обслуживания)[5] | Производство в больших объемах для промышленности |
В то время как расходные формы необходимо переделывать для каждого заливки, мы разрабатываем формы высокой долговечности кастинговые металлические формы на заказ спроектированы для выдерживания тысяч повторных циклов для массового производства.
Нужны песочные, инвестиционные или постоянные формы для производства отливок? Запросить коммерческое предложение с учетом сплава, объема и допусков.
Ссылки
- Википедия — Песочное литье (обзор процесса расходных форм)
- Публикация CDC NIOSH 99-105 — Контроль воздействия при работе с литейными и формовочными операциями
- Инжиниринг Монро — 6-шаговый процесс песочного литья
- Инжиниринг Монро — Что такое инвестиционное литье (утрач wax)
- Инжиниринг Монро — Что такое литье в постоянную форму