
Aprendizagem como fazer moldes para fundição de metal começa com a escolha da família de moldes adequada—moldes de areia, fundição por investimento cascas de cerâmica, ou moldes permanentes— depois construindo o molde, padrão e canais de alimentação que controlam o fluxo de metal e a contração. Este guia cobre fundição em molde expendível e ferramentas de matriz reutilizáveis, desde empacotamento do molde inferior com areia de moldagem através de fundição por cera perdida desmoldagem e matrizes permanentes, além de notas de segurança e uma tabela de comparação de métodos para volume e ajuste de liga.
Como Fazer Moldes para Fundição de Metal
Na indústria de fabricação, um molde é o recipiente fundamental que define a forma, acabamento superficial e integridade estrutural de um componente de metal fundido. A fundição de metal envolve despejar metal derretido em uma cavidade projetada sob medida, onde ele esfria e solidifica-se em uma geometria específica. O molde deve resistir a choques térmicos extremos, conter a alta pressão do metal líquido e permitir que os gases escapem com segurança para evitar defeitos.
O Papel dos Moldes no Processo de Fundição
O molde serve como o plano crítico durante toda a fase de solidificação. As suas funções principais incluem:
- Precisão Dimensional: Garantir que o componente final cumpra as tolerâncias geométricas exatas.
- Gestão Térmica: Controlar a taxa de arrefecimento e solidificação do metal fundido para otimizar a estrutura de grão interna.
- Qualidade do Acabamento de Superfície: Transferir detalhes finos e texturas diretamente das paredes do molde para a peça de metal.
- Permeabilidade ao Gás: Ventar o ar e gases presos para eliminar porosidade e vazios internos.
Componentes principais de um molde de fundição
Um molde de fundição industrial padrão é um sistema altamente engenheirado composto por vários componentes vitais que funcionam em uníssono:
- A Cavidade: O espaço negativo moldado exatamente como a peça de metal desejada.
- O Núcleo: Inserções removíveis colocadas dentro da cavidade para criar secções ocas ou características internas.
- A Bacia de Vertimento / Taça: O ponto de entrada onde o metal fundido é introduzido no sistema do molde.
- O Sistema de Bico e Corredores: A rede interna de canais que direciona com segurança o metal líquido desde a bacia de vertimento até à cavidade principal.
- As Portas: Os pontos de entrada específicos onde o metal transita dos corredores para a cavidade do molde.
- Os Riser (Alimentadores): Reservatórios de metal fundido que evitam defeitos de encolhimento ao fornecer material extra para a cavidade à medida que a peça de fundição arrefece.
Tipos Comuns de Moldes para Fundição de Metal
Moldes de Areia (Fundição em molde descartável)
Os moldes de areia representam o método mais utilizado na indústria de fundição. Esta técnica de fundição em molde descartável baseia-se numa mistura de areia, argila e humidade para formar uma cavidade temporária.[1]
- Tipos de Material: As fundições normalmente utilizam areias à base de água (areia verde) por eficiência de custos ou areias à base de óleo (Petrobond) para detalhes mais precisos e acabamentos mais suaves.
- Aplicação: Ideal para fundir componentes grandes de ferro, aço e bronze. Como o molde de areia é destruído para extrair a peça finalizada, é necessário montar um novo molde para cada fundição.
Moldes de Fundição por Perda de Cera (Método de Cera Perdida)
Para geometrias complexas e acabamentos de superfície excecionais, a fundição por perda de cera é o padrão da indústria. Este processo utiliza uma concha de cerâmica construída em torno de um padrão de cera sacrificial.
Usamos este método para produzir peças quase no formato final que requerem mínima usinagem posterior. Se o seu projeto exige alta precisão dimensional para peças intricadas, fazer parceria com um fornecedor líder em fundição de cera perdida para componentes metálicos de precisão garante qualidade de nível industrial e tolerâncias apertadas.
Moldes de Metal Permanentes (Fundição Não-Descartável)
Quando os volumes de produção atingem milhares de unidades, moldes temporários tornam-se ineficientes. Moldes permanentes são usinados diretamente a partir de metais de alta resistência, como ferro, aço ou grafite.
- Custo Inicial Elevado de Ferramentas: Projetar e usinar estes moldes robustos requer um investimento inicial significativo.
- Eficiência na Produção em Massa: Eles suportam choques térmicos repetidos de ligas de alumínio fundido, magnésio e cobre, permitindo milhares de fundições idênticas sem degradação do molde.
