Capacités de fraisage de haute précision avancées : concevoir vos pièces complexes à la perfection
Fraisage CNC à 3, 4 et 5 axes
- Exécuter un usinage de précision multi-axes pour des géométries complexes
- Profils multifacettes complets en une seule configuration efficace
- Éliminer les changements de fixation excessifs pour accélérer les délais de livraison
Micro-characters & Parois minces
- Miller des rayons internes serrés et des contours complexes avec précision
- Tailler des fentes profondes et étroites avec une stabilité d’outil exceptionnelle
- Maintenir l'intégrité structurelle sur des conceptions délicates à parois minces
Outillage et fixturing personnalisés
- Développer des datums de localisation précis adaptés à la géométrie des pièces complexes
- Assurer une répétabilité de serrage fiable lors de séries de haute volume
- Intégrer des conceptions de gabarits propriétaires dès la phase de prototypage
Cohérence en grand volume
- Valider l'exactitude dimensionnelle par une inspection rigide du premier article
- Surveiller les contrôles de processus en temps réel pour prévenir les écarts d'usure des outils
- Fournir une traçabilité complète des lots avec des données d'inspection vérifiées
Optimisez votre production. Téléchargez vos dessins CAO pour des retours d'experts sur la conception pour la fabricabilité (DFM).
Vastmaterial synchronise les stratégies d'ingénierie et d'outillage pendant le prototypage, garantissant un succès dès la première fois pour des composants de haute précision.
Pièces de fraisage CNC et géométries complexes : adapter votre conception aux capacités de précision
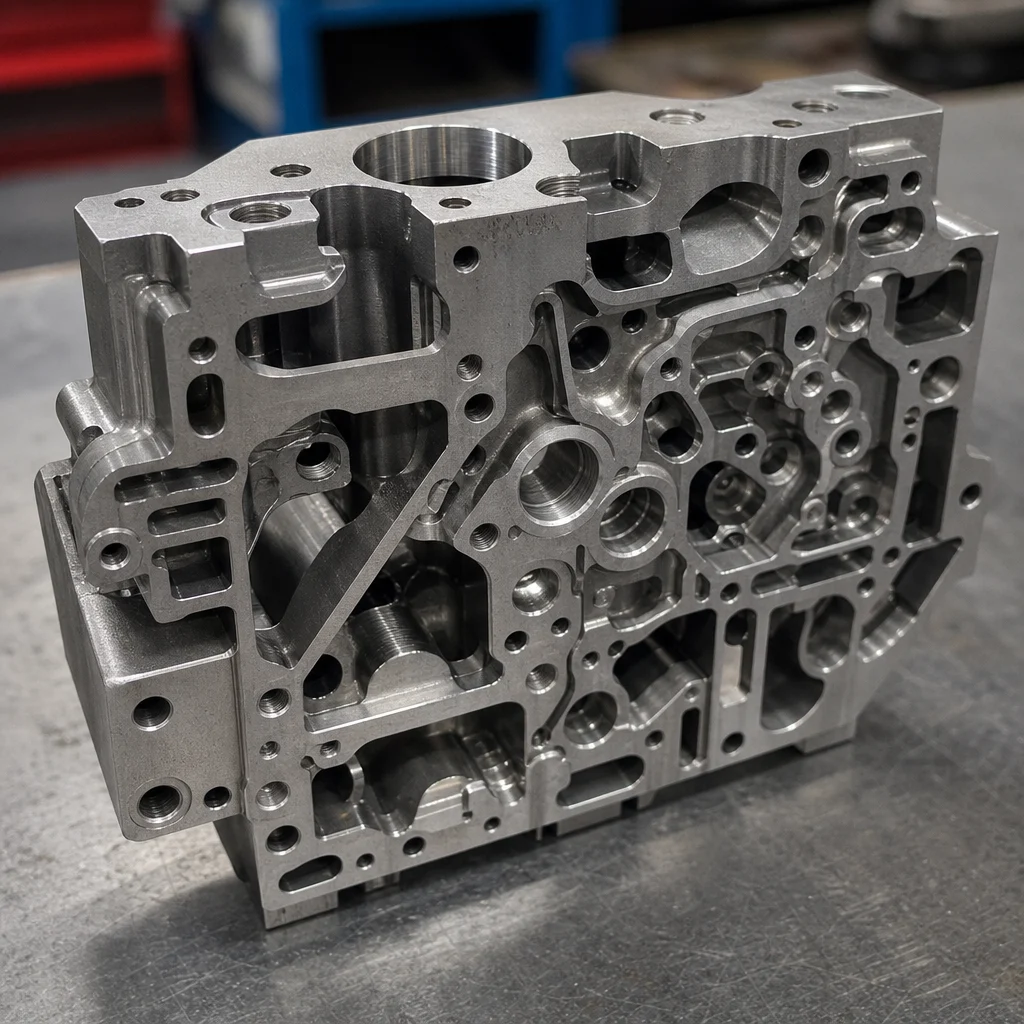
Polyèdres & composants en boîte
- Alignement multi-données :Fraisage de précision de structures en boîte à plusieurs côtés, cavités internes profondes et chemins d'huile complexes sans perdre la précision de position entre les configurations.
- Atténuation de la déformation :Des chemins d'outils spéciaux de soulagement de contrainte éliminent la déformation structurelle lors de l'enlèvement de matériaux lourds sur des logements moulés et des collecteurs multifacettes.
- Contrôle critique des plans :Nous recommandons de définir des tolérances de position réelle pour les trous de perçage intersectants et les plans de référence principaux afin de garantir un alignement parfait lors de l'assemblage final.
