
Gvidilo pri rusta investaĵa ŝtofa procezo kovranta avantaĝojn, gradojn, toleremojn, kostajn faktorojn kaj Vastmaterial rusta ŝtala solvojn.
Kio estas rusta investaĵoŝtofo?
Se vi bezonas komplike rusta ŝtala partoj kun mallongaj toleremoj kaj pura surfaco, rusta investaĵa ŝtofo (ankaŭ nomata rusta ŝtala forlasita vaksa ŝtofo) estas kutime unu el la plej kost-efikaj opcioj.
En simplaj vortoj, ni:
- Kreu precizan vaksaĵan kopion de via parto
- Kreu ceramikan ŝelon ĉirkaŭ ĝi
- Ŝtuŝu la vakson for
- Verŝu molan rusta ŝtalon en la kavon
- Rompu la ŝelon kaj fini la ŝtofon
La rezulto estas proksima al-neta-forma rusta parto kiu ofte postulas minimuman maŝinadon kaj liveras bonegan dimensioman precizecon kaj surfacan finon.
Paŝo-post-paŝo Rusta Ŝtofa Procezo kun Forlasita Vakso
Vakso-Modelo Kreado kaj Ilaraĵo
Ni komencas per fari vaxŝablono kiu kongruas kun via fina parto geometrio.
- Ilado (maliloj):
- CNC-maŝinita aluminio aŭ ŝtala maliloj
- Projektita por ripetebleco kaj stabilaj toleroj
- Vaksinjekto:
- Vasko estas injektita en la maliloj sub kontrolita premo kaj temperaturo
- Tipa dimensiĝa deviĝo: ±0.1–0.3 mm sur la vaksko
- ŝablonaj kunmetoj (arboj):
- Individuaj vaksŝablonoj estas velditaj al centra fluanto (sprue)
- Tipa gategado-plej bonas redukti turbulon, porozon, kaj ŝrumpajn difektojn
Ilado estas la ĉefa antaŭa kosto, do ni zorge desegnas ĝin por subteni via celvolumon, aliron, kaj tolerojn.
Ŝelŝo-Konstruaĵo kaj Keramika Maliloj Preparado
La vaksokunmetaĵo estas kovrita por formi keramikan ŝelon kiu povas elteni moltan rustan ŝtalon.
- Likvaĵa enŝoviĝo:
- Malkovras en fajna ceramika ŝmiraĵo (ofte silika-bazita)
- Regas la finan surfacan finon kaj detalan reprodukton
- Stukoado (sanda kovro):
- Kovras la malsekan surfacon per kruda ceramika sablo
- Konstruas ŝelforton kaj dikecon
- Multoblaj tavoloj:
- Kutime 6–10 tavoloj, depende de parto grandeco kaj pezo
- Finfina ŝel-dikeco: 5–12 mm
Ŝelkonstruo estas plene kontrolata por humido, temperaturo, kaj sekiga tempo por eviti krakadojn kaj dimensian drifton.
Dewaxing kaj Ŝelbruligo
Post kiam la ceramika ŝelo estas konstruita, la vasko devas esti forigita purigita.
- Forbruligo:
- Kutime farita de vapora autoklavo aŭ fulmbruligo
- Vasko fandiĝas kaj dreniĝas el, lasante kavon
- Ŝelfajro:
- Ŝelo estas pafita ĉe 800–1100°C (1470–2010°F)
- Pliigas fortikecon, bruligas ajnan vaxrestaĵon, kaj antaŭvarmigas la moldon
Tute pafita ŝelo estas kritika por surfara kvalito kaj dimensia stabileco en rustorezista investa fandado.
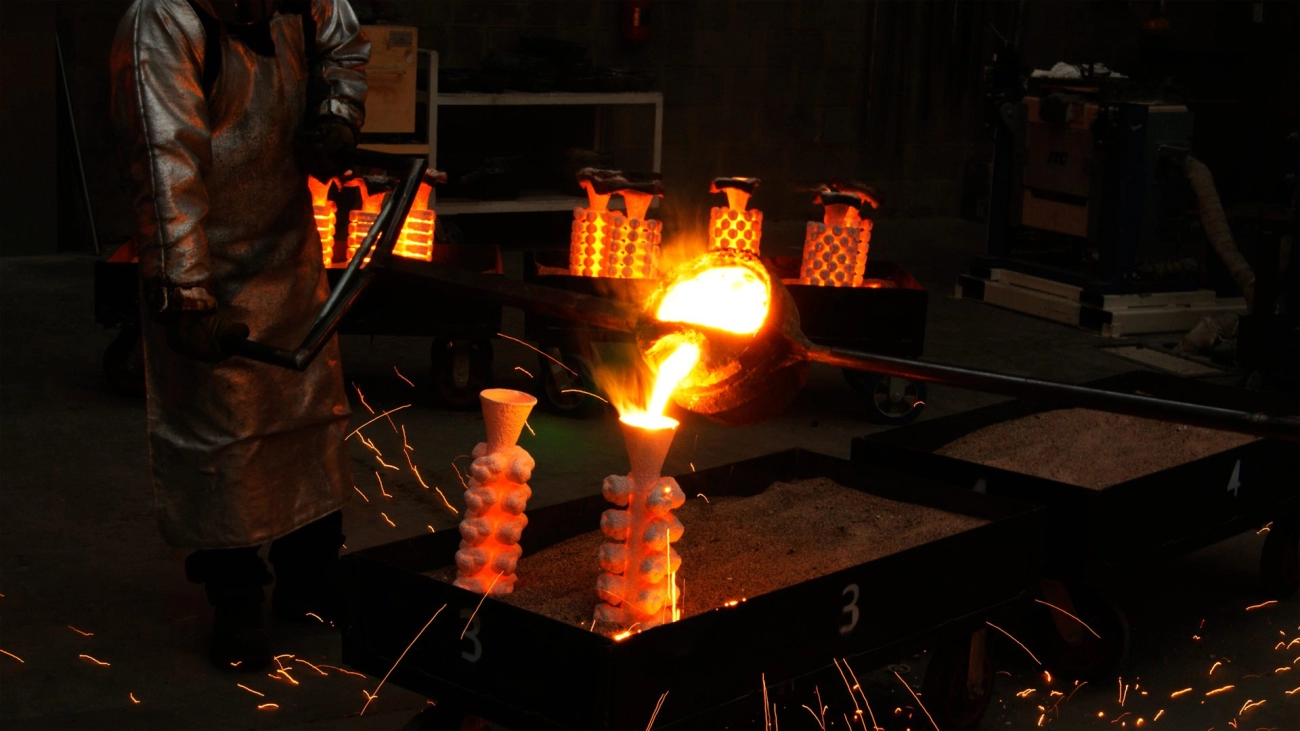
Metala Fandado, Verŝado, kaj Solidiga Kontrolo
Sekvas, ni fandas la rustorezistan ŝtalon kaj verŝas ĝin en la varmigan ceramikan ŝelon.
- Fandado:
- Indukta aŭ elektrika forno
- Alioj: 304, 316, 316L, 17-4PH, dupleks, kaj pli
- Strikta kontrolo de kemia konsisto kaj inkluzioj
- Verŝado:
- Kontrolita verŝa temperaturo, kutime 1550–1650°C depende de grado
- Vakuo aŭ inertaj atmosferoj por kritikaj alioj kaj spacaj partoj
- Solidiga kontrolo:
- Gatado, riseroj, kaj malvarmiga rapidecoj estas inĝenierie adaptitaj por redukti ŝrumpado, porozo, kaj varmaj larmoj
Ĉi tiu fazo determinas la internan solidikecon, mekanikajn ecojn, kaj ripeteblecon de viaj rustorezistaj ŝtalaj fandadoj.
