
Kiam vi bezonas produkti milojn da kompleksaj partoj kun mallarĝaj toleroj, vi ne nur bezonas procezon—vi bezonas konkurencan avantaĝon.
Industria muldado per malmolaj ŝtofoj iĝis la rado de moderna produktado, precipe kiam la aŭtomobila, aerospaco, kaj elektronikaĵoj industrioj konkuras por pezaĵigado kaj pli alta efikeco.
Sed kiel vi certigas ke viaj komponantoj plenumas rigorajn alta premo normojn sen elspezi vian buĝeton?
At Vastmaterial, ni majstris la rolon de OEM-partnero, liverante precizajn metalajn komponantojn tiu ponto inter kompleksa inĝenierado kaj industrio-scale realeco.
En ĉi tiu gvidilo, vi lernos precize kiel utiligi la malmolaĵadon procezon por redukti lead-tempojn kaj maksimumigi partan rendimenton.
Ni enprofundiĝu rekte.
Konsci pri Industria Malmolaĵado
Mi difinas industria fandado per muldado kiel alta precizeca fabrikadprocezo kie moltenmetaĵo estas devigita en reuzeblajn ŝtalajn malmolaĵojn—konatajn kiel malmolaĵoj—sub alta premo. Ĉi tiu metodo estas la rado de moderna amasproduktado, permesante al ni krei kompleksajn, proksime al neta-formo komponentoj kun rimarkinda rapideco kaj ripetebleco. Uzante malmola iltajn ŝtalajn ilojn, ni certigas ke ĉiu parto plenumas la precizajn specifojn postulatajn por rigoraj inĝenieraj aplikoj.
Proceza Diferencigo
Kiam mi konsultiĝas kun aĉetaj direktistoj, la unua paŝo ofte estas distingi alta premo muldado de pli malrapidaj, malpli precizaj metodoj. Dum ĉiu havas sian lokon, muldado per iloj estas la klara gajninto por alta volumeno de efikeco.
- Sanda Guto: Uzas forĵeteblajn sablajn moldojn. Ĝi estas kost-efika por masivaj partoj sed mankas la mallarĝaj toleroj kaj glata surfaca finiĝo de muldado per iloj.
- Investverŝado: Bonega por kompleksaj geometrioj, sed implikas longan multpaŝan procezon, kiu estas signife pli multekosta ĉe skalo.
- Gravita Muldado: Baziĝas sur gravito anstataŭ premo de injekto. Ĉi tio rezultigas pli malrapidajn ciklotempojn kaj nekapablon produkti la maldika-muro sekcioj atendeblaj per industria muldado per malmolaĵo.
Varma-Kamero kontraŭ Malvarma-Kamero Procezoj
La ĉefaj variantoj de la procezo estas determinitaj de la fandopunkto de la alojo. Elekti la ĝustan maŝinon estas kritike por konservi strukturajn integrecon kaj produktadrapidecon.
| Trajto | Varma-Kamero Muldado | Malvarma-Kamero Muldado |
|---|---|---|
| Komunaj Alojoj | Zinko, Magnezio, Plumbo | Alumino, Kupro, Kupro |
| Injektada Metodo | Subakva gooseneck en moligita metalo | Ekstera ladling en malvarma ĉambro |
| Cikla rapideco | Pli rapida; tre aŭtomatigita | Meza; postulas eksternan fandadon |
| Ĉefa Avantaĝo | Reducita oksidado kaj alta rapido | Sekure administras alt-temperaturajn materialojn |
| Premo-Nivelo | Meza ĝis Alta | Ekstrema alta premo |
Per utiligado de varma ĉambra muldado per muldiloj por malmola-fluanta metalo aŭ malvarma ĉambra muldado por altfortaj aluminioj alojoj, mi certigas ke niaj produktadlinioj restu optimumigitaj por ambaŭ materiala rendimento kaj kosto-efikeco.