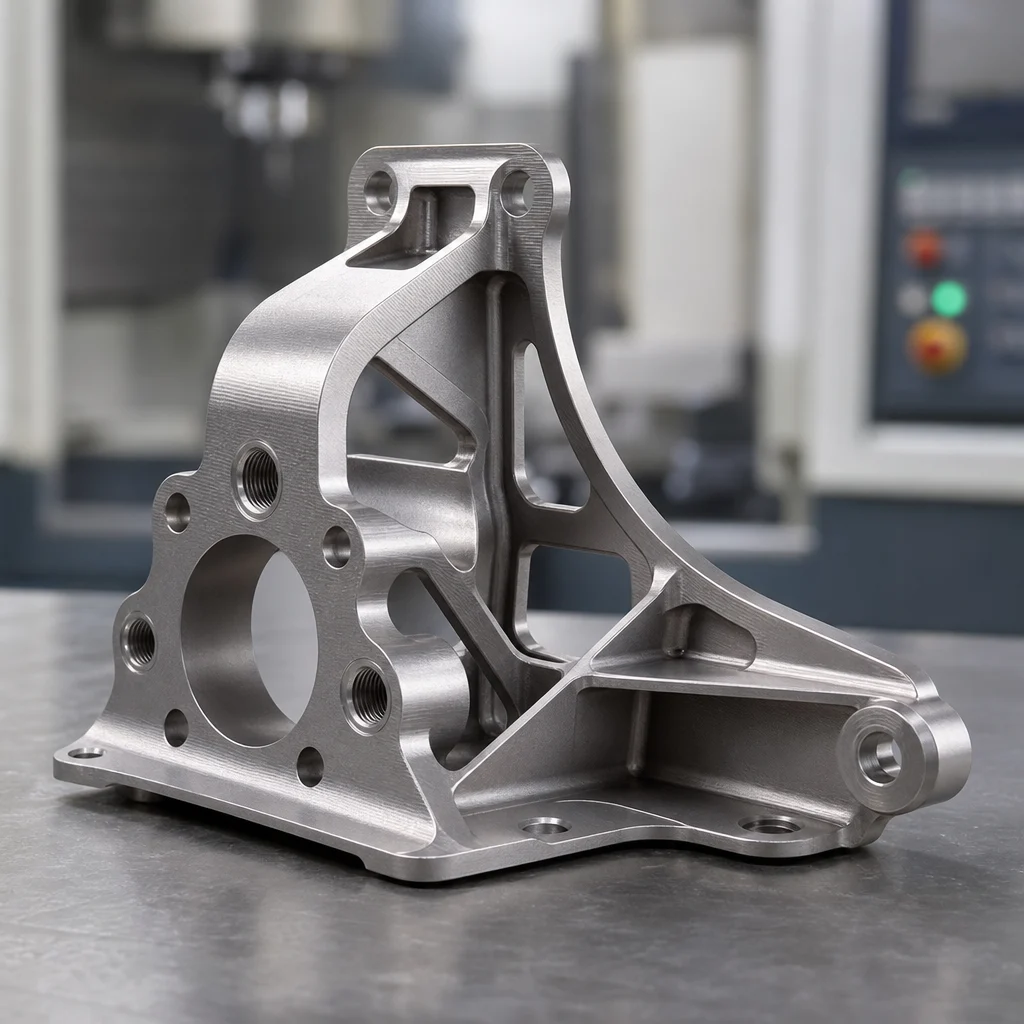
ARENT Brackets & Connectors
- Gestion des parois minces:Des stratégies de fraisage trochoïdal à grande vitesse avancées préviennent les vibrations et la déflexion des parois jusqu'à une épaisseur minimale.
- Intégration des renforts:Transition parfaite entre des bosses structurelles épaisses et des nervures de renforcement fines, optimisant les rapports résistance/poids.
- Contrôle critique des plans :Notez explicitement les tolérances de parallélisme et de profil pour les caractéristiques fines afin de tenir compte du rebond du matériau lors du relâchement du serrage.
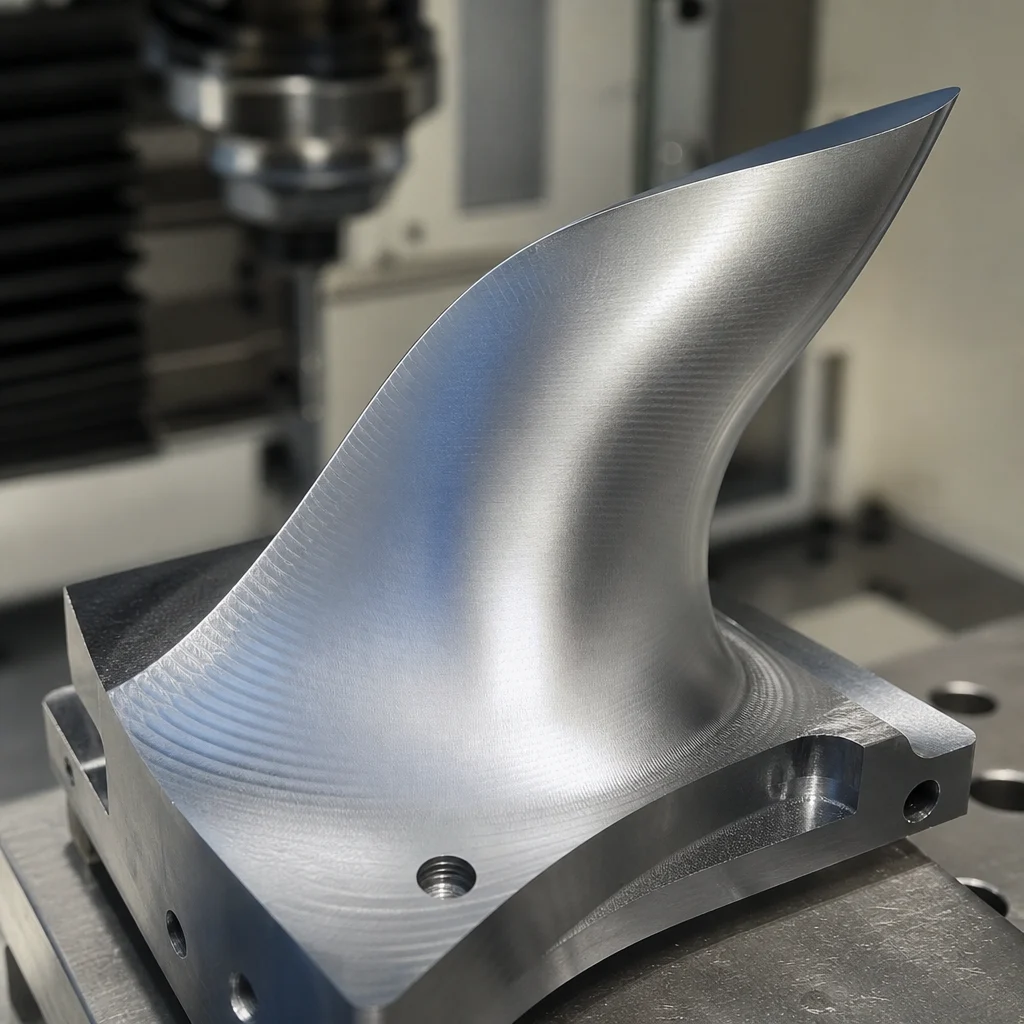
