
Paslanmaz yatırım döküm rehberi; süreç faydaları, kalite sınıfları, toleranslar, maliyet etkenleri ve Vastmaterial paslanmaz çelik çözümlerini kapsar.
Paslanmaz Yatık Döküm Nedir?
İhtiyacınız varsa karmaşık paslanmaz çelik parçalar sıkı toleranslar ve temiz bir yüzey ile, paslanmaz yatırım dökümü (aynı zamanda paslanmaz çelik kayıp balmumu dökümü) genellikle en maliyet etkin seçeneklerden biridir.
Basitçe ifade etmek gerekirse, biz:
- Parçanızın kesin bir balmumu kopyasını oluşturun
- Buna bir seramik kılıf inşa edin
- Balmumu eritin
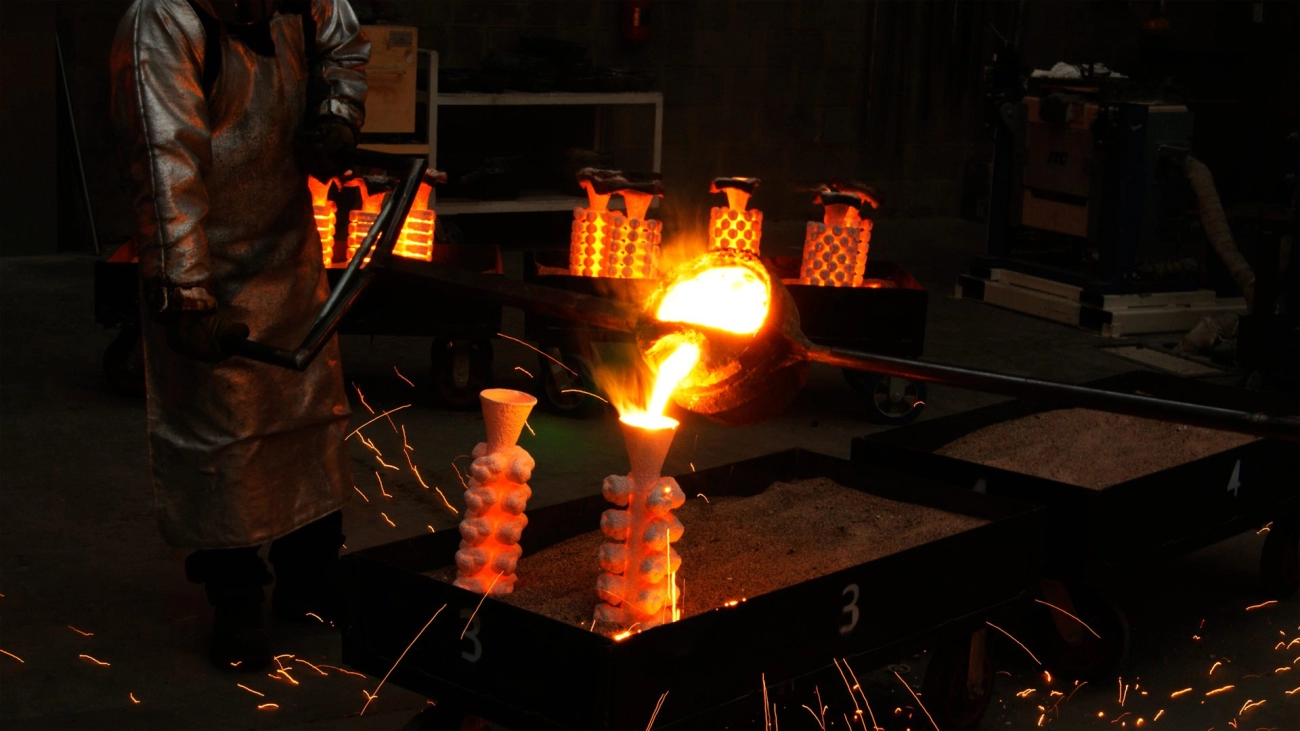
- Eriyik paslanmaz çeliğini oyuk içine dökün
- Kılıfı kırın ve dökümü bitirin
Sonuç bir yakın-ağ şekilli paslanmaz parça genellikle minimum işleme ihtiyaç duyan ve mükemmel boyutsal doğruluk ile yüzey bitişi sunan.
Paslanmaz Çelik Kayıp Balmumu Döküm Sürecinin Adım Adım Kılavuzu
Balmumu Kalıp Oluşturma ve Alet Üretimi
Başında son parçanın geometrisiyle eşleşen bir şey yapıyoruz. mum modeli son parçanın geometrisiyle eşleşen.
- Takım kalıplama (kalıplar):
- CNC ile işlenmiş alüminyum veya çelik kalıp
- Tekrarlanabilirlik ve sabit toleranslar için tasarlandı
- Rezine enjeksiyonu:
- Yağmur kontrollü basınç ve sıcaklık altında kalıbın içine reçine enjekte edilir
- Tipik boyutsal sapma: ±0.1–0.3 mm rezine üzerinde
- Desen montajları (ağaçlar):
- Bireysel reçine desenleri merkezi bir akışkan (kanal) üzerine kaynaklanır
- Uygun gate tasarımı türbülansı, porozite ve küçülme kusurlarını azaltır
Takım kalıplama temel başlangıç maliyetidir, bu yüzden bunu dikkatle tasarlıyoruz hedef hacmünüz, alaşımınız ve toleranslarınız.
Kabuğun Yapısı ve Seramik Kalıp Hazırlığı
Balıkçı takımı eriyiğin birikimini oluşturmaya yönelik olarak kaplanır seramik kabuk eritilebilir paslanmaz çeliği dayanabilecek bir yapı.
- Çamurlama batırma:
- Şablonlar ince seramik çalma batırma karışımına daldırılır (çoğunlukla silika tabanlı)
- Son yüzey yüzeyini ve ayrıntı çoğaltımını kontrol eder
- Sıva ile kaplama (kum kaplama):
- Islak yüzey üzerine kaba seramik kum uygulanır
- Kabuğun dayanıklılığını ve kalınlığını artırır
- Birden fazla katman:
- Tipik olarak 6–10 katman, parça boyutu ve ağırlığına bağlı olarak
- Nihai kabuk kalınlığı: 5–12 mm
Kabuğun inşası tamamen kontrol altındadır nem, sıcaklık ve kurutma süresi çatlaklar ve boyutsal kayma önlemek için.
Kurutma ve Kabuk Ateşi
Pişirme kabuğu oluşturulduktan sonra balmumu temizce çıkarılmalıdır.
- Parafin giderme:
- Genelde yapılan buhar otoklavı veya flaş tetikleme
- Mum/varoş eriyince sıvı hale gelir ve boşluk kalır.
- KABUK ATIŞI:
- Kapsül atılıyor 800–1100°C (1470–2010°F)
- Gücü artırır, herhangi bir balmumı kalıntısını yakar ve kalıbı önceden ısıtır.
Doğru ateşlenen bir kapsül/pleeni için kritik öneme sahiptir yüzey kalitesi ve boyutsal stabilite paslanmaz yatırım dökümünde.
Metal erime, döküm ve katılaşma Kontrolü
Ardından paslanmaz çeliği eritip sıcak seramik kabuk içine döküyoruz.
- Erime:
- Endüksiyon veya elektrik fırını
- Alaşımlar: 304, 316, 316L, 17-4PH, duplex ve daha fazlası
- Kimyasal bileşim ve kapsüllerin sıkı kontrolü
- Dökme:
- Kontrollü döküm sıcaklığı, tipik olarak 1550–1650°C grade bağlı olarak
- kritik alaşımlar ve havacılık parçaları için Vakum veya inert atmosfer
- Katılaşma kontrolü:
- Kapaklar, yükselticiler ve soğuma hızları, küçültmek için tasarlanmıştır çekme, boşluk ve yüksek gerilimler
Bu aşama belirler içsel sağlamlık, mekanik özellikler ve tekrarlanabilirlik paslanmaz çelik dökümünüzün alanında.
