Presisjonsstøyperiprosess for komplekse metalldelar med strenge toleransar, overlegen overflatefinish og tilpassa legeringar.
Kva er investeringsforma?
Sliter du med å oppnå komplekse indre geometrier samtidig som du held materialavfall og maskinkostnader nede? Det er nettopp ingeniørutfordringen som investeringsforma.
løser. tapt-vekst-kasting, Kjent som nær-nettform produksjon , er dette ein høgt presisjons.
Vastmaterial-fordelen
metode. Vi lagar eit perfekt, engangs voks-mønster, dekkjer det med ein spesialisert keramisk slurry for å byggje ein stiv form, og smeltar deretter vekk voksen. Dette etterlet ein feilfri, varmebestandig hulrom klart for smelta metall.
- Aerospace-Grad Presisjon: Vi garanterer nøyaktige dimensjonstoleranser rett ut av forma, noko som drastisk reduserer behovet for sekundær maskinering.
- Sanntidsprosessovervaking: Kontinuerleg sporing av slurry-viskositet, skjellherdingstemperaturar og flyt av smelta metall sikrar null feil og konsekvent metallurgisk integritet.
- Tverrindustriell Ytelse: Vi utviklar robuste, høgtolerante komponentar bygd for å overleve dei ekstreme, høgstressande miljøa i industri-, energi- og bilsektoren.
Steg for steg: Investering forma prosessen
Hos Vastmaterial følgjer vår investeringsforma prosess ein strengt kontrollert arbeidsflyt for å levere nær-nett-form-perfeksjon. Her er nøyaktig korleis vi forvandler dine design til høgpresisjons metalldeler:
- 1. Verktøy og voksmodellinjeksjon: Vi startar med å maskinere ein nøyaktig mesterform. Deretter bruker vi voksmodellinjeksjon for å skyte flytande voks inn i hulrommet, og danna ein perfekt kopi av geometrien til sluttstykket ditt.
- 2. Voks-tre-montering: For å maksimere produksjonseffektiviteten, festar vi fleire voksmodellar til ein sentral voks-sprøyte. Dette skapar ein støpegruppe, ofte kalla ein “voks-tre”.”
- 3. Keramikk-skallbygging: Vi dypper voks-treet i ein flytande keramikkblanding, etterfølgt av eit lag av fin sand. Vi gjentek dette keramisk skallstøpeprosess flere gonger for å byggje ein tøff, høgt varmebestandig skal.
- 4. Deisjing og brenning: Skallet vert deretter oppvarma for å smelte ut vaxet. Dette deisjingstøpemetoden etterlet ein nøyaktig, hul kava. Ly, vi brenn skallet ved høge temperaturar for å herde keramikken slik at den kan tåle smelta metall.
- 5. Metallstøyping: Inne i vårt avanserte tapt-vaks-smelteverk, vi heller flytande metall direkte i dei forhåndsoppvarma skallane. Enten du treng standard rustfritt stål eller spesialiserte skreddarsydde legeringsstøpte komponentar, vi styrer helleprosessen under strenge temperaturkontroll for å garantere strukturell integritet.
- 6. Knusing, avkapping og ferdigstillelse: Når metallet avkjøler og stivnar, vibrerer vi mekanisk og bankar ut den keramiske skallet. Deretter kuttar vi dei enkelte metalldelane frå den sentrale sprøyta og utfører ein siste overflatebearbeiding for å møte dine nøyaktige spesifikasjonar.
Tekniske spesifikasjonar og kapasitetar
Når du stolar på vår Det er nettopp ingeniørutfordringen som, forventar du nøyaktige dimensjonar og eksepsjonell kvalitet. Vi leverer høg presisjonsstøpetenester designa for å møte dei strenge krava til amerikansk produksjon. Her er ei klar oversikt over kva anlegget vårt handterer dagleg.
Dimensjonale toleransar
Presisjon er ikkje til forhandling for teamet vårt. Våre tapt-vekst-kasting kapasitetar produserer metallkomponentar med snevre toleransar konsekvent gjennom produksjonsseriar. Vi har standard lineære toleransar på +/- 0,25 mm for den første tommen. Å oppretthalde dette presisjonsnivået startar heilt frå byrjinga; du kan sjå korleis dette fungerer i vår omfattande investeringsstøyperettleiing for verktøy.
Overlegen overflatefinish
Vi spesialiserer oss på nær-nettform produksjon. Dette betyr at du får ei framifrå overflatefinish rett frå forma på 125 RMS eller betre. Ei reinare og glattare finish rett frå forma reduserer behovet ditt for sekundær CNC-maskinering drastisk, noko som sparer deg både tid og pengar.
Storleiks- og vektgrenser
Uansett om du treng små, intrikate komponentar eller tunge strukturelle delar, vår skreddarsydde metallstøperibedrift er fullt utstyrt for å imøtekomme eit enormt spekter av prosjektkrav.
| Spesifikasjon | Minimumsgrense | Maksimumsgrense |
|---|---|---|
| Delsvekt | 0,1 oz | 250 lbs |
| Dimensjonar | 0,25″ x 0,25″ | 36″ x 36″ x 36″ |
| Veggtykkleik | 0,040″ | Skreddarsy til prosjektet |
Høg-ytande materialar & skreddarsydde legeringar
Som ein leiande skreddarsydd metallstøypingsverkstad, støyp vi eit enormt utval av jern- og ikkje-jernmetallar tilpassa ekstreme miljø. Vår Det er nettopp ingeniørutfordringen som er bygd for å handtere alt frå standardmetallar til svært spesifikke skreddarsydde legeringskomponentar.
