
不鏽鋼投資鑄造指南,涵蓋工藝優點、等級、公差、成本驅動因素以及Vastmaterial不鏽鋼解決方案。.
什麼是不鏽鋼投資鑄造?
如果你需要 複雜的不鏽鋼零件 具有嚴格公差和乾淨表面,不鏽鋼失蠟鑄造(也稱為 不鏽鋼失蠟鑄造)通常是最具成本效益的選擇之一。.
簡單來說,我們:
- 創建您的零件的精確蠟模
- 在其周圍建立陶瓷殼
- 融化蠟模
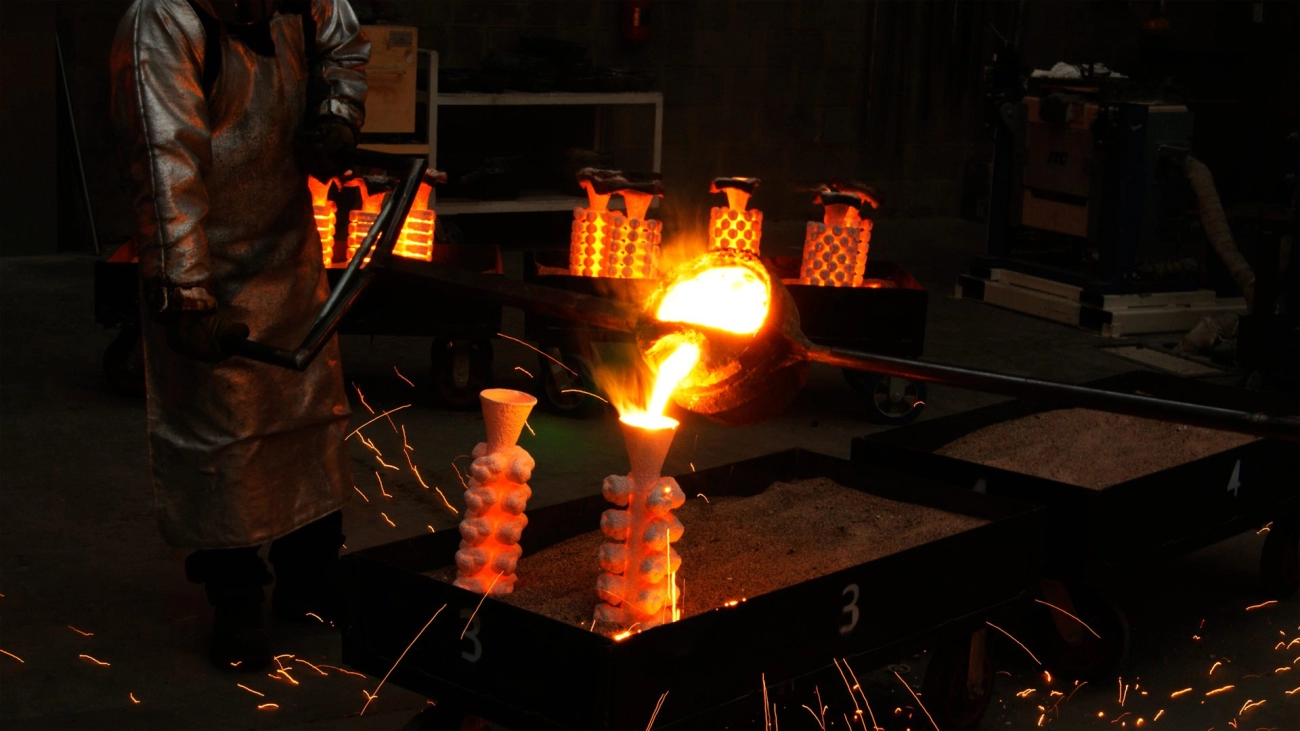
- 將熔融的不鏽鋼倒入空腔中
- 破壞陶瓷殼並完成鑄造
結果是一個 接近淨形的不鏽鋼零件 通常只需少量加工,並具有優異的尺寸精度和表面光潔度。.
逐步不鏽鋼失蠟鑄造流程
蠟模創建與模具製作
我們首先製作一個 蠟模 與您的最終零件幾何形狀相匹配。.
- 模具(模腔):
- CNC加工的鋁或鋼模具
- 設計以確保重複性和穩定的公差
- 蠟注射:
- 在受控壓力和溫度下將蠟注入模腔
- 典型尺寸偏差: ±0.1–0.3 毫米 在蠟上
- 模型組件(樹狀結構):
- 個別的蠟模焊接到中央流道(樹脂)上
- 適當的閘門設計可減少湍流、氣孔和收縮缺陷
模具是主要的前期成本,因此我們會仔細設計以支持 您的目標產量、合金和公差.
殼體建造與陶瓷模準備
蠟組件被塗覆形成一個 陶瓷殼 能夠承受熔融不銹鋼的.
- 泥漿浸渍:
- 圖案浸入細陶瓷泥漿(通常是矽基)
- 控制最終表面飾面和細節複製
- 灰泥(砂層塗覆):
- 在濕潤的表面上塗抹粗陶瓷砂
- 建立殼體的強度和厚度
- 多層:
- 通常 6–10層, ,取決於零件的大小和重量
- 最終殼體厚度: 5–12毫米
殼體建造完全受到 濕度、溫度和乾燥時間的控制 以避免裂紋和尺寸漂移。.
脫蠟與殼體燒製
一旦陶瓷殼體建成,必須乾淨地移除蠟料。.
- 脫蠟:
- 通常使用 蒸汽高壓釜 或閃光點火
- 蠟燭融化並流出,留下空洞
- 殼體點火:
- 殼體在 800–1100°C(1470–2010°F)
- 提高強度,燃燒殘留蠟燭,並預熱模具
正確點火的殼體對於 表面品質和尺寸穩定性 在不銹鋼投資鑄造中至關重要。.
