
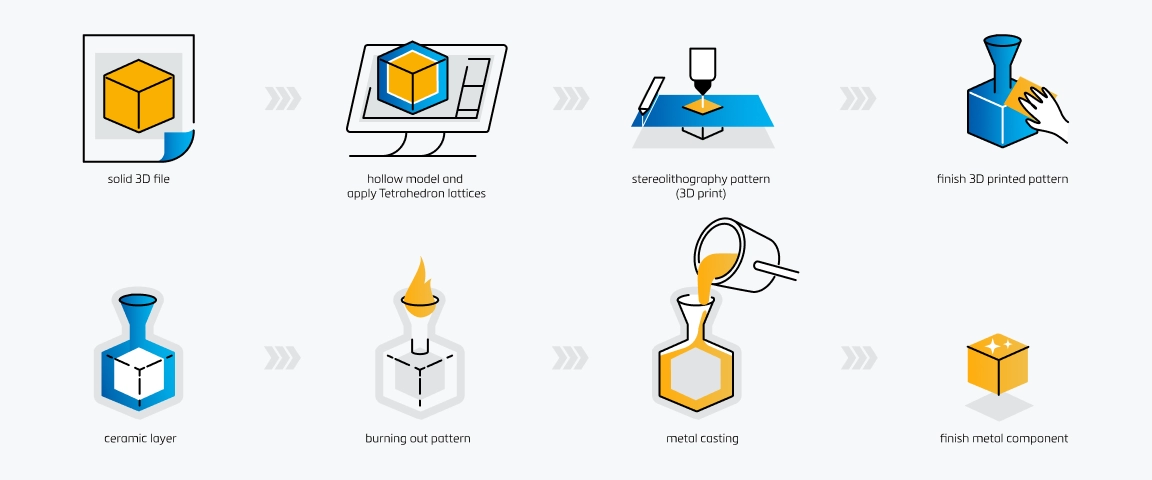
投資鑄造流程中的3D列印
現代珠寶製造和工業原型設計在很大程度上依賴於 鑄造3D列印 以彌合數位精確度與實體金屬之間的差距。我們已優化材料,使其能無縫整合到這一傳統流程中,確保從數位檔案到最終鑄件的轉換完美無瑕。通過用高精度列印的模型取代手工雕刻的蠟模,我們實現了大規模定制,同時不犧牲最終金屬產品的品質。.
第一步:數位設計與CAD
該流程始於 珠寶CAD設計. 設計師利用專業軟體創建精細的幾何圖形和複雜的格子結構,這些幾乎不可能通過手工雕刻實現。我們的流程依賴這些數位檔案的封閉性和列印優化,確保設計中的每一微米細節都準備好進行實體生產。.
第二步:使用SLA/DLP的模型製作
我們利用 SLA 3D列印, DLP或LCD技術來製作犧牲模型。我們的可燒結樹脂專為405nm波長的列印機和激光系統配製。在此階段的主要優點包括:
- 高解析度: 捕捉高端珠寶所需的極細微細節。.
- 低收縮: 確保列印模型與數位尺寸完全一致。.
- 速度: 在一次列印中快速生產多個模型。.
第三步:後處理要點
列印完成後,模型會進行清洗和固化。我們的樹脂具有低粘度,便於清洗,無需激烈擦洗以免損壞細緻的特徵。適當的後固化是確保 光聚合樹脂 在澆注過程中達到必要的剛性和穩定性。.
步驟 4:澆注與製作樹枝技術
我們將固化的 3D 列印模型連接到中央蠟澆口,製作成一個「樹枝」。此步驟決定了熔融金屬的流動方式。由於我們的樹脂與標準鑄造蠟相容,因此能輕鬆附著在澆口上,確保穩固的組裝,在投資材料澆注過程中不會移位。.
步驟 5:使用陶瓷漿料進行投資
將樹枝放入模盒中,並注入液體投資材料,通常是石膏基粉末或 陶瓷殼鑄造 漿料。我們確保我們的材料與標準投資粉末在化學上相容,以防止界面表面產生任何不良反應,確保模腔光滑。.
步驟 6:燒製階段
這是最重要的差異化因素 鑄造3D列印. 。將模盒放入窯爐中,燒掉列印的樣件。我們的樹脂經過精密設計,具有 零灰分, ,意味著它們能完全乾淨地燒盡。.
- 無殘留: 消除最終金屬中的缺陷。.
- 熱膨脹控制: 防止投資模在加熱過程中開裂。.
- 直接替代: 模擬傳統 失蠟法 的行為。.
步驟 7:金屬鑄造與精加工
一旦模具清潔且加熱,熔融金屬便被倒入空腔中。由於我們提供的 投資鑄造樹脂, 具有乾淨的燒盡效果,金屬能順暢流入每個細節。冷卻後,將投資材料破碎,露出具有優越表面品質且無孔隙的金屬件,顯著縮短最終拋光與修飾所需的時間與勞力。.
