
Guia de fundição de investimento em aço inoxidável cobrindo benefícios do processo, graus, tolerâncias, fatores de custo e soluções Vastmaterial de aço inoxidável.
O que é fundição de investimento em aço inoxidável?
Se precisa de peças complexas de aço inoxidável com tolerâncias apertadas e uma superfície limpa, a fundição de investimento em aço inoxidável (também chamada fundição de cera perdida em aço inoxidável) é geralmente uma das opções mais econômicas.
Em termos simples, nós:
- Crie uma cópia de cera precisa da sua peça
- Construa uma casca de cerâmica ao redor dela
- Derreta a cera para removê-la
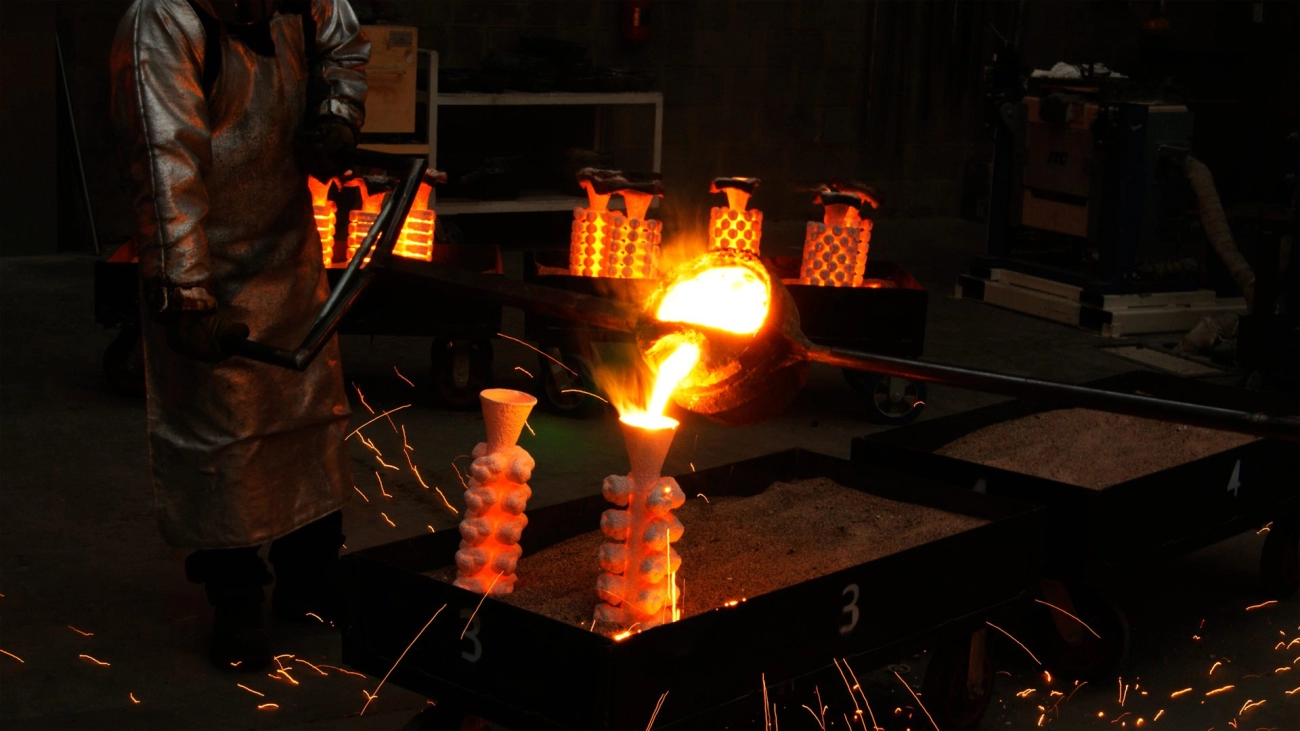
- Verta aço inoxidável fundido na cavidade
- Quebre a casca e finalize a fundição
O resultado é uma peça de aço inoxidável quase em forma final que muitas vezes necessita de usinagem mínima e oferece excelente precisão dimensional e acabamento superficial.
Processo passo a passo de fundição de cera perdida em aço inoxidável
Criação do padrão de cera e ferramentaria
Começamos por fazer uma padrão de cera que corresponde à geometria final da sua peça.
- Ferramentaria (matrizes):
- Molde de alumínio ou aço usinado por CNC
- Projetado para repetibilidade e tolerâncias estáveis
- Injeção de cera:
- A cera é injetada no molde sob pressão e temperatura controladas
- Desvio dimensional típico: ±0,1–0,3 mm sobre a cera
- Montagens de moldes (árvores):
- As moldagens de cera individuais são soldadas a um corredor central (sprue)
- Um design adequado de canais reduz turbulência, porosidade e defeitos de encolhimento
Ferramentaria é o principal custo inicial, por isso a projetamos cuidadosamente para suportar o seu volume alvo, liga e tolerâncias.
Construção de casca e preparação do molde de cerâmica
O conjunto de cera é revestido para formar uma casca de cerâmica que pode suportar aço inoxidável fundido.
- Imersão em argamassa:
- Os moldes são mergulhados em uma argamassa cerâmica fina (frequentemente à base de sílica)
- Controla o acabamento final da superfície e a reprodução de detalhes
- Revestimento com estuque (revestimento de areia):
- Areia de cerâmica grosseira é aplicada na superfície molhada
- Consolida a resistência e espessura da casca
- Múltiplas camadas:
- Normalmente 6–10 camadas, dependendo do tamanho e peso da peça
- Espessura final da casca: 5–12 mm
A construção da casca é totalmente controlada para humidade, temperatura e tempo de secagem para evitar fissuras e deformações dimensionais.
Desgaseificação e Queima da Casca
Após a construção da casca de cerâmica, o cera deve ser removida de forma limpa.
- Desgaseificação:
- Normalmente feita por autoclave de vapor ou queima rápida
- A cera derrete e escorre, deixando uma cavidade
- Queima da casca:
- A casca é queimada a 800–1100°C (1470–2010°F)
- Aumenta a resistência, queima qualquer resíduo de cera e pré-aquece o molde
Uma carga adequadamente disparada é fundamental para qualidade superficial e estabilidade dimensional na fundição de investimento em aço inoxidável.
Controle de fusão, vazamento e solidificação de metal
Em seguida, fundimos o aço inoxidável e vertemos na casca cerâmica quente.