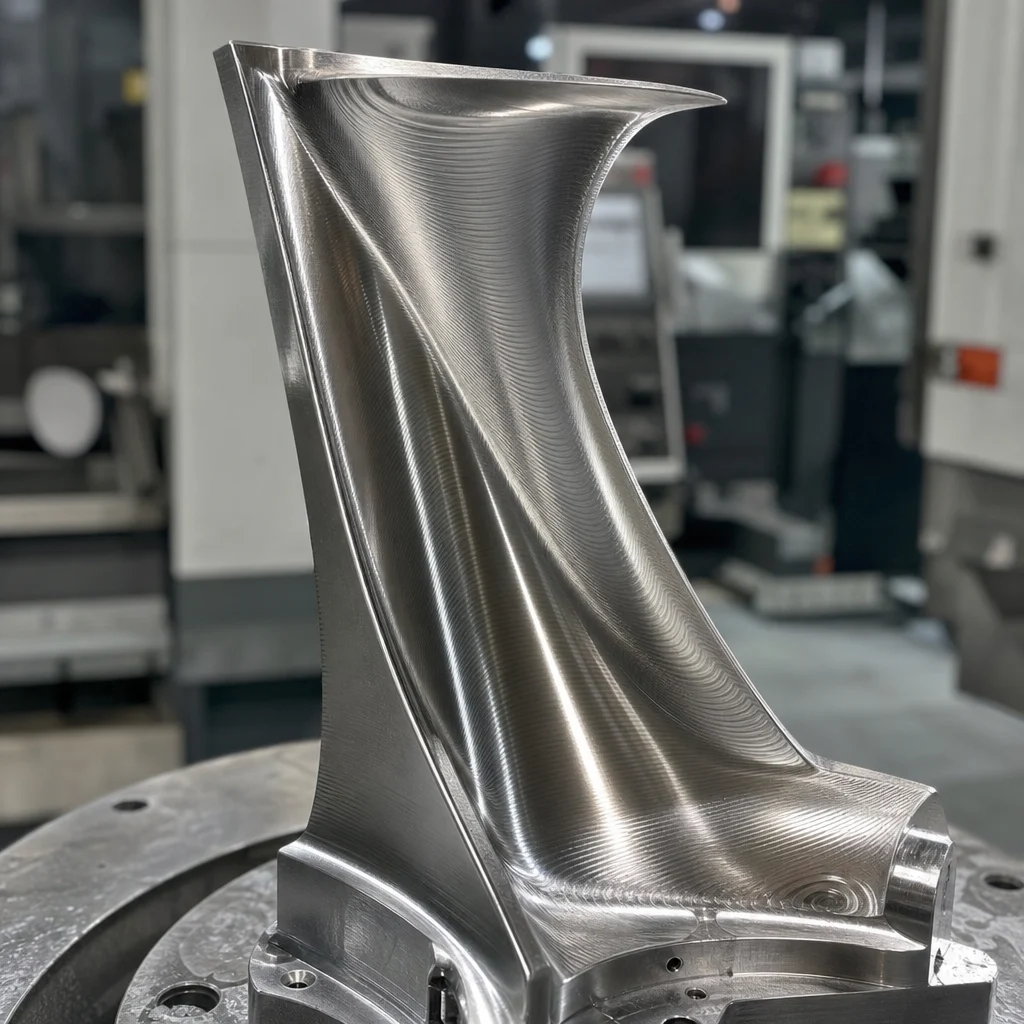
Aubes & Surfaces contourisées
- Fidélité dynamique des fluides:Fraisage continu multi-axes des pales de rotor, des collecteurs de turbines à gaz complexes et des profils hydrodynamiques.
- Contrôle de la hauteur des pas (scallop):Des pas ultra-fins permettent d'atteindre des hauteurs de scallop lisses, réduisant le polissage manuel en aval et maintenant l'honnêteté du profil géométrique.
- Contrôle critique des plans :Utilisez le profil des tolérances de surface référencées par rapport aux structures de référence primaires plutôt qu'à une dimensionnement de coordonnées de base.