Paŝo-paŝa Analizo de la Industria Muldado
En nia instalaĵo, ni traktas industria fandado per muldado kiel altrapidan sciencon. Ĝi estas ripetebla, rigora ciklo desegnita por liveri precizecajn mulditajn komponentojn kun ekstrema konsistenco. Ni koncentriĝas pri ĉiu variablo—de temperaturo ĝis premo—por certigi, ke la fina produkto plenumas viajn precizajn specifojn.
La Altprema Produkta Ciklo
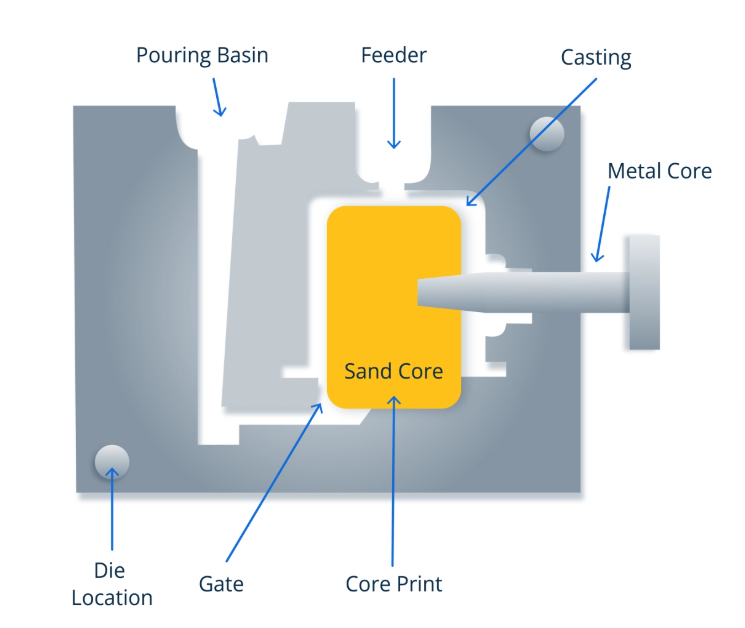
- Ŝima Preparado kaj Lubrikado: Ĉiu ciklo komenciĝas per preparado de la ŝima mulda ilaro. Ni purigas la formajn kavernojn kaj sprajas lubrikilon kiu regas la temperaturon kaj malhelpas la metalon aliĝi al la ŝtono.
- Moltenmetalaj Enmetoj: Ni enigas moltenan ĵetaj alojoj en la formon sub granda premo. Ĉi tiu alta premo enmeto ebligas al ni krei kompleksajn formojn kaj maldikajn murojn kiuj aliaj fandmetodoj simple ne povas egaligi. Por projektoj postulas specifajn materialojn, nia aluminiaj muldaj servoj uzas progresintajn altpezan maŝinaron por certigi perfektan plenigon ĉiufoje.
- Malvarmigo kaj Solidiĝo: La metaloj estas tenataj sub premo ĝis ili solidiĝas. Ni proksime monitoras malvarmigaĵojn por eviti ŝrumpadon aŭ internan porozon, certigante la strukturan integrecon de la parto.