- Fusão:
- Forno de indução ou elétrico
- Ligas: 304, 316, 316L, 17-4PH, duplex e mais
- Controle rigoroso da composição química e inclusões
- Vazamento:
- Temperatura de vazamento controlada, normalmente 1550–1650°C dependendo da liga
- Vácuo ou atmosfera inerte para ligas críticas e peças aeroespaciais
- Controle de solidificação:
- Gating, risers e taxas de resfriamento são projetados para reduzir contração, porosidade e trincas a quente
Esta fase determina a integridade interna, propriedades mecânicas e repetibilidade das suas peças fundidas em aço inoxidável.
Desmoldagem, corte e usinagem de gate
Após solidificação e arrefecimento, a casca de cerâmica é removida e as peças são separadas.
- Desmoldagem:
- Casca é quebrada mecanicamente ou por vibração
- A cerâmica restante é removida por jateamento
- Corte:
- As peças fundidas individuais são cortadas do sprue usando serras ou rodas de corte
- Macha de porta e riser:
- Pontos de contacto de canalização são nivelados
- Ajuste para corresponder à superfície circundante
O objetivo é um fundido de aço inoxidável limpo pronto para tratamento térmico ou usinagem.
Tratamento térmico e estabilização dimensional
A maioria dos fundidos de investimento em aço inoxidável é submetida a tratamento térmico para atingir dureza alvo, resistência e resistência à corrosão.
Os tratamentos térmicos típicos incluem:
- Anelamento de solução para 304/316/316L:
- Melhora a resistência à corrosão e alivia tensões
- Envelhecimento para 17-4PH:
- Condições semelhantes H900, H1025, H1150 para resistência e tenacidade específicas
- Tempering para grades martensíticas (410, 420):
- Equilibra dureza e tenacidade
O tratamento térmico também estabiliza as dimensões, para que as suas peças mantenham tolerâncias apertadas durante a usinagem e o serviço.
Usinagem final, Inspeção e Embalagem
Para atender às suas especificações finais, concluímos a peça com acabamento de precisão.
- Usinagem:
- Torção CNC, fresagem, perfuração, rosqueamento
- Tolerâncias apertadas possíveis: ±0,05–0,1 mm em características críticas
- Inspeção:
- Verificações dimensionais com CMM e calibres
- Verificações de rugosidade superficial (Ra típico após fundição 3,2–6,3 μm, melhor com jateamento/polimento)
- Limpeza e embalagem:
- Desengorduramento, desbarbamento e proteção contra corrosão ou arranhões
- Embalagem personalizada para exportação para evitar danos durante o transporte
Desde o padrão de cera até a peça final embalada, a fundição de investimento em aço inoxidável oferece Componentes de aço inoxidável fundido de precisão que estão prontos para produção com operações secundárias mínimas.
Por que escolher o aço inoxidável para fundição por investimento?
A fundição de investimento em aço inoxidável é a minha escolha quando os clientes precisam de peças pequenas a médias que devem sobreviver a ambientes adversos, regras rigorosas de higiene ou uma longa vida útil com manutenção mínima.
Vantagens principais do aço inoxidável na fundição de investimento
- Forma quase final + material de desempenho Por favor, forneça o texto em inglês que deseja que eu traduza para português (Portugal).
- Acabamento de superfície excelente e arejar as arestas
- Propriedades mecânicas consistentes ao longo dos lotes
- Ideal para precisão, crítica de segurança componentes
Resistência à corrosão e durabilidade a longo prazo
O aço inoxidável traz uma camada passiva natural de óxido de cromo, o que o torna ideal para ambientes agressivos e exteriores:
- Resiste água, vapor, ácidos suaves, produtos químicos de limpeza
- Ótimo para marinha, química, alimentar e médica aplicações
- Mantém a aparência e a resistência mecânica durante anos
- Mais baixo custo de ciclo de vida vs. repintura ou substituições frequentes
Para projetos que necessitam de maior resistência à corrosão ou graus duplex, geralmente indicamos aos clientes a nossa gama mais ampla de liga de fundição de aço inoxidável.
Resistência a altas e baixas temperaturas
O aço inoxidável mantém-se onde outros metais falham:
- Boa resistência à tração em temperaturas elevadas
- Propriedades de impacto estáveis em temperaturas baixas
- Adequado para componentes de escape, peças de turbo, encaixes criogénicos, offshore hardware
Higiénico e fácil de limpar (Alimentos e Medicina)
Para alimentos, bebidas, lacticínios e medicina peças, fundição de investimento em aço inoxidável é frequentemente a melhor opção:
- Superfície não porosa quando devidamente fundido e acabado
- Fácil de limpar, desinfetar e esterilizar
- Compatível com limpeza CIP/SIP e desinfetantes comuns
- Sem revestimentos a descascar ou partículas de ferrugem a entrar no fluxo do produto
É por isso que fornecemos muitas fundições de aço inoxidável de grau alimentar e componentes de aço inoxidável de grau médico a OEMs em todo o mundo.
Aço inoxidável vs Aço Carbono, Alumínio e Fundição de Latão
| Material | Resistência à Corrosão | Resistência / Temperatura | Higiene | Caso de Uso Típico |
|---|---|---|---|---|
| Inoxidável | ★★★★☆ | ★★★★☆ | ★★★★☆ | Alimentos, médico, marítimo, válvulas, aeroespacial, energia |
| Aço Carbono | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | Peças estruturais, de baixo custo, áreas não corrosivas |
| Alumínio | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Capas leves, invólucros, não sujeitos a cargas elevadas |
| Latão/Bronze | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Decorativo, canalização, alguns encaixes marítimos |
Quando recomendo fundição de aço inoxidável:
- Precisa de resistência à corrosão + resistência juntos
- A peça verá produtos químicos, água salgada ou lavagem
- Você quer baixa manutenção, longa vida útil, e uma aparência limpa
Se o custo for o único fator e o ambiente for brando, o aço carbono pode ser suficiente. Mas assim que a corrosão, higiene ou segurança entram em cena, o aço inoxidável costuma ser a escolha mais inteligente a longo prazo.
Vantagens principais do fundido em aço inoxidável por investimento em relação a outros métodos

Peças de aço inoxidável de forma quase final, com menos usinagem
Com o fundido em aço inoxidável por investimento, obtemos peças de forma quase final que estão extremamente próximas das dimensões finais. Isso significa:
- Menos tempo de CNC, menos configurações
- Menor desperdício de material (chips, aparas)
- Prazo de entrega mais rápido em pedidos repetidos
Para muitos projetos, apenas usinamos ajustes críticos e roscas, não toda a peça.
Acabamento superficial e Ra para fundição em aço inoxidável por investimento
A casca de cerâmica proporciona um acabamento naturalmente liso. Típico Ra do aço inoxidável como fundido está em torno de 3,2–6,3 μm, e podemos ser mais precisos com:
- Usinagem leve em faces funcionais
- Jateamento de beads ou jateamento de granalha
- Eletropolimento para peças de grau médico/alimentar
Frequentemente não é necessário fazer moagem pesada ou polimento para obter uma superfície limpa e profissional.
