
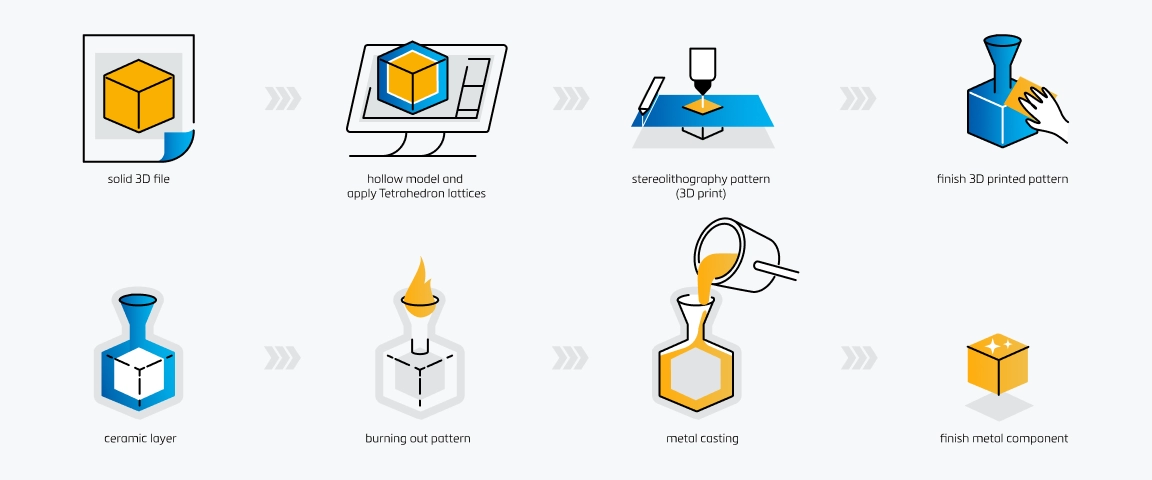
Fluxo de Trabalho de Impressão 3D em Fundição por Investimento
A fabricação moderna de joias e a prototipagem industrial dependem fortemente de impressão 3D por fundição para preencher a lacuna entre a precisão digital e o metal físico. Otimizamos nossos materiais para integrar-se perfeitamente neste fluxo de trabalho tradicional, garantindo que a transição de um arquivo digital para uma peça fundida final seja perfeita. Ao substituir cera esculpida manualmente por padrões impressos de alta precisão, possibilitamos a personalização em massa sem comprometer a qualidade do produto metálico final.
Passo 1: Design Digital e CAD
O processo começa com Design CAD de joias. Os designers utilizam softwares especializados para criar geometrias intricadas e estruturas de malha complexas que seriam quase impossíveis de alcançar por escultura manual. Nosso fluxo de trabalho depende de esses arquivos digitais serem herméticos e otimizados para impressão, garantindo que cada micron de detalhe no design esteja pronto para produção física.
Passo 2: Produção de Padrões com SLA/DLP
Utilizamos Impressão 3D SLA, DLP ou LCD para produzir o padrão sacrificial. Nossas resinas fundíveis são especificamente formuladas para impressoras de comprimento de onda de 405nm e sistemas a laser. As principais vantagens nesta fase incluem:
- Alta Resolução: Captura de detalhes extremamente finos necessários para joias de alta qualidade.
- Baixa Contração: Garantia de que o modelo impresso corresponda exatamente às dimensões digitais.
- Velocidade: Produção rápida de múltiplos padrões em uma única impressão.
Passo 3: Cuidados Pós-Processo Essenciais
Após a conclusão da impressão, os modelos passam por limpeza e cura. Nossas resinas apresentam baixa viscosidade, facilitando a limpeza sem esfregamento agressivo que possa danificar detalhes delicados. A cura adequada é essencial para garantir que a resina fotopolímera alcance a rigidez e estabilidade necessárias para manuseio durante o processo de moldagem.
Passo 4: Técnicas de Fixação de Canais e Árvores
Anexamos os modelos impressos em 3D curados a um canal de cera central, criando uma “árvore”. Este passo dita como o metal fundido fluirá para o molde. Como a nossa resina é compatível com ceras de fundição padrão, adere facilmente ao canal, garantindo uma montagem segura que não se deslocará durante o vazamento do revestimento.