Knockout, Tranĉo, kaj Pordogranulado
Post solidiĝo kaj malvarmigo, la ceramika ŝelo estas forigita kaj partoj estas apartigitaj.
- Elimino:
- Ŝelo estas mekanike aŭ vibracie rompita for
- La restanta ceramiko estas forigita per ekspluato
- Tranĉo:
- Individuaj fandadoj estas tranĉitaj de la ŝpruco uzante segilojn aŭ tranĉajn radojn
- Pordogranulado kaj risoro-grindado:
- Pordogranulaj kontakto-punktoj estas glatigitaj
- Miksado por kongrui kun la ĉirkaŭa surfaco
La celo estas pura rustorezista ŝtala fandado preta por varmtraktado aŭ maŝinado.
Varmtraktado kaj Dimensia Stabiligo
Plej multaj rustorezistaj investfandadoj estas varmtraktitaj por atingi celan malmolecon, forton, kaj reziston al korodo.
Tipaj varmtraktadoj inkluzivas:
- Solvi varmigi por 304/316/316L:
- Plibonigas koroda reziston kaj malstreĉas streĉon
- Aĝiĝo por 17-4PH:
- Kondiĉoj kiel H900, H1025, H1150 por specifa forto kaj taŭgeco
- Temperado por martensitaj gradoj (410, 420):
- Harmonizas malmolecon kaj taŭgecon
Varma traktado ankaŭ stabiligas dimensiojn, do viaj partoj konservas mallarĝajn toleradojn dum maŝinado kaj servo.
Finfina Maŝinado, Inspektado kaj Pakaĵo
Por plenumi viajn finajn specifojn, ni kompletigas la parton per preciza finiĝo.
- Maŝinado:
- CNC-turnado, frezado, borado, tapado
- Eblas mallarĝaj toleradoj: ±0.05–0.1 mm pri kritikaj trajtoj
- Inspekto:
- Dimensiĝaj kontroloj kun CMM kaj mezuriloj
- Kontroloj de surfaca krudeco (kiel aĉetita Ra kutime 3.2–6.3 μm, pli bone kun ŝprucado/polurado)
- Purigado kaj pakaĵo:
- Degelado, forigo, kaj protekto kontraŭ koroda aŭ skrapa damaĝo
- Kustomizita pakaĵo por eksportado por preventi transportajn damaĝojn
De vaxŝto al fina pakaĵo, rustorezista investa fandado liveras precizaj rustorezistaj fanditaj komponantoj kiuj estas produktorezultaj kun minimumaj sekundaraj operacioj.
Kial Elekti Rustorezistan Ŝtalon por Investa Fandado?
Rustorezista investa fandado estas mia elekto kiam klientoj bezonas malgrandajn ĝis mezajn partojn kiuj devas postvivi severajn mediojn, striktajn higienregulojn, aŭ longan servodaŭron kun minimuma prizorgo.
Ĉefaj Avantaĝoj de Rustorezista Ŝtalo en Investa Fandado
- Proksimuma ne-trejnforma + rendimento-materialo en unu procezo
- Bonega surfaca finiĝo kaj puraj randoj
- Konstancaj mekanikaj ecoj tra partoj
- Ideala por precizeco, sekurec-kritikaj komponentoj
Koroda Rezisto & Longdaŭra Daŭreco
Rustorezista ŝtalo alportas naturan pasivan kromio-oksidan tavolon, kiu faras ĝin ideala por agresemaj kaj eksteraj medioj:
- Rezistas akvon, vaporon, mildajn acidojn, purigajn kemiaĵojn
- Bone por mar, kemia, manĝaĵo, kaj medicina aplikoj
- Konservas aspekton kaj mekanikan forton dum jaroj
- Pli malalta vivo-kostoj vs. repintado aŭ oftaj anstataŭigoj
Por projektoj kiuj bezonas pli altan koroda reziston aŭ dupleksajn gradojn, mi kutime montras al klientoj niajn pli vastajn gamojn de stanaŭa ŝtala fandadoj.
Forto ĉe Altaj kaj Malaltaj Temperaturoj
Stanaŭa ŝtalo tenas kie aliaj metaloj falas:
- Bona tensa forto ĉe altaj temperaturoj
- Stabilaj impaktaj trajtoj ĉe malaltaj temperaturoj
- Taŭga por ekshaustaj komponantoj, turbinpartoj, kriogenaj konektoj, maraj iloj
Higiena & Facile purigebla (Manĝaĵo & Medicina)
Por manĝaĵo, trinkaĵo, laktaĵo, kaj medicina partoj, stanaŭa investa fandado ofte estas la plej sekura elekto:
- Ne-pora surfaco kiam ĝuste fandita kaj finiĝinta
- Facile al puri, steriligi, kaj disinfekti
- Kompatibla kun CIP/SIP purigado kaj komunaj disinfektaĵoj
- Neniu ŝelkiĝantaj kovraĵoj aŭ rusto-partikloj enirantaj en la produkto-fluon
Tial ni provizas multajn manĝaĵ-normajn rustorezistajn ŝtofludojn kaj medicin-normajn rustajn komponantojn al OEM-oj tutmonde.
Rustorezista kontraŭ Karbona Ŝtalo, Alumino, kaj Kuproŝtofo
| Materialo | Koroda Rezisto | Forto / Temperaturo | Higieno | Tipa Uzokazo |
|---|---|---|---|---|
| Rustorezista | ★★★★☆ | ★★★★☆ | ★★★★☆ | Manĝaĵo, medicino, maraj, valvuloj, aerospaco, energio |
| Karbonŝtalo | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | Strukturaj, malmultekostaj partoj, ne-korodantaj areoj |
| Alumino | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Levepezaj kovriloj, kuŝejoj, ne-alta ŝarĝo |
| Kupro/Kuproŝtofo | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Ornamaj, plumbaj, iuj maraj fitajĵoj |
Kiam mi rekomendas rusten rezistan investan fandadon:
- Vi bezonas koroda rezisto + forto kune
- La parto vidos kemiaĵoj, salo-akvo, aŭ purigado
- Vi volas malalta prizorgo, longa servo-vivo, kaj pura aspekto
Se kosto estas la sola motoro kaj la medio estas milda, karbonŝtalo eble sufiĉos. Sed kiam koroda, higiene, aŭ sekureca problemoj eniras la bildon, rusta estas kutime la saĝa longdaŭra elekto.
Ĉefaj Avantaĝoj de Rusta Investa Fandado super aliaj metodoj

Proksime al reto-forma rusta fandado, malpli maŝinado
Kun rusta investa fandado, ni akiras proksime al reto-formaj partoj kiuj estas tre proksimaj al finaj dimensioj. Tio signifas:
- Malpli CNC-tempo, pli malmultaj agordoj
- Pli malalta materiala rubo (ŝtofoj, ŝlimoj)
- Pli rapida livero de ripetaj ordonoj
Por multaj projektoj, ni nur maŝinas kritikajn taŭgecojn kaj ŝraŭbojn, ne la tutan parton.
Surfaca finiĝo kaj Ra por rusta investa fandado
La ceramika ŝelo donas nature glatan finiĝon. Tipa kiel-fandita rusta ŝtalo Ra ĉirkaŭ 3.2–6.3 μm, kaj ni povas esti pli precizaj kun:
- Luma maŝinado sur funkciaj surfacoj
- Beda-blovado aŭ kugloblovo
- Elektro-polurado por medicinaj/nutraĵaj partoj
Vi ofte ne bezonas pezan mueladon aŭ poluradon por atingi puran, profesian surfacon.