Capacidade de paredes finas e geometria complexa
A fundição de cera perdida em aço inoxidável é ideal para fundição de aço inoxidável de paredes finas e formas complicadas:
- Secções finas até ~1,5–2,5 mm (dependente do projeto)
- Entalhes embutidos, saliências e logótipos
- Formas orgânicas, curvas ou semelhantes a treliças
É aqui que a fundição de investimento supera a maioria dos processos tradicionais tanto em complexidade como em custo.
Precisão dimensional de fundições de investimento em aço inoxidável
Com ferramentas adequadas e controlo de processo, trabalhamos rotineiramente com tolerâncias ISO 8062 CT5–CT6 em fundições de aço inoxidável. Isso significa:
- Repetibilidade fiável em séries longas
- Menos usinagem pós-processo para atingir dimensões críticas
- Qualidade estável entre lotes e fábricas
Para características de tolerância apertada, combinamos fundição de precisão + usinagem final.
Fundição de investimento em aço inox vs fundição em areia
Em comparação com a fundição em areia, a fundição de investimento em aço inox oferece:
- Acabamento de superfície muito melhor
- Maior precisão dimensional
- Paredes mais finas e detalhes mais complexos
A fundição em areia ainda faz sentido para peças muito grandes e de baixa precisão. Para componentes de aço inox de alta precisão, a fundição de investimento é geralmente a escolha mais inteligente.
Fundição de investimento em aço inox vs fundição por pressão
A fundição por pressão é excelente para alumínio e zinco, mas para aço inoxidável raramente é prática. Em comparação com a fundição por pressão, a fundição de investimento em aço inox oferece:
- Custo de ferramental muito menor
- Faixa mais ampla de ligas (304, 316, 17-4PH, duplex, etc.)
- Mais adequada para volumes médios e alterações frequentes de projeto
Se precisar de peças de aço inox de alta resistência sem ferramental de seis dígitos, a fundição de investimento é a resposta.
Fundição de investimento em aço inox vs usinagem CNC
Se usinar peças de aço inox a partir de barra ou chapa sólida, está pagando por:
- Desperdício elevado de material
- Longos tempos de ciclo
- Ferramentas de corte caras
Com fundição por investimento vs usinagem CNC, a nossa abordagem é:
- Molde próximo da forma final
- Usinar apenas o que importa
Isto geralmente vence para pequenos a médios volumes e geometrias complexas. A usinagem CNC pura só supera a fundição quando os volumes são baixos e as formas são muito simples.
Fundição por investimento em aço inox vs MIM (injeção de metal)
Em comparação com injeção de metal (MIM), fundição por investimento em aço inox:
- Manipula peças maiores (MIM é melhor para componentes muito pequenos)
- Tem menor risco de distorção em geometrias maiores
- Costuma ter menor custo de ferramental para peças de tamanho médio
MIM é ideal para componentes de alta precisão, pequenos e de alto volume. Para peças maiores, mais pesadas ou mais carregadas estruturalmente, a fundição por investimento em aço inox costuma ser mais robusta e mais flexível.
Se também trabalha com ligas não inoxidáveis, fazemos algo semelhante serviços de fundição de precisão para múltiplos metais, usando a mesma lógica de forma próxima do final para reduzir o tempo de usinagem e o custo total. Pode ver como estruturamos esse processo na nossa visão geral de [serviços de fundição de precisão para peças personalizadas complexas](https://haoyumaterial.com/services/precision-casting
Grades comuns de aço inox para fundição por investimento (Atualização 2026)
Quando escolhe a fundição por investimento em aço inox, a liga é o verdadeiro fator decisivo. Aqui está como costumo explicar ao ajudar clientes a escolher a liga de aço inox adequada.
Grades de aço inox austenítico para fundição por investimento
Os aços inox austeníticos são os mais comuns para fundição por investimento de precisão em aço inox porque são:
- Fácil de fundir e soldar
- Muito bom em resistência à corrosão
- Não magnético (na maioria das condições)
São a minha escolha padrão para peças de fundição em aço inoxidável de uso geral, alimentar e médico.
Fundição de investimento em aço inoxidável 304
A liga de fundição em aço inoxidável 304 é a workhorse:
- Usos típicos: suportes, carcaças, pegas, conexões de tubo, peças de equipamento alimentar
- Propriedades-chave: boa resistência à corrosão em ambientes padrão, boa conformabilidade, estável na maioria das condições atmosféricas e químicas leves
- Quando escolher: se a sua peça não estiver exposta a cloretos agressivos, ácidos ou água do mar, o 304 geralmente oferece o melhor equilíbrio entre preço e desempenho
Fundição de investimento em aço inoxidável 316 / 316L
A fundição de investimento em aço inoxidável 316 é a atualização quando a corrosão realmente importa:
- Usos típicos: hardware marítimo, equipamento químico, bombas, válvulas, equipamentos alimentares e farmacêuticos
- Benefícios: o teor de molibdénio confere resistência mais forte a cloretos e muitos produtos químicos do que o 304
- 316L: versão de baixo carbono para melhor soldabilidade e menor risco de corrosão nas soldaduras
Recomendo 316/316L para fundição de aço inoxidável de grau marítimo e ambientes de limpeza agressivos ou CIP/SIP.
Grades de baixo carbono (304L, 316L)
Aços inoxidáveis de baixo carbono 304L e 316L:
- Reduzir a precipitação de carbeto nas soldaduras
- Melhorar a resistência à corrosão intergranular
- São ideais para soldagem pesada, secções espessas e peças de pressão
Se a sua peça vai ser fortemente soldada em serviço, geralmente utilizo ligas L como padrão.
Aço inoxidável martensítico (410, 420)
Para desgaste e dureza, as ligas inoxidáveis martensíticas vencem:
- 410, 420: dureza mais elevada após tratamento térmico, boa resistência ao desgaste, resistência moderada à corrosão
- Usos típicos: lâminas, assentos, ferramentas, peças de desgaste, componentes mecânicos que necessitam de dureza na aresta ou na superfície
Estes são ideais quando precisa de uma fundição dura e resistente, mas ainda deseja um desempenho básico de aço inoxidável.