Passo 5: Revestimento com Suspensão Cerâmica
A árvore é colocada dentro de um frasco e preenchida com material de revestimento líquido, normalmente um pó à base de gesso ou fundição em casca de cerâmica suspensão. Garantimos que os nossos materiais são quimicamente compatíveis com pós de revestimento padrão para evitar quaisquer reações adversas na superfície de interface, garantindo uma cavidade de molde lisa.
Passo 6: A Fase de Queima
Este é o diferenciador mais crítico em impressão 3D por fundição. O frasco é colocado num forno para queimar o padrão impresso. As nossas resinas são projetadas para conteúdo de cinzas zero, o que significa que queimam completamente sem deixar resíduos.
- Sem Resíduos: Elimina defeitos no metal final.
- Controlo da Expansão Térmica: Impede que o molde de revestimento rache durante o aquecimento.
- Substituição Direta: Imita o tradicional processo de cera perdida comportamento.
Passo 7: Fundição e Acabamento do Metal
Assim que o molde estiver limpo e quente, o metal fundido é vertido na cavidade. Devido à queima limpa fornecida pela nossa resina de fundição de investimento, o metal flui suavemente para cada detalhe. Após o arrefecimento, o investimento é removido para revelar uma peça de metal com qualidade de superfície superior e sem porosidade, reduzindo significativamente o tempo e o trabalho necessários para o polimento e acabamento finais.
Escolher a Resina de Fundição Adequada

Selecionar o material correto é a decisão mais crítica em impressão 3D por fundição. A resina atua como um molde sacrificial, e as suas propriedades químicas determinam diretamente a qualidade da peça de metal final. Desenvolvemos as nossas resinas fotopolímeras para preencher a lacuna entre a precisão digital e os requisitos tradicionais de fundição.
Importância do Teor Zero de Cinzas
Para uma fundição bem-sucedida, o padrão deve desaparecer completamente durante a fase de queima. Priorizamos conteúdo de cinzas zero nas nossas formulações para garantir que a resina queima de forma limpa, sem deixar fuligem ou resíduos dentro do molde. Mesmo quantidades microscópicas de cinza residual podem reagir com o metal fundido, causando porosidade ou pitting na superfície da peça final. Isto é especialmente vital ao trabalhar com materiais reativos como liga de alumínio, onde a pureza é inegociável.
Gerir a Expansão Térmica
Um dos maiores desafios em fundição com resinas de impressora 3D é a expansão térmica. Ao contrário da cera tradicional, os plásticos padrão expandem-se significativamente antes de derreter ou queimar. Se uma resina expande demasiado dentro do invólucro cerâmico endurecido ou do investimento de gesso, pode rachar o molde, destruindo a peça. As nossas resinas de fundição são formuladas para amolecer e derreter antes de uma expansão significativa, aliviando a pressão interna e protegendo a integridade do molde de investimento.
Alcançar Alta Detalhe e Precisão
A principal vantagem de usar impressoras SLA ou DLP é a resolução. Uma resina de cera de fundição de alta qualidade deve capturar as geometrias intrincadas de um design CAD de joalharia ou protótipo industrial sem amolecer ou perder definição durante o processo de impressão. Focamos na alta estabilidade dimensional e baixa contração, garantindo que o modelo impresso corresponda exatamente ao arquivo digital. Essa precisão é o que permite a fundição direta de características complexas como filigranas ou orifícios roscados que são impossíveis com a escultura tradicional em cera. Compatibilidade com Cronograma de Queima.
Nem todas as resinas reagem da mesma forma ao calor. Uma resina de fundição prática deve ser compatível com
padrões programações de burnout usado por fundições. Isto significa que o material deve queimar de forma limpa dentro de faixas de temperatura típicas (geralmente entre 700°C e 950°C) sem exigir investimentos especializados de alta temperatura. Quer esteja a fundir liga de cobre componentes ou metais preciosos, a resina deve seguir uma curva de queima previsível para garantir resultados consistentes e repetíveis em um ambiente de produção.