選擇合適的可鑄樹脂

選擇正確的材料是 鑄造3D列印. 中最關鍵的決策。樹脂作為犧牲模具模型,其化學性質直接決定最終金屬件的品質。我們設計的光聚合樹脂旨在彌合數位精度與傳統鑄造需求之間的差距。.
零灰分的重要性
為了成功鑄造,模型必須在燒盡階段完全消失。我們在配方中優先考慮 零灰分 ,確保樹脂能乾淨燃燒,不留任何煙灰或殘留物在模具內。即使是微小的殘留灰分,也可能與熔融金屬反應,導致孔隙或表面凹陷,這在使用反應性材料如 鋁合金, 時尤為重要,純度是不可妥協的。.
管理熱膨脹
在 用3D列印樹脂進行鑄造時,最大的挑戰之一是熱膨脹。與傳統蠟料不同,標準塑料在融化或燃燒前會顯著膨脹。如果樹脂在硬化的陶瓷殼或石膏投資內過度膨脹,可能會裂開模具,毀壞零件。我們的可鑄樹脂配方設計為在顯著膨脹前軟化並融化,釋放內部壓力,保護投資模具的完整性。 實現高細節與高精度.
使用SLA或DLP列印的主要優點是解析度。一款高品質的
可鑄蠟樹脂 必須能捕捉到 珠寶CAD設計 的複雜幾何形狀 或工業原型在打印過程中不軟化或失去定義。我們專注於高尺寸穩定性和低收縮率,確保打印模型與數位檔案完全一致。這種精確度使得直接鑄造複雜的細緻花絲或螺紋孔成為可能,這在傳統蠟雕中是無法實現的。.
燒蝕計劃相容性
並非所有樹脂對熱的反應都相同。實用的鑄造樹脂必須與標準的 燒蝕計劃相容 相匹配。這意味著材料應能在典型的溫度範圍內(通常在700°C到950°C之間)乾淨地燒盡,而不需要特殊的超高溫投資材料。無論你是在鑄造 銅合金 零件或貴金屬,樹脂都必須遵循可預測的燒盡曲線,以確保在生產環境中產生一致且可重複的結果。.
鑄造3D列印的主要應用

的多功能性 鑄造3D列印 已將其推向遠超愛好者工作坊的範疇。通過彌合數位精度與傳統冶金學的差距,我們使產業能夠生產出以前不可能或成本過高的複雜金屬零件。.
珠寶製造與客製設計
這是我們的專長領域。珠寶行業積極採用 珠寶CAD設計 來提供定制款式,無需手工雕刻蠟模的繁重工作。利用高精度可鑄樹脂,珠寶商可以打印出精細的花絲、鑲嵌和有機形狀,並在投資過程中完美保持其形狀。.
- 大規模客製化: 按需打造獨特的訂婚戒指。.
- 表面品質: 我們的樹脂確保鑄造的金屬需要的拋光次數最少。.
- 可靠性: 直接從3D列印進行鑄造,無需在低量生產中使用橡膠模具。.
牙科行業的冠狀和橋樑
在牙科實驗室中,合適的配合度至關重要。. 牙科鑄造模型 通過SLA或DLP列印製作,較傳統蠟模具有更優越的邊緣完整性。我們看到實驗室使用 用3D列印樹脂進行鑄造時,最大的挑戰之一是熱膨脹。與傳統蠟料不同,標準塑料在融化或燃燒前會顯著膨脹。如果樹脂在硬化的陶瓷殼或石膏投資內過度膨脹,可能會裂開模具,毀壞零件。我們的可鑄樹脂配方設計為在顯著膨脹前軟化並融化,釋放內部壓力,保護投資模具的完整性。 用於生產牙套、牙冠和部分假牙框架的技術。這裡的關鍵因素是乾淨的燒蝕;任何灰燼殘留都可能導致金屬產生氣孔,進而導致修復失敗。我們的材料經過設計,能夠完全燒蝕,確保最終的醫療器械安全且耐用。.
工業工程原型
工程師使用可鑄造樹脂來避免昂貴的模具成本,以進行短期金屬零件的生產。與其用車刀加工一塊鋼材,他們可以打印出模型,並將其鑄造成鋁、青銅或鋼材,用於功能測試。這種快速原型製作能力大幅縮短了 工業工程原型. 從打印原型轉換為功能性金屬零件時,參考一個 鋼鐵鑄造廠指南,用於精密零件 有助於確保設計符合工業標準的應力與耐久性。此工作流程允許在進入大量生產模具之前,對金屬零件進行實際測試。.