Knockout, Cut-Off ve Kapak Taşlama
Süyütme ve soğuma sonrası seramik kabuk çıkarılır ve parçalar ayrılır.
- Çıkarma:
- Kabuğun mekanik olarak veya titreşimli olarak kırılması
- Kalan seramik, patlatma yoluyla çıkarılır
- Kesme:
- Bireysel döküm parçaları, kalıptan testereler veya kesici tekerleklerle kesilir
- Kapak ve çıkış olukları taşlama:
- Kapak temas noktaları düzleşene kadar taşlanır
- Çevreleyen yüzeye uyum sağlamak için karıştırma
Hedef, bir temiz paslanmaz çelik döküm ısı işlemine veya atölye imalatına hazırdır.
Isı İşlemi ve Boyutsal Stabilizasyon
Çoğu paslanmaz yatırım dökümü, hedef sertlik, dayanım ve korozyon direncini elde etmek için ısı işlemine tabi tutulur hedef sertlik, dayanım ve korozyon direnci.
Tipik ısı işlemleri şunları içerir:
- Çözüm tavlama 304/316/316L için:
- Korozyon direncini artırır ve gerilimi giderir
- 17-4PH için Aşınma:
- Şartlar gibi H900, H1025, H1150 belirli dayanıklılık ve darbeye dayanıklılık için
- martensitik sınıflar için temperleme (410, 420):
- Sertlik ve dayanıklılığın dengelenmesi
Isıl işlem ayrıca boyutları da sabitler, böylece parçalarınız mandalında İşleme ve hizmet sırasında sıkı toleranslar.
Son İşleme, Muayene ve Ambalajlama
Son spesifikasyonlarınıza ulaşmak için parça hassas tamamlanmayla tamamlanır.
- Talaşlı İmalat:
- CNC torna, frezeleme, delik delme, tapping
- Sıkı toleranslar mümkün: ±0.05–0.1 mm kritik özelliklerde
- Denetim:
- CMM ve ölçüm aletleri ile boyutsal kontroller
- Yüzey pürüzlüğü kontrolleri (kullanılan döküm Ra genellikle 3.2–6.3 μm, patlatma/parlatma ile daha iyi)
- Temizlik ve ambalajlama:
- Yağ çöktürme, kenarlık alınması ve korozyon veya çizilmeye karşı koruma
- Transit hasarını önlemek için ihracata özel ambalajlama
Wax deseninden son paketlenmiş parçaya kadar paslanmaz yatırım dökümleri teslim eder hassas döküm paslanmaz bileşenler minimum ikincil işlemlerle üretime hazır olanlar.
Paslanmaz Çelik Neden Yatırım Dökümü İçin?
Paslanmaz yatırım dökümü, müşterilerin zor ortamlar, sıkı hijyen kuralları veya az bakım gerektiren uzun hizmet ömrü olan küçük ila orta parçalar gerektiğinde başvurulacak tercihimdir.
Yatırım Dökümünde Paslanmaz Çeliğin Temel Faydaları
- Çevrimiçi + performans malzemesi tek bir süreçte
- Mükemmel yüzey kalitesi temiz kenarlar
- Tutarlı mekanik özellikler partiler arasında
- İçin ideal: kesinlik, güvenlik‑kritik bileşenler
Korozyon Direnci & Uzun Dönem Dayanıklılık
Paslanmaz çelik doğal pasif krom oksit tabakası getirir; bu da agresif ve açık hava ortamları için idealdir:
- Direnç gösterir su, buhar, hafif asitler, temizleme kimyasalları
- Şunlar için harika: deniz, kimyasal, gıda ve tıbbi uygulamalar
- Yıllar boyunca görünümü ve mekanik gücü korur
- Daha düşük yaşam döngüsü maliyeti yeniden boyama veya sık sık değiştirme karşısında
daha yüksek korozyon direnci veya ikili (duplex) sınıfları gereken projeler için genellikle müşterileri geniş ürün yelpazemize yönlendiriyorum paslanmaz çelik döküm alaşımları.
Yüksek ve düşük sıcaklıklarda güç
Paslanmaz çelik, diğer metaller düşerken dayanır:
- Çekme dayanımı iyi yüksek sıcaklıklar
- Etkin darbe özellikleri stabil düşük sıcaklıklar
- Uygun egzoz bileşenleri, turbo parçaları, kriyojenik bağlantılar, açık deniz donanım
Hijyenik ve Kolay Temizlenir (Gıda ve Tıbbi)
İçin gıda, içecek, süt ve tıbbi paslanmaz yatırım döküm genellikle en güvenli tercih olur:
- Kılaşmayan yüzey uygun şekilde döküldüğünde ve bitirildiğinde
- Kolayca yapılabilir temizleyin, dezenfekte edin ve sterilize edin
- Uyumlu ile CIP/SIP temizliği ve yaygın dezenfektanlar
- Püskürtme kaplamalarda veya ürüne giren pas parçaları yok
Bu nedenle birçok tedarik ediyoruz gıda sınıfı paslanmaz çelik dökümler ve tıbbi sınıf paslanmaz bileşenler Dünya çapında OEM'lere.
Paslanmaz çelik vs Karbon Çelik, Alüminyum ve Pirinç Döküm
| Malzeme | Korozyon Direnci | Güç / Sıcaklık | Hijyen | Tipik Kullanım Durumu |
|---|---|---|---|---|
| Paslanmaz | ★★★★☆ | ★★★★☆ | ★★★★☆ | Gıda, tıbbi, deniz, vanalar, havacılık, enerji |
| Karbonsuz Çelik | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | Yapısal, düşük maliyetli parçalar, korozyona dayanıklı olmayan bölgeler |
| Alüminyum | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Ağırlık tasarruflu kapaklar, muhafazalar, düşük yüke sahip olmayanlar |
| Brass/Bronz | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Dekoratif, tesisat, bazı deniz bağlantıları |
Paslanmaz yatırım dökümünü önerdiğimde:
- İhtiyacınız var korozyon direnci + dayanıklılık birlikte
- kısım görecek kimyasallar, tuzlu su veya yıkama
- İstiyorsunuz düşük bakım, uzun hizmet ömrü, ve temiz bir görünüm
Maliyet tek itici ise ve çevre ılımlıysa karbon çeliği yeterli olabilir. Ancak korozyon, hijyen veya güvenlik devreye girerse, paslanmaz genelde daha akıllı uzun vadeli tercih olur.
Paslanmaz Enjeksiyon Dökümünün Diğer Yöntemlere Göre Anahtar Avantajları

Neredeyse net şekilli paslanmaz dökümler, daha az işleme
Paslanmaz enjeksiyon döküm ile elde ederiz neta yakın şekilli parçalar tam son boyutlara son derece yakın olanlar. Bu şu anlama gelir:
- Daha az CNC süresi, daha az kurulum
- Daha düşük malzeme israfı (arta kalan talaş, parçacıklar)
- Tekrarlayan siparişlerde更 hızlı teslim
Birçok proje için yalnızca kritik uyumlar ve dişler işlenir, tüm parça değil.
Paslanmaz yatırım döküm için yüzey bitirimi ve Ra
Seramik kabuk doğal olarak pürüzsüz bir bitirim sağlar. Tipik döküm sonrası paslanmaz çelik Ra yaklaşık olarak 3.2–6.3 μm, ve daha ince seviyelere ulaşabiliriz:
- Fonksiyonel yüzeylerde hafif işlenmiş
- Boncuklı püskürtme veya çelik boncuk püskürtme
- Medikal/gıda sınıfı parçalar için elektroparlatma
Temiz, profesyonel bir yüzeye ulaşmak için genellikle ağır taşlama veya parlatmaya ihtiyaç yoktur.