Principais aplicações de Impressão 3D para Fundição

A versatilidade de impressão 3D por fundição levou-o muito além de oficinas de hobby. Ao preencher a lacuna entre a precisão digital e a metalurgia tradicional, permitimos às indústrias produzir peças metálicas complexas que anteriormente eram impossíveis ou demasiado caras de fabricar usando ferramentas padrão.
Fabricação de Joias e Design Personalizado
Este é o nosso terreno. A indústria de joias adotou de forma agressiva Design CAD de joias para oferecer peças sob medida sem a intensidade de trabalho de esculpir cera manualmente. Usando resinas de alta precisão para fundição, os ourives podem imprimir filigranas intricadas, configurações pavé e formas orgânicas que mantêm a sua forma perfeitamente durante o processo de investimento.
- Personalização em Massa: Crie anéis de noivado únicos sob demanda.
- Qualidade da Superfície: As nossas resinas garantem que o metal fundido exija pouco polimento.
- Confiabilidade: Fundição direta a partir de impressões 3D elimina a necessidade de moldes de borracha em produções de baixo volume.
Indústria Dentária: Coroas e Pontes
Nos laboratórios dentários, o ajuste é tudo. Padronagens de fundição dentária produzidas via impressão SLA ou DLP oferecem uma integridade marginal superior em comparação com modelos tradicionais de cera. Vemos laboratórios a usar fundição com resinas de impressora 3D tecnologia para produzir copings, coroas e estruturas de dentadura parcial. O fator crítico aqui é uma queima limpa; qualquer resíduo de cinza pode causar porosidade no metal, levando a uma restauração falhada. Os nossos materiais são projetados para queimar completamente, garantindo que o dispositivo médico final seja seguro e durável.
Protótipos de Engenharia Industrial
Engenheiros usam resinas de fundição para evitar ferramentas caras em peças metálicas de pequena produção. Em vez de usinarem um bloco de aço, podem imprimir um padrão e fundi-lo em alumínio, bronze ou aço para testes funcionais. Esta capacidade de prototipagem rápida reduz drasticamente os tempos de entrega para Protótipos de Engenharia Industrial. Quando se passa de um protótipo impresso para uma peça metálica funcional, referenciando um guia de fundição de aço para componentes de precisão ajuda a garantir que o design atende aos padrões industriais de resistência e durabilidade. Este fluxo de trabalho permite testes no mundo real de componentes metálicos antes de se comprometer com moldes de produção em massa.
Otimização de Impressões para Fundição
Gestão de Encolhimento e Fatores de Escala
Ao lidar com impressão 3D por fundição, a precisão é inegociável. O metal naturalmente encolhe à medida que esfria de um estado líquido para sólido, o que significa que o padrão impresso deve ser ligeiramente maior do que o objeto final desejado. Sempre calculo um fator de escala com base na liga metálica específica utilizada; por exemplo, fundir em materiais complexos como liga de titânio requer uma compensação cuidadosa para a contração térmica. Nossos resinas são projetadas para alta estabilidade dimensional, garantindo que a impressão em si não deforme ou encolha de forma imprevisível antes do início do processo de fundição. Isso nos permite isolar a variável de encolhimento do metal e ajustar o modelo digital no software de fatiamento com confiança.
Melhoria do Acabamento da Superfície
A qualidade da superfície do padrão impresso em 3D dita diretamente o acabamento da peça metálica final. Em fundição com resinas de impressora 3D fluxos de trabalho, quaisquer linhas de camada ou pixelização no modelo de resina serão reproduzidas fielmente no metal. Para alcançar um acabamento profissional, recomendo imprimir com alturas de camada menores, geralmente entre 25 a 50 microns. Essa resolução minimiza o efeito de “escadinha”. Embora nossas resinas sejam projetadas para captura de detalhes de alta precisão, garantir que a malha digital seja de alta resolução e que as configurações da impressora estejam ajustadas reduzirá significativamente a necessidade de polimento manual após a fundição.
Modelos Oco vs Sólido
Escolher entre geometrias oca e sólida é fundamental para evitar falhas no molde de investimento. Enquanto itens pequenos como anéis podem ser frequentemente impressos sólidos, peças industriais maiores ou joias volumosas devem ser oca. Blocos sólidos de resina expandem-se significativamente durante as fases iniciais de queima, o que pode exercer pressão suficiente para quebrar a concha de cerâmica do investimento.