Fundição de Aço Inoxidável 17-4PH
O aço inoxidável 17-4PH é uma escolha comum para componentes fundidos de alta resistência:
- Principais benefícios: resistência muito elevada, boa tenacidade e resistência decente à corrosão
- Utilizações: fundição de aço inoxidável para aeroespacial, peças de válvula de alta pressão, eixos de bomba, ferramentas, peças de defesa e desportos motorizados
- Pode ser tratado termicamente para diferentes níveis de resistência (H900–H1150) para corresponder aos seus objetivos de projeto
Fundição de Aço Inoxidável Duplex (2205, 2507)
A fundição de aço inoxidável duplex (2205, 2507) é construída para ambientes de cloreto severos:
- Resistência: aproximadamente o dobro da resistência à tracção de 304/316
- Corrosão: resistência excelente à corrosão por pitting, fissuração por crevice e cracking por stress corrosion
- Usos típicos: equipamento offshore, marítimo, de dessalinização, processamento químico e fluidos de alto cloreto
Se estiver a equilibrar resistência, corrosão e peso em ambientes salgados ou agressivos, o duplex costuma valer uma análise séria. Para uma análise mais aprofundada de como o duplex se compara a outros aços inoxidáveis e ligas, abordei isso em detalhe neste guia de seleção de aço de liga vs aço inoxidável.
Endurecimento por precipitação e ligas de aço inoxidável personalizadas
Para além do 17-4PH, existem outras ligas de precipitação e ligas de aço inoxidável personalizadas:
- Adaptadas para combinações específicas de resistência, tenacidade e corrosão
- Utilizadas na indústria aeroespacial, de energia e componentes industriais de alta gama
- Frequentemente combinadas com sistemas de níquel e ligas de alta resistência, onde as tolerâncias de fundição por investimento e o desempenho são críticos
Se também estiver a considerar soluções de parafusos de níquel ou duplex para ambientes severos, a lógica é semelhante à de fixadores de alto desempenho como parafusos de aço inoxidável duplex 2205.
Comparação de Propriedades (De alto nível)
Tendência típica (de menor para maior desempenho):
- Resistência à corrosão: 410/420 < 304 < 17-4PH ≈ 316 < duplex 2205 < super duplex 2507
- Resistência (como fundido ou tratado): 304/316 < duplex 2205 < 17-4PH < 420 (máxima dureza, mas menor corrosão)
- Custo: 410/420 ≈ 304 < 304L < 316 < 316L < duplex 2205 < 17-4PH < super duplex / ligas de precipitação especiais
Níveis de custo de ligas de fundição de aço inoxidável
De uma perspetiva de planeamento de custos para fundição de aço inoxidável:
- Nível de entrada: 410, 420, 304 (ideal para projetos com custos controlados e exigências moderadas)
- Gama média: 304L, 316, 316L (mais comum em peças industriais, alimentares e marítimas para serviços leves)
- Premium: 17-4PH, duplex 2205 (alta resistência ou alta corrosão e resistência)
- Gama superior: 2507 super duplex e ligas PH personalizadas (ambientes mais agressivos, segurança crítica ou peças de alto valor)
Quando orçamentamos o custo por peça de fundição de precisão em aço inoxidável, a escolha da liga é geralmente um dos maiores fatores, logo após a complexidade e o volume.
Diretrizes de Design e Tolerâncias para Fundição de Precisão em Aço Inoxidável
A fundição de precisão em aço inoxidável recompensa um design inteligente. Se projetar com o processo em mente desde o primeiro dia, obtém tolerâncias mais apertadas, menos desperdício e um custo por peça muito menor.
Design para Fabrico (DFM) em Fundição de Precisão em Aço Inoxidável
Recomendo sempre envolver a fundição desde o início. Uma revisão rápida de DFM pode:
- Simplificar as linhas de alimentação e de separação
- Reduzir o número de machos ou conjuntos de cera
- Evitar secções pesadas que encolhem e racham
- Alinhar dimensões críticas longe de soldaduras e áreas de alimentação
Se já utiliza serviços de maquinação externos (por exemplo, para ligas de bronze ou cobre), a mentalidade de DFM é muito semelhante ao que veria numa oficina de alta precisão como um serviço de maquinação CNC de precisão.
Espessura Mínima de Parede Recomendada
Para fundição de cera perdida em aço inoxidável, a espessura mínima de parede realista é:
- Paredes de fundição em aço inoxidável padrão: 2,5–3,0 mm
- Fundição de aço inoxidável de parede fina (design otimizado): 1,5–2,0 mm
- Áreas estruturais mais pesadas: 4–6 mm para melhor alimentação e resistência
Manter a espessura consistente. Grandes saltos na espessura da seção causam porosidade e distorção.
Tolerâncias dimensionais (ISO 8062 CT5–CT6)
Para fundição de precisão em aço inoxidável, as tolerâncias típicas são:
- Tolerância geral: ISO 8062-3 CT5–CT6
- Como regra geral:
- ±0,1 mm para os primeiros 10 mm
- ±0,2–0,3 mm até 100 mm
- Tolerâncias mais apertadas são possíveis em características críticas com usinagem posterior
Sempre marque dimensões críticas para a função no seu desenho para que a fundição possa controlá-las.
Ângulos de escora & Linha de separação
Mesmo com o detalhe fino do casting por investimento, pequenas inclinações ajudam:
- Ângulo de inclinação: 1–2° nas paredes externas, 2–3° nas paredes internas
- Alinhe a linha de separação ao longo de arestas naturais ou superfícies não críticas
- Evite colocar dimensões críticas através da linha de separação para manter uma melhor reprodutibilidade
Filetes, Raios e Redução de Tensões
Cantões agudos são um problema nos fundidos de aço inoxidável:
- Utilize filetes em vez de transições agudas
- Filetes internos: ≥ 0,75–1,0 mm
- Raios externos: ≥ 1,0–1,5 mm
- Fundir secções pesadas para finas de forma suave
- Filetes reduzem tensões, melhoram o fluxo e reduzem pontos quentes e fissuras
Gestão de rebaixos, orifícios e passagens internas
Geometria complexa é onde o casting por investimento em aço inoxidável brilha, mas ainda assim é preciso desenhar de forma inteligente:
- Evite rebaixos que exijam núcleos laterais ou montagens complicadas de cera
- Orifícios passantes ≥ 2,5–3,0 mm de diâmetro são mais estáveis
- Orifícios longos de pequeno diâmetro são melhores de perfurar após o casting
- Passagens internas são viáveis com núcleos de cerâmica, mas aumentarão o custo e o risco; use apenas quando economizarem custos reais de usinagem ou montagem
Dicas de Redução de Peso & Topologia
Para reduzir peso sem perder resistência:
- Utilize costelas e armaduras em vez de blocos sólidos
- Vácue volumes não críticos e mantenha uma espessura de parede uniforme
- Considere a topologia básica de otimização para colocar material apenas onde as cargas exigem
- Remova características de “mentalidade de usinagem” que podem ser fundidas diretamente: cavidades, logotipos e suportes simples
Projetar para Reduzir Custos & Alterações na Ferramenta
Se deseja o menor custo de ciclo de vida com fundição de investimento em aço inoxidável:
- Padronize características (tamanhos de furos, raios, espessura de parede) entre famílias de peças
- Agrupe variantes numa única ferramenta com inserts intercambiáveis apenas onde necessário
- Evite tolerâncias excessivas—não exija tolerâncias ao nível de CNC em características não críticas
- Projete fundições para minimizar usinagem secundária e dispositivos especiais
Um design limpo e amigável à fundição significa ferramentas mais baratas, menos iterações de projeto e preços mais estáveis ao longo da vida útil da peça.