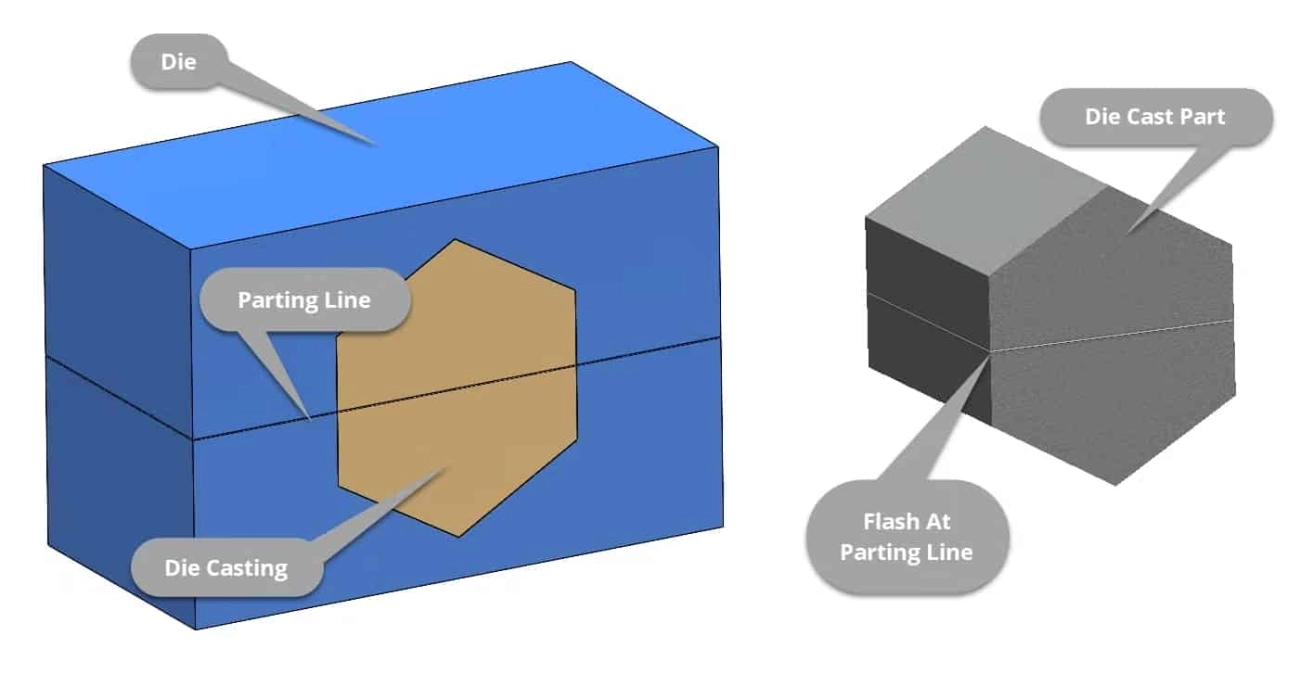
- Elĵeto kaj Traktado: Post kiam la parto estas solida, la malĉeno malfermiĝas, kaj elĵetilaj pinioj forpuŝas la fandadon. Ni poste uzas traktadajn malĉenojn por forigi la “brakon”—la troan metalon kiu akumuliĝas ĉe la disiĝlinioj dum la alta premo muldado procezo.
- Sekundaraj Operacioj: Dum ni celas por proksima-rezult-forman fabrikadon, iuj partoj postulas plian precizecon. Ni prizorgas ĉiujn sekundarajn maŝinadon, kiel tapado, borado aŭ surfaca finiĝo, por provizi “plug-and-play” komponanton pretan por via muntado.
Komunaj Materialoj en Industria Gipsado de Malgrandaj Ŝtofoj
Ni dependas de specifa aro de ĵetaj alojoj por certigi ke ĉiu parto atingas siajn rendimento-ajn celojn. Elekti la ĝustan materialon estas la unua paŝo en kreado precizecajn mulditajn komponentojn kiu eltenas realajn streĉojn kaj mediummojn postulojn.
Alumini-Alioj
La aluminia gipsado de malgrandaj Ŝtofoj estas la ora normo por moderna fabrikado. Ĉi tiuj alojoj estas malpezaj, dimensie stabilaj, kaj facile traktu altajn operaciajn temperaturojn.
- A380: Nia plej populara elekto; ĝi ofertas la plej bonan ekvilibron de fizikaj trajtoj kaj facileco de verŝado.
- ADC12: Ideala por kompleksaj formoj kaj alt-volumeaj serioj kie la fluikeco estas ŝlosila.
- A383: Speciala alternativo uzata kiam vi bezonas pli bonan reziston al varmrapido.
- A360: Elektita por aplikoj postulas superan koroda reziston kaj altan ductilecon.
Zinko kaj Magnezio aljoj
Kiam aluminio ne estas perfekta taŭgo, ni uzas specialajn metalojn por plenumi specifajn alojprocesoj kaj uzoj.