İnce duvarlar ve karmaşık geometriler için yetenek
Paslanmaz çelik kaybolan mum dökümü için idealdir ince duvar paslanmaz çelik dökümü ve karmaşık şekiller:
- Yaklaşık 1.5–2.5 mm kalınlığa kadar ince kesitler (tasarıma bağlı)
- Yerleşik kesmeler, başlıklar ve logolar
- Organik, eğimli veya kafes benzeri şekiller
Geleneksel süreçlerden çoğunda karmaşıklık ve maliyet konusunda yatırım dökümünün üstün olduğu nokta burasıdır.
Paslanmaz yatırım dökümelerin boyutsal doğruluğu
Uygun alet ve süreç kontrolü ile rutin olarak şunu hedefleriz ISO 8062 CT5–CT6 toleransları paslanmaz döküm üzerinde. Bu ne anlama geliyor:
- Uzun üretim döngülerinde güvenilir tekrarlanabilirlik
- Kritik boyutları elde etmek için daha az işlem sonrası takım
- Partiler ve fabrikalar arasında istikrarlı kalite
Sıkı tolerans özellikler için hassas döküm + nihai işleme birleştirilir.
Paslanmaz yatırım dökümü ile kum döküm karşılaştırması
Kum döküm ile karşılaştırıldığında, paslanmaz yatırım dökümü şu avantajları sunar:
- Çok daha iyi yüzey bitimi
- Daha yüksek boyutsal doğruluk
- Daha ince duvarlar ve daha karmaşık ayrıntılar
Kum dökümü, çok büyük, düşük hassasiyetli parçalar için hâlâ anlamlıdır. Hassas paslanmaz bileşenler için yatırma döküm genellikle daha akıllı bir tercihtir.
Paslanmaz yatırma döküm vs kalıp döküm
Kalıp döküm alüminyum ve çinko için harikadır, ancak paslanmaz çelik nadiren pratiktir. Kalıp dökümüne kıyasla, paslanmaz yatırım döküm şu avantajları sunar:
- Çok daha düşük takım malzeme maliyeti
- Daha geniş alaşım aralığı (304, 316, 17-4PH, duplex, vb.)
- Orta hacimler ve sık tasarım değişiklikleri için daha uygun
Altı haneli takım maliyeti olmadan yüksek mukavemetli paslanmaz parçalar ihtiyacınız varsa, yatırım döküm cevapdır.
Paslanmaz yatırma döküm vs CNC işleme
Paslanmaz parçaları katı çubuk veya levhadan işliyorsanız, ödemek zorunda kalırsınız:
- Yüksek malzeme israfı
- Uzun çevrim süreleri
- Pahalı kesici takım
İle yatırım dökümü ve CNC işleme karşılaştırması, bizim yaklaşımımız şu:
- Yakın-ağır net şekil dökümü
- Yalnızca önemli olanı takım veya makineler
Bu genellikle için kazanır küçük ila orta hacimler ve karmaşık geometriler. Sadece CNC işleme, hacimler düşük ve şekiller çok basitse dökümden üstün değildir.
Paslanmaz yatırım dökümü vs MIM (metal enjeksiyon kalıplama)
Karşılaştırıldığında metal enjeksiyon kalıplama (MIM), paslanmaz yatırım dökümü:
- Daha büyük parçaları işler (MIM çok küçük bileşenler için en iyisidir)
- Daha büyük geometrilerde bozulma riski daha düşüktür
- Orta boy parçalar için genellikle daha düşük takım maliyeti
MIM, küçük, yüksek hacimli hassas bileşenler için idealdir. Daha büyük, daha ağır veya daha yapısal olarak yüklü parçalar için, paslanmaz yatırım dökümü genellikle daha dayanıklı ve daha esnektir.
Paslanmaz alaşımlarla da çalışıyorsanız, benzer şekilde yürütüyoruz hassas döküm hizmetlerimiz yakın-ağır şekil mantığını kullanarak işleme süresini ve toplam maliyeti azaltmak için birden çok metal için. Bu süreci nasıl yapılandırdığımıza dair genel görünümümüzde [karmaşık özel parçalar için hassas döküm hizmetleri](https://haoyumaterial.com/services/precision-casting
Yatırım Dökümünde Sık Kullanılan Paslanmaz Çelik Sıralamaları (2026 Güncellemesi)
Paslanmaz yatırım dökümünü seçtiğinizde alaşım gerçek oyun değiştiricisidir. Müşterilere doğru paslanmaz kaliteyi seçmede yardımcı olurken genellikle şu şekilde ayrıştırıyorum.
Yatırım Dökümünde Austenitik Paslanmaz Çelikler
Austenitik paslanmaz çelikler, en yaygın olanıdır çünkü:
- Dökülmesi ve kaynağı kolay
- Korozyon direnci açısından çok iyi
- Çoğu durumda manyetik değildir
Genel endüstriyel, gıda ve tıbbi paslanmaz çelik kayıp wax döküm parçaları için varsayılan tercihimdir.
304 Paslanmaz Yatırım Dövme
304 paslanmaz çelik dökümü, işçilik gücüne sahip alaşımdır:
- Tipik kullanımlar: braketler, muhafazalar, saplar, boru bağlantıları, gıda ekipmanları parçaları
- Ana Özellikler: standart ortamlarda iyi korozyon direnci, iyi şekillendirilebilirlik, çoğu atmosferik ve hafif kimyasal koşullarda kararlı
- Ne Zaman Seçilir: Parçanız sert klorürler, asitler veya deniz suyu görmüyorsa, 304 genellikle en iyi fiyat–performans dengesini sağlar
316 / 316L Paslanmaz Yatırım Dövmesi
316 paslanmaz yatırım dökümü, korozyon gerçekten önemli olduğunda yükseltmedir:
- Tipik kullanımlar: deniz donanımı, kimyasal ekipmanlar, pompalar, vanalar, gıda ve ilaç ekipmanları
- Faydalar: molibden içeriği, 304'e kıyasla klorürlere ve birçok kimyasala karşı daha güçlü direnç sağlar
- 316L: kaynak dikişlerinde daha iyi kaynak yapılabilirlik ve korozyon riskinin azaltılması için düşük karbon versiyonu
316/316L'yi deniz sınıfı paslanmaz döküm ve agresif temizleme veya CIP/SIP ortamları için öneriyorum.
Düşük Karbon Sınıfları (304L, 316L)
304L ve 316L düşük karbonlu paslanmaz:
- Kaynaklarda karbid çökelmesini azaltır
- Çapraz taneli korozyona dirençyi artırır
- Ağır kaynak yapımına, kalın kesitlere ve basınca dayanıklı parçalar için idealdir
Parça hizmette yoğun şekilde kaynaklanacaksa, genelde L sınıflarını standart olarak öne çıkarırım.
Martenzitli Paslanmaz (410, 420)
Aşınma ve sertlik için martensitik paslanmaz sınıflar kazanır:
- 410, 420: Isı işlemi sonrası daha yüksek sertlik, iyi aşınma direnci, orta düzeyde korozyon direnci
- Tipik kullanımlar: bıçaklar, oturma yüzleri, aletler, aşınma parçaları, kenar veya yüzey sertliğine ihtiyaç duyan mekanik bileşenler
Bunlar, sert, sert darbe veren bir döküm istediğinizde doğru olur ama yine de temel paslanmaz performansını ister.