Malgrandaj muro kaj kompleksa geometrio kapablo
Stainless steel lost-wax casting estas ideala por malgrandaj muro-stelaj ŝtofoj kaj malfacilaj formoj:
- Malgrandaj sekcioj ĝis ~1.5–2.5 mm (depende de desegno)
- Enkonstruitaj subkavoj, kapoj, kaj logoj
- Organikaj, kurbaj, aŭ rešetaj formoj
Tio estas kie investa ŝtofo superas plej multajn tradiciajn procezojn en komplekseco kaj kosto.
Dimensa precizeco de stainless steel investa ŝtofoj
Kun taŭga ilaro kaj proceza kontrolo, ni kutime laboras por ISO 8062 CT5–CT6 tolerancoj pri stainless steel ŝtofoj. Tio signifas:
- Fidinda ripetebleco dum longaj serioj
- Malpli post-maŝinado por atingi kritikajn dimensiojn
- Stabila kvalito tra partoj kaj fabrikoj
Por tre precizaj trajtoj, ni kombinas precizan fandadon + finan maŝadon.
Rostala investa fandado kontraŭ sabla fandado
Kompare kun sabla fandado, rustala investa fandado ofertas:
- Tre pli bona surfaca finiĝo
- Pli alta dimensia precizeco
- Pli maldikaj muro kaj pli kompleksaj detaloj
Sabla fandado ankoraŭ faras senson por tre grandaj, malprecizaj partoj. Por precizaj rustaj komponentoj, investa fandado estas kutime pli saĝa elekto.
Rustala investa fandado kontraŭ muldado per muldiloj
Muldado per muldiloj estas bonega por aluminio kaj zinko, sed por rustaŭto de ŝtalo Ĝi malofte estas praktika. Kontraste al muldado per muldiloj, rustala investa fandado ofertas:
- Tre malpli alta ilara kosto
- Pli vasta aloja gamo (304, 316, 17-4PH, duplex, ktp.)
- Pli taŭga por mezaj volumoj kaj oftaj dezajnŝanĝoj
Se vi bezonas altfortajn rustajn partojn sen ses-ciferaj ilaroj, investa fandado estas la respondo.
Rustala investa fandado kontraŭ CNC-maŝado
Se vi maŝas rustajn partojn el tuta stango aŭ plato, vi pagas por:
- Alta materiala rubaĵo
- Longaj ciklotempoj
- Kostaj tranĉiloj
Kun investado fandado kontraŭ CNC-maŝinado, nia aliro estas:
- Fandado proksime de neta formo
- Nur maŝinu tion, kio gravas
Tio kutime venkas por malgrandaj ĝis mezgrandaj volumoj kaj kompleksaj geometrioj. Pura CNC-maŝinado nur superas fandadon kiam volumoj estas malaltaj kaj formoj tre simplaj.
Stainless investado fandado kontraŭ MIM (metalpremo injektado)
Kompare kun metal-injekta formado (MIM), stainless investado fandado:
- Prilaboras pli grandajn partojn (MIM estas plej bona por tre malgrandaj komponantoj)
- Havas pli malaltan riskon de deformado ĉe pli grandaj geometrioj
- Ofte havas pli malaltan ilarajn kostojn por mezgrandaj partoj
MIM estas ideala por malgrandaj, altvolumaj precizaj komponantoj. Por pli grandaj, pezaĵaj aŭ pli strukture ŝarĝitaj partoj, stainless investado fandado estas kutime pli fortika kaj pli fleksebla.
Se vi ankaŭ laboras kun ne-stainless alojoj, ni faras similan precizecaj ŝtofadservoj por pluraj metaloj, uzante la saman proksime de neta formo logikon por redukti maŝinadan tempon kaj totalan koston. Vi povas vidi kiel ni strukturas tiun procezon en nia superrigardo de [preciza fandado-servoj por kompleksaj kutimaj partoj](https://haoyumaterial.com/services/precision-casting
Komunaj Stainless Steel Grade-oj por Investado Fandado (2026 Ĝisdatigo)
Kiam vi elektas stainless investadon fandadon, la alojo estas la vera ŝanĝanto de la ludo. Jen kiel mi kutime disigas ĝin kiam helpas klientojn elekti la ĝustan stainless grade-on.
Austenitajn Stainless Grade-ojn por Investado Fandado
Austenitaj stainless steels estas la plej oftaj por preciza stainless investado fandado ĉar ili estas:
- Facile por vergi kaj lami
- Tre bona en koroda rezisto
- Nemagnetika (en plej multaj kondiĉoj)
Ili estas mia defaŭlta elekto por ĝenerala industrio, manĝaĵo, kaj medicina rustorezista ŝtalo per forĵeta ŝaŭmo.
304 Rustorezista Investa Vergo
304 rustorezista verga estas la laborĉevala alojo:
- Tipaj uzoj: brakoj, kaĝoj, teniloj, tubaj konektiloj, manĝaĵa ekipaĵaĵoj
- Ĉefaj ecoj: bona koroda rezisto en normaj medioj, bona formebleco, stabila en plej multaj atmosferaj kaj mildaj kemiaj kondiĉoj
- Kiam elekti: se via parto ne vidas severajn kloridojn, acidojn, aŭ marakvon, 304 kutime donas la plej bonan prezo–perfektan ekvilibron
316 / 316L Rustorezista Investa Vergo
316 rustorezista verga estas la plibonigo kiam korodo vere gravas:
- Tipaj uzoj: maraj ekipaĵoj, kemia ekipaĵo, pumpiloj, valvoj, manĝaĵo kaj farmacia ekipaĵo
- Avantaĝoj: molibdena enhavo donas pli fortan reziston al kloridoj kaj multaj kemiaĵoj ol 304
- 316L: malalta karbona versio por pli bona lamiĝo kaj reduktita risko de korodo ĉe lamiĝoj
Mi rekomendas 316/316L por maraj rustorezistaj vergoj kaj agresivaj purigadoj aŭ CIP/SIP medioj.
Malalt-karbona gradoj (304L, 316L)
304L kaj 316L malalta-karbona rustorezista:
- Redukti karbida precipitaĵon ĉe veldoj
- Plibonigi reziston al intergranula korodo
- Estas idealaj por peza veldado, dikaĵaj sekcioj, kaj prempartoj
Se via parto estos peze veldata en servo, mi kutime subtenas L-klasojn kiel normo.
Martensita Rusta (410, 420)
Por eluado kaj malmoleco, martensitaj rustaj klasoj venkas:
- 410, 420: pli alta malmoleco post varmotraktado, bona eluado-rezisto, modera koroda rezisto
- Tipaj uzoj: klingoj, sidlokoj, iloj, eluaj partoj, mekanikaj komponantoj bezonantaj randon aŭ surfacan malmolecon
Tiuj estas ĝustaj kiam vi bezonas malmolan, fortikan fandadon sed ankoraŭ volas bazan rustan rendimenton.
