
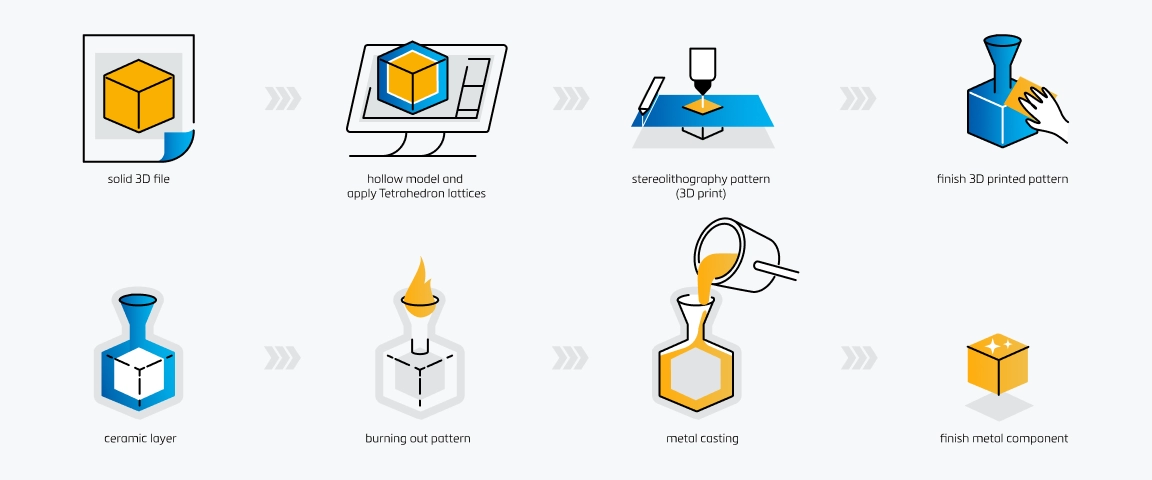
3D-utskrift i investeringsstøpeprosess
Moderne smykkeproduksjon og industriell prototyping er sterkt avhengig av støpe-3D-utskrift for å byggje bro mellom digital presisjon og fysisk metall. Vi har optimalisert materiala våre for å integrere sømløst i denne tradisjonelle arbeidsflyten, og sikrar at overgangen frå ein digital fil til eit ferdig støpt stykke er feilfri. Ved å erstatte handskårne voksmodellar med høgpresisjons utskrifter, muliggjør vi masse-tilpassing utan å gå på bekostning av kvaliteten på det ferdige metallproduktet.
Steg 1: Digitalt design og CAD
Prosessen byrjar med Smykke CAD-design. Designerar brukar spesialisert programvare for å lage intrikate geometriar og komplekse gitterstrukturar som ville vere nesten umogleg å oppnå via manuelt skulpturarbeid. Vår arbeidsflyt er avhengig av at desse digitale filene er tette og optimaliserte for utskrift, og sikrar at kvar mikron av detalj i designet er klart for fysisk produksjon.
Steg 2: Mønsterproduksjon med SLA/DLP
Vi brukar SLA 3D-utskrift, DLP, eller LCD-teknologi for å produsere det ofre mønsteret. Våre støpebare resiner er spesielt formulert for 405nm bølgelengde-utskriftar og lasersystem. Viktige fordelar på dette stadiet inkluderer:
- Høg oppløsning: Fangar ekstremt fine detaljar som krevst for høgkvalitets smykke.
- Låg krymping: Sikrar at den utskrevne modellen stemmer nøyaktig med dei digitale måla.
- Hastighet: Rask produksjon av fleire mønster i ein enkelt utskriftskøyring.
Steg 3: Etterbehandlingskrav
Når utskrifta er ferdig, gjennomgår modellane rengjering og herding. Våre resiner har låg viskositet, noko som gjer dei enkle å rengjere utan aggressiv skrubbing som kan skade delikate funksjonar. Riktig etterherding er avgjerande for å sikre den fotopolymerserve oppnår den nødvendige stivheten og stabiliteten for håndtering under sprøyingsprosessen.
Steg 4: Sprøying og treteknikkar
Vi festar dei herdede 3D-utskrifta modellane til ein sentral voks-sprøyte, og skapar eit “tre”. Dette steget bestemmer korleis smelta metall vil flyte inn i forma. Sidan vår resin er kompatibel med standard støpevokser, festar den seg lett til sprøyta, og sikrar ei trygg samansetjing som ikkje vil flytte seg under investeringa.