- Zinka alojoj: Tiuj estas senkonkurencaj por partoj kun malsamajn murojn aŭ tiuj postulas komplikitan ornamadon per platingo. La malalta fandopunkto de zinko plilongigas la vivon de iloj signife.
- Magnezia alojoj: La ĉefa elekto por pezaj aplikoj. Kiel la plej malpeza struktura metalo havebla, ĝi estas esenca por manlibraj elektronikoj kaj spacaj subtenoj.
Materiala Efikeca Komparo
| Alojo | Forto | Koroda Rezisto | Termika Kondukteco | Rilata Kosto |
|---|---|---|---|---|
| Alumino | Alta | Alta | Bonega | Meza |
| Zinko | Alta | Meza | Bona | Meza |
| Magnezio | Meza | Malalta | Bona | Alta |
Elekti la ĝustan materialon dum la alta premo muldado fazo certigas ke viaj partoj restos kost-efikaj dum plenumas ĉiujn strukturajn postulojn. Ĉu vi bezonas la termikan administradon de aluminio aŭ la precizecon de zinko, nia elekto kovras la tutan spektron de industriaj bezonoj.
Ĉefaj Avantaĝoj de Industria Malmola Formado: Precizeco kaj Efikeco
Kiam konsideras fabrikajn metodojn, la avantaĝoj de industria fandado per muldado estas klaraj, precipe por alta volumena produktado. Ĉi tiu procezo liveras eksterordinaran valoron, komencante kun ekstreme preciza dimensia precizeco kaj mallarĝaj toleroj. Fakte, malmolaj partoj ofte postulas minimuman aŭ neniun sekundaran maŝan laboron ĉar ili estas produktitaj kiel proksime al neta-formo komponentoj. Tio rekte kondukas al a superan surfacan finon rekte el la malmolaĵo.
Kial Elekti Alt-Prema Gvidado-Ĉasado?
Por niaj usonaj klientoj fokusitaj al efikeco kaj kvalito, jen la ĉefaj avantaĝoj kiujn ni provizas kun alta premo muldado:
- Altaj Produktadaj Ratoj kaj Kosto-Efikeco: Post kiam la ilaro estas kompleta, la cikla tempo estas rapida, farante ĝin tre kosta-efika por grandaj volumoj de mendoj.
- Bonega Forto-Al-pez-Ratio: Precipe kun aluminiaj muldilaj alloj kiel A380, ni povas produkti fortajn sed malpezajn partojn kritikajn por industrioj kiel aŭtomobilado.
- Kompleksaj Geometrioj kaj Maldikaj Muroj Kapablo: La alta premo de la procezo permesas al likva metalo plenigi kompleksajn ŝtofojn, produktante kompleksajn formojn kaj murojn tiel maldikajn kiel $0.03$ colojn, kio ofte estas malfacile kun aliaj metodoj kiel sabla fandado.
- Minima Materiala Rubaĵo: La proksima-neta-forma naturo de la partoj certigas ke materiala rubaĵo estas minimumigita, kontribuante al pli bona ĝenerala materiala uzado kaj reduktitaj kostoj kompare kun metodoj kiuj postulas ampleksan post-procesan materialforigon, kiel iuj tipoj de preciza CNC-maŝinado.
Gravaj Industrioj kaj Aŭtomobilaj Ŝtofo-Fandaj Aplikoj
Ni vidas industria fandado per muldado kiel la dorso de moderna amerika fabrikado. Ĝi provizas la rapidecon kaj precizecon postulatajn por sektoroj kiuj ne povas permesi malŝarĝon aŭ partan fiaskon. De la aŭto kiun vi veturas ĝis la medicinaj aparatoj en hospitaloj, precizecajn mulditajn komponentojn certigas altan rendimenton en postulemaj medioj.
Ĉefaj Sektoroj Ni Servas
- Aŭtomobiloj: Tio estas la plej granda merkato por niaj partoj. Ni produktas kritikajn motoro-ajn komponentojn, transmisio-kazojn, kaj kompleksajn EV-baterio-kovrilojn.
- Aeronava: desegnitajn por termika administrado kaj kraŝa sekureco.