17-4PH Rusta Investfandado
17-4PH rusto estas la plej ofta por alta forteco rustaj fanditaj komponantoj:
- Ĉefaj avantaĝoj: tre alta forteco, bona fortikeco, kaj deca koroda rezisto
- Uzoj: aviadila rusta ŝtalo investfandado, alta premo valvpartoj, pumpaj ŝaftoj, iloj, defendo kaj motosporkomponentoj
- Povas esti varmotraktita al malsamaj fortecniveloj (H900–H1150) por kongrui kun viaj desegnaĵaj celoj
Duplex Rusta Fandado (2205, 2507)
Duplex rusta ŝtalo investfandado (2205, 2507) estas konstruita por malfacilaj kloridaj medioj:
- Forto: proksimume 2x elasteco de 304/316
- Korodo: bonega rezisto al punktokorodo, fendokorodo kaj streĉa korodfendado
- Tipaj uzoj: eksterborda, mara, sensaliga, kemia prilaborado kaj ekipaĵo por fluidoj kun alta klorido-enhavo
Se vi ekvilibrigas forton, korodon kaj pezon en salaj aŭ agresemaj medioj, dupleksa ŝtalo kutime valoras seriozan rigardon. Por pli profunda plonĝo en kiel dupleksa ŝtalo komparas kun aliaj neoksideblaj kaj alojaj ŝtaloj, mi detale pritraktis ĝin en ĉi tiu gvidilo pri elekto de aloja ŝtalo kontraŭ neoksidebla ŝtalo.
Precipita Hardado kaj Propraj Neoksideblaj Alojaĵoj
Preter 17-4PH, ekzistas aliaj PH kaj propraj neoksideblaj alojaĵoj:
- Adaptita por specifaj kombinaĵoj de forto, forteco kaj korodo
- Uzata en aerospaco, energio kaj altnivelaj industriaj komponantoj
- Ofte parigita kun nikelo kaj alt-alojaj sistemoj kie investa gisado toleremoj kaj agado estas kritikaj
Se vi ankaŭ rigardas nikelo-bazitajn aŭ dupleksajn ŝraŭbojn por severaj medioj, ĝi estas simila logiko al alt-efikecaj fermiloj kiel 2205 dupleksaj neoksideblaj ŝtalaj ŝraŭboj.
Komparo de Ecoj (Altnivela)
Tipa tendenco (de pli malalta al pli alta agado):
- Koroda rezisto: 410/420 < 304 < 17-4PH ≈ 316 < dupleksa 2205 < super dupleksa 2507
- Forto (kiel-gisita aŭ traktita): 304/316 < dupleksa 2205 < 17-4PH < 420 (maksimuma malmoleco, sed malpli da korodo)
- Kosto: 410/420 ≈ 304 < 304L < 316 < 316L < dupleksa 2205 < 17-4PH < super dupleksaj / specialaj PH-gradoj
Kostaj Tavoloj de Neoksideblaj Gisadaj Alojaĵoj
El kosta planada vidpunkto por neoksidebla ŝtala investa gisado:
- Enirnivela: 410, 420, 304 (plej bona por kost-ŝparemaj projektoj kun moderaj postuloj)
- Meza gamo: 304L, 316, 316L (plej ofta en industrio, manĝaĵo, kaj maraj malpezaj parto)
- Plej alta kvalito: 17-4PH, duplex 2205 (alta forto aŭ alta koroda rezisto plus forto)
- Plej alta rango: 2507 super duplex kaj kutimaj PH alojoj (plej malfacilaj medioj, kritikaj sekurecaj aŭ altvaloraĵoj)
Kiam ni donas taksadon pri la kosto de rustenŝtala investa fandado po peco, la elekto de alojo kutime estas unu el la plej gravaj faktoroj, post komplekseco kaj volumeno.
Gvidlinioj pri Dezajno kaj Toleranco por Rustenŝtala Investa Fandado
Rustenŝtala investa fandado rekomendas saĝan dezajnon. Se vi dezajnas kun la procezo en menso deĵore, vi akiras pli striktajn tolerancojn, malpli da restaĵo, kaj multe malpli da kosto po peco.
Dezajno por Fabrikado (DFM) en Rustenŝtala Investa Fandado
Mi ĉiam rekomendas enkonduki la fandraron frue. Rapida DFM-revizio povas:
- Simpligi la enironajn kaj partajn liniojn
- Malpliigi la nombron de kernoj aŭ vaŭskomponentoj
- Eviti pezajn sekciojn kiuj ŝrumpas kaj krakadas
- Aligni kritikajn dimensiojn for de veldoj kaj enirejoj
Se vi jam uzas eksterajn maŝinservojn (ekzemple, por bronzaj aŭ kupraj alojoj), la DFM-menso estas tre simila al tio, kion vi vidos en alta precizeca laborejo kiel dediĉita preciza CNC-maŝinservo.
Rekomendita Minimuma Murospindeco
Por rustenŝtala perdo-vaksa fandado, realisma minimuma murospindeco estas:
- Normaj rustaj fandaj muroj: 2.5–3.0 mm
- Dika muro rusta ŝtala fandado (optimumigita dezajno): 1.5–2.0 mm
- Pli pezaj strukturaj areoj: 4–6 mm por pli bona manĝado kaj forto
Konservu konstanta. Grandaj paŝoj en sekcia dikeco kaŭzas porozecon kaj deformadon.
Dimensiaj toleroj (ISO 8062 CT5–CT6)
Por preciza rusta investa fandado, tipaj toleroj estas:
- Ĝenerala tolero: ISO 8062-3 CT5–CT6
- Kiel ĝenerala regulo:
- ±0.1 mm por la unua 10 mm
- ±0.2–0.3 mm ĝis 100 mm
- Pli striktaj toleroj estas eblaj ĉe kritikaj trajtoj kun post-maŝinado
Ĉiam marku kritikajn al funkcio dimensiojn sur via desegno por ke la fandejo povu kontroli ilin.
Draft Anguloj & Parta Linio
Eĉ kun investa fandado de delikataj detaloj, malgrandaj draftoj helpas:
- Draft angulo: 1–2° sur eksteraj muroj, 2–3° sur internaj muroj
- Aliĝu la parta linio sekve de naturaj randoj aŭ ne-kritikaj surfacoj
- Evitu meti kritikajn dimensiojn trans la parta linio por konservi pli bonan ripeteblecon
Filoj, Radii & Streso-Redukto
Akraj anguloj estas malbonaĵo en rustaj fandadoj:
- Uzu filoj anstataŭ akraj transiroj
- Internaj filoj: ≥ 0.75–1.0 mm
- Eksteraj radii: ≥ 1.0–1.5 mm
- Malsekurege miksu pezajn kaj malpezajn sekciojn
- Filoj reduktas streson, plibonigas fluon, kaj malhelpas varmajn punktojn kaj krakadojn
Administrado de subaŭtoj, truoj & internaj vojoj
Komplekso geometrio estas kie rusta investa fandado brilas, sed vi ankoraŭ bezonas inteligentan desegnon:
- Evitu subaŭtojn kiuj postulas flankajn kernojn aŭ komplikajn vaŭksilajn kunmetojn
- Tra-truo ≥ 2.5–3.0 mm diametroj estas pli stabilaj
- Longaj, malgrand-diametra truoj estas pli bone boreblaj post fandado
- Internaj vojetoj estas realigeblaj kun ceramika kernoj sed aldonos koston kaj riskon; uzu nur kiam ili ŝparas realan maŝinadon aŭ kunfandadon
Pezo-Redukto & Topologio-Konsiloj
Por redukti pezon sen perdi forton:
- Uzu kordoj kaj retikoj anstataŭ solida blokoj
- Malfermu ne-kritikajn volumojn kaj konservu uniforman muro-dikecon
- Konsideru bazan topologio-optimigon por meti materialon nur kie ŝarĝoj postulas ĝin
- Forigu “maŝinada mensaĵo” trajtojn kiuj povas esti fanditaj rekte: poŝoj, logo, kaj simplaj brakoj
Designado por Redukti Koston & Ŝanĝojn en Iloj
Se vi volas la plej malaltan vivciklan koston de rustenŝtala investa fandado:
- Standardigu trajtojn (truospecojn, radiusojn, muro-dikecojn) inter familioj de partoj
- Grupe variantojn en unu ilon kun ŝanĝeblaj enmetoj nur kie bezonate
- Evitu tro-toleradon—ne postulu CNC-nivelajn toleradojn sur ne-kritikaj trajtoj
- Designu fandadojn por minimumigi sekundaran maŝinadon kaj specialajn fiksilojn
Pura, fandado-amikema dezajno signifas pli malmultekostajn ilojn, pli malmultajn desegnadajn iteraciojn, kaj pli stabilan prezigon dum la vivo de la parto.