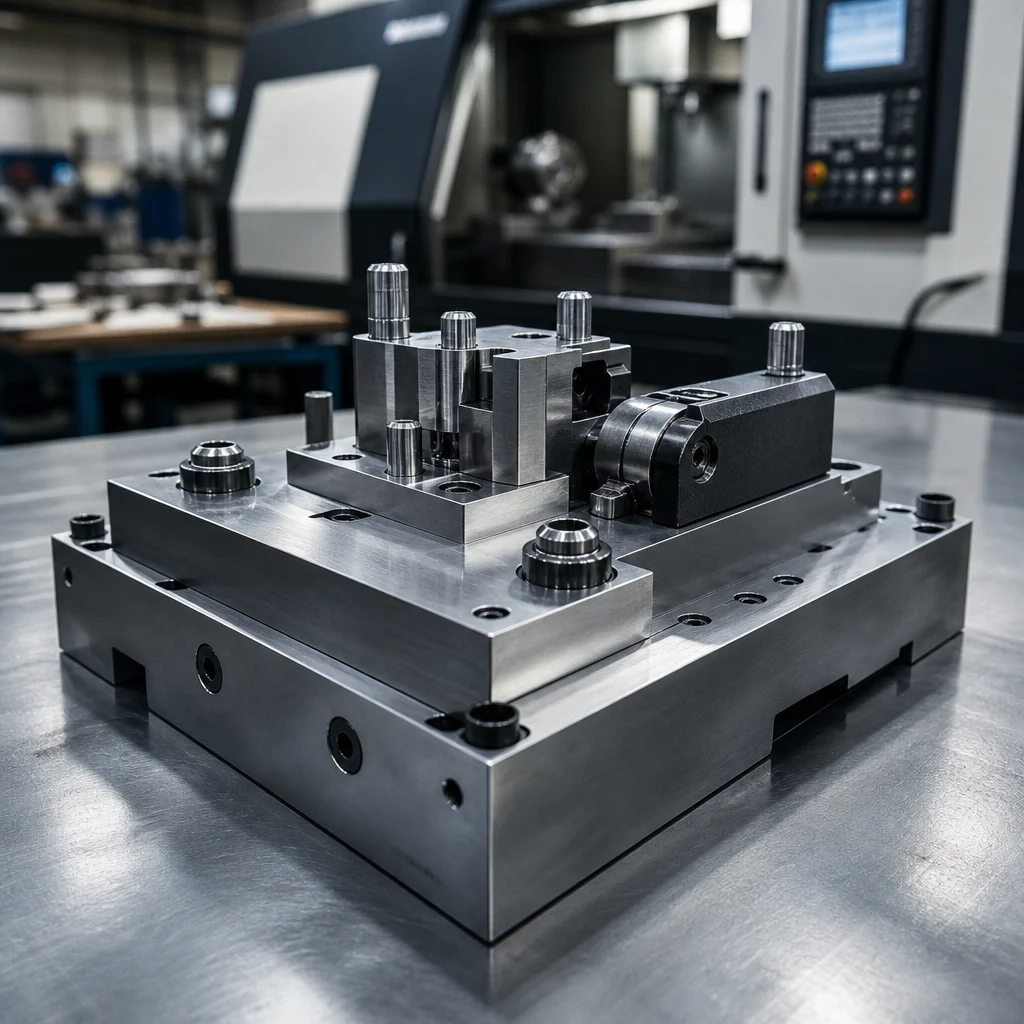
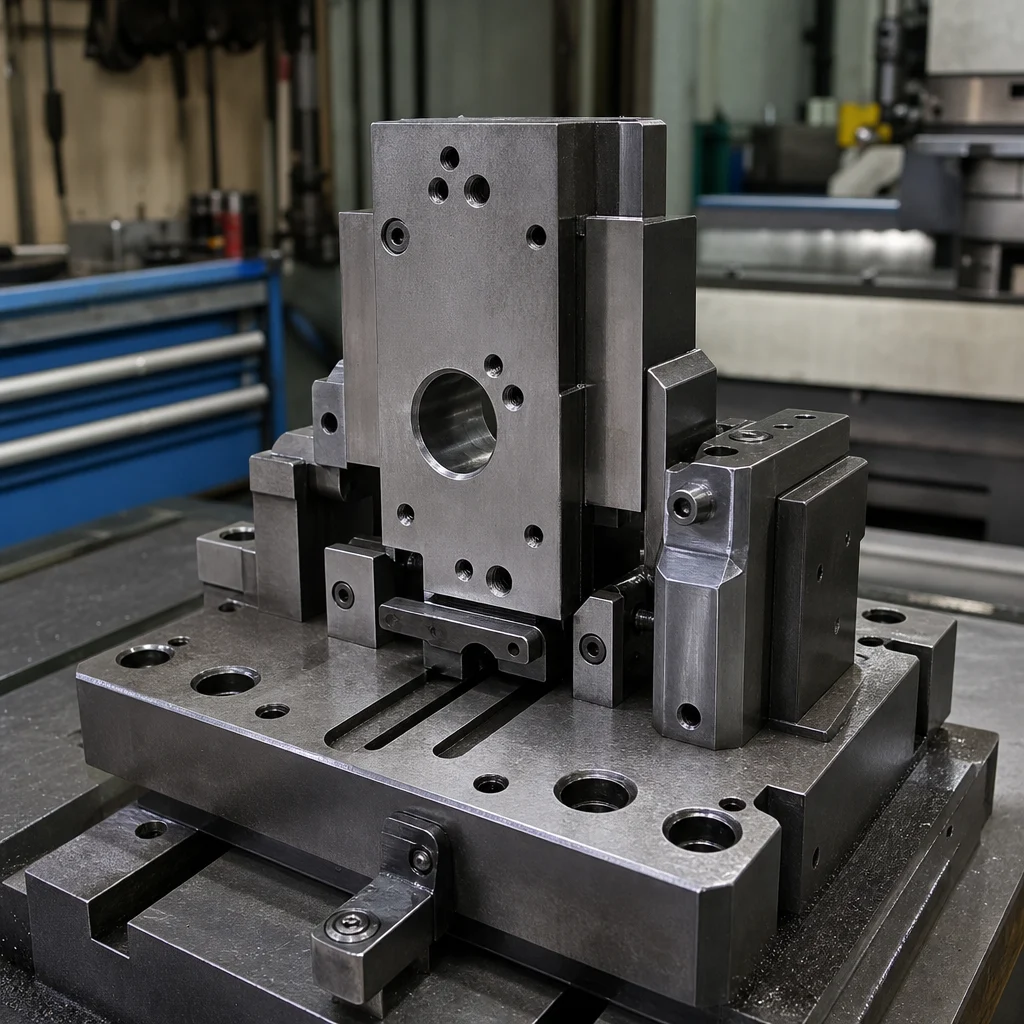
Agencements personnalisés et gabarits
- Affûtage durci:Configurations rigides capables de traiter des aciers à outils pré-durs et des matériaux résistants à l'usure pour des environnements de fabrication.