Moldes e Padrões Impressos em 3D
| Abordagem | Como Funciona | Melhor Utilização |
|---|---|---|
| Impressão 3D Direta | Impressoras industriais ligam camada por camada de areia de sílica especializada para criar um molde de areia completo automaticamente. | Prototipagem rápida e fundições industriais altamente complexas e únicas. |
| Impressão 3D Indireta | As impressoras produzem PLA ou resinas especializadas para criar o padrão, que é então usado para embalar areia tradicional. | Produções de baixo volume que requerem rápidas iterações de design. |
Frasco, Areia de Moldagem e Ferramentas de Molde de Areia
Escolhendo as Areias de Moldagem e Materiais Certos
A base de um excelente molde de areia está no tipo de areia que você escolhe. Sua escolha depende totalmente da complexidade do seu projeto e do ponto de fusão do metal.
- Areia Verde: Uma mistura tradicional de areia de sílica, argila e água. É econômica, reutilizável e excelente para fundições gerais.
- Areias à Base de Óleo (Petrobond): Esta mistura usa óleo em vez de água. Proporciona detalhes muito mais nítidos, gera menos vapor e deixa um acabamento de superfície mais suave nas suas peças de metal.
- Resinas e Materiais Especializados: Para aplicações de alta precisão ou técnicas de moldagem alternativas, a aquisição de materiais profissionais de moldagem e fundição garante que os seus moldes mantenham a sua forma perfeitamente sob stress térmico intenso.
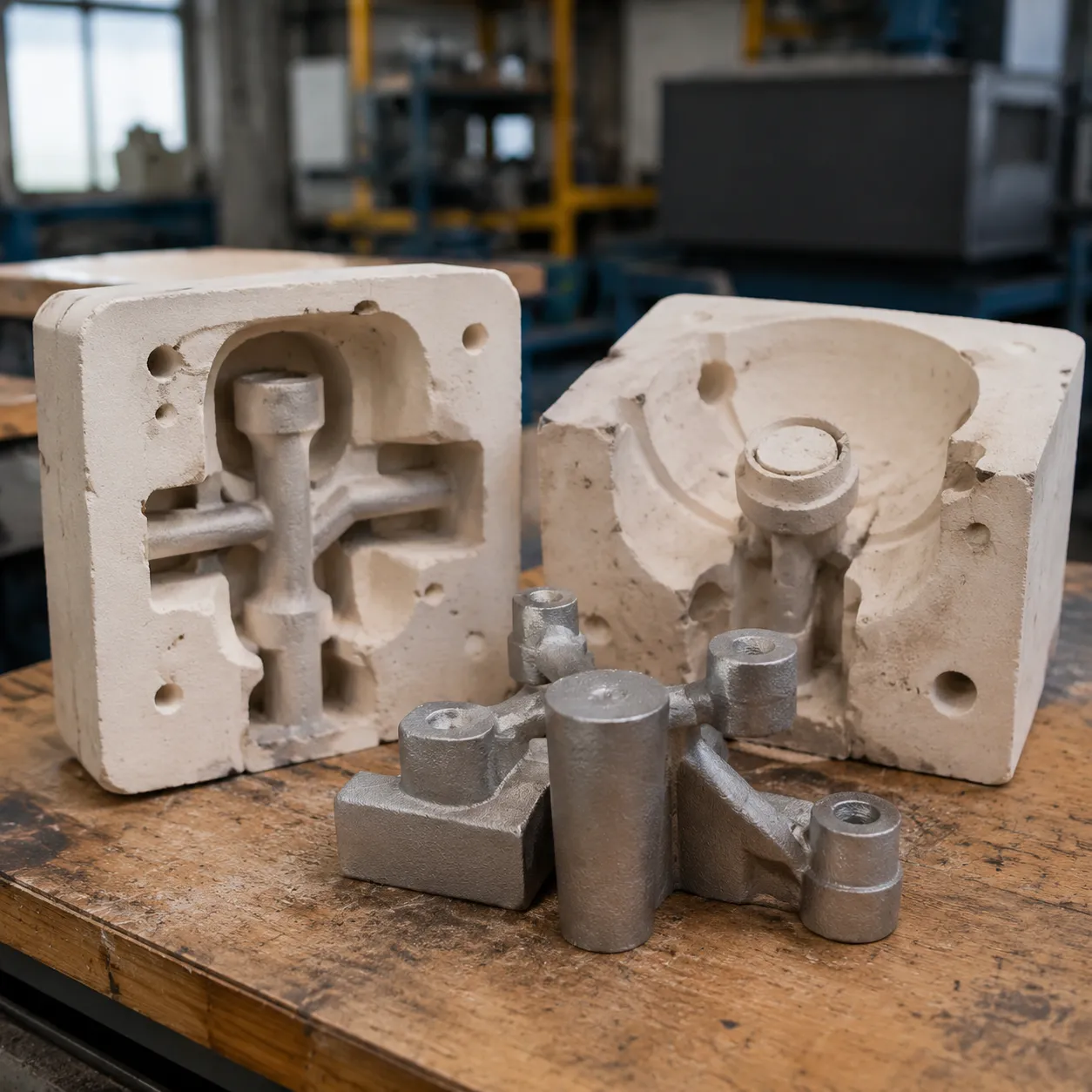
Compreendendo o molde: Cope e Drag
A molde é a estrutura rígida que mantém a areia de moldagem no lugar durante o processo de fundição. É dividida em duas seções essenciais:
| Componente do Molde | Posição | Função |
|---|---|---|
| Conservar | Metade Superior | Mantém a cuba de vertimento, o canal de fuga e os risers onde o metal entra. |
| Arrastar | Metade Inferior | Contém a metade inferior do molde; empacotamento do molde inferior apertado é fundamental para uma base estável. |

Estas duas metades encaixam-se usando pinos de alinhamento para garantir que permaneçam perfeitamente registadas quando o metal fundido for vertido.
Equipamento de Segurança e Materiais do Molde
A fundição de metal envolve temperaturas extremas, tornando equipamento de segurança de alta resistência obrigatório. A sua oficina deve incluir:
- Equipamento de Proteção Individual (EPI): Jaquetas de soldadura de couro, luvas resistentes ao calor, viseiras e botas com biqueira de aço.
- Materiais do Molde: O molde é o modelo do seu objeto final. Madeira, plásticos e resinas impressas em 3D são as opções mais comuns porque podem suportar a pressão da areia comprimida sem deformar.
Como Fazer um Molde de Areia para Fundição de Metal
Criar um molde de areia requer precisão, o adequado areia de moldagem, e uma abordagem passo a passo clara para garantir que a peça final saia sem defeitos. Compreender como funciona o processo de fundição em areia é essencial para dominar estes passos.
Passo 1: Criar e Preparar o Molde
O padrão é a réplica do objeto que deseja fundir. Pode ser feito de madeira, plástico ou metal, mas deve ser ligeiramente maior do que a peça final para compensar a contração do metal durante o arrefecimento.
- Aplicar um agente desmoldante (como talco ou grafite) ao padrão para que ele se solte facilmente da areia.
- Assegure-se de que o padrão tenha uma ligeira inclinação, conhecida como ângulo de desnível, para evitar que o molde de areia desmorone ao remover o padrão.

Passo 2: Enchimento do Molde de Drag
Um molde de fundição padrão consiste em duas partes: o cope (parte superior) e o drag (parte inferior). Começa sempre preparando a metade inferior.
- Coloque a cofragem estrutura de cabeça para baixo numa tábua de moldagem plana.
- Centralize o padrão preparado dentro da estrutura.
- Peneire areia fina areia de moldagem sobre o padrão para captar os detalhes finos.
- Preencha o restante da estrutura com areia mais grossa e comece a empacotamento do molde inferior compactar firmemente com um martelo de amassar.
- Remova o excesso de areia com uma régua ou régua de metal para que fique perfeitamente alinhado com a borda da estrutura.
Passo 3: Definir a Linha de Partida, Canal de Alimentação e Orifícios de Risco
Depois de preencher o drag, vire toda a estrutura ao contrário. O padrão fica agora exposto na superfície superior.
- Polvilhe a superfície com mais pó de separação para criar uma superfície limpa linha de separação para que as duas metades do molde não grudem uma na outra.
- Coloque a cofa (a moldura superior) diretamente sobre o leito.
- Insira pinos de madeira cónicos ou tubos na areia para criar o gargalo (onde o metal fundido é vertido) e o alívio (onde o excesso de metal sobe para alimentar a contração e ventilar gases).