- Elektroniko: Pezo estas ĉio ĉi tie. Ni fabrikas altfortajn brakojn kaj strukturajn elementojn kiuj reduktas fuelkonsumadon dum konservas sekurecon.
- Industria Maŝinaro: Ni specialiĝas pri varmokaptiloj, EMI/RFI ŝilditaj kovriloj, kaj konektiloj kiuj tenas modernan teknologion malvarma kaj protektita. ekipaĵa fabrikado, Nia instalaĵo liveras pezaĵajn partojn por.
- , inkluzive de pumpaj kovriloj, valvkorpoj, kaj ilaroj kiuj traktuĝas al alta premo medioj. Ni provizas daŭrajn komponantojn por sunenergio invertiloj kaj ventomuelejoj, same kiel specialigitajn medicinajn aparatoŝelojn kiuj postulas striktan biokompatiblecon kaj precizecon.
Aplikaĵa Analizo
| Industrio | Tipaj Ĝuaj Partoj | Ĉefa Avantaĝo |
|---|---|---|
| EV / Aŭtomobiloj | Motoroŝeloj, strukturaj kolonoj | Pezo-malplipeziĝo & alta forto |
| Industria | Transmisiloj, hidraŭlikaj valvoj | Daŭreco & ne-ŝtopiĝaj sigeliloj |
| Telekomunikadoj | 5G bazstacioj housings | Bonega varmotransporto |
| Aeroespaco | Petrolaj sistemaj partoj, interno kadroj | Fermaj toleroj & malalta maso |
Per fokusiĝo al ĉi tiuj alt-streĉaj industrioj, ni certigas niajn industria fandado per muldado procezojn plenumi la specifajn regulajn kaj rendimentajn bezonojn de niaj Usono-bazitaj partneroj.
Gvidlinioj por Inteligenta Dezajno de Die Cast Partoj
Akiri la plej grandan parton de industria fandado per muldado komenciĝas ĉe la desegnobreto. Desegni kun la procezo en menso certigas, ke ni atingas proksima-rezult-forman fabrikadon efikecon, reduktante malŝparon kaj duarangajn kostojn. Por akiri la plej bonajn rezultojn, sekvu ĉi tiujn kernajn dezajnajn principojn:
- Konservu Uniforman Murdikecon: Celu konstantajn murojn por certigi eĉ malvarmigon. Ĉi tio malhelpas deformadon kaj internan streĉon. Se vi bezonas ekstran forton, uzu ripojn anstataŭ dikigi la tutan sekcion.
- Enkorpigu Tirajn Angulojn: Taŭga tirado (tipe 1° ĝis 3°) estas esenca por permesi al la parto elĵetiĝi pure de la ilo sen treni aŭ difekti la surfacon.
- Uzu Filinojn kaj Radiusojn: Akraj anguloj estas streĉpunktoj. Aldoni ĝentilajn filinojn plibonigas la metalfluon kaj plilongigas la vivon de la malmolaĵo.
- Strategii Partajn Liniojn kaj Elĵetilojn: Planadu kie la duono de la malmolaĵo renkontiĝas kaj kie la ŝtopiloj premos la parton el. Meti ilin en ne-kritikajn areojn konservas la estetikon puran.
- Optimumigi La Ribon Dezajnon: Riboj provizas strukturajn integrecojn dum konservas la parton malpeza. Kiel sperta aluminia fandado-fabrikanto por kutimaj precizaj partoj, ni rekomendas ribojn kiuj estas iom pli maldikaj ol la ĉefa muro por eviti sinkajn markojn.
Eviti Difektojn kaj Prototipadon
Por eviti poroj kaj ŝrumpaj difektoj, ni fokusiĝas al ŝtopa dezajno kaj termika ekvilibro. Alta premo injektado estas potenca, sed kaptita aero povas esti silenta mortiganto por parto integreco. Antaŭ ol komenci plen-grandecan ŝtalajn ilojn, ni ĉiam rekomendas prototipado. Uzado de CNC-maŝinado aŭ 3D-presado por testi la formon kaj taŭgecon ŝparas milojn en potencialaj re-ilaj kostoj poste. Taŭga planado certigas ke via industria fandado per muldado projekto moviĝas de koncepto al alta volumena produktado sen multekostaj ĝenoj.