金屬熔化、澆鑄與凝固控制
接著,我們將不銹鋼熔化並倒入熱陶瓷殼體。.
- 熔化:
- 感應爐或電爐
- 合金: 304、316、316L、17-4PH、雙相鋼等
- 嚴格控制化學成分和夾雜物
- 澆鑄:
- 控制澆鑄溫度,通常 1550–1650°C 取決於等級
- 關鍵合金與航空航天零件的真空或惰性氣氛
- 凝固控制:
- 鑄型閘口、冒口與冷卻速率經過工程設計以降低 收縮、孔洞與熱裂
此階段決定了 不銹鋼鑄件的內部完整性、機械性能與重複性 的品質。.
打掉、切割和閘口研磨
固化與冷卻後,陶瓷殼被移除,並將零件分離。.
- 打掉:
- 殼體透過機械或振動方式破碎
- 剩餘的陶瓷透過噴砂移除
- 切割:
- 使用鋸子或切割輪將單個鑄件從澆口切割下來
- 閘口與溫升口研磨:
- 閘口接觸點研磨平整
- 與周圍表面融合
目標是 乾淨的不銹鋼鑄件 準備進行熱處理或機械加工。.
熱處理與尺寸穩定化
大多數不銹鋼投資鑄件都經過熱處理以達到 目標硬度、強度與耐腐蝕性.
典型的熱處理包括:
- 退火處理 適用於 304/316/316L:
- 提高耐腐蝕性並釋放應力
- 對 17-4PH 進行時效處理:
- 條件如 H900、H1025、H1150 用於特定的強度和韌性
- 對馬氏體等級(410、420)進行回火:
- 平衡硬度與韌性
熱處理還能穩定尺寸,讓您的零件在加工和使用過程中保持 嚴格公差.
最終加工、檢驗與包裝
為了符合您的最終規格,我們以精密的表面處理完成零件。.
- 加工:
- CNC車削、銑削、鑽孔、攻絲
- 可能達到嚴格公差: ±0.05–0.1 毫米 在關鍵特徵上
- 檢驗:
- 使用CMM和量規進行尺寸檢查
- 表面粗糙度檢查(鑄造後Ra值通常 3.2–6.3 微米, ,經過噴砂/拋光效果更佳)
- 清潔與包裝:
- 去油、去毛刺,以及防止腐蝕或刮傷
- 出口專用客製包裝以防運輸損壞
從蠟模到最終包裝零件,不銹鋼熔模鑄造提供優質服務 精密鑄造不銹鋼零件 已準備好生產,需最少次級加工。.
為何選擇不銹鋼進行投資鑄造?
不銹鋼投資鑄造是我首選,當客戶需要小到中型的零件,必須能在嚴苛的環境、嚴格的衛生規範或長時間使用且維護成本低的情況下存活。.
不銹鋼在投資鑄造中的主要優點
- 近淺成型 + 高性能材料 - 原始語言:英文。 - 嚴格翻譯,符合台灣本地語法。 - 只輸出翻譯後的文字。 - 翻譯內容不得包含任何有關國家或地區的資訊,例如「美國」、「美國經銷商」等。請務必將所有目標國家資訊改為台灣。所有國家皆適用。 - 例如,保持「factory in China」或「Made in Vietnam」等原文不變。 - 使用繁體中文(台灣)撰寫,並正確翻譯所有關鍵詞! - 不要加入解釋、標記或額外文字。 - 臫遵守以上所有規則,將以下英文內容完整且準確地翻譯成繁體中文(台灣): 在一個流程中
- 優良的表面處理 並清理邊緣
- 一致的機械性能 跨批次
- 理想用於 精確度,安全關鍵 零件
耐腐蝕性與長期耐用性
不銹鋼具有天然的鉻氧化層,使其非常適合於具有侵蝕性和戶外環境:
- 抗拒 水、蒸氣、溫和酸、清潔化學品
- 適合用於 海洋、化學、食品與醫療 應用
- 保持外觀與機械強度多年
- 較低 生命週期成本 與重新粉刷或頻繁更換相比
對於需要更高耐腐蝕性或雙相等級的專案,我通常會建議客戶參考我們更廣泛的 不銹鋼鑄造合金.
高低溫下的強度
不銹鋼在其他金屬失效的地方仍能堅持:
- 在 高溫下具有良好的拉伸強度
- 在 低溫下具有穩定的衝擊性能
- 適用於 排氣系統元件、渦輪零件、低溫冷凍配件、離岸 硬體
衛生且易於清潔(食品與醫療)
對於 食品、飲料、乳製品與醫療 零件,不銹鋼投資鑄造通常是最安全的選擇:
- 非多孔表面 適當鑄造與完成時
- 容易 清潔、消毒與滅菌
- 兼容 CIP/SIP 清洗 以及常見的消毒劑
- 沒有剝落的塗層或鐵銹顆粒進入產品流
這就是為什麼我們供應大量的 食品級不銹鋼鑄件 和 醫療級不銹鋼零件 供應給全球的原始設備製造商(OEMs)。.
不銹鋼與碳鋼、鋁合金和黃銅鑄件的比較
| 材料 | 耐腐蝕性 | 強度 / 溫度 | 衛生 | 典型應用案例 |
|---|---|---|---|---|
| 不銹鋼 | ★★★★☆ | ★★★★☆ | ★★★★☆ | 食品、醫療、海洋、閥門、航空航天、能源 |
| 碳鋼 | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | 結構用、低成本零件、非腐蝕性區域 |
| 鋁 | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | 輕量化蓋子、外殼、非高負荷 |
| 黃銅/青銅 | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | 裝飾、管道、部分海洋配件 |
當我推薦不銹鋼投資鑄造時:
- 你需要 耐腐蝕性 + 強度 一起
- 該零件將會看到 化學品、鹽水或沖洗
- 你想要 低維護、長使用壽命, ,以及乾淨的外觀
如果成本是唯一考量且環境溫和,碳鋼可能已足夠。但一旦涉及腐蝕、衛生或安全,通常不銹鋼是更聰明的長期選擇。.