優化鑄造打印
處理收縮與縮放因子
在處理 鑄造3D列印, 精度是不可妥協的。金屬在從液態冷卻成固態時自然會收縮,這意味著打印的模型必須比最終成品略大。我總是根據所用的特定金屬合金計算縮放因子;例如,鑄造到像 鈦合金 這樣的複雜材料時,需要仔細補償熱收縮。我們的樹脂經過工程設計,具有高尺寸穩定性,確保在鑄造過程開始前,打印本身不會出現變形或不可預測的收縮。這使我們能夠隔離金屬收縮變數,並有信心在切片軟體中調整數位模型。.
改善表面光潔度
3D打印模型的表面質量直接影響最終金屬件的表面光潔度。在 用3D列印樹脂進行鑄造時,最大的挑戰之一是熱膨脹。與傳統蠟料不同,標準塑料在融化或燃燒前會顯著膨脹。如果樹脂在硬化的陶瓷殼或石膏投資內過度膨脹,可能會裂開模具,毀壞零件。我們的可鑄樹脂配方設計為在顯著膨脹前軟化並融化,釋放內部壓力,保護投資模具的完整性。 工作流程中,樹脂模型上的任何層線或像素化都會在金屬中忠實呈現。為了達到專業的表面效果,我建議以較低的層高進行打印,通常在25到50微米之間。此解析度能最小化“階梯效應”。雖然我們的樹脂設計用於高精度細節捕捉,但確保數位網格具有高解析度且打印設定調整得當,將大大減少鑄造後的手動打磨需求。.
空心與實心模型
在空心與實心幾何形狀之間的選擇對於防止投資模具失效至關重要。雖然像戒指這樣的小物件通常可以實心打印,但較大的工業零件或厚重的珠寶件則應該空心化。實心樹脂塊在燒盡初期會大幅膨脹,可能產生足夠的壓力來裂開陶瓷投資殼。.
- 牆壁厚度: 我通常的壁厚目標是2mm到3mm。這樣既能提供足夠的強度以便搬運,又能最小化需要燒盡的材料體積。.
- 排水孔: 必須在空心模型上添加排水孔。未固化的樹脂被困在內部,可能導致鑄造缺陷或在加熱循環中損壞模具。.
- 格狀支撐: 對於較大的空心部分,內部格狀結構有助於維持模型的形狀,而不會形成一整塊塑料。.
常見鑄造問題排解
從數位檔案轉換到實體金屬零件涉及多個變數,可能影響最終產品的成敗。雖然 鑄造3D列印 簡化了模型製作階段,但轉入燒盡與倒模階段時,必須嚴格控制流程。即使使用最高品質的樹脂,忽略投資過程中的物理規律也會導致缺陷。以下是我們如何解決鑄造廠和珠寶商常遇到的最常見問題。.
防止投資鑄模龜裂
從蠟質模型轉換為樹脂模型時最常見的失敗是投資鑄模或外殼龜裂。這是因為光聚合樹脂在熔化或燃燒前傾向於熱膨脹,產生內部壓力,推擠投資材料。.
- 控制升溫速率: 請勿倉促進行初始加熱階段。我們建議採用緩慢的升溫(每分鐘約 1-2°C),特別是在 200°C 至 300°C 的溫度範圍內,讓樹脂軟化並燃燒,而不會對鑄模造成衝擊。.
- 樹脂選擇: 使用專為低熱膨脹而設計的材料。我們的樹脂旨在向內塌陷而非向外膨脹,以保護鑄模的完整性。.
- 鑄模強度: 確保您的投資材料混合比例正確。使用專業 精密投資鑄造服務中看到實際的運作方式, 時,陶瓷外殼的設計能夠承受這些特定壓力,但 DIY 設定需要確保投資鑄模足夠堅固。.
修復金屬表面粗糙問題
表面粗糙或有凹痕通常表示樹脂與投資材料之間發生了反應,或模具內部殘留了灰燼。.
- 零灰燼含量: 這是不可妥協的。如果您的樹脂留下灰燼,這些殘留物會嵌入金屬表面。我們的樹脂配方可完全燃燒乾淨。.
- 正確的後固化: 切勿投資黏膩或未完全固化的列印件。模型表面未固化的樹脂可能會與石膏或磷酸鹽結合的投資材料發生化學反應,導致最終鑄件出現粗糙的「橘皮」紋理。.
- 徹底清洗: 投資前請確保所有異丙醇已從模型中蒸發。殘留的溶劑在凝固階段可能會沸騰,造成微孔隙。.
解決鑄件不完整問題
鑄件不完整或稱為「漏印」,發生在熔融金屬在填滿整個模腔前就凝固了。在 用3D列印樹脂進行鑄造時,最大的挑戰之一是熱膨脹。與傳統蠟料不同,標準塑料在融化或燃燒前會顯著膨脹。如果樹脂在硬化的陶瓷殼或石膏投資內過度膨脹,可能會裂開模具,毀壞零件。我們的可鑄樹脂配方設計為在顯著膨脹前軟化並融化,釋放內部壓力,保護投資模具的完整性。 圖案,這通常是由於氣體被困或燃燒不充分所導致。.