Kvalita Kontrolo kaj Testado en Industria Gvida Kastingo
Kvalito estas la dorso de nia operacio. Kiam ni traktas industria fandado per muldado, precizeco ne estas nur celo—ĝi estas postulo. Ni uzas progresintajn mortiga muldado kvalito kontrolo protokoloj por kapti difektojn antaŭ ol ili iam forlasas la laborejon, certigante ke ĉiu parto plenumas viajn precizajn specifojn.
Reala-tempa en-procesa monitorado
Ni ne atendas ĝis parto estas finita por kontroli problemojn. Niaj sistemoj monitoras ĉiun maŝin-ciklon en reala tempo, spureante kritikajn variablojn por konservi la integrecon de precizecajn mulditajn komponentojn:
- Injekta Premo: Certigante konsekvencan metalfluon en la ŝima mulda ilaro.
- Temperaturo-Regulado: Administrado de termika balanco por eviti fruajn solidiĝojn.
- Cikla Tempo: Konservi striktan ritmon por eviti malvarmiĝajn variaĵojn.
Nedifektiga Testado (NDT)
Por garantii strukturan integrecon, ni uzas diversajn testadon kaj kvalitan kontrolon kiuj konfirmas la internan sanon de la metalo sen damaĝi la parton.
- Röntgeninspektadon: Identigi internajn porojn aŭ inkluzivojn kiuj povus malfortigi la strukturon.
- Koloro-penetraj: Kapti minutajn surfacajn krakadojn ne videblajn al la nuda okulo.
- Prema Testado: Grava por aŭtomobilaj muldilaj aplikoj kiel loĝejoj kaj valvkorpoj kiuj devas resti neŝiraj sub streĉo.
Atestilo kaj Tutmonda Normo
Ni konservas plenan materialan atestadon kaj spureblecon por ĉio ĵetaj alojoj procesita en nia instalaĵo. Nia engaĝiĝo al perfekteco estas subtenata de sekvado de la plej rigoraj industriaj normoj:
- ISO 9001: Por konsekvenca kvalita administrado.
- IATF 16949: Renkonti la altajn postulojn de la tutmonda aŭtomobilindustrio.
- Dimensaĵa Kontrolo: Uzi CMM (Koordinata Mezuraj Maŝinoj) por certigi precizan tolerancon ŝtofaĵadon rezultojn ĉiufoje.
Plej lastatempaj tendencoj formantaj industrian ŝtofaĵadon
La pejzaĝo de industria fandado per muldado estas rapide evoluanta por renkonti la postulojn de alta teknologia tutmonda merkato. Kiel specialigita aloj fandadfabriko, ni vidas gravan ŝanĝon direkte al integriĝo, aŭtomatigo, kaj ekstreme precizeco.
Mega Ŝtofaĵo kaj Giga Ŝtofaĵo
Eble la plej granda perturbo en la industrio estas la movado direkte al Mega verkiĝo (ankaŭ konata kiel Giga verkiĝo). Anstataŭ kunmeti centojn de stampitaj partoj, ni nun vidas la produktadon de masivaj, unupecaj strukturaj komponantoj. Ĉi tio estas precipe ofta en la aŭtomobilsektoro, kie verkiĝo de tuta malantaŭa subkaro kiel unuopaĵo signife reduktas pezon de la veturilo kaj kompleksecon de kunmetado.
Progressintaj Vakumaj kaj Semi-Solidaj Procezoj
Por atingi aviadilajn gradecojn de integreco, ni forte enfokusigas en vakuma verkiĝo per maldika metalo.
- Porozeco Kontrolo: Per tirado de vakuo en la maldika kaverno, ni forigas kaptitan aeron, kio estas kritike por partoj kiuj postulas varmotraktadon aŭ veldadon.