Tipaj Rustenŝtala Investa Fandado-Aplikoj laŭ Industrio

Rostala investaĵa fandado estas mia elekto kiam klientoj bezonas komplikan formojn, purajn surfacojn, kaj fidindan koroda reziston en unu pakaĵo. Jen kie ĝi liveras la plej grandan valoron:
Aeroespaco & Defendo Rostaj Fandadoj
En aeroespaco kaj defendo, pezo, sekureco, kaj spurebleco estas ĉio. Ni kutime provizas:
- Turbino kaj kompresoro komponentoj
- Braketoj, strukturaj akcesoraĵoj, kaj pordaj partoj
- Gyro-kapsuloj, aktuaturoj, kaj kontrolaj aparataroj
Uzi aeroespaca-klasaj rostaj kaj nikelaj alojoj, ni subtenas AS9100-nivelajn postulojn kun striktaj toleroj kaj ripetebla kvalito.
Kuracaj & Kirurgiaj Rostaj Fandadoj-Komponentoj
Por kuracaj aparatoj fabrikantoj, purigebleco kaj biokompatibilidado estas ne-negocieblaj. Tipaj partoj inkluzivas:
- Kirurgaj iltaroj kaj manoj
- Ortopediaj akcesoraĵoj kaj implantaj apudaj komponantoj
- Dentaj, endoskopaj, kaj instrumentaj kapsuloj
Ni fandas en 316L kaj aliaj medicinaj klasaj rostaj kiu povas pritrakti elektropoladon kaj pasivigon, preta por sterilaj medioj.
Manĝaĵo & Dairy Processing Rosten Steel Foundry
Manĝaĵo kaj trinkaĵa OEM-oj uzas rusten investan fandadon por redukti kavaĵojn kaj veldadojn:
- Pumaj korpoj kaj impeliloj
- Valvoj, akcesoraĵoj, kaj spraŭlaj nozzles
- Higienaj klamoj, konektiloj, kaj konektantoj
Glataj, Ra-amaj surfacoj kaj forlavada rezisto helpas plenumi tutmondajn manĝsekurecajn normojn por manĝaĵa grado rusten fandadon.
Maraj & Eksteraj Rusten Foundry
En maraj kaj eksteraj medioj, rusten investa fandado postvivas salo, premon, kaj misuzon:
- Propulsa kaj trafaĵaj partoj
- Deek kaj rigardaj ilaroj
- Submaraj sensorpaviloj kaj brakoj
Ni ofte uzas maran grade rusten kaj dupleks rusten investan fandadon por pli bona klorido kaj streĉa koroda rezisto.
Pumaj, Valvoj & Fluo-Regado Rusten Partoj
Tio estas unu el la plej grandaj aplikaj kampoj:
- Valvkorpoj kaj kovriloj por alta premo
- Pompaj korpoj, impeliloj, kaj difuziloj
- Fluaj metroj, manifoldoj, kaj precizaj konektantoj
Investada fandado liveras proksime al neta formo internaj vojoj, reduktante CNC-tempon kompare al plene maŝinitaj blokoj aŭ kutimaj ŝtalaj flangoj.
Oleum & Gas Rusta Investada Fandado-Komponentoj
Por oleo & gaso, fidindeco sub premo estas ŝlosilo:
- Subtera ilaro-komponentoj
- Alta-prema valv kaj chokkorpoj
- Instrumentado kaj sensorkorpuso
Ni provizas koroda rezista rusta fandado kaj nikela alojo-opcioj kie H₂S, CO₂, kaj altaj temperaturoj estas implikitaj.
Aŭtomobilaj & Motorsportaj Rustaj Partoj
En aŭtomobilado kaj vetkuro, rusta investada fandado subtenas:
- Turbokompressoro kaj ekzerco-komponentoj
- Bracketoj, korpoj, kaj struktura muntadoj
- Motorsportaj ilaroj kie pezo, precizeco, kaj forto materio
Ĝi ofte estas pli kost-efika ol maŝini solidan rustenon por mez-Volumena, kompleksa geometrio rusta fandado.
Ĝenerala Industria & OEM Rustaj Fandaj Aplikoj
Tra tutmondaj OEM-oj, tipaj rustaj fanditaj partoj inkluzivas:
- Industriaj ilaroj kaj maŝinaj komponantoj
- Partoj de proceza ekipaĵo kaj konektilaj kovriloj
- Kustomizitaj rustaj ŝtalaj fandaj partoj por aŭtomatigo kaj robotiko
Por multaj el tiuj, rusta investa fandado donas al proksima neta formo solvo kun konsekvenca kvalito kaj stabila kosto por peco, precipe kiam ilaro estas amortizita tra regulaj ordonoj.
Opcioj por surfaca finiĝo por rustaj investaj fandadoj

Atingi ĝustan finiĝon estas same grava kiel havi ĝustan aloion. Jen kiel ni kutime finiĝas rustajn investajn fandadojn por tutmondaj OEM-oj tra manĝaĵo, medicino, maraj kaj industriaj merkatoj.
Kiel-fandita Rusta Surfaca Finiĝo (Ra)
Investa fandado jam donas bonan surfacon:
| Finiĝa Tipo | Tipa Ra (µm) | Tipa Uzo |
|---|---|---|
| Kiel-fandita norma | 3.2–6.3 | Ĝenerala industrio, kaŝitaj partoj |
| Fina kiel-fandita | 1.6–3.2 | Valvoj, korpoj, dekoraciaj ferdekoj |
Uzu kiel-ĵetita kiam:
- Vi ne bezonas kosmetikan surfacon
- Machinado aŭ kovrado sekvos
- Vi volas la plej malaltan koston por ĉiu peco
Beda Blovado & Kuglo Blovado
Blovado estas la plej rapida maniero purigi kaj egaligi rustorezistajn ŝtalaĵajn forĵetajn kuproformojn.
- Vitra Beda Blovado
- Glata, satina finiĝo
- Bone por manĝaĵo, medicino, kaj videblaj partoj
- Tipa Ra: 1.6–3.2 µm
- Kuglo-blovado (ŝtalo/keramiko)
- Pli agresema purigado
- Forigas skalo kaj malgrandajn difektojn
- Bone por pezaj industriaj partoj
Ni ofte kombinas blovadon kun aliaj surfaca traktado-servoj kiam klientoj bezonas ambaŭ estetikon kaj rendimenton.
Elektropolado de Rustorezistaj Investaj Partoj
Elektropolado estas ideala kiam vi bezonas pintnivelan koroda reziston kaj purigeblecon.
Ĉefaj avantaĝoj:
- Ra povas faligi al ≤0.4–0.8 µm
- Forigas mikro-krudojn kaj enkorpigitajn kontaminantojn
- Perfekta por manĝaĵa grado rusten fandadon kaj medicina grado rustorezista ŝtalo fandado
Plej bone por:
- 304 / 316 / 316L kaj dupleksaj rustorezistaj materialoj
- Sanitaraj fitiloj, pumpaj komponantoj, kirurgiaj iloj
Kemia Passivado por Koroda Rezisto
Passivado estas deviga por kritikaj rustorezistaj fandadoj.