Passo 4: Embalagem do Molde do Cope e Remoção do Modelo
Com os pinos do gargalo e do alívio na posição, está pronto para embalar a metade superior do molde.
- Preencha o cope com areia e compacte-o firmemente, tal como fez com o leito.
- Cuidadosamente retire os pinos do gargalo e do alívio para deixar canais limpos e abertos.
- Separe suavemente o cope do leito.
- Corte um pequeno sistema de canais (canais) na face de areia conectando o gargalo e o alívio à cavidade do modelo.
- Cuidadosamente retire o modelo da areia. Feche a caixa novamente, prenda-a com firmeza, e o seu molde de areia está pronto para a fundição.
Como Fazer Moldes de Fundição por Perda de Cera (Método de Cera Perdida)
A fundição por perda de cera é o método preferido quando o seu projeto exige precisão extrema, acabamentos de superfície suaves e geometrias complexas que moldes de areia simplesmente não conseguem alcançar. Aqui está como construímos um molde de alta precisão do zero.
Passo 1: Criação do Padrão de Cera
Cada molde de fundição por investimento começa com uma réplica altamente detalhada da peça metálica final, feita inteiramente de cera de fundição especializada.
- Injeção de Cera: Para produções em série, injetamos cera fundida em um molde de metal para criar padrões idênticos. Para trabalhos personalizados ou de prototipagem, esses padrões também podem ser impressos em 3D.
- O Sistema de Gateamento: Montamos múltiplos padrões de cera em uma barra central de canal de cera, criando uma “árvore de cera”. Esta árvore estabelece os canais pelos quais o metal fundido irá fluir.
- Inspeção: Qualquer imperfeição no padrão de cera aparecerá na peça metálica final, por isso limpamos e inspecionamos meticulosamente a montagem antes de passar para a próxima etapa.
Passo 2: Aplicação do Revestimento de Argamassa Cerâmica
Para transformar a árvore de cera em um molde rígido, envolvemo-la numa concha de cerâmica de alta qualidade. Isso requer um processo repetido de imersão e aplicação de argamassa.
- Imersão em Argamassa Primária: Imergimos a árvore de cera numa argamassa de cerâmica líquida para cobrir todas as fissuras de forma uniforme.
- Aplicação de Argamassa: Enquanto ainda está molhada, revestimos a árvore com partículas finas de areia ou sílica para aumentar a espessura.
- Secagem e Repetição: Deixamos a camada secar completamente em um ambiente controlado. Repetimos este ciclo de imersão e secagem de 5 a 10 vezes, usando gradualmente areia mais grossa para construir uma concha de cerâmica espessa e durável, capaz de suportar temperaturas extremas de fundição do metal.
Passo 3: Desmoldagem a Vapor e Cozedura do Molde
Depois de a concha de cerâmica estar completamente curada, é necessário remover a cera para criar a cavidade oca para o metal.
- Desmoldagem por Autoclave a Vapor: Colocamos o molde de cerâmica numa autoclave a vapor. O calor intenso derrete rapidamente a cera, permitindo que ela escorra pela parte inferior do molde de forma segura. É por isso que o processo é amplamente conhecido como fundição por cera perdida.
- Cozer a Temperatura Elevada: Após a desmoldagem, aquecemos a casca de cerâmica oca em um forno a temperaturas entre 800°C e 1100°C.
- Preparação: Este processo de cozedura queima qualquer resíduo de cera restante, sinteriza a cerâmica para maximizar a sua resistência estrutural, e pré-aquece o molde para que esteja pronto a receber aço fundido ou alumínio sem rachar.
Como Criar Moldes de Metal Permanentes e Reutilizáveis
Quando precisa de aumentar a produção, aprender como fazer moldes para fundição de metal que dura milhares de ciclos é essencial. Moldes permanentes substituem estruturas temporárias de areia ou cera por cavidades duráveis usinadas, capazes de suportar choques térmicos repetidos.
Seleção de Materiais para Moldes Reutilizáveis
Escolher o material certo garante que a ferramenta possa resistir ao calor intenso do metal fundido sem deformar-se ou erodir-se.
- Ferro Fundido Cinzento: Excecional resistência à fadiga térmica e altamente rentável; a escolha preferencial para fundição de metais não ferrosos.
- Aço Ferramenta H13: Perfeito para fundição de alumínio e zinco em grande volume devido à sua dureza extrema e resistência a fissuras térmicas.