- Répétabilité exceptionnelle :Précision au niveau micro sur les goupilles de positionnement, les étapes de référence et les faces de serrage pour sécuriser des séries de production à fort volume.
- Contrôle critique des plans :Mettez en évidence les surfaces fonctionnelles spécifiques qui interagissent avec les ébauches brutes pour guider notre séquence de meulage et de finition finale.
En comblant l'écart entre la coulée fondamentale et l’usinage CNC de haute précision, Vastmaterialfournit un cycle de fabrication intégré en boucle fermée. Notre équipe d'ingénierie à double domaine croise les tolérances de coulée brute avec les datums d'usinage requis et les stratégies de fixation personnalisées dès le premier jour. Cette approche proactive élimine la distorsion structurelle, protège l'intention de conception critique et garantit que des géométries complexes atteignent une répétabilité stable pour des applications exigeantes dans l'aérospatial, l'énergie et les systèmes industriels.
Pour garantir le cycle de production le plus efficace et minimiser le coût total de possession, nous encourageons les ingénieurs à établir des annotations claires sur les dessins concernant les datums fonctionnels, les épaisseurs minimales des parois et la rugosité de surface cible ($R_a$). Contactez notre département d'ingénierie tôt dans votre processus de conception pour examiner vos fichiers CAO afin d'optimiser l'usinabilité et le support de conception pour la fabrication (DFM).
- Gestion des parois minces:Pour assurer le cycle de production le plus efficace et minimiser le coût total de possession, nous encourageons les ingénieurs à.
- Intégration des renforts:établir des annotations claires sur les dessins concernant les datums fonctionnels, les épaisseurs de paroi minimales et la rugosité de surface cible ($R_a$). Contactez notre département d'ingénierie tôt dans votre processus de conception pour revoir vos fichiers CAO afin d'optimiser la machinabilité et le support Design for Manufacturing (DfM).
- Contrôle critique des plans :Des stratégies de fraisage trochoïdal avancées à grande vitesse préviennent les à-coups,.

- Fidélité dynamique des fluides:la déviation d’outil et la déformation des parois jusqu’aux minimums structurels critiques.
- Contrôle de la hauteur des pas (scallop):Transition sans faille des bosses de montage structurelles épaisses vers des nervures de renforcement fines, optimisant la réduction de poids sans compromettre l’intégrité de la pièce.
- Contrôle critique des plans :Notez explicitement le parallélisme et les tolérances de profil pour les caractéristiques à paroi mince afin de tenir compte du recul du matériau inhérent lors de la libération du serrage.
- Affûtage durci:Fraisage continu multi-axes des pales d’impeller, des composants complexes de turbines à gaz et des profils hydrodynamiques nécessitant une orientation précise de l’outil.
- Répétabilité exceptionnelle :Précision au niveau micron pour localiser les trous, les entretoises d’alignement et les faces de serrage afin d’assurer une cohérence sur des milliers de cycles opérationnels.
- Contrôle critique des plans :Mettre en valeur les surfaces fonctionnelles spécifiques qui entrent en contact avec les briques brutes ou les outillages d’assemblage pour guider nos séquences ciblées d’usinage et de qualification finale.
Matériaux avancés pour le fraisage CNC de précision et l'usinage post-coulée
- ■ Fraisage en Acier Inoxydable : Traitement expert des nuances austénitiques, martensitiques et duplex (y compris les nuances d’acier inoxydable telles que SS304, SS316, SS410 et 17-4 PH) pour gérer un durcissement important tout en préservant une intégrité de surface exceptionnelle.
- ■ Fraisage d’Alliages Résistants à la Chaleur et Superalliages : Configurations d’outillage spécialisées pour des composants aérospatiaux et énergétiques exigeants fabriqués à partir d’Inconel, Hastelloy, Cobalt-chrome et de superalliages à base de nickel.
- ■ Acier au carbone et acier faiblement allié : usinage lourd pour des composants industriels structurels, soumis à de fortes contraintes et porteurs de charges utilisant des alliages AISI 1045, 4140 et 8620 équilibrés pour une résistance optimale.
- ■ Alliages non ferreux et métaux personnalisés : Évaluation et fraisage spécifiques au projet de fers d'aluminium de haute qualité (6061-T6, 7075), de laiton, bronze et variantes de cuivre pour une conductivité thermique et électrique optimisée.
* Si votre projet nécessite des normes internationales spécifiques ou des grades de matériaux propriétaires, veuillez les spécifier dans votre demande de devis pour évaluation technique.
Vastmaterial atténue les risques lors de la phase d'usinage post-coulée. Notre équipe d'ingénierie contrôle l'accumulation de stress localisé et la déformation structurelle à travers divers aciers et alliages à haute température pour livrer des composants stables et conformes aux impressions.
Fraisage CNC à tolérance serrée et contrôle qualité rigoureux
Tolérance typique
±0,01 mm
Finition de surface
Ra 0,8 μm
Gamme de taille des pièces
Jusqu'à 1200 mm
Vérification des matières entrantes et des blocs moulés
- •Évaluation des tolérances d'usinage, des contraintes internes et de l'alignement des données pour prévenir la distorsion des pièces.
- •Tests non destructifs complets des défauts pour garantir l'intégrité structurelle avant tout tournage de broche.
- Remarque :Les dimensions critiques, les surfaces d'accouplement fonctionnelles et les plans de référence doivent être clairement indiqués sur les dessins.