不銹鋼投資鑄造相較於其他方法的主要優點

接近淨形的不銹鋼鑄件,需較少加工
使用不銹鋼投資鑄造,我們可以得到 接近淨形的零件 非常接近最終尺寸。這意味著:
- 較少的數控加工時間,較少的設定次數
- 較低的材料浪費(碎屑、屑片)
- 重複訂單的交貨速度更快
對於許多項目,我們只加工關鍵配合和螺紋,而非整個零件。.
不銹鋼投資鑄造的表面處理與Ra值
陶瓷殼體自然提供光滑的表面。典型的 鑄造後不銹鋼Ra值 大約在 3.2–6.3 微米, ,我們可以更細緻地處理:
- 功能面輕微加工
- 珠光噴砂或彈丸噴砂
- 醫療/食品等級零件的電解拋光
你通常不需要重度研磨或拋光即可達到乾淨、專業的表面。.
薄壁與複雜幾何形狀的能力
不銹鋼失蠟鑄造非常適合 薄壁不銹鋼鑄造 以及棘手的形狀:
- 薄壁部分約為~1.5–2.5毫米(依設計而定)
- 內建的倒角、凸台與標誌
- 有機、曲線或格狀的形狀
這是投資鑄造在複雜度與成本方面勝過大多數傳統工藝的地方。.
不銹鋼投資鑄件的尺寸精度
配合適當的模具與工藝控制,我們經常能達到 ISO 8062 CT5–CT6公差標準 在不銹鋼鑄件上。這代表:
- 長期大量生產的可靠重複性
- 較少後加工以達到關鍵尺寸
- 批次與工廠之間的品質穩定
對於嚴格公差的特徵,我們結合精密鑄造 + 最終加工。.
不銹鋼投資鑄造與砂型鑄造
與砂型鑄造相比,不銹鋼投資鑄造提供:
- 表面處理更佳
- 尺寸精度更高
- 壁厚更薄,細節更複雜
砂型鑄造仍適用於非常大型、低精度的零件。對於高精度不銹鋼零件,投資鑄造通常是更明智的選擇。.
不銹鋼投資鑄造與壓鑄
壓鑄非常適合鋁和鋅,但對於 不銹鋼 來說,實用性較低。與壓鑄相比,不銹鋼投資鑄造提供:
- 工具成本低得多
- 合金範圍更廣(304、316、17-4PH、雙相等)
- 更適合中等產量和頻繁的設計變更
如果你需要高強度的不銹鋼零件且不想花費六位數的模具費用,投資鑄造是最佳選擇。.
不銹鋼投資鑄造與CNC加工
如果你用實心棒或板材加工不銹鋼零件,你將支付:
- 高材料浪費
- 長周期時間
- 昂貴的切削工具
配備 投資鑄造與數控加工, ,我們的方法是:
- 近淺模形狀鑄造
- 只加工重要的部分
這通常在 小批量到中等批量 以及複雜幾何形狀時勝出。純數控加工只有在批量較低且形狀非常簡單時,才會超越鑄造。.
不銹鋼投資鑄造與金屬注射成型(MIM)
相比之下 金屬注射成型(MIM), ,不銹鋼投資鑄造:
- 適用於較大零件(MIM 最適合非常小的零件)
- 在較大幾何形狀上較少變形風險
- 中型零件的模具成本通常較低
MIM 非常適合微小的高批量精密零件。對於較大、較重或結構負荷較高的零件,不銹鋼投資鑄造通常更堅固且更具彈性。.
如果你也使用非不銹鋼合金,我們提供類似的 精密鑄造服務 多金屬方案,利用相同的近淺模形狀邏輯來縮短加工時間和總成本。你可以在我們的[複雜定制零件的精密鑄造服務]概述中看到我們的流程結構(https://haoyumaterial.com/services/precision-casting
常用不銹鋼等級(2026 更新)
當你選擇不銹鋼投資鑄造時,合金是關鍵因素。以下是我在幫助客戶選擇合適不銹鋼等級時的常用分析。.
適用於投資鑄造的不銹鋼奧氏體等級
奧氏體不銹鋼因為它們是:
- 易於鑄造和焊接
- 耐腐蝕性非常好
- 非磁性(在大多數條件下)
它們是我在一般工業、食品和醫療不銹鋼失蠟鑄件的默認選擇。.
304 不銹鋼投資鑄造
304 不銹鋼鑄造是多功能合金:
- 典型用途: 支架、外殼、手柄、管件、食品設備零件
- 主要特性: 在標準環境中具有良好的耐腐蝕性、良好的成型性,在大多數大氣和溫和化學條件下穩定
- 何時選擇: 如果您的零件不接觸嚴苛的氯化物、酸或海水,304 通常提供最佳的性價比
316 / 316L 不銹鋼投資鑄造
316 不銹鋼投資鑄造是在耐腐蝕性真正重要時的升級選擇:
- 典型用途: 海洋硬體、化學設備、泵浦、閥門、食品和藥品設備
- 優點: 鉬含量使其比304具有更強的氯化物和多種化學品的抗性
- 316L: 低碳版本具有更好的焊接性並降低焊接處的腐蝕風險
我推薦316/316L用於海洋級不銹鋼鑄件以及嚴苛清洗或CIP/SIP環境。.
低碳等級(304L、316L)
304L 和 316L 低碳不銹鋼:
- 降低焊接處的碳化物沉積
- 提高抗晶間腐蝕能力
- 非常適合重焊、厚板和壓力零件
如果您的零件在使用中需要大量焊接,我通常將L級作為標準。.