- Grafite: Ideal para pequenas séries de produção ou ligas específicas, oferecendo excelente condutividade térmica e fácil usinagem.

O Processo Básico de Fabricação de Moldes Permanentes
Criar um molde de metal reutilizável requer engenharia de alta precisão para garantir qualidade consistente das peças.
- Usinagem CNC: Cortamos a cavidade negativa nos blocos de metal escolhidos usando fresagem e torneamento CNC de alta precisão.
- Instalação de Pino de Ejeção e Válvula de Ventilação: Perfurações precisas para pinos de ejeção mecânicos que empurram a peça acabada para fora e micro-ventilação para permitir a saída do ar preso.
- Aplicação de Revestimento Térmico: Antes de cada ciclo de fundição, aplicamos uma lavagem refratária. Isto protege a superfície do molde, controla a transferência de calor e evita que a peça fundida fique presa.
Para empresas que procuram componentes industriais prontos a usar, aproveitando a nossa serviços de fundição em molde permanente para peças de alumínio e cobre de precisão profissionalização reduz significativamente o seu prazo de desenvolvimento.
Vantagens e Limitações dos Moldes Permanentes
| Característica / Benefício | Moldes Permanentes |
|---|---|
| Acabamento da Superfície | Excepcional, reduzindo a necessidade de usinagem pós-fabricação. |
| Tolerância Dimensional | Altamente preciso e consistente desde a primeira peça até à 10.000ª peça. |
| Custo Inicial de Ferramentas | Alto investimento inicial em engenharia e usinagem. |
| Restrições de Material | Mais adequado para metais não ferrosos de ponto de fusão mais baixo, como alumínio, cobre e magnésio. |
Moldes Impressos em 3D para Fundição de Metal
A impressão 3D preenche a lacuna entre designs digitais complexos e peças de metal físicas, eliminando gargalos tradicionais de ferramentas e acelerando o ciclo de produção.
Abordagens de Impressão 3D Direta e Indireta
Ao aprender como fazer moldes para fundição de metal com manufatura aditiva, emergem duas metodologias principais:
- Abordagem Direta: Impressão 3D do molde ou núcleo diretamente a partir de materiais especializados como areia ou cerâmica. O metal fundido é vertido diretamente na peça impressa.
- Abordagem Indireta: Impressão 3D de um padrão sacrificial (frequentemente usando resinas ou cera especializada) que é posteriormente embutido em material de investimento. O padrão é então queimado para criar a cavidade.
| Abordagem | Materiais Típicos | Melhor Utilização | Vantagem Principal |
|---|---|---|---|
| Impressão Direta | Areia de sílica, pós cerâmicos | Peças industriais grandes, componentes de maquinaria pesada | Elimina completamente os padrões; reduz os tempos de produção |
| Impressão Indireta | Resinas de queima limpa, cera fundível | Joalharia intricada, componentes aeroespaciais, protótipos rápidos | Alcançar acabamento superficial elevado e tolerâncias apertadas |
Para empresas que procuram evitar moldes tradicionais para protótipos complexos, aproveitando tecnologias especializadas Serviços de fundição por impressão 3D para protótipos rápidos de metal fornece uma rota direta do arquivo CAD ao componente metálico final sem o alto custo inicial de moldes rígidos.
Vantagens da Impressão 3D para Geometrias Complexas
- Liberdade de Design: Ângulos de desmoldagem e linhas de separação complexas já não são fatores limitantes.
- Resíduo de cinzas zero: A utilização de materiais consumíveis especializados garante uma queima limpa durante o processo de fundição. Para resultados ótimos, seguir um guia de impressão 3D para fundição com queima limpa e resinas de cinzas zero evita defeitos como porosidade de gás e aspereza na superfície na fundição final.
- Montagens Consolidada: Vários componentes podem ser redesenhados e impressos como uma única geometria complexa, eliminando etapas subsequentes de soldadura ou montagem.