17-4PH Paslanmaz Yatırıma Döküm
17-4PH paslanmaz, yüksek dayanımlı paslanmaz döküm bileşenleri için tercih edilen bir seçenek:
- Ana faydalar: çok yüksek dayanım, iyi tokluk ve makul korozyon direnci
- Kullanımlar: uçak yapısı paslanmaz çelik yatırım döküm, yüksek basınca dayanımlı vana parçaları, pompa milleri, takım tezgahı parçaları, savunma ve motor sporları parçaları
- Tasarım hedeflerinize uygun farklı mukavemet seviyelerine (H900–H1150) ısıtma işlemi uygulanabilir
Dupleks Paslanmaz Çelik Dökümü (2205, 2507)
Dupleks paslanmaz çelik yatırım dökümü (2205, 2507) sert klorür ortamlar için tasarlanmıştır:
- Dayanıklılık: 304/316’nin yaklaşık 2 katı akma dayanımı
- Korozyon: korozyon direnci, girinti, çatlak ve gerilme korozyonu direnci mükemmel
- Tipik kullanımlar: açık deniz, denizcilik, tuz giderme, kimyasal işleme ve yüksek klorürlü akışkan ekipmanları
Güç, korozyon ve ağırlığı dengeliyorsanız, tuzlu veya agresif ortamlarda dupleks genellikle ciddi bir bakış değerindedir. Dupleksin diğer paslanmaz ve alaşım çeliklerle karşılaştırmasının derinlemesine incelmesi için bu konuda ayrıntılı bir şekilde yazdım alaşım çelik ile paslanmaz çelik seçimine ilişkin kılavuz.
Çökelme Sertleşmesi ve Özel Paslanmaz Alaşımlar
17-4PH’in ötesinde, diğer PH ve özel paslanmaz alaşımlar da vardır:
- özellikle dayanıklılık, tokluluk ve korozyon kombinasyonlarına göre uyarlanmış
- havacılık, enerji ve yüksek sınıf endüstriyel bileşenlerde kullanılmıştır
- Genellikle yatırım döküm toleransları ve performansın kritik olduğu yerlerde nikel ve yüksek alaşımlı sistemlerle eşleşir
Ayrıca aşırı ortamlar için nikel bazlı veya duplex cıvata çözümlerine bakıyorsanız, bu yüksek performanslı bağlantı elemanları gibi mantık aynıdır 2205 duplex paslanmaz çelik cıvatalar.
Özellik Karşılaştırması (Yüksek Düzey)
Tipik eğilim (düşükten yükseğe performans):
- Korozyon Direnci: 410/420 < 304 < 17-4PH ≈ 316 < duplex 2205 < super duplex 2507
- Güç (döküm veya muameleli): 304/316 < duplex 2205 < 17-4PH < 420 (maks. sertlik, ancak daha az korozyon)
- Maliyet: 410/420 ≈ 304 < 304L < 316 < 316L < duplex 2205 < 17-4PH < süper duplex / özel PH sınıfları
Paslanmaz Döküm Alaşımlarının Maliyet Dilimleri
Paslanmaz çelik yatırım dökümü için maliyet planlaması açısından:
- Giriş seviyesi: 410, 420, 304 (maliyet duyarlı projeler için en uygun, orta taleplerle)
- Orta seviye: 304L, 316, 316L (endüstriyel, gıda ve deniz aydınlık/görev parçalarında en yaygın)
- Premium: 17-4PH, duplex 2205 (yüksek dayanıklılık veya yüksek korozyon artı dayanım)
- Üst katman: 2507 süper düplex ve özel PH alaşımları (en zorlu ortamlar, kritik güvenlik veya yüksek değerli parçalar)
Çelik yatırım döküm maliyetini parça başına teklif ettiğimizde, alaşım tercihi genelde karmaşıklık ve hacmin hemen ardından en büyük sürücülerden biridir.
Paslanmaz Yatırım Dökümü İçin Tasarım Kılavuzları ve Toleranslar
Paslanmaz yatırım dökümü akıllı tasarımı ödüllendirir. Süreç göz önünde bulundurularak ilk günden tasarlarsanız, daha sıkı toleranslar, daha az kırıntı ve parça başına çok daha düşük maliyet elde edersiniz.
Paslanmaz Yatırım Dökümü'nde Üretilebilirlik İçin Tasarım (DFM)
Gördüğünüz gibi, bulunanı erken dahil etmeyi her zaman tavsiye ederim. Hızlı bir DFM incelemesi şu faydaları sağlayabilir:
- Kalıp yönlendirme ve birleşim hatlarını basitleştirmek
- Çekirdek sayısını veya balmumu montajlarını azaltmak
- Daraltan ve çatlayan ağır kesitlerden kaçınmak
- Kritik boyutları kaynak bölgelerinden ve kapı alanlarından uzağa hizalamak
Zaten dış mekanda işleme hizmetleri kullanıyorsanız (örneğin bronz veya bakır alaşımları için), DFM yaklaşımı, özel bir kısa satır CNC işleme servisi gibi yüksek hassasiyetli bir atölyede göreceğiniz yaklaşımla oldukça benzerdir.
Önerilen Minimum Duvar Kalınlığı
Paslanmaz çelik kayıp-kalıp döküm için gerçekçi minimum duvar kalınlığı şudur:
- Standart paslanmaz döküm duvarları: 2.5–3.0 mm
- İnce duvarlı paslanmaz çelik dökümü (optimize edilmiş tasarım): 1.5–2.0 mm
- Daha ağır yapısal bölgeler: Daha iyi besleme ve dayanıklılık için 4–6 mm
Kalınlığı tutarlı. Bölüm kalınlıklarındaki büyük sıçramalar porozite ve distorsiyona neden olur.
Boyutsal Toleranslar (ISO 8062 CT5–CT6)
İnce sertleştirilmiş yatırım dökümünde tipik toleranslar şunlardır:
- Genel tolerans: ISO 8062-3 CT5–CT6
- Genel bir kural olarak:
- İlk 10 mm için ±0.1 mm
- 100 mm'ye kadar ±0.2–0.3 mm
- Kritik özelliklerde işlem sonrası ile daha sıkı toleranslar mümkündür
Çalışmada her zaman işaretleyin fonksiyon için kritik boyutları kalıbın onları kontrol edebilmesi için çiziminizde.
Astar Eğimleri & Ayırma Hattı
Yatırım dökümünün ince detayına rağmen, küçük eğimler yardımcı olur:
- Dreft açısı: Dış duvarlarda 1–2°, iç duvarlarda 2–3°
- Ayırma hattını eşleştirmeyi doğal kenarlar boyunca veya kritik olmayan yüzeyler
- aynı tekrarlanabilirliği korumak için kilit boyutları ayrıştırma hattı boyunca konulmamalıdır
Yakırtılar, Daireler ve Gerilimi Azaltma
Stainless dökümde sivri köşeler kötü haber:
- Kullanım kiremitler keskin geçişler yerine
- İç köşeler: ≥ 0.75–1.0 mm
- Dış yarıçaplar: ≥ 1.0–1.5 mm
- Yoğun ve ince bölümleri sorunsuz bir şekilde harmanlayın
- Kiremitler gerilimi azaltır, akışı iyileştirir ve sıcak noktaları ile çatlamayı azaltır
Alt kesimler, delikler ve iç geçişleri Yönetimi
Karmaşık geometriler paslanmaz yatırım dökümün parlak olduğu alanlardır, ancak yine de akıllıca tasarlamalısınız:
- Yan çekirdekler veya karmaşık balmumu montajlarını gerektiren alt kesimlerden kaçının
- Delikler ≥ 2.5–3.0 mm çapında daha stabildir
- Dökümden sonra uzun, çapı küçük delikler daha iyi delinir
- Seramik çekirdeklerle iç geçitler uygulanabilir ancak maliyet ve risk artar; gerçek üretim veya montaj maliyetini kurtarıyorsa kullanın
Ağırlık Artırımı & Topoloji İpuçları
Gücü kaybetmeden ağırlığı azaltmak için:
- Kullanım kaburgalar ve ağlar katı bloklar yerine
- Kritik olmayan hacimleri içleri boşaltın ve duvar kalınlığını tekdüze tutun
- Temel düşünmeyi topoloji optimizasyonu yükler sadece ihtiyaç duyduğunda malzeme yerleştirmek için
- Döküm doğrudan yapılabilen “işleme zihniyeti” özelliklerini kaldırın: gömlekler, logolar ve basit braketler
Maliyet ve Takım Değişikliklerini Azaltmaya Yönelik Tasarım
Paslanmaz yatırım dökümünden en düşük yaşam maliyeti isterseniz:
- Parça aileleri genelinde özellikleri standartlaştırın (delik boyutları, radyuslar, duvar kalınlığı)
- Gerektiğinde değiştirilebilir eklerle tek bir alet halinde varyantları gruplayın
- Aşırı tolerans vermekten kaçının—kritik olmayan özelliklerde CNC seviyesinde toleranslar istemeyin
- İkinci işleme ve özel aparatları en aza indirecek şekilde döküm parçaları tasarlayın
Temiz, döküm dostu bir tasarım daha ucuz tooling, daha az tasarım iterasyonu ve parçanın ömrü boyunca daha istikrarlı fiyatlar anlamına gelir.