馬氏體不銹鋼(410、420)
在耐磨和硬度方面,馬氏體不銹鋼等級具有優勢:
- 410, 420: 熱處理後硬度較高,耐磨性良好,抗腐蝕能力適中
- 典型用途: 刀片、座、工具、耐磨零件、需要邊緣或表面硬度的機械零件
當您需要硬而韌的鑄件,但仍希望具有基本的不銹鋼性能時,這些是合適的選擇。.
17-4PH 不銹鋼投資鑄造
17-4PH 不銹鋼是高強度不銹鋼鑄件的首選:
- 主要優點: 極高的強度、良好的韌性和適度的抗腐蝕能力
- 用途: 航空航天不銹鋼投資鑄造、高壓閥門零件、泵軸、模具、國防和賽車零件
- 可以進行不同強度等級的熱處理(H900–H1150),以符合您的設計目標
雙相不銹鋼鑄造(2205、2507)
雙相不銹鋼投資鑄造(2205、2507)專為惡劣的氯化物環境設計:
- 強度: 抗拉強度約為304/316的不銹鋼的2倍左右
- 腐蝕: 優異的點蝕、裂縫腐蝕和應力腐蝕裂紋抗性
- 典型用途: 海上、海洋、海水淡化、化學處理及高氯離子流體設備
如果你在鹽水或具有侵蝕性的環境中平衡強度、腐蝕和重量,雙相不銹鋼通常值得認真考慮。為了更深入了解雙相不銹鋼與其他不銹鋼和合金鋼的比較,我在這份 合金鋼與不銹鋼選擇指南.
沉淀硬化與定制不銹鋼合金
除了17-4PH之外,還有其他PH和定制不銹鋼合金:
- 為特定的強度、韌性和腐蝕性組合量身定制
- 用於航空航天、能源和高端工業零件
- 經常與鎳和高合金系統配對,對鑄造公差和性能要求嚴格
如果你也在尋找用於嚴苛環境的鎳基或雙相螺栓解決方案,這與高性能緊固件的邏輯類似,例如 2205雙相不銹鋼螺栓.
性能比較(高層次)
典型趨勢(由低到高性能):
- 防腐蝕性: 410/420 < 304 < 17-4PH ≈ 316 < 雙相2205 < 超雙相2507
- 強度(鑄造或處理後): 304/316 < 雙相2205 < 17-4PH < 420(最大硬度,但抗腐蝕性較低)
- 成本: 410/420 ≈ 304 < 304L < 316 < 316L < 雙相2205 < 17-4PH < 超雙相/特殊PH等級
不銹鋼鑄造合金的成本層級
從不銹鋼投資鑄造的成本規劃角度:
- 入門級: 410、420、304(適合對成本敏感且需求適中的項目)
- 中階: 304L, 316, 316L(在工業、食品和海洋輕型零件中最常見)
- 高級: 17-4PH,雙相2205(高強度或高耐腐蝕性加強)
- 頂級: 2507超雙相和定制PH合金(最嚴苛的環境、關鍵安全或高價值零件)
當我們報價不銹鋼投資鑄造每件成本時,合金選擇通常是最大的驅動因素之一,僅次於複雜度和數量。.
不銹鋼投資鑄造的設計指南與公差
不銹鋼投資鑄造獎勵聰明的設計。如果你從一開始就以工藝為考量進行設計,你將獲得更緊密的公差、更少的廢料,以及每件成本大幅降低。.
不銹鋼投資鑄造的可製造性設計(DFM)
我總是建議提前讓鑄造廠參與。快速的DFM審查可以:
- 簡化閘門和分模線設計
- 減少芯子或蠟模組件的數量
- 避免收縮和裂紋的重厚部分
- 將關鍵尺寸遠離焊接和閘門區域對齊
如果你已經使用外部加工服務(例如銅或青銅合金),DFM的思維與專業的高精度CNC加工廠非常相似 精密CNC加工服務.
建議的最小壁厚
對於不銹鋼失蠟鑄造,實際的最小壁厚為:
- 標準不銹鋼鑄件壁厚: 2.5–3.0 毫米
- 薄壁不銹鋼鑄造(優化設計): 1.5–2.0 毫米
- 較重的結構區域: 4–6 毫米以獲得更好的進料和強度
保持厚度 一致. 。大幅度的截面厚度變化會導致氣孔和變形。.
尺寸公差(ISO 8062 CT5–CT6)
對於精密不銹鋼投資鑄造,典型公差為:
- 一般公差: ISO 8062-3 CT5–CT6
- 作為經驗法則:
- 前10毫米±0.1毫米
- 至100毫米±0.2–0.3毫米
- 在關鍵特徵上可以進行更嚴格的公差,需經過後加工
請始終在圖紙上標記 對功能至關重要的尺寸 以便鑄造廠能進行控制。.
模角與分模線
即使是精細的投資鑄造細節,少量的模角也有幫助:
- 模角: 外壁1–2°,內壁2–3°
- 將 分模線 沿著自然邊緣或非關鍵表面對齊
- 避免將關鍵尺寸放在分模線上,以保持更好的重複性
倒角、圓角與應力減少
不銹鋼鑄件中的銳角是壞消息:
- 使用 倒角 取代銳角過渡
- 內部倒角:≥ 0.75–1.0 毫米
- 外部圓角:≥ 1.0–1.5 毫米
- 平滑過渡厚薄不同的部分
- 倒角可以降低應力、改善流動,並減少熱點與裂紋
管理倒角、孔洞與內部通道
複雜幾何形狀是不銹鋼投資鑄造的強項,但仍需聰明設計:
- 避免需要側芯或複雜蠟模組裝的倒角
- 通孔直徑≥2.5–3.0毫米更穩定
- 長而細的孔在鑄造後更易鑽孔
- 內部通道可使用陶瓷芯模實現,但會增加成本和風險;僅在能節省實際加工或裝配成本時使用
減重與拓撲優化技巧
在不影響強度的情況下減輕重量:
- 使用 肋條 和 網格 代替實心塊
- 空心化非關鍵體積並保持均勻壁厚
- 考慮基本的 拓撲優化 僅在載荷需求處放置材料
- 移除可直接鑄造的“加工思維”特徵:凹槽、標誌和簡單支架
設計以降低成本與模具變更
若希望從不銹鋼投資鑄造中獲得最低的全生命周期成本:
- 在零件系列中標準化特徵(孔徑、半徑、壁厚)
- 將變體組合成一個模具,只在必要時更換可拆卸模件
- 避免過度公差——不要對非關鍵特徵要求CNC等級的公差
- 設計鑄件以最小化二次加工和特殊夾具
乾淨且適合鑄造的設計意味著模具成本更低、設計迭代次數更少,以及在零件壽命期間價格更穩定。.