Comparação: Escolhendo o Método de Fabrico de Moldes Adequado
Comparando Custos, Velocidade e Adequação do Material
Optar por como fazer moldes para fundição de metal depende totalmente do orçamento, cronograma e requisitos de material do seu projeto. Cada método tem compromissos distintos em relação aos custos iniciais de moldagem e à velocidade de produção.
| Tipo de Molde | Custo Inicial | Velocidade de produção | Adequação do Material Ideal |
|---|---|---|---|
| Moldes de Areia | Muito baixa | Lento (Uso único) | Ferro, Aço, Bronze, Alumínio |
| Fundição por Investimento | Médio | Médio (Mão de obra elevada) | Aço Inoxidável, Ligas de Joalharia, Aço Carbono |
| Moldes Permanentes | Alto | Rápido (Molde reutilizável) | Ligas de Alumínio, Magnésio, Cobre |
| Moldes Impressos em 3D | Médio | Rápido (Sem padrões físicos) | Ligas Complexas, Metais para Protótipos |
Para projetos especializados que requerem geometrias complexas ou produções de baixo volume antes de comprometer-se com ferramentas duras, utilizando serviços avançados de protótipo rápido e tooling para produção de baixo volume pode reduzir significativamente os tempos e custos de desenvolvimento inicial.
Seleção de um Método com Base no Volume de Produção
- Baixo Volume & Protótipo (1 – 100 peças): Moldes de areia e Moldes impressos em 3D são ideais aqui. Eliminam a necessidade de ferramentas fixas caras, permitindo ajustes rápidos de design.
- Volume Médio (100 – 5.000 peças): Fundição por investimento encaixa-se neste ponto ideal quando são necessárias alta precisão e excelentes acabamentos de superfície para componentes intricados.
- Volume Elevado (mais de 5.000 peças): Moldes metálicos permanentes são a opção mais económica. Embora a fabricação inicial do molde seja dispendiosa, o custo por peça diminui drasticamente em produções de longa duração.
Perguntas Frequentes Sobre Moldes de Fundição de Metal
Posso fazer moldes de fundição de metal com segurança em casa?
Sim, pode fazer moldes de fundição de metal com segurança em casa, mas é necessário seguir rigorosamente os protocolos de segurança e ter a configuração adequada. Moldes de areia verde e moldes de investimento à base de gesso são as opções DIY mais comuns. O maior perigo é a humidade; qualquer água presa transformará-se instantaneamente em vapor ao contactar com metal fundido, causando explosões perigosas.[2] Trabalhe sempre numa área bem ventilada, use equipamento de proteção individual (EPI) adequado — incluindo viseira, avental de couro e luvas resistentes ao calor — e assegure-se de que o molde está completamente seco antes de verter.
Quais são os metais mais fáceis de fundir para principiantes?
Para principiantes que aprendem a fazer moldes para fundição de metal, recomenda-se fortemente começar com metais de baixo ponto de fusão:
- Estanho: Funde-se a cerca de 170–230°C. Pode ser derretido num fogão padrão e vertido em moldes de silicone ou madeira.
- Alumínio: Funde-se a 660°C. É amplamente disponível, fácil de fluidificar e funciona perfeitamente com padrão moldes de areia.
- Zinco: Funde-se a 419°C. Flui facilmente e captura detalhes finos bem sem exigir temperaturas industriais extremas.
Quantas vezes pode um único molde ser reutilizado?
A durabilidade de um molde depende inteiramente do seu material e do método de fundição utilizado:
| Tipo de Molde | Vida útil / Reutilizabilidade | Melhor Utilização |
|---|---|---|
| Moldes de Areia | Apenas para uso único (Partido para extrair a peça) | Protótipos, formas personalizadas e produção flexível |
| Moldes de Fundição de Investimento | Apenas para uso único (Casca de cerâmica destruída) | Peças aeroespaciais e joalharia de alta precisão e complexidade |
| Moldes de Metal Permanentes | Milhares de ciclos (frequentemente 10.000 a 100.000+ execuções dependendo da liga e manutenção)[5] | Produção industrial de alto volume |
Enquanto os moldes descartáveis devem ser refeitos para cada fundição, nós projetamos moldes de alta durabilidade moldes de fundição de metal personalizados projetados para suportar milhares de ciclos repetidos para fabricação de alto volume.
Precisa de ferramentas de moldes de areia, investimento ou moldes permanentes para fundições de produção? Solicitar uma cotação com liga, volume e metas de tolerância.
Referências
- Wikipedia — Fundição em areia (visão geral do processo de molde descartável)
- Publicação CDC NIOSH 99-105 — Controle de exposições em operações de fundição e fundição
- Monroe Engineering — O processo de 6 etapas da fundição em areia
- Monroe Engineering — O que é fundição por investimento (cera perdida)
- Monroe Engineering — O que é fundição em molde permanente