Standart Paslanmaz Çelik Döküm Uygulamaları Endüstriye Göre

Paslanmaz döküm yatırım dökümü, müşterilerin ihtiyacı olduğunda benim için varsayılan seçenek karmaşık şekiller, temiz yüzeyler ve güvenilir korozyon direnci bir paket halinde. İşte en fazla değeri burada sağlar:
Havacılık ve Savunma Paslanmaz Dökümler
Havacılık ve savunmada ağırlık, güvenlik ve izlenebilirlik her şeydir. Genelde tedarik ederiz:
- turbine ve kompresör bileşenleri
- braketler, yapısal bağlantılar ve menteşe parçaları
- jenerik tümler, aktuatörler ve kontrol donanımı
Kullanımında aerospace-grade stainless and nickel alloys, AS9100 seviyesindeki gereklilikleri sıkı toleranslar ve tekrarlanabilir kalite ile destekliyoruz.
Tıbbi ve Cerrahi Paslanmaz Döküm Bileşenleri
Tıbbi cihaz üreticileri için, temizlik ve biyouyumluluk müzakeresi olmayanlar. Tipik parçalar şunları içerir:
- Cerrahi alet gövdeleri ve tutucuları
- Ortopedik donanım ve implantla ilişkili bileşenler
- Diş hekimliği, endoskopi ve alet muhafazaları
Döküm yapıyoruz 316L ve diğer tıbbi sınıf paslanmaz elektropolish ve passivasyon işlemlerini karşılayabilir, steril ortamlara hazır.
Gıda ve Süt İşleme Paslanmaz Çelik Dökümleri
Gıda ve içecek OEM'leri, kıvrımlar ve kaynağı azaltmak için paslanmaz yatırım döküm kullanır:
- Pompa gövdeleri ve impellerler
- Vana, fittings ve püskürtme nozülleri
- Hijyenik kelepçeler, bağlantılar ve konnektörler
Pürüzsüz, Çevre dostu yüzeyler ve yıkama direnci, küresel gıda güvenliği standartlarını karşılamaya yardımcı olur gıda sınıfı paslanmaz çelik döküm.
Denizcilik ve açık deniz paslanmaz döküm parçaları
Denizcilik ve açık deniz sektörlerinde, paslanmaz yatırım dökümü tuz, basınç ve aşınmaya dayanır:
- Propeller ve iticiler parçaları
- güverte ve donanım donanımı
- Denizaltı sensör muhafazaları ve Braketler
Sıkça kullanıyoruz deniz sınıfı paslanmaz çelik ve duplex paslanmaz çelik döküm yatırım kalıplama daha iyi klorlu ve gerilme korozyonuna dayanıklılık için.
Pompa, Valf ve Akış Kontrol Paslanmaz Parçalar
Bu, en büyük uygulama alanlarından biridir:
- Yüksek basınçlı valf gövdeleri ve kapakları
- Pompa muhafazaları, impellerler ve difüzörler
- Akış ölçerler, manifoltlar ve hassas konnektörler
Yatırım döküm baskısı sağlar yakın-ağır iç kesitler, tamamen işlenmiş bloklara kıyasla CNC süreyi azaltır veya özel çelik flanşlar.
Hammaddelik ve Gazlaştırılmış Parçalar
Yağ ve gaz için, basınç altında güvenilirlik kilit rol oynar:
- Aşağı doğru araç bileşenleri
- Yüksek basınçlı vana ve keçe gövdeleri
- Aletler ve sensör kapakları
Tedarik ediyoruz korozyon direnci yüksek kalite paslanmaz döküm H₂S, CO₂ ve yüksek sıcaklıkların olduğu yerde nikel alaşım seçenekleri.
Otomotiv & Motorsport Paslanmaz Döküm Parçaları
Otomotiv ve pist yarışında paslanmaz yatırım dökümü destek sağlar:
- Turboşarj ve egzoz bileşenleri
- Askılar, kapaklar ve yapı montajları
- Motorsport donanımı şu alanlarda ağırlık, doğruluk ve dayanıklılık önem
Katı paslanmaz çeliği işlemekten genellikle daha maliyet etkilidir orta hacimli, karmaşık geometrili paslanmaz döküm.
Genel Endüstriyel ve OEM Paslanmaz Döküm Uygulamaları
küresel OEM'ler arasındaki tipik paslanmaz döküm parçaları şunları içerir:
- Endüstriyel donanım ve makine bileşenleri
- İşlem ekipmanı parçaları ve bağlantı yuvaları
- Otomasyon ve robotik için özel paslanmaz çelik döküm parçaları
Birçokları için paslanmaz yatırım dökümü, neta yakın şekil işçilikli sabit bir kalite ve parça başına istikrarlı bir maliyetle bir çözüm sunar; özellikle takım tezgahı düzenli siparişler üzerinde amorti edildiğinde.
Paslanmaz Yatırım Döküm İçin Yüzey Bitirme Seçenekleri

Doğru yüzeyi elde etmek, doğru alaşımı elde etmek kadar önemlidir. Global OEM’ler için gıda, tıbbi, denizcilik ve endüstriyel pazarlarda paslanmaz yatırım döküm ürünlerini genelde şu şekilde bitiririz.
Döküm Sonrası Yüzey (Ra)
Yatırım döküm zaten iyi bir yüzey sunar:
| Yüzey Tipi | Tipik Ra (µm) | Tipik Kullanım |
|---|---|---|
| Döküm sonrası standart | 3.2–6.3 | Genel endüstriyel, gizli parçalar |
| İnce döküm olarak | 1.6–3.2 | Valklar, muhafazalar, dekoratif donanımlar |
Döküm olarak kullan şu durumlarda:
- Görünüm yüzeyine ihtiyacınız yok
- İşleme veya kaplama daha sonra yapılacaktır
- Parça başına en düşük maliyeti istiyorsunuz
boncuk aşındırma ve atış aşındırma
Aşındırma, paslanmaz çelik kayıp köpük döküm parçalarını temizlemenin ve düzgünleştirmenin en hızlı yoludur.
- Cam boncukla aşındırma
- Düz, saten yüzey
- Gıda, tıbbi ve görünür parçalar için iyi
- Tipik Ra: 1.6–3.2 µm
- Atış aşındırma (çelik/seramik)
- Daha agresif temizleme
- Ölçekteki kireç ve küçük kusurları giderir
- Ağır hizmet endüstriyel parçalar için iyi
Sıklıkla patlatmayı diğerleriyle birleştiririz yüzey işleme hizmetleri müşteriler estetik ve performansa ihtiyaç duyduğunda.
Paslanmaz Çelik Enjeksiyonlu Yatırım Döküm Parçalarının Elektropolize Edilmesi
Elektropolizasyon, en üst düzey korozyon direnci ve temizlenebilirlik gerektiğinde idealdir.
Temel faydalar:
- Ra değeri şu seviyelere düşebilir ≤0.4–0.8 µm
- Mikro kenetleri ve gömülü kirletici maddeleri giderir
- Mükemmel için gıda sınıfı paslanmaz çelik döküm ve tıbbi sınıf paslanmaz çelik döküm
En iyi:
- 304 / 316 / 316L ve düplex paslanmaz
- Hijyenik bağlantılar, pompa bileşenleri, cerrahi aletler
Korozyon Direnci için Kimyasal Pasivasyon
Kritis asl inox dökümlerde passivasyon bir zorunluluktur.