- Investering støyping av rustfritt stål & legeringsstål: Vi heller høgkvalitetsmaterialar, inkludert Duplex og lågcobaltstål. Dei gir utmerka mekanisk styrke og korrosjonsmotstand. Dersom du framleis finjusterer materialspesifikasjonane dine, kan samanlikninga av forskjellane mellom jern og stålprestasjonar hjelpe deg med å ta riktig avgjerd for produksjonskøyringa di.
- Høgtemperatur- og superlegeringar: Når standardmetallar sviktar under trykk, bruker vi superlegeringar som krom-kobolt-molybden og titanlegeringar. Dette er våre foretrukne material for krevjande luftfartsapplikasjonar og gass turbine.
- Kopar-, messing- og bronselegeringar: Vi støper regelmessig desse ikkje-jernholdige metallane for maritim ingeniørkunst og kritiske elektriske applikasjonar. tettheit av messing etter legering Når du designar delar for nær-nettformproduksjon, tek med i berekninga den nøyaktige.
Nøkkelfordeler med investeringsformeringsprosessen
Som eit dedikert skreddarsydd metallstøperi, veit vi at valet av riktig produksjonsmetode påverkar bunnlinja di direkte. Investeringsformeringsprosessen gir tydelige, høgverdige fordelar som tradisjonelle støpemetodar rett og slett ikkje kan matche.
- Utanomgjengelege komplekse geometriar: Presisjonsinvestering støping gjev oss moglegheit til å støype intrikate indre funksjonar, djupe underkutt og ekstremt tynne veggar. Sidan det ikkje er behov for utstikk, får du den nøyaktige geometrien du planla. Dette er spesielt kritisk når du produserer komplekse flytkontrollkomponentar som tilpassa OEM-ventilhus.
- Redusert maskinering og avfall: Ved å bruke nær-nett formproduksjon, kjem delane dine ut av forma nesten ferdige. Dette reduserer kraftig behovet for sekundær presisjons CNC-maskinering og støpeavfall, noko som betydeleg reduserer dine totale material- og arbeidskostnader.
- Skalerbar allsidighet: Uansett om du treng eit kort, raskt oppdrag for rask prototype metallstøping eller er klar til å skalere opp til høgvolums masseproduksjon, tilpassar denne metoden seg tidsplanen din. Vår fabrikken er fullt utstyrt for å håndtere produksjonskjøret av kva som helst storleik utan å gå på kompromiss med delnøyaktigheit eller kvalitet.
Industriar som er avhengige av vår støpeekspertise
Som ein påliteleg skreddarsydd metallstøpeverkstad forstår vi at ulike sektorar krev unike ytelsesstandardar. Vår Det er nettopp ingeniørutfordringen som leverer konsekvent høg presisjon støpetenester på tvers av ei rekke krevjande felt i det norske marknaden.
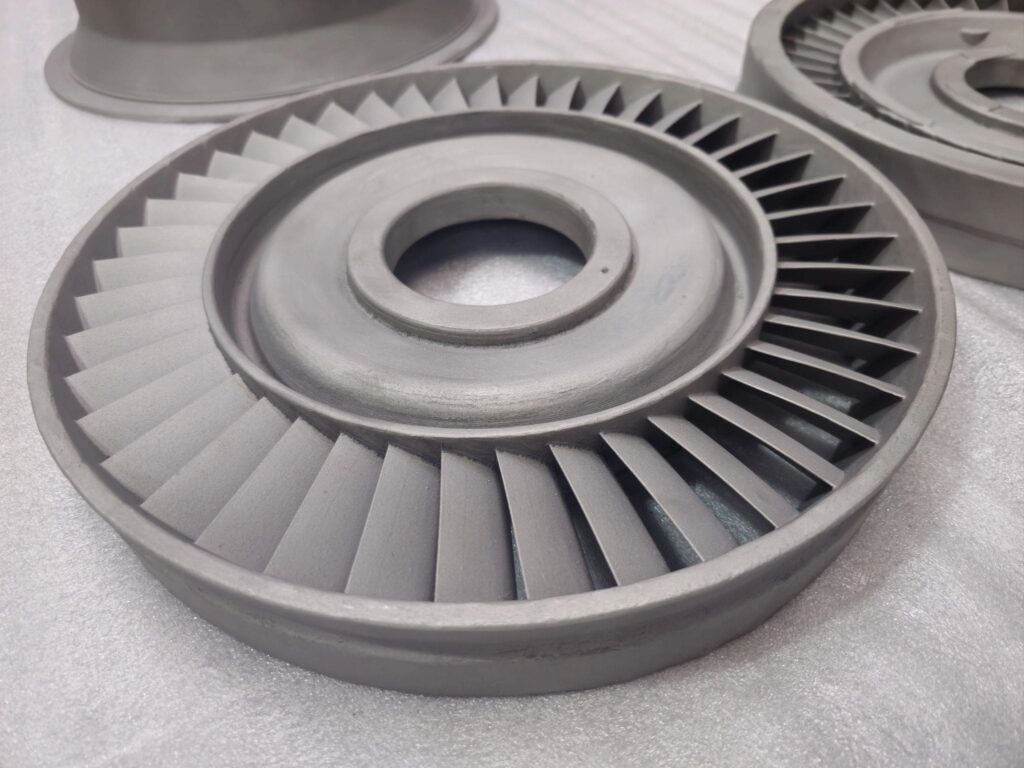
- Luftfart & Forsvar: Vi produserer oppdragskritiske turbinblad og lette strukturelle komponentar designa for å oppfylle strenge militære og luftfartsstandardar.