- Forigas liberan feron de la surfaco
- Konstruas pli fortan kroman oksidan tavolon
- Plibonigas reziston en maraj, kemiaj, kaj eksteraj medioj
Tipaj metodoj:
- Nitra-bazita passivado
- Citro-bazita passivado (pli sekura, pli ekologie amika)
Ni kutime passivas post maŝinado kaj antaŭ fina purigado/pakaĵo.
Maŝinado & Preciza Finado
Rostala investaĵa fandado estas proksima al neŝarĝa formo, sed streĉaj taŭgoj ankoraŭ bezonas maŝinadon.
Ni kutime maŝinas:
- Ruliloj kaj sigelaj sidlokoj
- Ŝraŭboj kaj sigelaj surfacoj
- Precizaj truoj kaj kritikaj datumo
Komunaj rezultoj:
- Tolerancoj ĝis ±0.01–0.02 mm (trajto-dependa)
- Surfaca finiĝo ĝis Ra 0.4–1.6 µm post turnado, muelado aŭ frezado
Kovraĵoj & PVD-Opcioj
Kiam la baza rusta ne sufiĉas, ni aldoniĝas kovraĵojn.
Opcioj inkluzivas:
- PVD (TiN, TiCN, DLC, ktp.) por eluziĝo kaj tranĉaj randoj
- Dura kovraĵoj por 17-4PH aŭ martensitika rustaĵoj
- Anti-gallaj aŭ malalta-frikciaj kovraĵoj por valvuloj kaj movaj partoj
Tiuj estas popularaj ĉe:
- Alta-cikla pump/valvo internaj partoj
- Tranĉiloj kaj formadiloj
- Marina kaj offshore ŝtofo
Elekti la ĝustan finon
Elektu vian finon laŭ kiel la parto estas uzata, ne nur laŭ ĝia aspekto:
| Aplika Tipo | Rekomendita Finkombino |
|---|---|
| Manĝaĵo & lakta ekipaĵo | Beda ekspluato + elektro-poluro + pasivigo |
| Medicinaj instrumentoj & implantatoj | Fina kiel-ĵetita/machinita + elektro-poluro + pasivigo |
| Marina & offshore | Ekspluato + pasivigo; aldoni kovraĵon por altuzaj areoj |
| Industriaj valvuloj & pumpiloj | Ekspluato + maŝinado de sigelaj surfacoj + pasivigo |
| Ornama / arkitektura | Fina kiel-ĵetita + beado-ekspluato aŭ polurado + ebla PVD |
Se vi dividas vian 3D-modelon kaj jaran volumnon, mi povas rekomendi fini stakon (eksplodo + maŝinado + kemia traktado) kiu ekvilibras:
- Koroda rezisto
- Aestetiko
- Tuta alveno-kosto por parto
Kaj ni povas integri plurajn finajn paŝojn en unu laborfluon tra niaj en-house kaj partneritaj surfac-traktaj kapabloj por teni la lead-tempojn mallongaj.
Kostaj Faktoro por Rusta Investa Kasto en 2026
Kostoj de rusta investa kasto en 2026 estas influitaj de mikso de materialaj, procezaj kaj logistikkontribuoj. Se vi komprenas ĉi tiujn levilojn antaŭe, vi povas desegni pli saĝajn partojn kaj akiri pli precizajn citaĵojn.
Ĉefaj Kostaj Faktoro en Rusta Investa Kasto
La ĉefaj kostblokoj estas:
- Ilado & ŝmira ŝablonoj
- Rustalojo kaj ŝarĝoŝtono
- Ŝelo konstruado kaj fandiĝa tempo
- Maŝinado kaj finiĝo
- Inspektado kaj testado
- Pakaĵo, ŝarĝo, kaj imposto
Ĉiu desegna decido vi faras tuŝas almenaŭ unu el tiuj.
Ilado kaj ŝablona Kosto kontraŭ Produktada Kvanto
Ilado estas fiksa kosto, do volumoj gravas:
- Malgranda volumoj / prototipoj
- 3D-eldonitaj ŝablonoj aŭ molaj iloj
- Alta prezo por peco, malalta antaŭkosto
- Meza–alta volumeno
- Malmola ŝtala malgluo kaj aŭtomata cindro-injekto
- Alta ilo-kosto, multe malpli kosto por peco
Se vi havas stabilan jaran postulon, ĝenerale estas utila investi en fortika ilo frue.
Allo-elekto kaj Prezo-efiko
Ne ĉiuj rustorezistaj ŝtalo kostas same por verki:
- 304 / 304L: kutime plej malalta-kosta rustorezista por investa verko
- 316 / 316L: pli multekosta pro pli alta nikelo kaj molibdeno
- 17-4PH, dupleksaj, kaj specialaj allo: pli alta fandi-kosto, pli da procezreguloj, kaj ofte ekstra varmtraktado
Elektu la plej malalta-kosta grado kiu ankoraŭ atingas viajn korodaĵon, forton, kaj ligoeblecon.
Nikelo kaj Allo-Surĉargo Efektoj
En 2026, nikela kaj molibdena prezo-fluktuoj estas granda parto de la kosto de rustorezista investa verko:
- Fundamentaĵejoj ofte aplikiĝas monataj aloja aldonkosto superbaze prezoj
- Alta-nikela kaj dupleksaj gradoj vidas la plej grandajn ŝanĝojn
- Pli longperspektivaj kontraktoj eble inkluzivas aldonkostan formulon ligitan al LME-prezoj
Se via dezajno permesas ĝin, eviti alt-nikelaĵajn gradojn povas stabiligi vian koston.
Parta Komplekseco kaj Maŝinada Kosto
Komplekseco estas kaŝa kostŝarĝanto:
- Maldikaj murojn, profundaj truoj, kaj internaj kanaloj pligrandigas ŝelkonstruotempon kaj riskon de rubaĵo
- Fermaj toleroj pri multaj trajtoj signifas kromajn maŝinadon kaj inspektadon
- Ŝnuroj, precizaj truoj, kaj sigelaj surfacoj kutime bezonas duan maŝinadon
Pli simpla ŝtono, kiu evitas nenecesajn striktajn tolerojn, estas preskaŭ ĉiam pli malmultekosta por ĉiu peco.
Maksimuma Mendo-Kvanto, Kapa Grandeco, kaj Jara Volumeno
Fundamentaĵejoj bezonas ekonomiaj pakaĵgrandecoj:
- MOQ (minimuma mendo-kvanto) kovras agordon, fandiĝon, kaj inspektadon dekostojn
- Pli grandaj pakaĵgrandecoj reduktas ĉiutagan kostojn por ĉiu parto
- antaŭvidebla jarevolumeno helpos negoci pli bonajn prezojn kaj kapacitan prioritaton
Se vi bezonas nur malgrandajn pakaĵojn, grupigu plurajn partnumerojn en sama mendo kiam eble.
Logistikoj, Sendostato, kaj Tuta Alvenkosto
Via vera kosto estas la tuta alvenkosto, ne nur la unuo-prezo:
- Oceana kontraŭ avia sendado povas draste ŝanĝi la kostojn por ĉiu parto
- Pakaĵo, paletoj, kaj koroda protekto sumigas
- Por iuj projektoj, loka maŝinado de fanditaj blankoj povas kompensi eksterlandan sendadon
Tial iuj aĉetantoj kombinas rusten-investan fandadon kun loka maŝinado, aŭ uzas proksimajn provizantojn por tempo-kritaj partoj kaj eksterlandajn partnerojn por pli alta volumeno.
Se vi ankaŭ akiras neferajn partojn, povas helpi kunigi ŝarĝojn kun itemoj kiel precizaj bronzaj komponantoj aŭ bronzaj partoj de la sama regiono por malpliigi sendokoston por kg.