Steg 5: Investering med keramisk slurry
Treet vert plassert i ein flaske og fylt med flytande investeringsmateriale, vanlegvis eit gipsbasert pulver eller keramisk skallstøping slurry. Vi sikrar at materiala våre er kjemisk kompatible med standard investeringspulver for å forhindre uønskte reaksjonar ved grensesnittet, og garanterer ei glatt formkavitet.
Steg 6: Brennefasen
Dette er den mest kritiske skiljaren i støpe-3D-utskrift. Flaska vert plassert i ein ovn for å brenne vekk den printa mønsteret. Våre resiner er utvikla for null askeinnhald, noko som betyr at dei brenn ut heilt rein.
- Ingen restar: Fjerar feil i det ferdige metallet.
- Termisk ekspansjonskontroll: Hindrar at investeringsforma sprakk under oppvarming.
- Direkte erstatning: Etterliknar den tradisjonelle vokskunstprosessen oppførselen.
Steg 7: Støping og ferdigstilling av metall
Når forma er rein og varm, vert smelta metall helta inn i kaviteten. På grunn av den reine brenningsprosessen som vår resin for investeringsstøyping, metallet flyt jamt inn i kvar detalj. Etter nedkjøling vert investeringa broten vekk for å avdekkje ein metalldel med overlegen overflatekvalitet og utan porøsitet, noko som reduserer tida og arbeidet som krevst for endeleg polering og etterbehandling betrakteleg.
Velje rett støypeharpiks

Å velje rett materiale er den viktigaste avgjerda i støpe-3D-utskrift. Harpiksen fungerer som eit offermønster for forma, og dei kjemiske eigenskapane dikterer direkte kvaliteten på den endelege metalldelen. Vi konstruerer fotopolymerharpiksane våre for å byggje bru mellom digital presisjon og tradisjonelle krav til støperi.
Viktigheita av null oskeinnhald
For ei vellukka støyping må mønsteret forsvinne fullstendig under utbrenningsfasen. Vi prioriterer null askeinnhald i formuleringane våre for å sikre at harpiksen brenn reint utan å etterlate seg sot eller restar inne i forma. Sjølv mikroskopiske mengder oske som er att, kan reagere med smelta metall, noko som fører til porøsitet eller overflategroper i den endelege støypinga. Dette er spesielt viktig når ein arbeider med reaktive materiale som aluminiumlegering, der reinleik ikkje er til å forhandle om.
Handtering av termisk ekspansjon
Ei av dei største utfordringane i støyping med 3D-printar harpiks er termisk ekspansjon. I motsetning til tradisjonell voks, utvidar standard plast seg betrakteleg før dei smeltar eller brenn. Dersom ein harpiks utvidar seg for aggressivt inne i det herda keramiske skalet eller gipsinvesteringa, kan det sprekke forma og øydelegge delen. Dei støypbare harpiksane våre er formulerte for å mjukne og smelte før betydeleg ekspansjon, noko som lindrar internt trykk og beskyttar integriteten til investeringsforma.
Oppnå høg detaljrikdom og presisjon
Den største fordelen med å bruke SLA- eller DLP-skrivarar er oppløysing. Ein høgkvalitets støypbar voksharpiks må fange dei intrikate geometrane til ein smykke CAD-design eller industriell prototype utan å mjukne eller miste definisjon under utskriftsprosessen. Vi fokuserer på høg dimensjonsstabilitet og låg krymping, og sikrar at den trykte modellen stemmer nøyaktig overeins med den digitale fila. Denne presisjonen er det som gjer det mogleg å støype komplekse funksjonar som filigran eller gjenga hol direkte, noko som er umogleg med tradisjonell voksskjering.
Kompatibilitet med utbrenninsplan
Ikke alle harpiks reagerer lik med varme. Ein praktisk støpeharpikse må vere kompatibel med standard brenneskjemål brukt av støperiar. Dette betyr at materialet skal brenne ut rein innanfor typiske temperaturintervall (vanlegvis mellom 700°C og 950°C) utan å krevje spesialiserte, ultra-høgtemperatur investeringar. Enten du støper koparlegering komponentar eller edelmetallar, må harpiksen følgje ein føreseieleg brenningskurve for å sikre konsekvente, repeterbare resultat i ein produksjonsmiljø.