Aplicações típicas de fundição de investimento em aço inoxidável por setor

A fundição de investimento em aço inoxidável é a minha escolha quando os clientes precisam formas complexas, superfícies limpas e resistência à corrosão fiável em um pacote. Aqui é onde oferece mais valor:
Fundições de Aço Inoxidável para Aeroespacial e Defesa
No setor aeroespacial e de defesa, peso, segurança e rastreabilidade são tudo. Normalmente fornecemos:
- Componentes de turbinas e compressores
- Suportes, encaixes estruturais e peças de dobradiça
- Carcaças de giroscópios, atuadores e hardware de controlo
Usando ligações de aço inoxidável e níquel de grau aeroespacial, apoiamos requisitos ao nível AS9100 com tolerâncias apertadas e qualidade repetível.
Componentes fundidos de aço inoxidável para Medicina e Cirurgia
Para fabricantes de dispositivos médicos, facilidade de limpeza e biocompatibilidade são inegociáveis. Peças típicas incluem:
- Corpos e cabos de ferramentas cirúrgicas
- Componentes ortopédicos e adjacentes a implantes
- Carcaças dentárias, endoscópicas e de instrumentos
Fundimos em 316L e outros aços inoxidáveis de grau médico que podem ser polidos eletroquimicamente e passivados, prontos para ambientes estéreis.
Fundições de aço inoxidável para processamento de alimentos e laticínios
OEMs de alimentos e bebidas usam fundição de investimento em aço inoxidável para reduzir fissuras e soldaduras:
- Corpos de bombas e rotores
- Válvulas, conexões e bicos de pulverização
- abraçadeiras higiénicas, acoplamentos e conectores
Liso, Superfícies amigas do ambiente e resistência à lavagem ajudam a cumprir os padrões globais de segurança alimentar para fundição de aço inoxidável de grau alimentar.
Fundições em aço inoxidável para marítimo e offshore
No setor marítimo e offshore, a fundição de investimento em aço inoxidável resiste ao sal, à pressão e ao uso abusivo:
- Peças de hélice e propulsor
- Ferragens de convés e rigging
- Carcaças e suportes de sensores subaquáticos
Frequentemente usamos fundição de investimento em aço inoxidável de grau marítimo e aço duplex para melhor resistência ao cloreto e à corrosão por tensão.
Peças de aço inoxidável para bombas, válvulas e controlo de fluxo
Esta é uma das maiores áreas de aplicação:
- Corpos de válvula de alta pressão e tampas
- Carcaças de bombas, rotores e difusores
- Medidores de fluxo, manifolds e conectores de precisão
A fundição por investimento oferece passagens internas de forma quase final, reduzindo o tempo de CNC em comparação com blocos totalmente usinados ou flanges de aço personalizados.
Componentes de fundição por investimento em aço inoxidável para petróleo e gás
Para petróleo e gás, fiabilidade sob pressão é fundamental:
- Componentes de ferramentas de perfuração
- Corpos de válvula de alta pressão e de choke
- Carcaças de instrumentação e sensores
Fornecemos Fundição de aço inoxidável resistente à corrosão e opções de liga de níquel onde H₂S, CO₂ e altas temperaturas estão envolvidos.
Peças fundidas em aço inoxidável para automóveis e desportos motorizados
No setor automóvel e de corridas, a fundição por investimento em aço inoxidável apoia:
- Componentes de turbocompressores e sistemas de escape
- Suportes, carcaças e suportes estruturais
- Componentes de hardware para desportos motorizados onde peso, precisão e resistência são importantes
Frequentemente é mais económico do que usinar aço inoxidável sólido para fundição de aço inoxidável de geometria complexa e volume médio.
Aplicações Gerais de Fundição de Aço Inoxidável Industrial & OEM
Entre os OEMs globais, as peças típicas de fundição de aço inoxidável incluem:
- Componentes de hardware industrial e máquinas
- Peças de equipamento de processo e carcaças de conectores
- Peças personalizadas de fundição de aço inoxidável para automação e robótica
Para muitos destes, a fundição de investimento em aço inoxidável oferece uma quase forma final solução com qualidade consistente e custo estável por peça, especialmente após a amortização do molde em pedidos regulares.
Opções de acabamento de superfície para fundições de investimento em aço inoxidável

Obter o acabamento correto é tão importante quanto escolher a liga certa. Aqui está como normalmente acabamos as fundições de investimento em aço inoxidável para OEMs globais nos mercados de alimentação, médico, marítimo e industrial.
Acabamento de superfície como fundido (Ra)
A fundição de investimento já proporciona uma boa superfície:
| Tipo de acabamento | Ra típico (µm) | Uso típico |
|---|---|---|
| Padrão como fundido | 3,2–6,3 | Industrial geral, peças ocultas |
| Fino como fundido | 1,6–3,2 | Válvulas, carcaças, ferragens decorativas |
Usar como-fundido quando:
- Não precisa de uma superfície cosmética
- Usará usinagem ou revestimento posteriormente
- Quer o menor custo por peça
Jateamento com beads e jateamento com granalha
O jateamento é a forma mais rápida de limpar e uniformizar fundições de cera perdida em aço inoxidável.
- Jateamento com beads de vidro
- Acabamento suave, acetinado
- Adequado para alimentos, médicos e peças visíveis
- Ra típico: 1,6–3,2 µm
- Jateamento com granalha (aço/cerâmica)
- Limpeza mais agressiva
- Remove escama e defeitos menores
- Adequado para peças industriais pesadas
Frequentemente combinamos jateamento com outros processos serviços de tratamento de superfície quando os clientes precisam de estética e desempenho.
Eletropolimento de Peças Fundidas em Aço Inoxidável
O eletropolimento é ideal quando precisa de resistência à corrosão de alto nível e facilidade de limpeza.
Principais benefícios:
- Ra pode diminuir para ≤0,4–0,8 µm
- Remove micro-borrachas e contaminantes embutidos
- Perfeito para fundição de aço inoxidável de grau alimentar e Fundição de aço inoxidável de grau médico
Melhor para:
- Aços inoxidáveis 304 / 316 / 316L e duplex
- Componentes sanitários, peças de bombas, ferramentas cirúrgicas
Passivação Química para Resistência à Corrosão
A passivação é essencial para fundições de aço inoxidável críticas.