Contrôle qualité en cours d'usinage
- •Inspection obligatoire du premier article (FAI) pour valider les décalages d'outillage, la stabilité des dispositifs et la programmation CAM.
- •Contrôle planifié sur machine et échantillonnage par lots pour suivre l'usure des outils lors de l'usinage de aciers inoxydables difficiles et de superalliages.
- •Ajustements en temps réel des avances et des vitesses pour maintenir une conformité stricte aux règles de tolérancement géométrique (GD&T).
Inspection et traçabilité CMM
- •Tests avancés par machine à mesurer tridimensionnelle (CMM) et étalonnage aérien numérique pour une validation précise du volume et du profil.
- •Packages de documentation complets et transparents retraçant les lots de production et les chaleur de matériau spécifiques.
- •Plénitude de livraisons de rapports d'inspection conformes aux normes, y compris les feuilles de disposition dimensionnelle et les certificats de matériau.
Le pont matériel immense comble l'écart entre les blocs de métal brut et les composants finaux précis. Grâce à des protocoles d'inspection standardisés, des systèmes de qualité conformes à l'ISO et des revues d'ingénierie structurées, nous veillons à ce que chaque dimension critique et chaque face d'assemblage corresponde exactement à votre spécification de conception.

Atelier d'usinage par fraisage CN
Configurations multi-axes conçues pour des géométries complexes et un traitement multi-facettes qui reflètent notre concentration sur la fabrication.
Les broches à haute rigidité assurent l'intégrité structurelle et une répétabilité exceptionnelle.
Offre des capacités de fraisage de précision pour les tolérances les plus strictes des dessins industriels.

Programmation CAM avancée
Des parcours d'outils optimisés maximisent les taux d'enlèvement de matière et la qualité de finition de surface, soutenus par une innovation continue en R&D.
Vérification rigoureuse d'interférences virtuelles éliminant complètement les risques de collision de la machine.
Compensation de déformation thermique en temps réel maintient la stabilité lors des longues séries de production.

Équipements et efficacité de l'outillage
Géométries et revêtements spécialisés conçus spécifiquement pour les alliages à haute résistance à la chaleur.
La surveillance proactive de l'usure des outils atténue la dérive dimensionnelle sur de grands lots et est validée par des tests rigoureux et des normes de qualité.
Des paramètres de coupe équilibrés maximisent la durée de vie des outils et assurent une cohérence d’une pièce à l’autre.
De la conception à la pièce finie : notre processus d'usinage CNC
Naviguer dans la transition de la matière première à un composant à haute tolérance nécessite une exécution d'ingénierie sans faille. Chez Vastmaterial, nous intégrons la coulée sous pression de précision avec un usinage avancé après coulée sous un seul système de gestion de la qualité unifié. En gérant à la fois le travail de fonderie et les services d'usinage CNC précis en interne, nous éliminons les lacunes de communication entre plusieurs fournisseurs, optimisons les points de référence structurels et compressons considérablement les délais de production globaux pour des composants métalliques complexes.
- Étape 1
Dessins techniques et analyse RFQ
- ✓Soumission de dessins d’ingénierie en 2D (PDF/TIFF) et de modèles CAO 3D (STEP/IGS/X_T)
- ✓Alignement détaillé sur les grades de matériau, quantités cibles et tolérances linéaires/géométriques critiques
- ✓Définition des normes de conformité spécifiques à l’industrie (telles que les protocoles de qualité ASTM, DIN ou ISO)
Entrée :Données d’ingénierie complètes définissant les paramètres de conception critiques et les exigences fonctionnelles. - Étape 2
DFM pour l’usinage et devis commercial
- ✓Revue complète de la conception pour la fabrication (DFM) afin d’optimiser l’accès à l’outil de fraisage et de réduire les mises en place
- ✓Formulation de l’acheminement de fabrication optimal, des stratégies de parcours d’outil et des évaluations des temps de cycle
- ✓Des grilles de prix transparentes et des engagements de délai ferme, appuyés par des accords de non-divulgation (NDA)
Action :Commentaires d’ingénierie collaboratifs pour éliminer les goulets d’étranglement de la fabrication et maîtriser les coûts unitaires. - Étape 3
Préparation vierge et vérification pré-usinage
- ✓Production de coulée sous pression interne ou approvisionnement en ébauques brutes certifiées, ouvrages forgés et plaques
- ✓Vérification matérielle physique et chimique via analyse spectrographique pour assurer une traçabilité absolue des grades
- ✓Inspection initiale des données et qualification des marges d’usinage sur les pièces-usinages complexes après coulée
Sortie :Ébauches métalliques qualifiées et sans défaut prêtes pour un montage de haute précision et multi-axes. - Étape 4
Exécution de fraisage CNC de précision
- ✓Conception et fabrication d’un dispositif de piégeage personnalisé pour garantir une tenue rigide et une orientation des pièces réplicable
- ✓Programmation multi-axes (usinage CNC à 3 axes, 4 axes et 5 axes) en utilisant des trajectoires d'outil CAM optimisées
- ✓Opérations d'usinage par passes séquencées suivies de coupes de finition précises, surveillées par des audits dimensionnels en cours de procédé programmés
Action :Exécution directe de géométries à tolérance serrée, de cavités profondes et de profils de surface complexes. - Étape 5
Finition de surface et traitement secondaire
- ✓Ébavurage manuel et mécanique méticuleux pour obtenir des arêtes nettes, sans bavures et des transitions lisses
- ✓Exécution des opérations post-usinage spécifiées, notamment le sablage au verre, le nettoyage par ultrasons et la passivation chimique
- ✓Coordination des traitements thermiques ou des revêtements protecteurs adaptés à des exigences environnementales et d’usure spécifiques
Sortie :Les surfaces des composants entièrement préparées pour répondre à des critères esthétiques, fonctionnels ou de résistance à la corrosion. - Étape 6
Métrologie, inspection et logistique
- ✓Validation dimensionnelle complète à l'aide de machines à mesurer tridimensionnelles (CMM), de calibres de filetage et de micromètres numériques
- ✓Compilation de la documentation qualité, y compris les rapports d'essai des matériaux (MTR), les plans dimensionnels et les données CMM
- ✓Emballage lourd personnalisé avec application d'huile anti-corrosion et calage sécurisé pour garantir un transit sans défaut
Livraison :Composants entièrement vérifiés, prêts pour l’assemblage et expédiés directement vers votre ligne de production ou votre installation.