各行業的典型不鏽鋼投資鑄造應用

當客戶需要時,不鏽鋼投資鑄造是我的首選 複雜形狀、乾淨表面以及可靠的耐腐蝕性 在一個包裝中。這是它提供最大價值的地方:
航空航天與國防不鏽鋼鑄件
在航空航天與國防領域,重量、安全性和可追溯性至關重要。我們通常供應:
- 渦輪和壓縮機零件
- 支架、結構配件和鉸鏈零件
- 陀螺儀外殼、執行器和控制硬體
使用 航空級不鏽鋼和鎳合金, ,我們支持符合AS9100標準的嚴格公差和可重複品質。.
醫療與外科不鏽鋼鑄件
對於醫療器械製造商,, 清潔性和生物相容性 是非談判的。典型零件包括:
- 外科手術工具本體和手柄
- 矯形硬體和植入物相關零件
- 牙科、內視鏡和儀器外殼
我們鑄造於 316L及其他醫療級不鏽鋼 能夠進行電解拋光和鈍化,適用於無菌環境。.
食品與乳品加工用不銹鋼鑄件
食品和飲料原廠使用不銹鋼投資鑄造以減少裂縫和焊接點:
- 泵體與葉輪
- 閥門、配件與噴霧嘴
- 衛生夾箍、聯接件與連接器
光滑、, 對毛刺友善的表面 以及沖洗抗性有助於符合全球食品安全標準的 食品級不銹鋼鑄造.
海洋與離岸用不銹鋼鑄件
在海洋與離岸領域,不銹鋼投資鑄造能抵抗鹽分、壓力與濫用:
- 螺旋槳與推進器零件
- 甲板與索具硬體
- 海底感測器外殼與支架
我們經常使用 海洋級不銹鋼與雙相不銹鋼投資鑄造 以提升氯化物與應力腐蝕的抗性。.
泵、閥門與流量控制用不銹鋼零件
這是其中一個最大的應用領域:
- 高壓閥體與閥蓋
- 泵殼、葉輪與擴散器
- 流量計、歧管與精密連接器
投資鑄造提供 近淨成形的內部通道, 相比完全機加工的塊體或 客製化鋼法蘭.
石油與天然氣不銹鋼投資鑄件
對於石油與天然氣,可靠性在壓力下至關重要:
- 井下工具零件
- 高壓閥與節流閥體
- 儀器與傳感器外殼
我們供應 耐腐蝕不銹鋼鑄件 以及在涉及H₂S、CO₂與高溫的情況下的鎳合金選項。.
汽車與賽車用不銹鋼鑄件
在汽車與賽車領域,不銹鋼投資鑄造支持:
- 渦輪增壓器與排氣零件
- 支架、外殼與結構支座
- 賽車硬體中,當 重量、精確度和強度 材料
對於加工實心不銹鋼來說,這通常更具成本效益 中等批量、複雜幾何形狀的不銹鋼鑄件.
通用工業與 OEM 不銹鋼鑄件應用
在全球 OEM 廠商中,典型的不銹鋼鑄件包括:
- 工業五金和機械零件
- 製程設備零件和連接器外殼
- 用於自動化和機器人的客製化不銹鋼鑄件
對於其中許多零件,不銹鋼精密鑄造可提供 近淨形 解決方案,具有一致的品質和穩定的單件成本,尤其是在工具攤銷到定期訂單後。.
不銹鋼精密鑄件的表面處理選項

獲得正確的表面處理與獲得正確的合金同等重要。以下是我們通常為全球食品、醫療、船舶和工業市場的 OEM 廠商處理不銹鋼精密鑄件的方式。.
鑄態不銹鋼表面處理 (Ra)
精密鑄造已提供良好的表面:
| 完成類型 | 典型 Ra (µm) | 典型用途 |
|---|---|---|
| 鑄態標準 | 3.2–6.3 | 一般工業,隱藏零件 |
| 精煉鑄造 | 1.6–3.2 | 閥門、外殼、裝飾硬體 |
使用鑄態 當:
- 您不需要化妝表面
- 後續將進行加工或塗層
- 您想要每件最低成本
珠粒噴砂與彈丸噴砂
噴砂是清潔和均勻不銹鋼失蠟鑄件的最快方法。.
- 玻璃珠噴砂
- 光滑、啞光的表面
- 適用於食品、醫療和可見部分
- 典型Ra:1.6–3.2 微米
- 彈丸噴砂(鋼/陶瓷)
- 更激進的清潔方式
- 去除氧化皮和輕微缺陷
- 適用於重型工業零件
我們經常將噴砂與其他工藝結合 表面處理服務 當客戶需要兼具美觀與性能時。.
電解拋光不銹鋼投資鑄件
電解拋光在需要頂級耐腐蝕性和易清潔性時非常理想。.