- Yüzeyden serbest demiri giderir
- Daha güçlü krom oksit tabakası oluşturur
- Deniz, kimyasal ve açık hava ortamlarında direnci artırır
Tipik yöntemler:
- Nitrik bazlı passivasyon
- Asit meselesi: sitrik bazlı passivasyon (daha güvenli, daha çevre dostu)
Genellikle passivasyon yaparız işleme sonrası ve nihai temizleme/ambalaj öncesinde.
İşleme ve Sıkı Toleranslı Yüzey Bitirme
Paslanmaz yatırım dökümü yakın-netsel şekildedir, ancak sık uyumlar yine de işleme gerekir.
Genelde şu işlemleri yaparız:
- Rulman ve conta oturakları
- Dişler ve sızdırmaz yüzeyler
- Hassas delikler ve kritik datumlar
Olası sonuçlar:
- Toleranslar şu kadar düşebilir ±0.01–0.02 mm (özellik bağımlı)
- Yüzey pürüzlülüğü şu kadar düşebilir Ra 0.4–1.6 µm torna, taşlama veya freze işlemi sonrasında
Kaplamalar & PVD Seçenekleri
Temel paslanmaz çelik yeterli değilse, kaplamalar ekliyoruz.
Seçenekler şunları içerir:
- PVD (TiN, TiCN, DLC, vb.) aşınmaya ve kesici kenarlara karşı
- Sert kaplamalar 17-4PH veya martensitik paslanmaz parçalar için
- Sürtünme karşıtı veya düşük sürtünmeli kaplamalar valfler ve hareketli parçalar için
Bunlar şu alanlarda popüler:
- Yüksek çevrimli pompa/valf iç parçaları
- Kesme ve şekillendirme araçları
- Denizcilik ve açık deniz donanımı
Doğru Kaplama Seçimi
Parçanın nasıl kullanıldığına göre kaplama seçin, sadece görünüşüne bakarak değil:
| Uygulama Türü | Önerilen Kaplama Kombinasyonu |
|---|---|
| Gıda ve süt ürünleri ekipmanı | Boncuk patlatma + elektropolishing + pasivasyon |
| Tıbbi aletler & implantlar | İnce döküm/takım + elektropolishing + pasivasyon |
| Denizcilik ve açık deniz | Patlatma + pasivasyon; aşınmaya karşı yüksek aşınma bölgeleri için kaplama ekleyin |
| Endüstriyel valfler & pompalar | Patlatma + contaç yüzeylerinin işlenmesi + pasivasyon |
| Dekoratif / mimari | İnce döküm + boncuk patlatma veya polisaj + isteğe bağlı PVD |
3D modelinizi ve yıllık hacminizi paylaşırsanız, birini önerebilirim bitirme yığını (patlatma + işleme + kimyasal işlem) dengeli:
- Korozyon Direnci
- Estetik
- Parça başına toplam teslimat maliyeti
Kısmetli iş akışına entegre edebileceğimiz birden fazla bitirme adımını kendi içimizdeki ve iş ortaklarımızın yüzey işlemleri olanaklarıyla aralarındaki teslim sürelerini sıkı tutmak için entegre edebiliriz.
2026 yılında Paslanmaz Çelik Yatırım Dökmeciliği İçin Maliyet Etkenleri
2026 yılında paslanmaz yatırım döküm maliyetleri, malzeme, süreç ve lojistik faktörlerinin bir karışımıyla belirlenir. Bu kısıtlayıcıları önceden anlarsanız, daha akıllı parçalar tasarlayabilir ve daha doğru teklifler alabilirsiniz.
Paslanmaz Yatırım Dövme Ana Maliyet Faktörleri
Ana maliyet blokları şunlardır:
- Takım ve mum kalıpları
- Paslanmaz alaşım ve ek ücret
- Kabuk oluşturma ve eritme süresi
- İşleme ve sonlandırma
- Kalite kontrol ve test
- Ambalaj, navlun ve vergiler
Her tasarım kararı en az birine dokunur.
Aletçilik ve Desen Maliyeti vs Üretim Hacmi
Aletçilik sabit bir maliyettir, bu yüzden hacim önemlidir:
- Düşük hacim / prototipler
- 3D baskılı desenler veya yumuşak aletçilik
- Yüksek parça fiyatı, düşük peşin maliyet
- Orta–yüksek hacim
- Sertleştirilmiş çelik kalıplar ve otomatik balmumunun enjeksiyonu
- Daha yüksek takım maliyeti, çok parça başına daha düşük maliyet
Yıllık talebiniz istikrarlıysa, genellikle sağlam takım yatırımı yapmaya erken başlamak karlı olur.
Alaşım Seçimi ve Fiyat Etkisi
Tüm paslanmaz çeliklerin döküm maliyeti aynı değildir:
- 304 / 304L: genelde düşük maliyetli paslanmaz investment casting için
- 316 / 316L: daha pahalı çünkü daha yüksek nikel ve molibden
- 17-4PH, duplex ve özel alaşımlar: daha yüksek ergime maliyeti, daha fazla işlem kontrolü ve çoğu zaman ek ısıl işlem
Seçimi en düşük maliyetli kalite hala korozi, dayanım ve kaynağa uygunluk hedeflerinize ulaşan.
Nikel ve Alaşımlı Ek Ücretler Etkileri
2026 yılında, nikel ve molibden fiyat dalgalanmaları paslanmaz yatırım döküm maliyetinin büyük bir kısmını oluşturanlar:
- Dökümhaneler genellikle uyguluyor aylık alaşım ek ücretleri temel fiyatların üzerine
- Yüksek-nikel ve duplex sınıfları en büyük dalgalanmalara sahip
- Uzun vadeli sözleşmeler bir surcharge formülü LME fiyatlarına bağlı
Tasarımınız izin veriyorsa, yüksek-nikel sınıflarını önlemek maliyetinizi stabilize edebilir.
Parça Karmaşıklığı ve Machining Maliyeti
Karmaşıklık gizli bir maliyet sürücüsüdür:
- ince duvarlar, derin girintiler ve iç kanallar artış gösterir kılıf kurulum süresi ve fire riski
- Birçok özellikte sıkı toleranslar demektir ek işleme ve muayene
- Vida dişleri, hassas delikler ve sızdırmaz yüzeyler genellikle ikincil işleme
Gereksiz sıkı toleranslardan kaçınan daha basit bir döküm, neredeyse her zaman parça başına daha ucuzdur.
MOQ, Parti Büyüklüğü ve Yıllık Hacim
Dökmeciler ekonomik seri boyutlarına ihtiyaç duyar ekonomik parti boyutları:
- MOQ (minimum sipariş miktarı) kurulum, ergitme ve muayene genel giderlerini kapsar
- Daha büyük parti boyutları birimde kurulum maliyetini azaltır birim başına kurulum maliyeti
- Öngörülebilir yıllık hacim daha iyi fiyatlar ve kapasite önceliği için pazarlık yapmaya yardımcı olur
Sadece küçük partilere ihtiyacınız varsa, mümkünse aynı siparişte birden çok parça numarasını gruplandırın.
Lojistik, Nakliye ve Toplam Getirili Maliyet
Gerçek maliyetiniz toplam getirili maliyet, sadece birim fiyatı değil:
- Okyanus ve hava kargo maliyeti parçalar başına önemli ölçüde değişebilir
- Ambalaj, paletler ve korozyon koruması toplamda
- Bazı projelerde, dökme boşlukların yerel işlenmesi denizaşırı nakliyeyi dengeler
Bu nedenle bazı alıcılar paslanmaz yatırım dökümünü yerel işleme ile birleştirir veya zaman açısından kritik parçalar için yakın tedarikçileri ve daha yüksek hacim için yurtdışındaki ortakları kullanır.