Applications d'usinage CNC aérospatial et industriel
Vastmaterial s’associe à des partenaires de premier plan l'aérospatialedes fabricants comme Xi'an Aero Engine et des institutions de recherche de premier plan pour fournir des solutions d'usinage CNC fiables. Nous sommes spécialisés dans l'usinage de composants complexes selon des normes d'ingénierie rigoureuses, traduisant vos exigences de service sévère en réalité métallique haute performance.
Usinage CNC aéronautique
- Fiabilité critique pour les systèmes de vol et de défense
- Cohérence de lot stricte avec des tolérances serrées répétables
- Traçabilité complète des matériaux et du traitement thermique
Usinage pour composants énergétiques
- Fraisage de précision pour les alliages résistant à la chaleur et à la corrosion
- Canaux internes complexes et faces de montage précises
- Géométrie structurelle robuste conçue pour des environnements opérationnels difficiles
Usinage CNC industriel
- Composants structurels robustes avec des profils de résistance optimisés
- Supports de précision et boîtiers complexes pour un assemblage sans faille
- Fraisage post-coulée qui élimine les déviations dimensionnelles
Automobile et équipement lourd
- Cycles de production à haut volume avec une uniformité rigoureuse entre les pièces
- Interfaces d’outillage personnalisées et éléments de localisation précis pour les lignes d’assemblage
- Composants durables de transmission et de suspension conçus pour la résistance à la fatigue
Manipulation chimique et fluide
- usinage des aciers inoxydables anticorrosifs et des superalliages
- Surfaces d’étanchéité maintenues à des tolérances strictes de planarité, de parallélisme et de finition Ra
- Vannes, pompes et composants de manifolds conçus pour zéro fuite
R&D et infrastructure personnalisée
- Runnings de faible volume sur mesure avec un support de fabrication agile
- Prototype rapide assorti d’un retour DFM approfondi
- Configurations adaptées pour des géométries expérimentales hautement spécialisées
Finition de surface et post-traitement pour fraisage CNC de précision
L'atteinte de la bonne qualité de surface est essentielle pour la performance, le maintien des tolérances et la durée de vie des composants complexes. Chez Vastmaterial, nous comblons parfaitement le fossé entre la coulée et l'usinage final en gérant entièrement vos besoins de post-traitement en interne. En intégrant un fraisage mécanique précis avec des technologies avancées.traitements de surfaceoptions, nous éliminons les risques liés à la chaîne d'approvisionnement, les changements dimensionnels et les variations de qualité souvent causées par les transferts entre plusieurs fournisseurs tiers.
- Ébavurage de précision :Élimination complète des bavures d'usinage pour garantir un assemblage sans couture des composants.
- Rognage fonctionnel :Bords brisés et rayons d'angle pour une manipulation fiable et un soulagement du stress.
- Nettoyage industriel :Lavage spécialisé par ultrasons et solvant pour éliminer tous les fluides de coupe résiduels.
- Protection anti-corrosion et stockage :Emballage VCI personnalisé et huilage adapté pour l'expédition internationale.
- Blastage de billes et piqûrage :Texturation mate pour réduire l'éblouissement, éliminer les marques d'outils et améliorer la durée de vie à la fatigue.
- Passivation chimique :Traitements cruciaux à l'acide nitrique ou citrique pour l'acier inoxydable afin de maximiser la résistance à la corrosion.
- Revêtements techniques avancés :Applications coordonnées d'anodisation, d'oxyde noir, de galvanisation ou de pulvérisation thermique.
- Traitement thermique contrôlé :Soulagement intégré des contraintes, recuit ou durcissement pour stabiliser les structures de grain.
Performance anti-corrosion
Protéger les pièces en environnement sévère contre la dégradation prématurée. Nos choix de passivation et de scellement de surface ciblés retardent considérablement l'oxydation sur les aciers au carbone, les alliages inoxydables et les configurations de fonte complexes.
Toutes les opérations sont strictement conformes aux normes d'ingénierie mondiales, y compris ASTM, ISO et MIL-specs.
Spécifications esthétiques et de texture
Les marques d'outils, la rugosité de surface ($R_a$) et l'uniformité cosmétique affectent directement la façon dont vos composants s'assemblent et leur apparence. Nous contrôlons les paramètres d'usinage pour obtenir des textures cohérentes et uniformes qui réduisent le frottement et le travail post-usinage.
Des valeurs $R_a$ ultra-basses et des finitions miroir de haute spécification sont disponibles après examen par des ingénieurs experts.
Correspondance d’assemblage critique
Les revêtements de post-traitement peuvent modifier les dimensions finales. Notre équipe d'ingénierie calcule l'accumulation de placage à l'avance, gérant des cibles d'usinage à tolérance serrée afin que les pièces respectent toujours les exigences du plan après finition.
Veuillez annoter clairement les faces de référence et les limites dimensionnelles post-revêtement sur vos dessins 2D.
Résistance fonctionnelle à l'usure
Maximisez la longévité des composants sous des charges mécaniques cycliques. Un traitement de surface approprié améliore la dureté de surface, réduit les coefficients de frottement et minimise le grippage dans les assemblages industriels ou aérospatiaux lourds.
Vastmaterial fournit des retours DFM en phase précoce pour optimiser vos choix de post-traitement en termes de coût et de longévité.