- Espessura da Parede: Geralmente, aponto para uma espessura de parede de 2mm a 3mm. Isso fornece resistência suficiente para manuseio, minimizando o volume de material que precisa ser queimado.
- Orifícios de Drenagem: É essencial adicionar orifícios de drenagem a modelos ocos. Resina não curada presa no interior pode causar defeitos na fundição ou até danificar o molde durante o ciclo de aquecimento.
- Suportes de Treliça: Para seções ocas maiores, estruturas internas de treliça ajudam a manter a forma do modelo sem criar uma massa sólida de plástico.
Resolução de Problemas Comuns na Fundição
Passar de um arquivo digital para uma peça metálica física envolve variáveis que podem fazer ou quebrar o produto final. Enquanto impressão 3D por fundição simplifica a fase de criação do padrão, a transição para as fases de queima e fundição requer controle rigoroso do processo. Mesmo com a resina de mais alta qualidade, ignorar a física do processo de investimento levará a defeitos. Aqui está como abordamos os problemas mais frequentes enfrentados por fundições e ourives.
Prevenção de Rachaduras no Investimento
A falha mais comum ao trocar de cera para resina é o rachamento do vaso ou da concha. Isso acontece porque as resinas fotopolimerizáveis tendem a expandir-se termicamente antes de derreter ou queimar, criando pressão interna que empurra contra o material de investimento.
- Controlar a Taxa de Aquecimento: Não apresse a fase inicial de aquecimento. Recomendamos uma rampa lenta (cerca de 1-2°C por minuto) especificamente durante a janela de 200°C a 300°C para permitir que a resina amoleça e entre em combustão sem chocar o molde.
- Seleção da Resina: Use materiais especificamente projetados para baixa expansão térmica. As nossas resinas são projetadas para colapsar para dentro em vez de expandir para fora, protegendo a integridade do molde.
- Resistência do Molde: Certifique-se de que a sua mistura de revestimento está correta. Ao utilizar profissional serviços de fundição de precisão por investimento, a carcaça de cerâmica é construída para suportar estas pressões específicas, mas as configurações DIY precisam de garantir que o frasco é robusto.
Corrigir Superfícies Metálicas Ásperas
Um acabamento de superfície áspero ou picado geralmente indica uma reação entre a resina e o revestimento, ou cinza residual deixada dentro do molde.
- Conteúdo de Cinzas Zero: Isto é não negociável. Se a sua resina deixar cinzas para trás, esse resíduo irá incorporar-se na superfície do metal. Formulamos as nossas resinas para queimarem completamente limpas.
- Cura Pós-Adequada: Nunca invista uma impressão pegajosa ou não curada. A resina não curada na superfície do modelo pode reagir quimicamente com o revestimento de gesso ou ligado a fosfato, criando uma textura áspera de “casca de laranja” na fundição final.
- Lavagem Limpa: Certifique-se de que todo o álcool isopropílico evaporou do modelo antes de investir. O solvente preso pode ferver durante a fase de configuração, criando micro-porosidade.
Resolver Problemas de Fundição Incompleta
Fundições incompletas, ou “falhas de enchimento”, ocorrem quando o metal fundido congela antes de preencher toda a cavidade do molde. Em fundição com resinas de impressora 3D padrões, isto deve-se frequentemente a gás preso ou burnout insuficiente.
- Ventilação de Gás: Os padrões de resina geram mais gás durante o burnout do que a cera tradicional. Deve projetar a sua árvore de canais com ventilação adequada para permitir que estes gases escapem rapidamente.
- Duração do Burnout: Assegure-se de manter a temperatura máxima durante tempo suficiente. Se o centro de um modelo espesso não tiver vaporizado completamente, cria uma obstrução.
- Gestão de Temperatura: Ajuste a temperatura do seu frasco para corresponder ao metal. Para aplicações de alta temperatura, como ligas de aço para fundição por investimento, o molde deve estar quente o suficiente para manter a fluidez do metal durante o vazamento, garantindo que detalhes finos sejam capturados antes da solidificação.