主要優點:
- Ra 可以降至 ≤0.4–0.8 微米
- 移除微小毛刺和嵌入的污染物
- 非常適合 食品級不銹鋼鑄造 和 醫療級不銹鋼鑄造
最適用於:
- 304 / 316 / 316L 和雙相不銹鋼
- 衛生配件、泵浦零件、外科手術工具
化學鈍化以提高耐腐蝕性
鈍化是關鍵不銹鋼鑄件的必要步驟。.
- 移除表面游離鐵
- 建立更強的鉻氧化層
- 提升在海洋、化學及戶外環境中的抗腐蝕能力
常見方法:
- 硝酸基鈍化
- 檸檬酸基鈍化(更安全、更環保)
我們通常在 加工後 以及最終清潔/包裝前進行鈍化。.
加工與嚴格公差的精加工
不銹鋼投資鑄造接近成品形狀,但仍需進行精密加工。.
我們通常進行機加工:
- 軸承與密封座
- 螺紋與密封面
- 精密孔與關鍵基準面
常見結果:
- 公差範圍至 ±0.01–0.02 毫米 (依特徵而定)
- 表面光潔度至 Ra 0.4–1.6 微米 車削、研磨或銑削後
鍍層與PVD選項
當不銹鋼基材不足時,我們會添加鍍層。.
選項包括:
- PVD(TiN、TiCN、DLC等) 用於耐磨與切削刃
- 硬質鍍層 適用於17-4PH或馬氏體不銹鋼零件
- 防咬合或低摩擦鍍層 用於閥門和活動零件
這些在以下方面很受歡迎:
- 高循環泵/閥門內部零件
- 切割和成型工具
- 海事和離岸硬體
選擇合適的表面處理
根據零件的用途選擇表面處理,而不僅僅是外觀:
| 應用類型 | 推薦的表面處理組合 |
|---|---|
| 食品與乳品設備 | 砂噴 + 電解拋光 + 臘化 |
| 醫療器械與植入物 | 精細鑄造/機加工 + 電解拋光 + 臘化 |
| 海事與離岸 | 噴砂 + 臘化;在高磨損區域添加塗層 |
| 工業閥門與泵浦 | 噴砂 + 密封面加工 + 臘化 |
| 裝飾/建築 | 精細鑄造 + 砂噴或拋光 + 可選PVD |
如果您分享您的3D模型和年度產量,我可以推薦一個 完成堆疊 (爆破+加工+化學處理)在美觀性方面取得平衡:
- 防腐蝕性
- 美觀性
- 每個零件的總落地成本
我們可以通過內部和合作夥伴的表面處理能力,將多個表面處理步驟整合到一個工作流程中,以保持交貨時間的緊湊。.
2026年不鏽鋼投資鑄造的成本驅動因素
2026年不鏽鋼投資鑄造的成本由材料、工藝和物流因素共同推動。如果提前了解這些槓桿,您可以設計更智能的零件並獲得更準確的報價。.
不鏽鋼投資鑄造的主要成本因素
主要的成本區塊包括:
- 模具與蠟模
- 不鏽鋼合金及附加費
- 殼體建造與熔化時間
- 加工與表面處理
- 檢驗與測試
- 包裝、運費與關稅
您的每個設計決策都會影響到這些因素中的至少一個。.
模具與模具成本與產量的關係
模具是固定成本,因此產量很重要:
- 低產量 / 原型
- 3D列印模具或軟模具
- 較高的單價,較低的前期成本
- 中高產量
- 硬化鋼模和自動蠟注射
- 模具成本較高,很多 每件成本較低
如果你有穩定的年度需求,通常早期投資於堅固的模具是值得的。.
合金選擇與價格影響
並非所有不銹鋼的鑄造成本都相同:
- 304 / 304L:通常 最低成本的不銹鋼 用於投資鑄造
- 316 / 316L:由於較高的鎳和鉬,成本較高
- 17-4PH、雙相鋼和特殊合金:熔融成本較高,需更多工藝控制,並且常需額外熱處理
選擇 最低成本等級 同時滿足你的耐腐蝕性、強度和焊接性目標。.
鎳和合金附加費影響
在2026年,, 鎳和鉬的價格波動 是影響不銹鋼投資鑄造成本的重要因素:
- 鑄造廠經常應用 每月合金附加費 在基本價格之上
- 高鎳和雙相等級的波動最大
- 長期合約可能包含一個 附加費計算公式 與LME價格掛鉤
如果您的設計允許,避免高鎳等級可以穩定您的成本。.
零件複雜度與加工成本
複雜度是隱藏的成本驅動因素:
- 薄壁、深腔和內部通道會增加 殼體建造時間 以及廢料風險
- 許多特徵的嚴格公差意味著 額外的加工和檢驗
- 螺紋、精密孔和密封面通常需要 二次加工
避免不必要嚴格公差的較簡單鑄件幾乎總是每件更便宜。.
最小訂購量、批量大小與年度產量
鑄造廠需要 經濟批量尺寸:
- 最小訂購量 (MOQ) 涵蓋設置、熔化和檢驗的間接成本
- 較大的批量尺寸降低 每件的設置成本
- 可預測的 年度產量 有助於談判更好的價格和產能優先權
如果只需要小批量,盡可能將多個零件號碼合併在同一訂單中。.
物流、運費與總到岸成本
你的實際成本是 總到岸成本, ,而不僅僅是單價:
- 海運與空運的運費差異可能會大幅改變每件的成本
- 包裝、托盤和防腐保護加起來
- 對於某些項目,當地加工鑄件空白可以抵消海外運費
這也是為什麼一些買家會將不銹鋼投資鑄造與本地加工結合,或使用附近的供應商來處理時間敏感的零件,並與海外合作夥伴合作進行大量生產。.
如果你也採購有色金屬零件,將貨物合併運送,例如 精密黃銅零件 或使用來自同一地區的青銅零件以降低每公斤運費。.