- Olje & Gass og Energi: Vi støper tungviktige ventilkroppar, impellarar og kjernekraftkomponentar bygd for å tåle ekstreme trykk og svært korrosive miljø.
- Medisinsk & Bilindustri: Ved å bruke nær-nett-formproduksjon produserer vi sanitære, nøyaktige kirurgiske verktøy, samt robuste turboaggregathus og drivstoffkomponentar.
- Tung industri: Vi leverer holdbare, stramme toleranse metalldeler som er essensielle for tung maskineri og utstyrsproduksjon der pålitelegheit er ikkje til å forhandle om.
Kvifor samarbeide med vårt skreddarsydde støperilag for metall?
Vi tek friksjonen ut av det. Det er nettopp ingeniørutfordringen som. Når du jobbar med vastmaterial, får du ein einaste kjelde for produksjon som er dedikert til å levere pålitelege, klare-til-bruk delar. Vi kontrollerer kvart steg av produksjonen for å sikre at du får akkurat det du treng utan dei vanlege forsyningskjedeproblema.
- Integrert produksjon frå start til slutt: Vi styrer heile livssyklusen under eitt tak. Frå initial legeringsutvikling og rask prototype metallstøyping til fullskala produksjon. Vi fullfører jobben med tett presisjons CNC-maskinering og støping integrasjon, og leverer feilfrie delar direkte til di verksemd.
- In-Hus Overflatebehandling: Dine delar forlet verkstaden vår klare for samlebanda. Vi handterer all avansert plating, spesialiserte belegg, og sluttbehandling av overflata for di skreddarsydde legeringsstøpte komponentar, og eliminerer heilt behovet for tredjepartsleverandørar.
- Strengt Kvalitetskontroll: Vi verifiserer alt for å møte krevjande amerikanske og globale industristandardar. Våre forsikringsprotokollar inkluderer ikkje-ødeleggande testing (NDT), nøyaktige dimensjonskontrollar og grundig metallurgisk analyse – inkludert verifisering materialtrekkstyrke– for å støtte opp om vår høg presisjonsstøpetenester.
Ofte stilte spørsmål (FAQ)
Rask prototype metallstøypetid
Treng delar raskt? For rask prototype metallstøyping, er vår standard leveringstid vanligvis 2 til 4 veker. Denne tidsramma avhenger av komponentens kompleksitet og den spesifikke tilpassa legeringa du treng. Den Det er nettopp ingeniørutfordringen som krever å lage ein nøyaktig hovudform på førehand. Ved å kontrollere heile produksjonsprosess under eitt tak, held vi rask leveringstid og garanterer metallkomponentar med snevre toleransar på kvar einaste kjøring.
Regulering for avkasting av støpte delar
Kvar metall krymper litt når det avkjølast frå ein smeltet væske til ein fast tilstand. For å handtere avkasting av støpte delar, skalerar vi opp 3D-CAD-modellen din før kutting av hovudverktøyet som blir brukt for voksmodellinjeksjon. Den nøyaktige krympingsraten varierer etter materiale—presisjonsstøyping i rustfritt stål krymper i eit anna tempo enn karbonstål. Vårt ingeniørteam bereknar desse termiske dynamikkane nøyaktig slik at dei endelige dimensjonane av delane dine er heilt riktige.
Investeringstøyping vs. Sandstøyping
Den største forskjellen når ein ser på investeringstøyping vs sandstøyping kjem ned til presisjon og overflatefinish. Sandstøyping bruker pakka sandformer, som fungerer godt for massive, klumpete delar, men etterlet ein svært grov, kornete overflate.
Derimot, vår keramisk skallstøpeprosess (kjent som tapt-vekst-kasting) leverer ekte nær-nettform produksjon.
- Overflatefinish: Investeringforma gir særs glatte overflater rett ut av forma.
- Intrikate detaljar: Den fanger komplekse indre geometrier, undercut og tynne veggar som sandstøping enkelt ikkje kan handtere.
- Kostnadseffektivitet: Sjølv om voksverktøy kostar meir i byrjinga, reduserer denne høg presisjonsstøypetenesta drastisk eller eliminerer heilt behovet for sekundær presisjons CNC-maskinering og støping omarbeiding seinare.