- Remove ferro livre da superfície
- Constrói uma camada de óxido de cromo mais forte
- Melhora a resistência em ambientes marinhos, químicos e exteriores
Métodos típicos:
- Passivação à base de ácido nítrico
- Passivação à base de ácido cítrico (mais segura, mais ecológica)
Costumamos passar por passivação após usinagem e antes da limpeza/empaque final.
Usinagem & Acabamento de Tolerância Apertada
A fundição de investimento em aço inoxidável é de forma quase líquida, mas ajustes precisos ainda requerem usinagem.
Normalmente usámos máquinas:
- Assentos de rolamentos e vedantes
- Roscas e faces de vedação
- Furos de precisão e referências críticas
Resultados comuns:
- Tolerâncias até ±0,01–0,02 mm (dependente da característica)
- Acabamento de superfície até Ra 0,4–1,6 µm após torneamento, moagem ou fresagem
Revestimentos e opções PVD
Quando o aço inoxidável base não é suficiente, adicionamos revestimentos.
As opções incluem:
- PVD (TiN, TiCN, DLC, etc.) para desgaste e arestas de corte
- Revestimentos duros para peças de aço inoxidável 17-4PH ou martensítico
- Revestimentos anti-raspagem ou de baixo atrito para válvulas e peças móveis
Estes são populares em:
- Componentes internos de bombas/válvulas de ciclo elevado
- Ferramentas de corte e conformação
- Ferramentas marítimas e offshore
Escolher o acabamento certo
Escolha o acabamento com base na utilização da peça, não apenas na aparência:
| Tipo de aplicação | Combinação de acabamento recomendada |
|---|---|
| Equipamento de alimentos e laticínios | Jateamento com areia + eletropolimento + passivação |
| Instrumentos médicos e implantes | Fino como fundido/mecanizado + eletropolimento + passivação |
| Marítimo e offshore | Jateamento + passivação; adicionar revestimento para áreas de desgaste elevado |
| Válvulas e bombas industriais | Jateamento + usinagem de faces de vedação + passivação |
| Decorativo / arquitetónico | Fino como fundido + jateamento ou polimento + PVD opcional |
Se partilhar o seu modelo 3D e volume anual, posso recomendar uma pilha de acabamento (explosão + usinagem + tratamento químico) que equilibra:
- Resistência à corrosão
- Estética
- Custo total de aterragem por peça
E podemos integrar múltiplos passos de acabamento num fluxo de trabalho através das nossas capacidades internas e parceiras de tratamento de superfície para manter os prazos apertados.
Fatores de custo para fundição de investimento em aço inoxidável em 2026
Os custos de fundição de investimento em aço inoxidável em 2026 são impulsionados por uma combinação de fatores de material, processo e logística. Se compreender esses fatores desde o início, pode desenhar peças mais inteligentes e obter cotações mais precisas.
Principais fatores de custo na fundição de investimento em aço inoxidável
Os principais blocos de custo são:
- Ferramentas e padrões de cera
- Liga de aço inoxidável e sobretaxa
- Construção de casca e tempo de fusão
- Usinagem e acabamento
- Inspeção e testes
- Embalagem, transporte e tarifas
Cada decisão de design que tomar toca pelo menos um destes fatores.
Custo de ferramentas e padrão versus volume de produção
Ferramentas são um custo fixo, por isso o volume importa:
- Baixo volume / protótipos
- Padrões impressos em 3D ou ferramentas suaves
- Preço por peça mais elevado, custo inicial baixo
- Volume médio–alto
- Matrizes de aço endurecido e injeção automática de cera
- Custo de ferramentas mais elevado, bastante custo por peça mais baixo
Se tiver uma procura anual estável, geralmente compensa investir em ferramentas robustas desde cedo.
Seleção de liga e impacto no preço
Nem todos os aços inoxidáveis custam o mesmo para fundir:
- 304 / 304L: geralmente aço inoxidável de menor custo para fundição por investimento
- 316 / 316L: mais caro devido ao maior níquel e molibdénio
- 17-4PH, duplex e ligas especiais: custo de fusão mais elevado, mais controles de processo e frequentemente tratamento térmico adicional
Escolha o grau de menor custo que ainda atinja os seus objetivos de resistência à corrosão, resistência e soldabilidade.
Efeitos do suplemento de níquel e liga
Em 2026, oscilações nos preços de níquel e molibdénio representam uma grande parte do custo de fundição de aço inoxidável:
- As fundições frequentemente aplicam suplementos mensais de liga além dos preços base
- Grades de alto níquel e duplex apresentam as maiores oscilações
- Contratos a longo prazo podem incluir uma fórmula de sobretaxa ligada aos preços do LME
Se o seu projeto permitir, evitar grades de alto níquel pode estabilizar o seu custo.
Complexidade da peça e Custo de usinagem
A complexidade é um fator oculto de custo:
- Paredes finas, bolsos profundos e canais internos aumentam o tempo de construção da casca e o risco de desperdício
- Tolerâncias apertadas em muitas características significam usinagem adicional e inspeção
- Roscas, furos de precisão e faces de vedação geralmente precisam de usinagem secundária
Uma fundição mais simples que evita tolerâncias apertadas desnecessárias é quase sempre mais barata por peça.
MOQ, Tamanho do lote e Volume anual
Fundições precisam de tamanhos de lote económicos:
- MOQ (quantidade mínima de encomenda) cobre custos de preparação, fusão e inspeção
- Tamanhos de lote maiores reduzem o custo de configuração por peça
- Previsível volume anual ajuda a negociar melhores preços e prioridade de capacidade
Se precisar apenas de pequenos lotes, agrupe múltiplos números de peça no mesmo pedido sempre que possível.
Logística, Frete e Custo Total de Entrada
O seu custo real é o custo total de entrada, não apenas o preço unitário:
- Frete marítimo versus aéreo pode alterar drasticamente o custo por peça
- Embalagem, paletes e proteção contra corrosão acumulam-se
- Para alguns projetos, usinagem local de blanks fundidos pode compensar o frete internacional
É por isso que alguns compradores combinam fundição de investimento em aço inoxidável com usinagem local, ou usam fornecedores próximos para peças críticas ao tempo e parceiros offshore para volumes maiores.
Se também adquirir peças não ferrosas, pode ajudar consolidar remessas com itens como componentes de latão de precisão ou peças de bronze da mesma região para reduzir o frete por kg.