Praktikaj Konsiloj por Malpliigi Koston de Rusta Investa Gipsado
Vi povas redukti koston sen mortigi la rendimenton:
- Elektu la ĝustan gradon: ne tro-specifu – uzu 304 anstataŭ 316 kie korodo permesas, kaj 316 anstataŭ dupleks se kloridaj niveloj estas moderaj.
- Designu por gipsado: evitu ne necesajn subkadrojn, super-malajn murojn, kaj ekstremajn toleradojn.
- Reduktu maŝinadon: gipsu formojn pli proksime al fina formo; nur teni striktajn toleradojn kie ili gravas.
- Planigu viajn volumojn: meti malpli, pli grandajn ordonojn anstataŭ multajn malgrandajn.
- Standardigu: uzu komunajn alojojn, surfacajn finadojn, kaj testajn planojn tra partoj por simpligi produktadon.
Se vi dividas 3D-modelojn, celajn volumojn, kaj rendimento-postulojn frue, mi kutime povas doni realisman koston de rusta investa gipsado po peco takson kaj montri precize kiuj ŝanĝoj plej ŝparos monon.
Kvalita Kontrolo kaj Atestiloj por Rusta Investa Gipsado
Por rusta investa gipsado, mi traktas kvalitan kontrolon kiel parton de la procezo, ne kiel postkuro. Se vi volas ripeteblajn, alta‑rendimentajn partojn, la subaj kontroloj estas ne‑negocieblaj.
Dimensa Inspekto & Mezurgilo Kontrolo
Mi fiksas dimensiojn frue kaj konfirmas ilin ĉe ĉiu ŝtofo:
- 3D CMM kaj optika skanado por plenaj dimensiaj aranĝoj sur unuaĵoj
- Propraj gvidiloj kaj fiksaĵoj por rapidaj GO/NO‑GO kontroloj pri kritikaj trajtoj
- ISO 8062-bazita toleranca kontrolo por konservi la tolerancojn de rustenŝtala investa fandado konsekvencaj inter lotoj
PMI Materiala Testado por Rustenŝtala Alloj
Malsama alojo signifas malsukcesan aplikadon. Mi uzas PMI (Pozitiva Materiala Identigo) por konfirmi:
- Korektan rustenŝtalan gradecon (304, 316, 17‑4PH, dupleks, ktp.)
- Alojelementoj kaj varmnumeroj kongruas kun atestiloj
- Hazarda lotkontroloj plus 100% PMI pri kritikaj programoj
Por pli detala informo pri kiel ni administras alojeverifikadon kaj testrekordojn, vi povas vidi kiel ni strukturigas testadon kaj kvalitan kontrolon por metalaj partoj.
Röntgeno, CT & NDT por Kritikaj Rustenŝtalaj Ŝtofoj
Por aviado, nafto & gaso, valvoj, kaj sekurec-kritikaj partoj, mi fidas je progresinta NDT:
- Röntgeno kaj CT-skaneado por detekti internan skuŝiĝon, porozon kaj inkluzivojn
- Ultrasona testado por pli dikaĵoj kaj kritikaj ŝarĝaj vojoj
- Inspektaj niveloj antaŭinterkonsentitaj por kongrui kun viaj risko- kaj kostcelaj
Dika Penetranto & Magneta Partikla Testado
Surfacaj difektoj en rustenŝtalaĵoj estas kaptitaj per:
- Koloriganta penetranta testo (PT) por ne-magnetaj rustorezistaj gradoj
- Magnetaj partikloj-testado (MT) kie aplikeblas sur martensitaj aŭ PH-gradoj
- Clara akceptkriterioj kun vida referencoj por eviti subjektivajn decidojn
Prema Testado por Valvoj, Pompaj & Flua Komponentoj
Por flu-manipulaj rustorezistaj fandadoj, mi validas sigelon kaj integrecon kun:
- Hidrostata kaj pneŭmatika premtesto ĝis via specifita premtarifo
- Ten-tempo, malpaka rapideco, kaj media difinita laŭ desegno aŭ normo
- Seriigita raportado ligita al ĉiu valvo aŭ pumpa korpo
Atestiloj por Rustorezistaj Investaj Fandadprovizantoj
Por subteni tutmondajn OEM-ojn, mi alineas nian sistemon al la atestiloj, kiujn vi atendas:
- ISO 9001 por kvalita administrado kiel fundamento
- AS9100 por aviadila rustorezista investa fandado
- IATF 16949 por aŭtomobilaj kaj motorsportaj programoj
- PED, ISO 3834, aŭ simila por premtuŝa ekipaĵo kie necese
Proceza Kontrolo, Trajtebleco & Audito-preta Dokumentaro
Mi enkorpigas trajteblecon en ĉiun ordonon por ke auditoj estu facila:
- Plena lota trajtebleco: fandaĵo, varmtraktado, NDT, kaj inspektaj rekordoj
- Kontrolitaj procezaj paĝoj por cero, ŝelo, fandiĝo, kaj varmotraktado
- Cifereca dokumentado preta por klientoj-auditoj kaj PPAP/FAI-pakoj
Se vi bezonas rusten neokupitan investan fandadon partneron kiu povas subteni striktajn testojn, dokumentadon, kaj tutmondan konformadon, mia fokuso estas fari tiujn postulojn normaj, ne specialaj.
Elekti Rusten Neokupitan Investan Fandadon Provizanton
Elekti la ĝustan rusten neokupitan investan fandadon provizanton estas komerca decido kiu atingas kvaliton, koston, kaj liveradon samtempe. Jen kiel mi takus rusten ŝtalan fandejon antaŭ ol sendi al ili realan projekton.
Kion serĉi en rusten ŝtala fandejo
Kiam mi mallongigas liston de rusten ŝtala fandejo, mi fokusiĝas al:
- Kerno-proceza forto: Pruvita rusten ŝtala perdo-vaza fandado, ne nur karbonŝtalo.
- Aliaĵa gamo: 304/304L, 316/316L, 17-4PH, dupleks, kaj kutimaj gradoj.
- Atestiloj: ISO 9001 kiel bazo; AS9100, IATF 16949, aŭ PED se vi estas en aviadila, aŭtomobil- aŭ premo-ekipaĵa industrio.
- Fina merkata sperto: Aviadilo, mara, medicina, aŭ manĝaĵa grado rusten estas granda pluso se tio kongruas kun viaj partoj. Por malmolaj salakvaj medioj, mi volas provizanton kiu jam servas mara inĝenieristiko simila al tiuj montritaj en dediĉitaj mara-grada rusten kaj aliaj alojoj projektoj.
Takso de Kapacito kaj Kapablo
Mi ĉiam kontrolas ĉu la fandado povas efektive subteni miajn aktualajn bezonojn kaj estontan kreskon:
- Ŝarĝa gamo de grandecoj: Minimuma kaj maksimuma pezo kaj dimensioj de parto por rusteneta investa fandado.
- Jara produktado: Tunoj jare kaj reala monata kapacito.
- Ilumado, cero, ŝelo, kaj varmtraktado en la domo: Malpli da eksteraj procezoj signifas pli bonan kontrolon kaj lead time.
- Dua operacioj: Maŝinado, varmtraktado, surfaca finiĝo, kaj kunigo sub unu tegmento aŭ proksime administritaj partneroj.
Prototipo kaj Rapidaj Ekzemplaj Opcioj
Rapideco gravas, precipe por novaj desegnoj:
- Rapida ilumado / mola ilumado: Por rapidaj rustenaj prototipoj kaj malgrandaj serioj.
- 3D presitaj ŝablonoj: Por kompleksa geometrio rusteneta fandado sen plena ilumada kostoj.