- Semi-Solid Processing: Ĉi tiu tekniko ebligas al ni labori kun metalo en “glaciiĝinta” stato, kombini la avantaĝojn de verŝado kaj forĝado por produkti partojn kun nekredebla denseco kaj mekanikaj trajtoj.
Industrio 4.0 kaj Aŭtomatigo
La moderna laborejo estas pli saĝa ol iam ajn. Ni integras robotikon kaj Industrio 4.0 monitoradon por certigi totalan konsekvencon en altvolumaj produktadoj.
- Reala Tempo-Datumoj: Sensoroj spuras injektan premon, pistolan rapidecon, kaj malmola temperaturo en reala tempo por kapti difektojn antaŭ ol ili okazas.
- Aŭtomata Traktado: Robotics pritraktas la ekstraktadon kaj tranĉadon de partoj, plibonigante sekurecon kaj traŭmatan efikecon.
La Revolucio EV kaj Malpezaĵo
La pliiĝo en elektraj veturilaj aplikoj fundamente ŝanĝis niajn materialajn prioritatojn. Nia fokuso nun estas sur alt-efikaj aluminio kaj magneziaj alojoj kiuj ofertas la plej bonan forto-pezo rilaton.
- Baterio-Kapsikoj: Kreante maldikajn, kompleksajn kovraĵojn kiuj protektas sentemajn ĉelojn dum ili administras varmigon.
- Daŭripovo: Ni vidas gravan antaŭenpuŝon por daŭrigeblaj alojoj kaj fermitaj recikladaj sistemoj, uzante sekundaran aluminio por redukti la mediajn efikojn de industria fandado per muldado sen oferi partan rendimenton.
Elekti la ĝustan industrian ŝtofanĵetadan partneron
Elektante un OEM fandado-fabrikanto estas alta-riska decido kiu rekte influas la rendimenton de via produkto kaj vian finan celon. Vi bezonas pli ol nur vendiston; vi bezonas partneron kun la teknika profundo por trakti ĉion de alta premo muldado ĝis kompleksa post-traktado.
Grava Ekipaĵo kaj Kapablo
Kiam kontrolante partneron, la unua afero por taksi estas ilia maŝinaro. Versatile butiko devas proponi larĝan pezointervalon (200T–3500T). Tiuj grandajn pezoŝtampajn maŝinojn permesi la produktadon de ĉio de malgrandaj, kompleksaj elektronikaj kovriloj ĝis masivaj strukturaj aŭtomobilaj komponantoj. Krome, havi en-doma pezoŝtampajn ilojn kapablojn estas ne-negociable por konservi precizan tolerancon ŝtofaĵadon normojn kaj redukti ĝeneralan projekton daŭron.
Rapido kaj Precizeco
En la merkato de Usono, tempo al merkato estas ĉio. Ni prioritatas rapida prototipado validi dezajnojn antaŭ ol engaĝiĝi en plena produktado. Ĉi tiu fazo estas kritika por sekvi gvidliniojn por desegni partojn per morta muldado kaj eviti multekostajn reviziojn poste. Ĉu vi serĉas komponantojn de valvokastaj fabrikantoj por kutima OEM-valvkorpo aŭ evoluigas novan motorkazon, fleksebla antaŭtempo estas la diferenco inter gvidi la merkaton kaj malantaŭiĝi. Kvankam iuj pezaj aplikoj eble postulas ŝtala fandadkompanio por specifaj materialaj trajtoj, morta muldado restas la ora normo por alta volumeno de precizeco.