Comment obtenir un devis d'usinage CNC précis plus rapidement
Informations requises pour votre RFQ d'usinage
- CAO 3D et dessins 2D : Fichiers STEP, IGES ou DXF avec des dimensions linéaires et angulaires claires.
- Volume de commande et lots : Quantité exacte nécessaire pour le prototypage ou les séries de production planifiées.
- Niveaux de matériaux : Types d’alliage spécifiques (par ex. acier inoxydable 316, acier résistant à la chaleur, acier au carbone).
- Tolérances serrées et ajustements clés : Appels explicites pour les caractéristiques d'engrenage critiques et les orifices d'alignement étroits.
- Spécifications de finition de surface : Valeurs de rugosité Ra requises, blastage au jet de billes ou normes de passivation.
- Délai cible : Votre calendrier de livraison prévu et les jalons du projet.
Optionnel mais recommandé pour l'optimisation DFM
- Données d'accouplement et d'assemblage : Contexte sur la manière dont le composant usiné avec précision interagit avec les pièces adjacentes.
- Explications des domaines fonctionnels : Clarification sur les faces d'étanchéité, les traces d'usure ou les points de référence structurels.
- Contrôle qualité et essais CMM : Tous les protocoles d'inspection uniques, les essais non destructifs ou les formats de rapport spécifiques.
- Contrainte connue sur les outillages ou les contraintes de contraintes : Idées issues des précédents cycles de fabrication concernant la déformation ou le flambage de l'outil.
- Blanks bruts après coulée : Détails sur les pièces moulées quasi nettes si nous effectuons un fraisage de finition sur le stock préexistant.
Vastmaterial fournit des retours rapides et experts sur la conception pour la fabricabilité (DFM) en parallèle de votre devis d'usinage CNC de précision pour vous aider à équilibrer des tolérances d'ingénierie serrées avec les coûts de production totaux.
FAQ sur l'usinage CNC de précision
L'équipe d'ingénierie de Vastmaterial suit une approche basée sur une liste de contrôle pour l'évaluation technique, garantissant que vos tolérances dimensionnelles et spécifications matérielles sont précisément respectées avant le début de la production. Trouvez des réponses d'experts aux FAQ courantes sur l'usinage CNC concernant l'approvisionnement, les capacités et l'usinage post-fonte.
Oui, nous fournissons des services d'usinage CNC à 3 axes, 4 axes et 5 axes. L'usinage standard à 3 axes est très rentable pour les pièces prismatiques et les géométries planes. L'usinage de haute précision à 4 axes et 5 axes est utilisé pour des géométries complexes à cavité profonde, des composants aérospatiaux et des pièces multi-facettes, réduisant les configurations pour éliminer les erreurs d'alignement cumulatives.
Notre atelier d'usinage CNC de précision maintient régulièrement des tolérances d'usinage standard de ±0,05 mm, avec des capacités d'usinage à tolérance serrée atteignant jusqu'à ±0,01 mm selon la géométrie de la pièce et le matériau. Les finitions de surface usinées standard atteignent Ra 3,2 μm, et nous pouvons livrer jusqu'à Ra 0,8 μm ou plus lisse grâce à des passes de finition de précision et à un post-traitement.
Nous soutenons à la fois le prototypage rapide à faible volume pour la vérification de conception et la production à grande échelle à volume élevé. Vastmaterial n'impose pas de quantité minimum de commande rigide (MOQ); nous évaluons les commandes en fonction de l'évolutivité du projet, des coûts d'outillage et de vos exigences de fabrication industrielle à long terme.
L'usinage des superalliages et de l'acier inoxydable nécessite un contrôle thermique et mécanique strict. Nous utilisons des outils en carbure et en céramique spécialisés avec des chemins CAM optimisés pour atténuer le durcissement par déformation. Des systèmes de surveillance de la durée de vie des outils en cours de processus et des dispositifs de réglage automatiques garantissent que les inserts usés sont remplacés avant d'affecter la précision dimensionnelle.
En tant que fonderie et atelier d'usinage intégrés, nous gérons les contraintes internes dès le départ. Nous appliquons des traitements thermiques spécifiques de soulagement des contraintes avant le fraisage, concevons des dispositifs hydrauliques ou pneumatiques sur mesure pour éviter la déformation due au serrage, et établissons soigneusement des datums d'usinage qui s'alignent parfaitement avec les angles de tirage de la coulée d'origine.
Oui. Chaque lot de production est accompagné d'une documentation qualité complète, y compris des certificats de chaleur des matières premières, des rapports d'essai de laminage (MTR) et des fiches d'inspection dimensionnelle de nos machines à mesurer coordonnées (CMM). Une traçabilité complète des lots de chaleur est maintenue tout au long de notre ligne de production conforme à l'ISO.
Notre délai typique de fraisage CNC est de 2 à 4 semaines pour des prototypes rapides et de 4 à 6 semaines pour des séries de production standard. Les délais sont principalement déterminés par la complexité géométrique des pièces, les exigences d'outillage spécialisé pour les alliages difficiles, la fabrication de dispositifs sur mesure et les exigences de finition de surface secondaire ou de passivation.
La sécurité de la propriété intellectuelle est fondamentale pour nos partenariats industriels. Nous signons des accords de non-divulgation (NDA) standard ou personnalisés avant d'accepter tout modèle CAO ou fichier technique propriétaire. Toutes les données d'ingénierie sont gérées via des réseaux internes sécurisés pour garantir la confidentialité complète du projet, de la demande de devis à l'expédition finale.
Prêt à vous associer à un fournisseur leader d’usinage CNC en France ?
Demander un devis
Support d’ingénierie instantané
Installation d’usinage de précision
Quartier Dongying, Dongying,
Shandong, Chine
Fiable par plus de 100 clients mondiaux | Capacité mensuelle de 1,3 million de composants de précision
Vastmaterial propose un usinage CNC de précision de bout en bout, comblant le fossé entre la coulée brute et les composants finis à tolérance serrée avec une assurance qualité certifiée.