Nøkkelbruksområde for støping 3D-utskrift

Allsidigheita til støpe-3D-utskrift har ført det langt utover hobbyverkstader. Ved å byggje bro mellom digital presisjon og tradisjonell metallurgi, gjer vi det mogleg for industrien å produsere komplekse metalldelar som tidlegare var umoglege eller for dyre å lage med standard verktøy.
Smykkegjering og skreddarsydde design
Dette er vårt heimområde. Smykkeindustrien har aktivt tatt i bruk Smykke CAD-design for å tilby skreddarsydde stykke utan den arbeidskrevjande handhugginga av voks. Ved å bruke høg-precisjons støpeharpikser kan juvelerar skriva ut intrikate filigrans, pavé-innstillingar og organiske former som held forma si perfekt under investeringsprosessen.
- Masseskræddarsyning: Lag unike forlovelsesringar på bestilling.
- Overflatekvalitet: Våre harpikser sikrar at det støpte metallet krev minimal polering.
- Pålitelegheit: Direkte støping frå 3D-utskrifter eliminerer behovet for gummiformer i små opplag.
Tannlegeindustri kroner og broer
I tannlegelaboratorium er passform alt. Tannlege støpe-mønster produsert via SLA eller DLP-utskrift tilbyr betre marginalintegritet samanlikna med tradisjonelle voksmodellar. Vi ser laboratorier bruke støyping med 3D-printar teknologi for å lage koppar, kroner og delvise proteserammer. Den kritiske faktoren her er rein brenningsprosess; aske rester kan forårsake porøsitet i metallet, noko som kan føre til svikt i restaureringa. Materiala våre er utvikla for å brenne ut fullstendig, og sikre at det ferdige medisinske utstyret er trygt og holdbart.
Industrielle ingeniørprototypear
Ingeniørar bruker støpeharpikser for å unngå dyre verktøy for kortsiktige metalldelar. I staden for å maskinere ein stålblokk, kan dei skrive ut ein mønster og støpe det i aluminium, bronse eller stål for funksjonstesting. Denne raske prototypingevna reduserer ledetidene dramatisk for Industrielle ingeniørprototypear. Når ein går frå ein trykt prototype til ein funksjonell metalldel, er det nyttig å referere til ein støyperi-guide for stålstøyping for presisjonskomponentar for å sikre at designet oppfyller industristandardar for spenning og haldbarheit. Denne arbeidsflyten gjer det mogleg å teste metallkomponentar i den verkelege verda før ein forpliktar seg til masseproduksjonsformer.
Optimalisering av utskrifter for støyping
Håndtering av krymping og skaleringsfaktorar
Ved handtering av støpe-3D-utskrift, presisjon er ikkje til forhandling. Metall krympar naturleg når det kjøler seg ned frå flytande tilstand til fast form, noko som betyr at det trykte mønsteret må vere litt større enn det ønska endelege objektet. Eg reknar alltid ut ein skaleringsfaktor basert på den spesifikke metallegeringa som blir brukt; til dømes støyping i komplekse materialar som titanlegering krev nøye kompensasjon for termisk samantrekking. Våre resinar er konstruerte for høg dimensjonsstabilitet, noko som sikrar at sjølve utskrifta ikkje vrir seg eller krympar uføreseieleg før støypeprosessen startar. Dette gjer oss mogleg å isolere variabelen for metallkrymping og justere den digitale modellen i programvara for skjering med tryggleik.
Forbetring av overflatefinish
Overflatekvaliteten på det 3D-printa mønsteret dikterer direkte finishen på det endelege metallstykket. I støyping med 3D-printar arbeidsflytar vil alle laglinjer eller pikseleringar på resinmodellen bli trugent reproduserte i metallet. For å oppnå ein profesjonell finish anbefaler eg å skrive ut med lågare laghøgder, typisk mellom 25 og 50 mikron. Denne oppløysinga minimerer “trappetrinns”-effekten. Sjølv om resinane våre er designa for høgpresisjonsdetaljar, vil det å sikre at det digitale nettet er høgoppløyseleg og at skrivarinnstillingane er justerte, redusere behovet for manuell polering etter støyping betrakteleg.