Dicas práticas para reduzir o custo de fundição de investimento em aço inoxidável
Pode reduzir custos sem comprometer o desempenho:
- Escolha a liga certa: não especifique em excesso – use 304 em vez de 316 onde a corrosão o permitir, e 316 em vez de duplex se os níveis de cloreto forem moderados.
- Design para fundição: evite rebaixos desnecessários, paredes superfinas e tolerâncias extremas.
- Reduzir a maquinagem: fundir formas mais próximas da forma final; mantenha apenas tolerâncias apertadas onde elas importam.
- Planeie os seus volumes: faça menos encomendas maiores em vez de muitas pequenas.
- Padronizar: use ligas comuns, acabamentos de superfície e planos de teste em todas as peças para simplificar a produção.
Se partilhar modelos 3D, volumes-alvo e requisitos de desempenho antecipadamente, geralmente consigo dar um custo por peça realista de fundição de precisão em aço inoxidável estimativa e mostrar exatamente quais as alterações que irão poupar mais dinheiro.
Controlo de Qualidade e Certificações para Fundição de Precisão em Aço Inoxidável
Para a fundição de precisão em aço inoxidável, considero o controlo de qualidade como parte do processo, não como um pensamento posterior. Se pretende peças repetíveis e de alto desempenho, as verificações abaixo são não negociáveis.
Inspeção Dimensional e Controlo de Calibres
Bloqueio as dimensões no início e verifico-as em cada lote:
- CMM 3D e digitalização ótica para layouts dimensionais completos nos primeiros artigos
- Calibradores e dispositivos personalizados para verificações rápidas GO/NO‑GO em características críticas
- Controlo de tolerância baseado na ISO 8062 para manter as tolerâncias de fundição de investimento em aço inoxidável consistentes entre lotes
Testes de Materiais PMI para Ligas de Aço Inoxidável
Liga incorreta significa aplicação falhada. Eu uso PMI (Identificação Positiva de Material) para verificar:
- Classe de aço inoxidável correta (304, 316, 17‑4PH, duplex, etc.)
- Elementos de liga e números de tratamento térmico correspondentes aos certificados
- Verificações aleatórias de lote mais PMI 100% em programas críticos
Para mais detalhes sobre como gerimos a verificação de ligas e registros de testes, pode ver como estruturamos testes e controlo de qualidade para peças metálicas.
Raio-X, TC e NDT para Fundições Críticas de Aço Inoxidável
Para aeroespacial, petróleo e gás, válvulas e peças críticas de segurança, confio em NDT avançado:
- Raio-X e escaneamento por TC para detectar encolhimento interno, porosidade e inclusões
- Ensaios ultrassónicos para secções mais espessas e caminhos de carga críticos
- Níveis de inspeção acordados previamente para corresponder aos seus objetivos de risco e custo
Ensaios de Penetração de Corante e Partículas Magnéticas
Defeitos que atravessam a superfície em peças de aço inoxidável são detetados com:
- Ensaios por penetrantes (PT) para classes de aço inoxidável não magnéticas
- Ensaios por partículas magnéticas (MT) quando aplicável a classes martensíticas ou PH
- Critérios de aceitação claros com referências visuais para evitar decisões subjetivas
Testes de pressão para válvulas, bombas e componentes de fluido
Para fundições de aço inoxidável para manuseio de fluidos, valido o selamento e integridade com:
- Testes hidrostáticos e pneumáticos de pressão até à sua classe de pressão especificada
- Tempo de retenção, taxa de fuga e mídia definidos por desenho ou norma
- Relatórios serializados ligados a cada alojamento de válvula ou bomba
Certificações para fornecedores de fundição de aço inoxidável por investimento
Para apoiar OEMs globais, alinhamos o nosso sistema às certificações que espera:
- ISO 9001 para gestão de qualidade como base
- AS9100 para fundição de aço inoxidável para aviação
- IATF 16949 para programas automotivos e de desportos motorizados
- PED, ISO 3834, ou similar para equipamentos de pressão quando necessário
Controlo de Processo, Rastreabilidade & Documentos Prontos para Auditoria
Incorporei rastreabilidade em cada pedido para que as auditorias sejam simples:
- Rastreabilidade completa do lote: registos de fusão, tratamento térmico, NDT e inspeção
- Folhas de processo controlado para cera, casca, fusão e tratamento térmico
- Documentação digital pronto para auditorias de clientes e pacotes PPAP/FAI
Se precisa de um parceiro de fundição de investimento em aço inoxidável que possa suportar testes rigorosos, documentação e conformidade global, o meu foco é tornar esses requisitos padrão, não excecionais.
Escolher um Fornecedor de Fundição de Investimento em Aço Inoxidável
Escolher o fornecedor certo de fundição de investimento em aço inoxidável é uma decisão de negócio que afeta qualidade, custo e entrega ao mesmo tempo. Aqui está como avaliaria uma fundição de aço inoxidável antes de enviar um projeto real.
O que Procurar numa Fundição de Aço Inoxidável
Quando faço uma lista de possíveis fundições de aço inoxidável, foco em:
- Força do processo principal: Fundição de cera perdida em aço inoxidável comprovada, não apenas aço carbono.
- Gama de ligas: Grades 304/304L, 316/316L, 17-4PH, duplex e grades personalizadas.
- Certificações: ISO 9001 como base; AS9100, IATF 16949 ou PED se estiver no setor aeroespacial, automotivo ou de equipamentos de pressão.
- Experiência no mercado final: Aeroespacial, marítimo, médico ou aço inoxidável de grau alimentar é uma grande vantagem se isso corresponder às suas peças. Para ambientes de água salgada agressivos, quero um fornecedor que já atenda aplicações de engenharia marítima semelhantes àquelas mostradas em projetos dedicados de aço inoxidável de grau marítimo e ligas.
Avaliação de Capacidade e Capacidade de Produção
Sempre verifico se a fundição consegue realmente suportar as minhas necessidades atuais e o crescimento futuro:
- Faixa de tamanho de fundição: Peso mínimo e máximo da peça e dimensões para fundição de investimento em aço inoxidável.
- Produção anual: Toneladas por ano e capacidade mensal real.
- Ferramentaria, cera, casca e tratamento térmico interno: Menos processos externos significam melhor controlo e tempo de entrega.
- Operações secundárias: Usinagem, tratamento térmico, acabamento de superfície e montagem sob um mesmo teto ou parceiros cuidadosamente geridos.
Opções de prototipagem e amostragem rápida
A velocidade é importante, especialmente para novos projetos:
- Ferramenta rápida / tooling suave: Para protótipos rápidos em aço inoxidável e pequenas séries.
- Padrões impressos em 3D: Para fundição de aço inoxidável com geometria complexa sem custos completos de tooling.