- 氣體排出: 樹脂圖案在燒蝕時產生的氣體比傳統蠟更多。你必須設計足夠的排氣通道,以便這些氣體能迅速排出。.
- 燒蝕時間: 確保你能將最高溫度維持足夠長的時間。如果厚模型的中心未完全蒸發,會造成阻塞。.
- 溫度管理: 將你的模具箱溫度與金屬匹配。對於高溫應用,例如 投資鑄造鋼合金, ,模具必須足夠熱,以在倒入過程中保持金屬的流動性,確保在固化前捕捉到細節。.
為何鑄造廠使用 Vastmaterial 樹脂

當我們談論到 鑄造3D列印, ,我們知道在鑄造現場,唯一重要的指標是穩定性。我們已經將樹脂配方設計成彌合數位精度與實體鑄造可靠性之間的差距,確保從3D模型到金屬零件的轉換無縫銜接。.
可靠性與化學一致性
我們理解失敗的鑄件意味著時間的浪費和金屬的損失。我們的製造流程確保每批次的化學成分嚴格一致。你不必不斷調整設定;我們的 投資鑄造樹脂 每次都能預測性地表現,讓你可以擴大產量而不必擔心圖案失敗。這種可靠性對於不能承受不一致材料所帶來停機時間的企業來說至關重要。.
打印機相容性
我們設計的材料能與你可能已擁有的硬體設備通用。無論你使用激光SLA系統或405nm LCD/DLP打印機,我們的樹脂都經過優化,能提供高解析度的打印。這種多功能性讓 用3D列印樹脂進行鑄造時,最大的挑戰之一是熱膨脹。與傳統蠟料不同,標準塑料在融化或燃燒前會顯著膨脹。如果樹脂在硬化的陶瓷殼或石膏投資內過度膨脹,可能會裂開模具,毀壞零件。我們的可鑄樹脂配方設計為在顯著膨脹前軟化並融化,釋放內部壓力,保護投資模具的完整性。 技術變得容易接觸,無需專有的昂貴設備,即刻簡化你的工作流程。.
剛性與熔融性平衡
完美的圖案需要既堅韌又易於燒蝕。我們已經設計出一個特定的平衡點,以滿足這兩個相反的需求:
- 處理強度: 我們的樹脂提供高尺寸穩定性和剛性,確保薄壁和精細細節在鑄造過程中不會變形。.
- 乾淨燒結: 我們優先考慮了一個 零灰分 配方。樹脂完全融化並蒸發,留下純淨的模具腔,準備好用於貴金屬或工業原型的任何用途。 大型鋼鐵鑄造解決方案.
這種平衡確保最終的金屬件能精確反映數位設計,表面沒有殘留物損壞外觀。.
常見問題
哪種樹脂最適合失蠟鑄造?
最有效的樹脂用於 鑄造3D列印 是能確保 零灰分 在燒蝕時完全燃燒的。如果樹脂在模具內留下殘留物,最終的金屬件將出現孔洞和表面缺陷。你需要一種專為投資鑄造設計的材料,具有高尺寸穩定性和低收縮率。我們的可鑄樹脂配方能與SLA、DLP和LCD列印機無縫配合,提供專業珠寶和工業應用所需的乾淨燒蝕效果。.
我該如何防止鑄造時產生灰燼殘留?
防止灰燼的第一步是選擇合適的材料。標準的3D列印樹脂常會留下碳灰,堵塞陶瓷殼,導致鑄件失敗。為了避免這種情況,請使用專門設計能完全蒸發的 投資鑄造樹脂 材料。此外,遵守嚴格的燒蝕計劃也非常重要。作為一個 頂尖的失蠟鑄造供應商, ,我們知道控制爐內的升溫速率和保持時間,能確保模型完全燃燒殆盡而不損壞投資模具。.
我可以用任何3D列印機來製作鑄造模型嗎?
雖然市面上有許多列印機,但並非所有都適合用來製作可鑄造的模型。FDM(絲材)列印機通常缺乏用於精細珠寶或牙科細節所需的解析度。為了在 用3D列印進行鑄造, 時取得最佳效果,我們建議使用樹脂基系統,如 SLA、DLP或LCD 運行在405nm波長的機器。這些打印機提供平滑的表面光潔度和精細的細節,對於專業成功至關重要 中充當主要的黏合劑。它是一種奈米級二氧化矽顆粒的水分散體,與鋯石或莫來石等耐火粉末混合時,會形成陶瓷漿料。.