實用技巧以降低不銹鋼投資鑄造成本
你可以在不影響性能的情況下降低成本:
- 選擇合適的等級:在腐蝕允許的情況下,請使用 304 而非 316,在氯化物含量適中的情況下,請使用 316 而非雙相不銹鋼。.
- 鑄造設計:避免不必要的倒扣、過薄的壁厚和極端的公差。.
- 減少加工:使鑄件形狀更接近最終成品;僅在關鍵部位保持嚴格公差。.
- 規劃產量:下較少但較大的訂單,而非許多小訂單。.
- 標準化:在零件之間使用常見的合金、表面處理和測試計劃,以簡化生產。.
如果您提早分享 3D 模型、目標產量和性能要求,我通常可以提供實際的 不銹鋼精密鑄造單價 估價,並確切顯示哪些變更最能節省成本。.
不銹鋼精密鑄造的品質控制與認證
對於不銹鋼精密鑄造,我將品質控制視為流程的一部分,而非事後補救。如果您需要可重複生產、高性能的零件,以下檢查是不可或缺的。.
尺寸檢驗與量規控制
我會提早確定尺寸,並在每個批次中進行驗證:
- 3D CMM 和光學掃描 用於首件的完整尺寸佈局
- 定制量規與夾具 用於關鍵特徵的快速通過/不通過檢查
- 基於ISO 8062的公差控制 保持不銹鋼投資鑄造公差在各批次間的一致性
不銹鋼合金材料測試(PMI)
錯誤的合金意味著失敗的應用。我使用 材料成分正向識別 (PMI) 以驗證:
- 正確的不銹鋼等級(304、316、17‑4PH、雙相等)
- 合金元素和熱號與證書匹配
- 隨機批次檢查加上關鍵項目的100% PMI測試
有關我們如何處理合金驗證和測試記錄的詳細信息,您可以了解我們的結構 金屬零件的測試與品質控制.
關鍵不銹鋼鑄件的X光、CT與無損檢測(NDT)
對於航空航天、石油天然氣、閥門和安全關鍵零件,我依賴先進的無損檢測:
- X光和CT掃描 用於檢測內部收縮、孔隙和夾雜物
- 超聲波測試 適用於較厚的截面和關鍵負載路徑
- 提前商定的檢查等級,以符合您的風險和成本目標
滲透測試與磁粉測試
用於檢測不銹鋼零件表面缺陷:
- 滲透測試(PT) 適用於非磁性不銹鋼等級
- 磁粉探傷(MT) 適用於馬氏體或PH等級的情況
- 明確的驗收標準並附有視覺參考,以避免主觀判斷
閥門、泵浦及流體元件的壓力測試
對於流體處理用不銹鋼鑄件,我用以下方法驗證密封性與完整性:
- 水壓與氣壓測試 達到您指定的壓力等級
- 保持時間、洩漏率及介質均依圖紙或標準定義
- 與每個閥門或泵浦外殼相關聯的序列化報告
不銹鋼投資鑄造供應商的認證
為支持全球原始設備製造商(OEMs),我將我們的系統與您所期望的認證對齊:
- ISO 9001 以品質管理為基礎
- AS9100 用於航空航天不銹鋼投資鑄造
- IATF 16949 用於汽車及賽車項目
- PED、ISO 3834或類似標準 在需要時用於壓力設備
流程控制、追溯性與審核準備文件
我在每個訂單中建立追溯性,讓審核變得簡單:
- 完整批次追溯: 熔煉、熱處理、無損檢測(NDT)及檢驗記錄
- 受控工藝表單 用於蠟模、殼體、熔化與熱處理
- 數位文件記錄 準備好供客戶審核及PPAP/FAI包裝
如果您需要一個能支持嚴格測試、文件記錄與全球合規的不鏽鋼投資鑄造合作夥伴,我的重點是將這些要求標準化,而非特殊化。.
選擇不鏽鋼投資鑄造供應商
挑選合適的不鏽鋼投資鑄造供應商是一個同時考量品質、成本與交貨的商業決策。以下是我在將實際專案交付給他們之前,會如何評估一家不鏽鋼鑄造廠的方法。.
在選擇不鏽鋼鑄造廠時應注意的事項
當我篩選不鏽鋼鑄造廠時,我會專注於:
- 核心工藝實力: 已證明的不鏽鋼失蠟鑄造技術,而非碳鋼。.
- 合金範圍: 304/304L、316/316L、17-4PH、雙相鋼,以及客製化等級。.
- 認證證書: 以ISO 9001為基準;若涉及航空、汽車或壓力設備,則需具備AS9100、IATF 16949或PED認證。.
- 終端市場經驗: 航空、海洋、醫療或食品級不鏽鋼是加分項,如果您的零件符合這些範疇。對於嚴苛的鹽水環境,我希望供應商已經服務過 海洋工程應用 類似的專案 船級不銹鋼與合金專案.
評估容量與能力
我總是檢查鑄造廠是否能實際支持我目前的需求與未來的成長:
- 鑄件尺寸範圍不銹鋼投資鑄造的最小與最大零件重量及尺寸。.
- 年產量:每年噸數與實際月產能。.
- 內部完成模具、蠟模、殼體與熱處理:較少外包流程意味著更好的控制與交貨時間。.
- 二次加工:在同一屋簷下或由緊密合作的合作夥伴進行加工、熱處理、表面處理與組裝。.
原型與快速取樣選項
速度很重要,尤其是對於新設計:
- 快速模具/軟模具:用於快速製作不銹鋼原型與小批量生產。.
- 3D列印模型:用於複雜幾何不銹鋼鑄件,無需全模具成本。.
- 樣品交付時間:他們能多快交付第一批不銹鋼樣品(不僅是替代合金)。.