- Tempo de entrega da amostra: Quão rápido podem entregar os primeiros artigos em aço inoxidável (não apenas em uma liga substituta).
Comunicação, Apoio técnico e DFM
Um bom parceiro de fundição de aço inoxidável atua como parte da minha equipa de engenharia:
- Feedback DFM: Eles sugerem proativamente alterações para reduzir custos, evitar defeitos e melhorar o rendimento.
- Comunicação clara: Acesso direto aos engenheiros, não apenas às vendas.
- Colaboração digital: Revisões de modelos 3D, desenhos marcados e iteração rápida nas alterações.
Estudos de Caso e Projetos Comprovados
Peço sempre por estudos de caso de fundição de precisão em aço inoxidável:
- Peças com paredes finas, núcleos complexos ou tolerâncias apertadas.
- Projetos na minha indústria: válvulas, ferragens marítimas, peças para processamento de alimentos ou componentes médicos.
- Comparações de antes/depois onde substituíram a maquinação CNC ou a fundição em areia pela fundição de precisão em aço inoxidável para reduzir custos ou peso.
Pode muitas vezes ver o seu nível de produção real olhando para o seu mais amplo portfólio de produtos de fundição de precisão e como lidam com materiais complexos como implantes de grau médico à base de cobalto.
Perguntas Chave a Fazer Antes da Aprovação
Antes de aprovar um fornecedor de fundição de precisão em aço inoxidável, pergunto:
- Quais qualidades de aço inoxidável é que funde com mais frequência e quais são as suas típicas tolerâncias de fundição de precisão?
- Que acabamento de superfície (Ra) consegue entregar como fundido e após jateamento ou eletropolimento?
- Como controla PMI, NDT e inspeção dimensional em fundições de aço inoxidável?
- Qual é o seu PPAP/FAI processo para novas peças de fundição de investimento em aço inoxidável?
- Qual é o prazo realista de entrega para ferramentas, amostras e produção em massa estável?
- Como lida com questões de qualidade, retrabalho e garantia em peças fundidas de aço inoxidável?
Se uma fundição puder responder claramente a estas perguntas, apoiando-se com peças de aço inoxidável reais e mostrando controlo de processo consistente, então são um candidato sério para trabalhos de fundição de investimento em aço inoxidável a longo prazo.
Perguntas Frequentes sobre Fundição de Investimento em Aço Inoxidável
1. Diferenças entre 304, 316 e 316L na fundição de investimento
| Grau | Vantagem Principal | Uso típico |
|---|---|---|
| 304 | Boa resistência à corrosão, melhor relação qualidade/preço | Indústria geral, suportes, carcaças |
| 316 | Melhor resistência à formação de pites/rachaduras | Marinha, químico, processamento de alimentos, bombas |
| 316L | Baixo teor de carbono, melhor soldadura e resistência à corrosão nas soldaduras | Conjuntos soldados, tanques, peças médicas |
- Escolha 304 quando o custo é importante e a exposição é moderada.
- Escolha 316 para cloretos, produtos químicos ou respingos de água do mar.
- Escolha 316L quando a peça é soldada ou necessita de maior fiabilidade na resistência à corrosão em zonas afetadas pelo calor.
2. Quando escolher 17-4PH versus aço inoxidável 316 para peças fundidas
| Situação | Escolha 17-4PH | Escolha 316 / 316L |
|---|---|---|
| Necessita de resistência muito elevada | ✔ Rendimentos > 1000 MPa (após envelhecimento) | ✖ Menor resistência |
| Corrosão em produtos químicos agressivos | △ Boa, mas não igual ao 316 em alguns ácidos | ✔ Melhor em muitos meios químicos |
| Controle dimensional rigoroso após tratamento térmico | ✔ Boa estabilidade | △ Maior risco de distorção |
| Estrutural / suporte de carga | ✔ Eixos, braços, suportes | △ Onde a corrosão é fundamental |
- Go 17-4PH para Alta resistência + boa resistência à corrosão (aeroespacial, defesa, OEM de alta carga).
- Go 316/316L para máxima resistência à corrosão, especialmente em químico ou marítimo.
3. Acabamento superficial alcançável em fundição de investimento em aço inox sem polimento
- Típico Ra após fundição para fundições de investimento em aço inox:
- Casca padrão: Ra 3,2–6,3 μm
- Casca fina / processo otimizado: Ra 1,6–3,2 μm
- Com jato de granalha / jateamento de partículas apenas (sem polimento), geralmente atingimos:
- Ra ~1,6–3,2 μm em mostas superfícies externas.
4. Tempo de entrega típico para novas ferramentas de fundição de investimento em aço inoxidável
Cronograma típico (pode variar com a complexidade e as estações):
- Design + fabricação de ferramentas: 2–4 semanas
- Primeiras amostras (FAs / PPAP): 1–2 semanas após a preparação da ferramenta
- Total para novo projeto: 4–8 semanas até as primeiras amostras aprovadas na maioria dos casos.
Assim que a ferramenta estiver estável, pedidos de repetição geralmente seguem 3–5 semanas tempo de entrega dependendo do volume e das necessidades de usinagem. Peças usinadas complexas também podem passar por nossa produção interna serviços de usinagem CNC para reduzir o tempo total de entrega.
5. Fundição de investimento em aço inoxidável vs usinagem CNC para volumes médios
| Aspecto | Fundição de Investimento em Aço Inoxidável | Usinagem CNC (a partir de barra/placa) |
|---|---|---|
| Melhor para | Volume médio–alto, formas complexas | Baixo volume, formas simples |
| Custo unitário | Baixo por peça após a preparação da ferramenta | Mais elevado por peça |
| Custo inicial | Ferramentas necessárias | Poucas ou nenhumas ferramentas |
| Utilização de material | Muito eficiente, forma quase líquida | Desperdício elevado ( cavacos ) |
| Detalhes e características | Excelente para geometria 3D complexa | Ótimo, mas o custo aumenta com a complexidade |
Se estiver a executar centenas a dezenas de milhares por ano e a forma é complexa, fundição de aço inoxidável por investimento normalmente supera o CNC puro no custo total.
6. Tamanho e peso máximos e mínimos para fundições de aço inoxidável
Janela de trabalho típica (varia conforme a configuração da fundição):
- Peso:
- Mínimo: 5–20 g (peças de precisão pequenas)
- Máximo: 30–50 kg por fundição (peças industriais maiores)
- Tamanho:
- Até cerca de 600–800 mm na maior dimensão para a maioria dos sistemas de ferramentas.
Para tamanhos muito pequenos ou muito grandes, normalmente revisamos desenhos e aconselhamos a rota mais fiável.
Pingback: Guia do Processo de Benefícios e Usos do Aço de Liga de Fundição por Investimento - Vastmaterial