Por que as Fundições Usam Resinas Vastmaterial

Quando falamos sobre impressão 3D por fundição, sabemos que a consistência é a única métrica que importa na fábrica de fundição. Desenvolvemos as nossas resinas para preencher a lacuna entre a precisão digital e a fiabilidade do casting físico, garantindo que a transição de um modelo 3D para uma peça de metal seja perfeita.
Fiabilidade e Consistência Química
Compreendemos que uma peça fundida falhada significa tempo perdido e metal desperdiçado. O nosso processo de fabricação garante uma consistência química rigorosa de lote para lote. Não precisará ajustar constantemente as suas configurações; o nosso resina de fundição de investimento desempenha-se de forma previsível a cada utilização, permitindo-lhe escalar a produção sem medo de falhas no padrão. Esta fiabilidade é crucial para negócios que não podem permitir o tempo de inatividade associado a materiais inconsistentes.
Compatibilidade com Impressoras
Projetámos os nossos materiais para serem universalmente compatíveis com o hardware que provavelmente já possui. Quer utilize sistemas SLA a laser ou impressoras LCD/DLP de 405nm, as nossas resinas são otimizadas para oferecer impressões de alta resolução. Esta versatilidade torna fundição com resinas de impressora 3D a tecnologia acessível sem necessidade de equipamentos proprietários e caros, simplificando imediatamente o seu fluxo de trabalho.
Equilíbrio entre Rigididade e Capacidade de Derretimento
O padrão perfeito precisa ser resistente o suficiente para suportar, mas limpo o suficiente para queimar. Desenvolvemos um equilíbrio específico para atender a estas necessidades opostas:
- Resistência ao Manuseio: As nossas resinas oferecem alta estabilidade dimensional e rigidez, garantindo que paredes finas e detalhes intricados não deformem durante o processo de fundição.
- Queima Limpa: Priorizámos uma conteúdo de cinzas zero fórmula. A resina derrete e vaporiza completamente, deixando uma cavidade de molde limpa, pronta para qualquer coisa, desde metais preciosos até protótipos industriais para soluções de fundição de aço de grande dimensão.
Este equilíbrio garante que a peça final de metal espelhe exatamente o design digital, sem resíduos que possam prejudicar a superfície.
Perguntas Frequentes
Qual é a melhor resina para fundição por cera perdida?
A resina mais eficaz para impressão 3D de fundição é aquela que garante conteúdo de cinzas zero após a queima. Se uma resina deixa resíduos dentro do molde, a peça metálica final sofrerá de porosidade e defeitos na superfície. É necessário um material especificamente desenvolvido para fundição de investimento que ofereça alta estabilidade dimensional e baixa contração. Nossas resinas fundíveis são formuladas para funcionar perfeitamente com impressoras SLA, DLP e LCD, proporcionando a queima limpa necessária para aplicações profissionais de joalharia e industriais.
Como posso evitar resíduos de cinzas na fundição?
Prevenir cinzas começa com a escolha do material certo. Resinas padrão de impressão 3D frequentemente deixam cinzas de carbono que entopem a casca de cerâmica, levando a fundições falhadas. Para evitar isso, utilize uma resina especializada resina de fundição de investimento projetada para vaporizar completamente. Além disso, seguir um cronograma rigoroso de queima é fundamental. Como um fornecedor líder em fundição por cera perdida, sabemos que controlar a taxa de aquecimento e os tempos de manutenção no forno garante que o padrão seja completamente eliminado sem danificar o molde de investimento.
Posso usar qualquer impressora 3D para criar padrões de fundição?
Embora existam muitas impressoras, nem todas são adequadas para criar padrões fundíveis. Impressoras FDM (filamento) geralmente não possuem a resolução necessária para detalhes finos de joalharia ou odontologia. Para os melhores resultados em fundição com impressora 3D, recomendamos o uso de sistemas à base de resina como SLA, DLP ou LCD máquinas que operam a uma comprimento de onda de 405nm. Essas impressoras oferecem o acabamento de superfície suave e detalhes intricados necessários para o sucesso em uma fundição de cera perdida.