Kritikaj Demandoj por Via Provizanto
| Taksa Kriteroj | Kial Ĝi Gravas |
|---|---|
| En-entreprena ilaro | Certigas pli rapidajn riparojn kaj pli striktan kontrolon pri mulda kvalito. |
| Kvalito-Atestiloj | Serĉu ISO 9001 aŭ IATF 16949 por aŭtomobilaj muldilaj aplikoj. |
| Materiala Ekspertizo | Ĉu ili povas trakti specifajn ĵetaj alojoj kiel A380 aŭ magnezio? |
| Sekundaraj Servoj | Ĉu ili ofertas CNC-pretadon kaj surfacan finadon en-entreprene? |
La Vastmaterial Avantaĝo
Ni konstruis nian reputacion sur esti unu-halta solvo por industria fandado per muldado. Per integri progresintajn vakuma verkiĝo per maldika metalo teknologiojn kaj proksima-rezult-forman fabrikadon, ni minimumigas rubo kaj maksimumigas forton. Nia instalaĵo estas ekipita per la plej lasta teknologio por precizecajn mulditajn komponentojn, certigante ke ĉiu parto plenumas viajn precizajn specifojn de la unua pafo ĝis la lasta.
- Plena Tonaĵa Subteno: 200T ĝis 3500T kapacito por trakti ajnan partan grandecon aŭ kompleksecon.
- De komenco ĝis fino Servo: Ni administras ĉion de komenca desegna subteno ĝis fina surfaca traktado.
- Rigora Kvalito-Regado: Nia mortiga muldado kvalito kontrolo protokoloj inkluzivas R-öntgenon kaj premteston por certigi strukturan integrecon.
Demandoj: Komunaj Demandoj pri Industria Gipsa Kasto
Ni prizorgas altvoluman produktadon ĉiutage, kaj ĉi tiuj estas la plej oftaj demandoj, kiujn ni ricevas de niaj partneroj rilate al la industria fandado per muldado procezo.
Kiaj materialoj estas plej ofte uzataj en industria gipsa kasto?
La plej granda parto de la projektoj uzas aluminiaj muldilaj alloj kiel A380 aŭ ADC12 ĉar ili ofertas la plej bonan ekvilibron de pezo, forto, kaj kosto. Zinko estas preferata por partoj postulas tre maldikajn murojn aŭ kompleksan platingon, dum magnezio estas la elekto por maksimuma pezo-redukto. Elekti la ĝustan aluminia grado por fandado estas la unua paŝo por certigi ke via parto funkcias sub premo.
Kiel mortado kompareblas al CNC-maŝinado por altaj volumoj?
Dum CNC-maŝinado estas bonega por prototipado, alta premo muldado estas signife pli kostefika por amasproduktado. Post kiam la ŝima mulda ilaro estas kreita, ni povas produkti milojn de precizecajn mulditajn komponentojn kun multe pli rapidaj ciklotempoj kaj multe malpli materiala malŝparo ol subtrahanta maŝinado.
Kio estas la kutima antaŭtempo por nova mortadado?
Konstrui altkvalitajn muldilojn kutime prenas inter 6 ĝis 10 semajnoj. Ĉi tio inkluzivas la desegna fazon, ilaradon de iloj, kaj inicialajn specimenajn kursojn (T1 specimenoj). Ni fokusiĝas pri ĝustigi la ilaron unue por certigi longdaŭran produktan stabilecon.
Ĉu industriaj mortaj leĝoj povas atingi tolerancojn de aviada kvalito?
Jes. Uzante progresintajn precizecajn mulditajn komponentojn teknikojn kaj sekundaran CNC-finadon, ni povas atingi tre striktajn tolerancojn. Por kritikaj aplikoj, ni ofte uzas vakuum-adaptitan leĝadon por elimini porozecon, plenumi la striktajn strukturajn postulojn de la aviada kaj medicinaj industrioj.
Kiaj minimumaj mendoj (MOQ-oj) estas realismaj?
Kiel OEM fandado-fabrikanto, ni kutime serĉas mendojn de almenaŭ 500 ĝis 1,000 unuojn por kompensi la komencajn setup-kostojn. Ĉar la procezo estas desegnita por alta rapido, la “per-parto” kosto signife malpliiĝas kiam via volumeno pliiĝas.
- Ĉefaj Materialoj: Alumino, Zinko, Magnezio.
- Voluma Forto: Plej bone por pli ol 1,000 pecoj.
- Ililaboro Vivo: ofte superas 100,000 ŝotojn por alumino.
- Precizeco: Proksime al reto-formo kun minimuma dua laboro.