溝通、工程支援與設計可製性(DFM)
一個優秀的不銹鋼投資鑄造合作夥伴就像是我的工程團隊的一部分:
- DFM反饋:他們主動提出改變建議,以降低成本、避免缺陷並提高產量。.
- 清晰的溝通: 直接聯繫工程師,而不僅僅是銷售人員。.
- 數位協作: 3D模型審查、標註圖紙,以及快速迭代變更。.
案例研究與已驗證的專案
我總是要求 不銹鋼投資鑄造的案例研究:
- 具有 薄壁, 複雜的芯子,或嚴格公差的零件。.
- 我所在行業的專案:閥門、海洋硬體、食品加工零件或醫療元件。.
- 在用不銹鋼投資鑄造取代CNC加工或砂型鑄造以降低成本或重量的前後比較。.
你通常可以通過查看他們更廣泛的 精密鑄造產品組合 以及他們如何處理像 醫療級鈷基植入物.
在批准前需要詢問的關鍵問題
在我簽署不銹鋼投資鑄造供應商之前,我會問:
- 什麼 不銹鋼等級 你通常進行鑄造嗎?你的典型流程是什麼 投資鑄造公差?
- 你能提供的表面處理光潔度(Ra)是多少 原始鑄件 以及噴砂或電解拋光後的表面狀況?
- 你如何控制 材料成分分析(PMI)、無損檢測(NDT)和尺寸檢驗? 不銹鋼鑄件的檢驗流程是什麼?
- 你的 PPAP/FAI 新款不銹鋼投資鑄件的流程是什麼?
- 現實中的 交貨時間 模具、樣品和穩定量產的時間預估?
- 你如何處理 品質問題、返工和保固? 不銹鋼鑄件的品質控制?
如果一家鑄造廠能清楚回答這些問題,並提供實際的不銹鋼零件,展現出一致的流程控制,那麼他們就是長期合作不銹鋼投資鑄造的潛在候選廠商。.
不銹鋼投資鑄造常見問題
1. 投資鑄造中304、316與316L的差異
| 等級 | 主要優點 | 典型用途 |
|---|---|---|
| 304 | 良好的耐腐蝕性,最佳性價比 | 一般工業、支架、外殼 |
| 316 | 更佳的點蝕/裂縫抗性 | 船舶、化工、食品加工、泵浦 |
| 316L | 低碳,更佳的焊接性與焊接處耐腐蝕性 | 焊接組件、儲罐、醫療零件 |
- 選擇 304 當成本重要且暴露程度較輕時。.
- 選擇 316 用於 氯化物, 、化學品或海水飛濺。.
- 選擇 316L 當零件 焊接 或需要在熱影響區具有較高的耐腐蝕性時。.
2. 何時選擇17-4PH與316不銹鋼鑄件
| 情況 | 選擇17-4PH | 選擇316 / 316L |
|---|---|---|
| 需要非常高的強度 | ✔ 屈服強度 > 1000 MPa(經時效處理後) | ✖ 強度較低 |
| 在具有腐蝕性的化學品中腐蝕 | △ 良好,但在某些酸中不如316 | ✔ 在多種化學介質中表現更佳 |
| 熱處理後尺寸控制嚴格 | ✔ 良好的穩定性 | △ 變形風險較高 |
| 結構 / 承重 | ✔ 軸、臂、支架 | △ 腐蝕較為關鍵的地方 |
- Go 17-4PH 用於 高強度 + 良好的耐腐蝕性 (航空航天、國防、高負載 OEM).
- Go 316/316L 用於 最大耐腐蝕性, ,尤其在化學或海洋環境中。.
3. 不打磨即可達到的不銹鋼投資鑄造表面光潔度
- 典型 鑄後 Ra 不銹鋼投資鑄件:
- 標準殼體: Ra 3.2–6.3 μm
- 細殼 / 優化工藝: Ra 1.6–3.2 μm
- 配備 珠/彈丸噴砂 僅(不打磨),我們通常達到:
- Ra 約1.6–3.2 μm 在大多數外部表面上。.
4. 新的不銹鋼精密鑄造模具的典型交貨時間
典型時間表(可能因複雜度和季節而異):
- 模具設計 + 製造:2–4 週
- 首批樣品(FAs / PPAP):模具就緒後 1–2 週
- 新專案總計: 4–8 週 在大多數情況下,可獲得首批核准樣品。.
一旦模具穩定,重複訂單通常會按 3–5週 交貨時間,取決於產量和加工需求。複雜的加工零件也可能需要經過我們的內部 CNC加工服務 以縮短整體交貨時間。.
5. 中等產量的不銹鋼精密鑄造與 CNC 加工比較
| 外觀 | 不銹鋼精密鑄造 | CNC 加工(從棒材/板材開始) |
|---|---|---|
| 適用範圍 | 中高產量, 、複雜形狀 | 低產量、簡單形狀 |
| 單位成本 | 模具就緒後,每件成本較低 | 每件較高 |
| 預付費用 | 需要模具 | 幾乎不需要模具 |
| 材料用量 | 非常高效,接近淨成型 | 大量廢料(碎屑) |
| 細節與特徵 | 非常適合複雜的3D幾何形狀 | 效果良好,但成本隨著複雜度增加 |
如果你在運行 數百到數萬 每年且形狀複雜,, 不銹鋼投資鑄造 通常在總成本上優於純CNC。.
6. 不銹鋼鑄件的最大和最小尺寸與重量
典型工作範圍(依鑄造廠設置而異):
- 重量:
- 最小: 5–20克 (小型精密零件)
- 最大值: 30–50 公斤 每鑄造(較大的工業零件)
- 尺寸:
- 最多約 600–800 毫米 在大多數模具系統中的最長尺寸。.
對於非常小或非常大的尺寸,我們通常會審查圖紙並建議最可靠的方案。.
回覆: 投資鑄造鋼合金指南 流程 優點 用途 - Vastmaterial