Hole vs. solide modellar
Å velje mellom hole og solide geometriar er avgjerande for å hindre at investeringsforma sviktar. Medan små gjenstandar som ringar ofte kan skrivast ut solid, bør større industrielle delar eller klumpete smykke vera hòle. Solide blokker av resin utvidar seg betrakteleg under dei innleiande stadia av utbrenning, noko som kan utøve nok trykk til å sprekke det keramiske investeringsskalet.
- Veggtykkleik: Eg siktar generelt etter ei veggtjukkleik på 2 mm til 3 mm. Dette gir nok styrke for handtering samtidig som det minimerer volumet av materiale som må brennast ut.
- Dreneringshol: Det er viktig å leggje til dreneringshol i hòle modellar. Uherda resin som er fanga inni, kan forårsake støypefeil eller til og med skade forma under oppvarmingssyklusen.
- Gitterstøtter: For større hòle seksjonar hjelper interne gitterstrukturar til med å oppretthalde forma på modellen utan å skape ein solid masse av plast.
Feilsøking av vanlege støypeutfordringar
Å gå frå ei digital fil til ein fysisk metalldel involverer variablar som kan gjere eller øydelegge det endelege produktet. Medan støpe-3D-utskrift strømlinar mønsterlaginga, krev overgangen til utbrennings- og hellingsstadia streng prosesskontroll. Sjølv med resin av høgaste kvalitet vil ignorering av fysikken i investeringsprosessen føre til defektar. Her er korleis vi taklar dei hyppigaste problema som støyperi og gullsmedar møter.
Hindra investeringsprekk
Den mest vanlege feilen når ein byter frå voks til harpiks er krakkering av form eller skall. Dette skjer fordi fotopolymerharpikser har ein tendens til å utvide seg termisk før dei smeltar eller brenn, og skapar indre trykk som presser mot investeringsmaterialet.
- Kontroller rampetakten: Ikke hast verken den innleiande oppvarmingsfasen. Vi anbefaler ei langsam opptrapping (rundt 1-2°C per minutt), spesielt i området 200°C til 300°C, for å la resinen mjukne og brenne utan å sjokkere forma.
- Val av harpikser: Bruk materialar som er spesielt utvikla for låg termisk ekspansjon. Våre harpikser er designa for å kollapsa innover i staden for å utvide seg utover, og beskytte forma si integritet.
- Forma si styrke: Sikre at investeringsblandinga di er riktig. Når du bruker profesjonelle presisjonsinvesteringstøypetjenester, er den keramiske skallet bygd for å tåle desse spesifikke trykka, men DIY-oppsett må sørgje for at flasken er robust.
Reparere grove metalloverflater
Ei grov eller pussa overflate finish indikerer vanlegvis ein reaksjon mellom harpiksen og investeringsmaterialet, eller restar av aske som er att i forma.
- Null askeinnhald: Dette er ikkje til å diskutere. Hvis harpiksen din etterlet aske, vil dette reststoffet setje seg fast i metalloverflata. Vi formulerer våre harpikser for å brennast ut heilt og reint.
- Riktig etterherding: Ikke invester ein klissete eller underherda utskrift. Uherda resin på overflata av modellen kan kjemisk reagere med gips eller fosfat-bundne investeringar, og skape ein grov “appelsin-skinn”-tekstur på den ferdige støypinga.
- Rengjort vask: Sikre at all isopropanol har fordampet frå modellen før investering. Innestengd løsemiddel kan koke under herdeprosessen, og skape mikro-porøsitet.
Løysing av ufullstendige støpeproblem
Ufullstendige støypingar, eller “feilstøypingar”, oppstår når det smelta metallet fryser før heile forma er fylt. støyping med 3D-printar mønster, er dette ofte på grunn av innestengd gass eller utilstrekkeleg brenningsprosess.
- Gassutlufting: Resinmønster genererer meir gass under utbrenning enn tradisjonell voks. Du må designe støypekanalen din med tilstrekkeleg utlufting for å tillate at desse gassane slepp ut raskt.
- Utbrenningstid: Sørg for at du held topptemperaturen lenge nok. Om midten av ein tjukk modell ikkje er fullstendig fordampa, skapar det ei blokkering.
- Temperaturstyring: Tilpass kokilletemperaturen til metallet. For høgtemperaturanvendelsar, slik som investering i stållegeringsstøping, må forma vere varm nok til å oppretthalde metallfluiditeten gjennom heile hellinga, og sikre at fine detaljar blir fanga opp før størkning.