Ayrıca bakır dışı parçalar da tedarik ediyorsanız, yükün bir araya getirilmesine yardımcı olabilir, örneğin ince hassas bakır bileşenleri veya aynı bölgeden bronz parçaları ile km başına nakliye maliyetini düşürmek için.
Paslanmaz Yatırım Döküm Maliyetini Düşürmek İçin Pratik İpuçları
Performansı yok saymadan maliyeti düşürebilirsiniz:
- Doğru sınıfı seçin: aşırı spesifikasyon yapmayın – korozyona izin veriyorsa 316 yerine 304 kullanın, ve klorür seviyeleri orta ise duplex yerine 316 kullanın.
- Döküm için tasarlayın: gereksiz girintilerden, çok ince duvarlardan ve aşırı toleranslardan kaçının.
- İşlemi azaltın: nihai forma daha yakın döküm şekiller; sadece önemli olan yerlerde sık toleranslar tutun.
- Planlayın hacimler: birçok küçük sipariş yerine daha az, daha büyük siparişler verin.
- Standardizasyon: üretimi basitleştirmek için parçalar arasında ortak alaşımlar, yüzey kaplamaları ve test planları kullanın.
3D modelleri, hedef hacimleri ve performans gereksinimlerini erken paylaşabilirseniz, genellikle gerçekçi bir parça başına paslanmaz yatırım döküm maliyet tahmini ve en çok hangi değişikliklerin daha çok tasarruf sağlayacağını gösteren bir öngörü sunabilirim.
Paslanmaz Yatırım Döküm için Kalite Kontrol ve Sertifikalar
Paslanmaz döküm için, kalite kontrolü sürecin bir parçası olarak görüyorum, sonradan düşünce değil. Tekrarlanabilir, yüksek performanslı parçalar istiyorsanız, aşağıdaki kontroller vazgeçilmezdir.
Boyutsal Muayene ve Ölçü Aleti Kontrolü
Boyutları erken sabitlerim ve her partiye doğrularım:
- 3D CMM ve optik tarama ilk seri parçalar üzerinde tam boyutsal yerleşimler için
- Özel ölçekler ve aparatlar kritik özelliklerde hızlı GEÇİŞ/HİÇBİÇİ GÖRÜŞ kontrolleri için
- ISO 8062 tabanlı tolerans kontrolü paslanmaz çelik yatırım döküm toleranslarını partiler arasında tutarlılık sağlamak için
Paslanmaz Alaşımlar için PMI Malzeme Testi
Yanlış alaşım kötü uygulama anlamına gelir. Kullanıyorum PMI (Pozitif Malzeme Tanımlama) doğrulamak için:
- Doğru paslanmaz çelik sınıfı (304, 316, 17‑4PH, duplex, vb.)
- Alaşım elementleri ve ısı numaraları sertifiklerle eşleşti
- Rastgele parti kontrolleri ile kritik programlarda 100% PMI
Alaşım doğrulaması ve test kayıtlarını nasıl ele aldığımıza dair daha fazla ayrıntı için, nasıl yapılandırdığımıza bakabilirsiniz metal parçaların test edilmesi ve kalite kontrolü.
Kritik Paslanmaz Döküm için X-ray, CT ve NDT
Havacılık, petrol ve gaz, vanalar ve güvenlik kritik parçalar için, gelişmiş NDT'ye güveniyorum:
- X‑ray ve CT tarama içsel çekme, gözeneklilik ve inklüzyonları tespit etmek için
- Ultrasonik test daha kalın kesitler ve kritik yük yolları için
- risk ve maliyet hedeflerinizle uyumlu olarak önceden anlaşılan inceleme düzeyleri
Diş dokusu penetran ve manyetik parçacık testi
paslanmaz parçalar üzerinde yüzey kırıkları şu yöntemlerle tespit edilir:
- Boyut ve geometri izin verdiğinde manyetik olmayan paslanmaz sınıflar için
- Manyetik Parçacık Testi (MT) neredeyse martensitik veya PH sınıflarında geçerli olduğunda
- öznel kararları önlemek için görsel referanslarla net kabul kriterleri
Vailveler, pompalar ve akış bileşenleri için basınç testi
Akışkan taşıma paslanmaz döküm için, sızdırmazlığı ve bütünlüğü şu yöntemlerle doğrularım:
- hidrostatik ve pnömatik basınç testi belirttiğiniz basınç sınıfına kadar
- Süre, sızdırmazlık oranı ve medya, çizim veya standarda göre tanımlanmıştır
- Her vana veya pompa gövdesine bağlanan seri raporlama
Paslanmaz Yatırma Döküm Tedarikçileri için Sertifikalar
Küresel OEM'leri desteklemek için sistemimi beklediğiniz sertifikalara uygun hale getiriyorum:
- ISO 9001 kalite yönetimi temel olarak
- AS9100 savunma sanayi paslanmaz çelik yatırım döküm için
- IATF 16949 otomotiv ve motorsporları programları için
- PED, ISO 3834 veya benzeri gerektiğinde basınç ekipmanları için
Proses Kontrolü, İzlenebilirlik ve Denetim Hazır Belgeler
Her siparişte izlenebilirliği entegre ediyorum, böylece denetimler basit olur:
- Tam parti izlenebilirliği: eritme, ısıl işlem, NDT ve inceleme kayıtları
- Kontrollü proses sayfaları wax, kabuk, erime ve ısıl işlem için
- Dijital dokümantasyon müşteri denetimleri ve PPAP/FAI paketleri için hazır
Sıkı test, dokümantasyon ve küresel uyumu destekleyebilen paslanmaz yatırım döküm ortağına ihtiyacınız olursa, odaklandığım şey bu gereklilikleri standart hale getirmek, özel değil.
Bir Paslanmaz Yatırım Dökümü Tedarikçisini Seçmek
Doğru paslanmaz yatırım döküm tedarikçisini seçmek, kalite, maliyet ve teslimatı aynı anda etkileyen bir iş kararıdır. Gerçek bir projeyi göndermeden önce bir paslanmaz çelik dökümhanesini şu şekilde nasıl değerlendireceğimi anlatıyorum.
Bir Paslanmaz Çelik Dökümhanesinde Nelere Bakılır
Bir paslanmaz çelik dökümhanesini kısa listeye alırken odaklandığım konular:
- Ana süreç gücü: Kanıtlanmış paslanmaz çelik kayıp mum dökümü, sadece karbon çeliği değil.
- Alaşım aralığı: 304/304L, 316/316L, 17-4PH, duplex ve özel sınıflar.
- Sertifikalar: ISO 9001 temel alınarak; havacılık, otomotiv veya basınçlı ekipman alanında ise AS9100, IATF 16949 veya PED.
- Son pazar deneyimi: Uzay, deniz, tıp veya gıda sınıfı paslanmaz, parçalarınızla uyumluysa büyük bir artı olur. Sert tuzlu su ortamlarında, zaten hizmet veren bir tedarikçiye ihtiyacım var deniz mühendisliği uygulamaları benzerleriyle özel olarak gösterilenler gibi deniz sınıfı paslanmaz çelik ve alaşım projeleri.
Kapasite ve Yetenekleri Değerlendirme
Mevcut ihtiyaçlarımı ve gelecekteki büyümeyi gerçekten destekleyip destekleyemeyeceğini daima kontrol ediyorum:
- Dökmecilik boyut aralığı: Paslanmaz yatırım döküm için minimum ve maksimum parça ağırlığı ve boyutları.
- Yıllık çıktı: Yıllık tonlar ve gerçek aylık kapasite.
- Kullanım içindeki Kalıplama, balmumu, kabuk ve ısıl işlem: Dış süreçlerin daha az olması daha iyi kontrol ve teslim süresi anlamına gelir.
- İkincil işlemler: Tek çatı altında veya yakından yönetilen ortaklarla İşleme, ısıtma işlemi, yüzey bitirme ve montaj.