- Ekzempla lead time: Kiom rapide ili povas liveri unuaĵojn en rusteno (ne nur en anstataŭa alojo).
Komunikado, Inĝenieria Subteno, kaj DFM
Bona rusteneta investa fandado partnero agas kiel parto de mia inĝeniera teamo:
- DFM reagoj: Ili proaktive sugestas ŝanĝojn por redukti koston, eviti difektojn, kaj plibonigi rendimenton.
- Clara komunikado: Rekta aliro al inĝenieroj, ne nur vendistoj.
- Cifereca kunlaboro: 3D-modelaj recenzoj, markitaj desegnoj, kaj rapidaj iteracioj pri ŝanĝoj.
Kazo-Studoj kaj Pruvitaj Projektoj
Mi ĉiam petas kazo-studojn pri rustenŝtala investa fandado:
- Partoj kun malsamajn murojn, kompleksaj kernoj, aŭ mallarĝaj toleroj.
- Projektoj en mia industrio: valvuloj, maraj iloj, manĝaĵa prilaboraj partoj, aŭ medicinaj komponantoj.
- Antaŭ/post komparo kie ili anstataŭigis CNC-maŝanadon aŭ sablan fandadon per rustenŝtala investa fandado por redukti koston aŭ pezon.
Vi ofte povas vidi ilian veran produktadnivelon per rigardado de ilia pli vasta precizeca fandita produkto portfolio kaj kiel ili traktas kompleksajn materialojn kiel medicina-klasaj kobalto-bazitaj implantatoj.
Ĉefaj Demandoj por Demandi Antaŭ Aprobo
Antaŭ ol mi subskribas pri rustenŝtala investa fandado provizanto, mi demandas:
- Kio rustalaj gradoj ĉu vi plej ofte verŝas, kaj kio estas viaj tipaj investaj verŝaj toleremo?
- Kio estas la surfaca finiĝo (Ra) kiun vi povas liveri kiel-verŝita kaj post ekspluato aŭ elektropolado?
- Kiel vi kontrolas PMI, NDT, kaj dimensiĝa inspektado pri rustaj verŝitaj partoj?
- Kio estas via PPAP/FAI procezo por novaj rustaj investaj verŝaj partoj?
- Kio estas la realisma daŭro de livero por ilaroj, specimenoj, kaj stabila amasproduktado?
- Kiel vi traktas kvalitajn problemojn, riparon, kaj garantion pri rustaj ŝtalaj verŝitaj partoj?
Se fandado povas klare respondi ĉi tiujn demandojn, subteni ĝin per veraj rustaj partoj, kaj montri konsekvencan procezan kontrolon, tiam ili estas seriozaj kandidatoj por longdaŭra rusta investa verŝado.
Rustaj Investaj Verŝaj Demandoj kaj Respondoj
1. Diferencoj inter 304, 316, kaj 316L en investa fandado
| Gradon | Ĉefa Avantaĝo | Tipa Uzo |
|---|---|---|
| 304 | Bona koroda rezisto, plej bona valoro | Ĝenerala industrio, brakoj, kuŝejoj |
| 316 | Pli bona rezisto al truado/kratero | Marbordo, kemia, manĝa procezo, pumpiloj |
| 316L | Malalta karbona, pli bona veldado kaj koroda rezisto ĉe veldaj punktoj | Velditaj asamblaj, tankoj, medicinaj partoj |
- Elektu 304 kiam kosto gravas kaj eksponiĝo estas milda.
- Elektu 316 por kloridoj, kemiaĵoj, aŭ marakvo sp wash.
- Elektu 316L kiam la parto estas veldita aŭ bezonas pli altan korodan fidindecon ĉe varmofekitaj zonoj.
2. Kiam elekti 17-4PH kontraŭ 316 rusta ŝtofo por fanditaj partoj
| Situacio | Elekti 17-4PH | Elekti 316 / 316L |
|---|---|---|
| Bezonas tre altan forton | ✔ Rendiment > 1000 MPa (post aĝado) | ✖ Malpliigita forto |
| Korozio en agresivaj kemiaĵoj | △ Bona, sed ne kiel 316 en iuj acidoj | ✔ Pli bona en multaj kemiaj medioj |
| Fermita dimensia kontrolo post varmotraktado | ✔ Bona stabileco | △ Pli da deformado-risko |
| Strukturaj / ŝarĝportantaj | ✔ Aksoloj, brakoj, subteniloj | △ Kie korozio estas ĉefa |
- Go 17-4PH por alta forto + bona korozio (aerospaco, defendo, alta ŝarĝa OEM).
- Go 316/316L por plej alta korozia rezisto, precipe en kemia aŭ marborda medio.
3. Realigebla surfaca finiĝo en rustorezista investa fandado sen polurado
- Tipa kasto Ra por rustorezistaj investaj fandadoj:
- Norma ŝelo: Ra 3.2–6.3 μm
- Fina ŝelo / optimumigita procezo: Ra 1.6–3.2 μm
- Kun kora/ŝoto-blovado nur (sen polurado), ni kutime atakas:
- Ra ~1.6–3.2 μm sur plej multaj eksteraj surfacoj.
4. Tipa lead-tempo por nova rustorezista investa fandado iloj
Tipa tempolinio (povas ŝanĝiĝi kun komplekseco kaj sezonoj):
- Ilara dezajno + fabrikado: 2–4 semajnoj
- Unuaj specimenoj (FA / PPAP): 1–2 semajnoj post kiam la ilaro estas preta
- Tuta por nova projekto: 4–8 semajnoj al unua aprobita specimenoj en plej multaj kazoj.
Kiam la ilaro estas stabila, ripetaj ordonoj kutime funkcias laŭ 3–5 semajnoj lead-tempo dependanta de volumeno kaj maŝinaj bezonoj. Kompleksaj maŝinitaj partoj ankaŭ povas pasi tra nia hejma CNC-maŝinadaj servoj por redukti ĝeneralan lead-tempon.
5. Rustorezista investa fandado kontraŭ CNC-maŝinado por mezaj volumoj
| Aspekto | Rustorezista Investa Fandado | CNC-Maŝinado (de stango/tabulo) |
|---|---|---|
| Plej taŭga por | Meza–alta volumeno, kompleksaj formoj | Malgranda volumeno, simplaj formoj |
| Unu-kosta | Malalta po unupeco post ilado | Pli alta po unupeco |
| Antaŭpaga kosto | Ilado bezonata | Malgranda aŭ neniu ilado |
| Materiala uzo | Tre efika, proksime al neŝanĝebla formo | Alta rubo (ŝraŭboj) |
| Detaloj kaj trajtoj | Bonega por kompleksa 3D-geometrio | Bonega, sed kosto kreskas kun la komplekseco |
Se vi funkcias centoj ĝis dek miloj jare kaj la formo estas kompleksa, stana investa fandado kutime superas puran CNC pri totala kosto.
6. Maksimuma kaj minimuma grandeco kaj pezo por stanaĵaj fandadoj
Tipa laborfenestro (varias laŭ fandado):
- Pezo:
- Minimumo: 5–20 g (malgrandaj precizaj partoj)
- Pli granda: 30–50 kg por fandado (pli grandaj industriaj partoj)
- Grandeco:
- Ĝis ĉirkaŭ 600–800 mm en la plej longa dimensio por plej multaj ilaraj sistemoj.
Por tre malgrandaj aŭ tre grandaj grandecoj, ni kutime revizias desegnaĵojn kaj konsilas la plej fidindan vojon.
Pingback: Investment Casting Steel Alloy Guide Process Benefits Uses - Vastmaterial