Kvifor Støyperi Bruker Vastmaterial Resin

Når vi snakkar om støpe-3D-utskrift, veit vi at konsistens er den einaste metrikken som betyr noko på støyperigolvet. Vi har formulert resinane våre for å bygge bru mellom digital presisjon og fysisk støypepålitelegheit, og sikre at overgangen frå ein 3D-modell til ein metalldel er sømlaus.
Pålitelegheit og Kjemisk Konsistens
Vi forstår at ei mislukka støyping betyr tapt tid og bortkasta metall. Produksjonsprosessen vår sikrar streng kjemisk konsistens frå batch til batch. Du treng ikkje å justere innstillingane dine heile tida; vår resin for investeringsstøyping presterer føreseieleg kvar gong, slik at du kan skalere produksjonen utan frykt for mønstersvikt. Denne pålitelegheita er avgjerande for verksemder som ikkje har råd til nedetida som er knytt til inkonsistente materialar.
Skrivarkompatibilitet
Vi har designa materialane våre for å vere universelt kompatible med maskinvara du sannsynlegvis allereie eig. Enten du køyrer laserbaserte SLA-system eller 405nm LCD/DLP-skrivarar, er resinane våre optimaliserte for å levere høgoppløyselege utskrifter. Denne allsidigheita gjer støyping med 3D-printar teknologien tilgjengeleg utan behov for proprietært, dyrt utstyr, og effektiviserer arbeidsflyten din umiddelbart.
Stivleik og Smelte-evne Balanse
Det perfekte mønsteret må vere sterkt nok til å handtere, men reint nok til å brenne ut. Vi har konstruert ein spesifikk balanse for å møte desse motstridande behova:
- Handteringsstyrke: Resinane våre tilbyr høg dimensjonsstabilitet og stivleik, og sikrar at tynne veggar og intrikate detaljar ikkje vrir seg under investeringsprosessen.
- Renskåra brent: Vi prioriterte ein null askeinnhald formel. Harpen smeltar og fordampar fullstendig, og etterlet seg eit reinleg forma hulrom klart for alt frå edle metallar til industrielle prototyper for store stålstøpe løysingar.
Denne balansen sikrar at det endelige metallstykket speglar den digitale designen nøyaktig, utan restar som kan øydeleggje overflata.
Ofte stilte spørsmål
Kva er den beste harpen for tapt voksstøyping?
Den mest effektive harpen for støyping 3D-utskrift er ein som garanterer null askeinnhald ved brenningsprosessen. Dersom ein harp etterlet restar inne i forma, vil det ferdige metallstykket lide av porøsitet og overflateskadar. Du treng eit materiale som er spesielt utvikla for investeringsstøyping, og som tilbyr høg dimensjonsstabilitet og låg krymping. Våre støypbare harpar er formulert for å fungere sømløst med SLA, DLP og LCD-printerar, og gir den reine brenningsprosessen som krevst for profesjonell smykkeproduksjon og industriell bruk.
Korleis kan eg forhindre askeavleiring i støypinga?
Å forhindre aske startar med å velje riktig materiale. Standard 3D-utskriftsharpar etterlet ofte karbonaske som tette den keramiske skallet, noko som fører til mislukka støyping. For å unngå dette, bruk eit spesialisert resin for investeringsstøyping designet for å fordampe fullstendig. I tillegg er det viktig å følgje ein strengt brenningsplan. Som ein leidande leverandør av tapt voksstøyping, veit vi at kontroll av oppvarmingshastighet og heldetider i ovnen sikrar at mønsteret vert fullstendig fjerna utan å skade investeringsforma.
Kan eg bruke kva som helst 3D-printer for støypemønster?
Sjølv om mange skrivare finst, er ikkje alle eigna for å lage støypemønster. FDM (filament) skrivare manglar som regel den oppløysinga som trengs for fine smykke- eller tannlegedetaljar. For best resultat i støyping med 3D-printer, anbefaler vi å bruke harpar basert på SLA, DLP eller LCD maskiner som opererer ved ein bølgelengde på 405nm. Desse skrivare gir den glatte overflata og intrikate detaljane som er nødvendige for suksess i ein profesjonell støpeverkstad for vattkasting.