Prototip ve Hızlı Numune Seçenekleri
Hız önemlidir, özellikle yeni tasarımlar için:
- Hızlı kalıplama / yumuşak kalıplama: Hızlı paslanmaz prototipler ve küçük parti üretimleri için.
- 3D yazıcı ile üretilen kalıplar: Tam kalıplama maliyeti olmadan karmaşık geometrilere sahip paslanmaz döküm için.
- Numune teslim süresi: İlk parçaları paslanmaz olarak ne kadar hızlı teslim edebildikleri (yalnızca bir alternatif alaşımda değil).
İletişim, Mühendislik Desteği ve DFM
İyi bir paslanmaz yatırım döküm ortağı benim mühendislik ekibimin bir parçası gibi davranır:
- DFM geri bildirimi: Maliyetleri azaltmak, kusurları önlemek ve verimi artırmak için proaktif olarak değişiklikler önerirler.
- Açık iletişim: Satışla sınırlı olmayan mühendislerle doğrudan erişim.
- Dijital işbirliği: 3D model incelemeleri, işaretli çizimler ve değişikliklere hızlı yineleme.
Vaka Çalışmaları ve Kanıtlanmış Projeler
Her zaman isterim ki paslanmaz yatırım dökümünün vaka çalışmalarını:
- Parçalarla ince duvarlar, karmaşık çekirdekler veya sık toleranslar.
- Endüstrimdeki projelerim: valfler, deniz ekipmanları, gıda işleme parçaları veya tıbbi bileşenler.
- Maliyet veya ağırlığı kısmak için CNC işleme ya da kum dökümünü paslanmaz yatırım dökümüne değiştirdikleri karşılaştırmalar/önce/sonra.
Genişleyen üretim kapasitelerini görmek için sık görülen üretim düzeylerini genelde yüksek hassasiyetli döküm ürün portföyleri ve karmaşık malzemelerle nasıl başa çıkıyorlar gibi tıbbi sınıf kobalta dayalı implantlar.
Onaya Önceki Anahtar Sorular
Bir paslanmaz yatırım döküm tedarikçisine onay vermeden önce sorarım:
- Ne paslanmaz sınıfları en çok hangi sıklıkla döküm yaparsınız ve tipik olarak yatırım döküm toleransları?
- hangi yüzey pürüzlülüğü (Ra) sunabilirsiniz döküm halinde ve taşlama sonrası veya elektropolizasyon sonrası?
- Nasıl kontrol ediyorsunuz PMI, NDT ve boyutsal muayene paslanmaz dökümler üzerinde?
- Senin PPAP/FAI yeni paslanmaz yatırım döküm parçaları için süreciniz nedir?
- Gerçekçi olan nedir tedarik süresi takım tezgâhları için, numuneler için ve istikrarlı seri üretim için?
- Nasıl yaparsınız kalite sorunları, yeniden işleme ve garanti paslanmaz çelik döküm parçalarında?
Bir dökümhane bunları açıkça yanıtlayabiliyorsa, gerçek paslanmaz parçalarıyla kanıtlayıp tutarlı süreç kontrolü sergiliyorsa, o zaman uzun vadeli paslanmaz yatırım döküm işi için ciddi bir adaydır.
Paslanmaz Yatırım Döküm FAQs
Investment dökümde 304, 316 ve 316L arasındaki farklar
| Sınıf | Ana Avantaj | Tipik Kullanım |
|---|---|---|
| 304 | Yüksek korozyon direnci, en iyi değer | Genel endüstriyel, braketler, muhafazalar |
| 316 | Daha iyi gözenek/çatlak direnci | Denizcilik, kimyasal, gıda işleme, pompalar |
| 316L | Düşük karbon, daha iyi kaynak ve kaynaklar üzerindeki korozyon | Kaynaklı bileşenler, tanklar, tıbbi parçalar |
- Seç 304 maliyet önemli olduğunda ve maruziyet hafif olduğunda.
- Seç 316 için kloridler, kimyasallar veya deniz suyu sıçraması.
- Seç 316L parça olduğunda kaynaklı veya ısı etkisi bölgelerinde daha yüksek korozyon güvenilirliğine ihtiyaç duyduğunda.
2. Döküm parçalar için 17-4PH mi yoksa 316 paslanmaz mı seçilir
| Durum | 17-4PH seçin | 316 / 316L seçin |
|---|---|---|
| Çok yüksek dayanım gerekir | ✔ Verim > 1000 MPa (yaşlandırmadan sonra) | ✖ Daha düşük mukavemet |
| agresif kimyasallarda korozyon | △ İyi, ancak bazı asitlerde 316 gibi değil | ✔ Birçok kimyasal ortamda daha iyi |
| Isıl işlemden sonra sıkı boyutsal kontrol | ✔ İyi stabilite | △ Daha fazla deformasyon riski |
| Yapısal / yük taşıma | ✔ Şaftlar, kollar, braketler | △ Korozyonun önemli olduğu yerler |
- Go 17-4PH için yüksek dayanıklılık + iyi korozyon direnci (uzay, savunma, yüksek yük OEM).
- Go 316/316L için maksimum korozyon direnci, özellikle kimyasal veya denizcilikte.
Paslanmaz yatırım dökümünde polisaj yapmadan elde edilebilir yüzey bitişi
- Tipik döküm sonrası Ra paslanmaz yatırım dökümü için:
- Standart kılıf Ra 3.2–6.3 μm
- İnce kılıf / optimize edilmiş işlem: Ra 1.6–3.2 μm
- İle boncuk/çakıl rastlatma yalnız (parlatma yok), genelde şunları vururuz:
- Ra ~1.6–3.2 μm çoğu dış yüzeyde.
4. Yeni paslanmaz yatırım dökümü kalıpları için tipik teslim süresi
Tipik zaman çizelgesi (karmaşıklık ve mevsimlere göre değişebilir):
- Kalıp tasarımı + üretimi: 2–4 hafta
- İlk numuneler (FAs / PPAP): Kalıp hazır olduktan sonra 1–2 hafta
- Yeni proje için toplam: 4–8 hafta çoğu durumda ilk onaylanmış numunelere kadar.
Araç takımı dengeli olduğunda, tekrarlayan siparişler genellikle şöyle çalışır 3–5 hafta hacim ve işleme ihtiyaçlarına bağlı olarak kurutma süresi. Kompleks işlenmiş parçalar da kendi bünyemizde işlenebilir CNC işleme hizmetleri toplam kurşun süresini azaltmak için.
5. Orta hacimler için paslanmaz yatırım dökümü vs CNC imalatı
| Görünüm | Paslanmaz Yatırım Dökümü | CNC İmalat (kürdan/levyeden) |
|---|---|---|
| En iyi | Orta–yüksek hacim, karmaşık şekiller | Düşük hacim, basit şekiller |
| Birim maliyet | Araç takımı sonrası parça başına düşük maliyet | Parça başına daha yüksek maliyet |
| Önden maliyet | Gerekli araç takımı | İşleme çok az araç gereçi |
| Malzeme kullanımı | Çok verimli, yakın ağ formu | Yüksek atık (tükrutlar) |
| Detay ve özellikler | Karmaşık 3D geometriler için mükemmel | Harika, ancak karmaşıklık arttıkça maliyet yükselir |
Eğer çalışıyorsanız yüzlerce ile on binlerce yılda ve şekil karmaşıksa, paslanmaz yatırım dökümü genelde toplam maliyette saf CNC'yi geçer.
6. Paslanmaz döküm için maksimum ve minimum boyut ve ağırlık
Tipik çalışma penceresi (döküm tesisine bağlı olarak değişir):
- Ağırlık:
- Asgari: 5–20 g (küçük hassas parçalar)
- Maksimum: 30–50 kg döküm başına (daha büyük endüstriyel parçalar)
- Boyut:
- Yaklaşık olarak kadar 600–800 mm çoğu takım sistemi için en uzun boyutta.
Çok küçük veya çok büyük boyutlar için genellikle çizimleri inceler ve en güvenilir yolu öneririz.


